Результат интеллектуальной деятельности: СТАЛЬНОЙ СОРТОВОЙ ПРОКАТ ДЛЯ СКВАЖИННОГО ЭЛЕМЕНТА И СКВАЖИННЫЙ ЭЛЕМЕНТ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к стальному сортовому прокату и к скважинному элементу, и более конкретно относится к стальному сортовому прокату для использования в скважинном элементе, который должен использоваться вместе с трубами, применяемыми в нефтяных скважинах и газовых скважинах, и к самому скважинному элементу.
УРОВЕНЬ ТЕХНИКИ
[0002]
Для того, чтобы извлечь производственные текучие среды, такие как нефть или природный газ из нефтяных скважин и газовых скважин (в дальнейшем нефтяные скважины и газовые скважины все вместе упоминаются как «нефтяные скважины»), нефтепромысловые трубы и скважинные элементы используются в вышеупомянутой среде нефтяной скважины.
[0003]
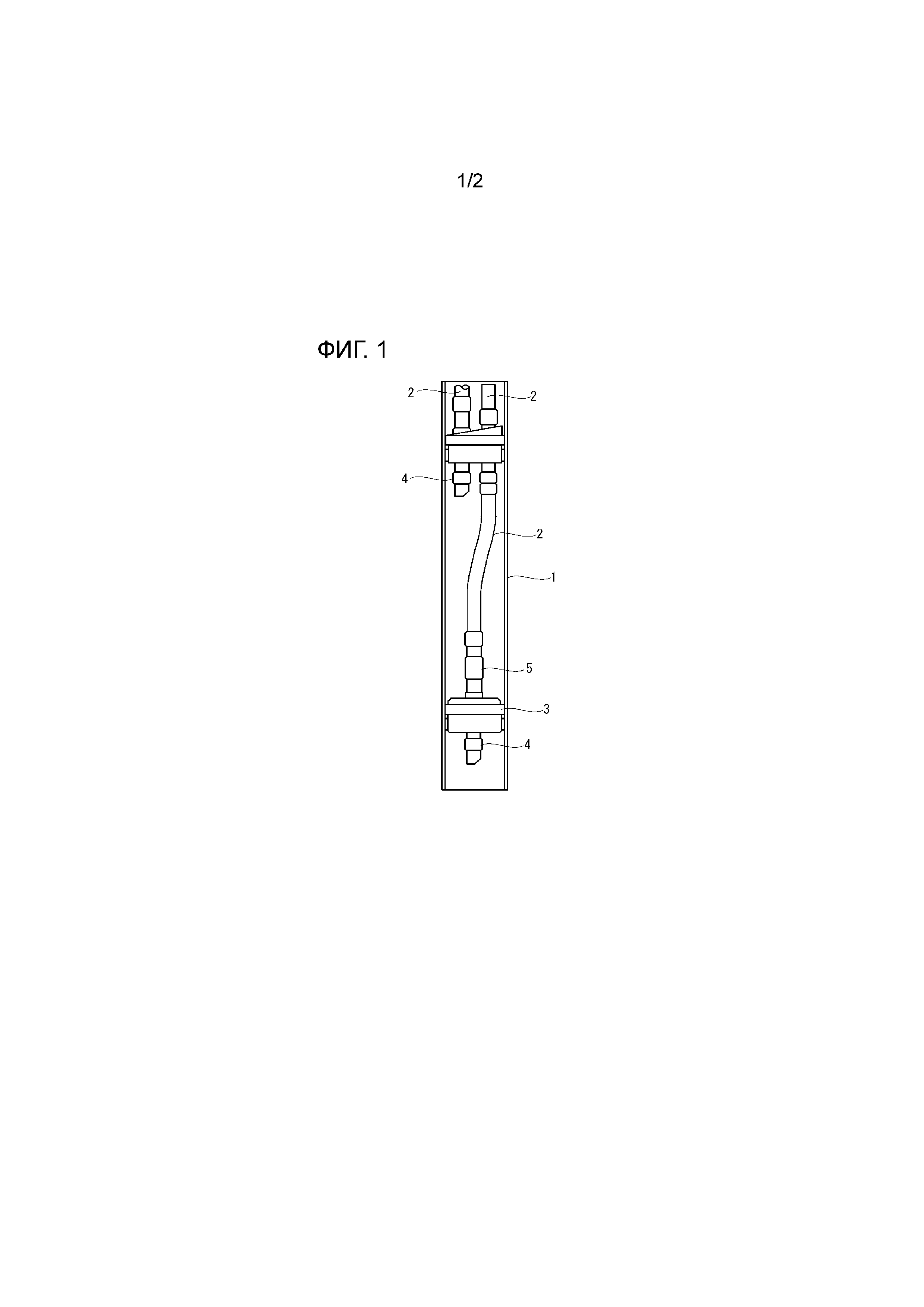
Фиг. 1 иллюстрирует один пример нефтепромысловых труб и скважинных элементов, которые используются в среде нефтяной скважины. Трубами, применяемыми в нефтяной промышленности, являются, например, обсадные трубы, насосно-компрессорные трубы и т.п. На Фиг. 1, две колонны насосно-компрессорных труб 2 расположены в обсадной трубе 1. Передний конец каждой насосно-компрессорной трубы 2 фиксируется внутри обсадной трубы 1 пакером 3, шаровым улавливателем 4, предохранительным патрубком 5 и т.п. Скважинными элементами являются, например, пакер 3, шаровой улавливатель 4 и предохранительный патрубок 5, и они используются в качестве принадлежностей обсадной трубы 1 и насосно-компрессорной трубы 2.
[0004]
В отличие от случая труб, применяемых в нефтяной промышленности, многие скважинные элементы не имеют симметричной формы (центрально симметричной формы) относительно оси трубы (центральной оси трубы). Следовательно, заготовка круглого сечения (стальной сортовой прокат для скважинного элемента), которая является сплошной, обычно используется в качестве исходного материала для скважинного элемента. Скважинный элемент, имеющий предопределенную форму, производится путем подвергания такой заготовки круглого сечения резанию или прошивке для удаления части этой заготовки. Хотя размер стального сортового проката для скважинного элемента будет зависеть от размера самого скважинного элемента, диаметр стального сортового проката для скважинного элемента составляет, например, от 152,4 до 215,9 мм, а длина стального сортового проката для скважинного элемента составляет, например, 3000-6000 мм.
[0005]
Как было описано выше, скважинные элементы используются в среде нефтяной скважины, аналогично трубам, применяемым в нефтяной промышленности. Производственные текучие среды содержат коррозионные газы, такие как газообразный сероводород и газообразный диоксид углерода. Следовательно, аналогично к трубам, применяемым в нефтяной промышленности, скважинные элементы также должны иметь превосходную стойкость к коррозионному растрескиванию под напряжением (далее называемую «стойкостью SCC»; SCC: коррозионное растрескивание под напряжением), и превосходную стойкостью к сульфидному растрескиванию под напряжением (далее называемую «стойкостью к SSC»; SSC: сульфидное растрескивание под напряжением).
[0006]
Если мартенситная нержавеющая сталь, содержащая приблизительно 13 мас.% Cr (далее упоминаемая как «сталь 13Cr»), используется для труб, применяемых в нефтяной промышленности, получаются превосходная стойкость к SCC и стойкость к SSC. Однако в случае использования стали 13Cr для скважинного элемента стойкость к SCC и стойкость к SSC иногда уменьшаются по сравнению со случаем труб, применяемых в нефтяной промышленности.
[0007]
Соответственно, сплав на основе никеля типа Alloy 718 (торговая марка) обычно используется в качестве заготовки круглого сечения для скважинного элемента. Однако, когда скважинный элемент производится с использованием сплава на основе никеля, производственные затраты увеличиваются. Следовательно, проводятся исследования возможностей производства скважинных элементов с использованием нержавеющей стали, которая стоит меньше, чем сплав на основе никеля.
[0008]
Японский патент № 3743226 (Патентный документ 1) предлагает мартенситную нержавеющую сталь для скважинного элемента, которая обладает превосходной стойкостью к SCC и стойкостью к SSC. Мартенситная нержавеющая сталь, раскрытая в Патентном документе 1, состоит из: С: 0,02 мас.% или меньше, Si: 1,0 мас.% или меньше, Mn: 1,0 мас.% или меньше, P: 0,03 мас.% или меньше, S: 0,01 мас.% или меньше, Cr: от 10 мас.% до 14 мас.%, Mo: от 0,2 мас.% до 3,0 мас.%, Ni: от 1,5 мас.% до 7 мас.%, N: 0,02 мас.% или меньше, с остатком из Fe и неизбежных примесей, и эта сталь подвергается ковке и/или обработке в заготовку так, чтобы удовлетворялась формула: 4 Sb/Sa+12 Mo≥25 (Sb: площадь сечения перед ковкой и/или обработкой в круглую заготовку (биллет); Sa: площадь сечения после ковки и/или обработки в круглую заготовку; Mo: содержание Mo в мас.%), в соответствии с количеством Mo.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0009]
Патентный документ 1: Японский патент № 3743226
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0010]
Стойкость к сульфидному растрескиванию под напряжением определенного уровня может быть получена даже с мартенситной нержавеющей сталью для скважинного элемента, предложенной в Патентном документе 1. Однако также желательно, чтобы стальной сортовой прокат для скважинного элемента обеспечивал хорошую стойкость к SCC и стойкость к SSC при использовании состава, отличающегося от Патентного документа 1.
[0011]
Задача настоящего изобретения состоит в том, чтобы предложить стальной сортовой прокат для скважинного элемента, который обладал бы превосходной стойкостью к SCC и стойкостью к SSC.
РЕШЕНИЕ ПРОБЛЕМЫ
[0012]
Стальной сортовой прокат для скважинного элемента в соответствии с настоящим вариантом осуществления имеет следующий химический состав в массовых процентах: С: 0,020 мас.% или меньше, Si: 1,0 мас.% или меньше, Mn: 1,0 мас.% или меньше, P: 0,03 мас.% или меньше, S: 0,01 мас.% или меньше, Cu: от 0,10 мас.% до 2,50 мас.%, Cr: от 10 мас.% до 14 мас.%, Ni: от 1,5 мас.% до 7,0 мас.%, Mo: от 0,2 мас.% до 3,0 мас.%, Ti: от 0,05 мас.% до 0,3 мас.%, V: от 0,01 мас.% до 0,10 мас.%, Nb: 0,1 мас.% или меньше, Al: от 0,001 мас.% до 0,1 мас.%, N: 0,05 мас.% или меньше, В: от 0 мас.% до 0,005 мас.%, Ca: от 0 мас.% до 0,008 мас.% и Co: от 0 мас.% до 0,5 мас.%, с остатком, представляющим собой Fe и примеси. Когда содержание Mo в вышеупомянутом химическом составе стального сортового проката для скважинного элемента определено как [количество Mo] (мас.%), а содержание Mo в выделениях в положении, которое делит пополам линию от поверхности стального сортового проката для скважинного элемента к центру стального сортового проката для скважинного элемента в сечении, перпендикулярном к продольному направлению стального сортового проката для скважинного элемента, определено как [полное количество Mo в выделениях в положении R/2] (мас.%), стальной сортовой прокат для скважинного элемента удовлетворяет Формуле (1). В дополнение к этому, когда содержание Mo в выделениях в положении центра сечения, перпендикулярного к продольному направлению стального сортового проката для скважинного элемента, определено как [полное количество Mo в выделениях в положении центра] (мас.%), стальной сортовой прокат для скважинного элемента удовлетворяет Формуле (2).
[Количество Mo]-4×[полное количество Mo в выделениях в положении R/2] ≥1,30 (1)
[Полное количество Mo в выделениях в положении центра] - [полное количество Mo в выделениях в положении R/2] ≤0,03 (2)
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0013]
Стальной сортовой прокат для скважинного элемента в соответствии с настоящим вариантом осуществления обладает превосходной стойкостью к SCC и стойкостью к SSC.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0014]
[Фиг. 1] Фиг. 1 иллюстрирует один пример нефтепромысловых труб и скважинных элементов, которые используются в среде нефтяной скважины.
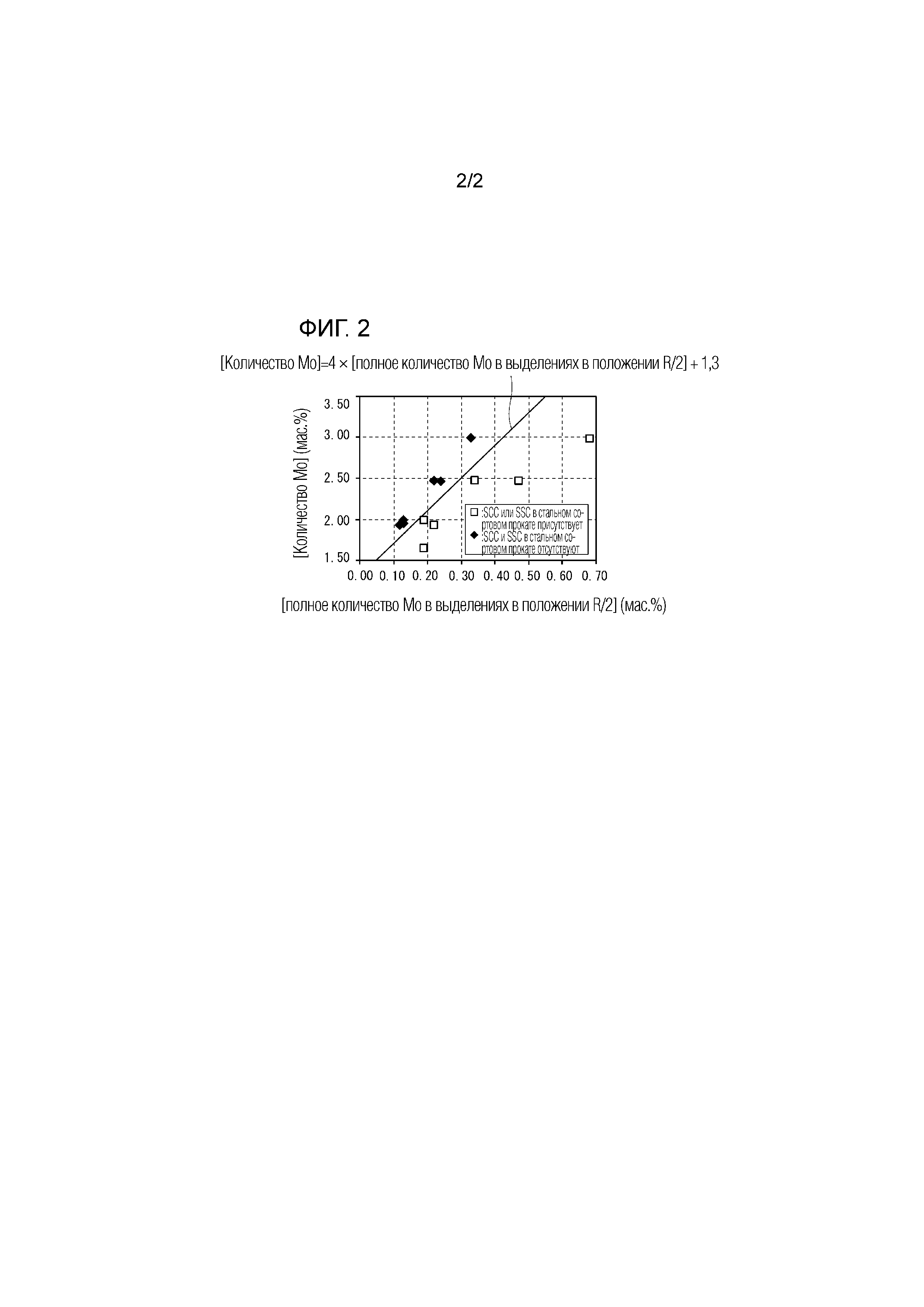
[Фиг. 2] Фиг. 2 иллюстрирует соотношение между содержанием Mo в химическом составе стального сортового проката для скважинного элемента, содержанием Mo в выделениях (интерметаллических соединениях, таких как фаза Лавеса) в положении R/2 стального сортового проката для скважинного элемента ([полное количество Mo в выделениях в положении R/2]), и коррозионной стойкостью (стойкостью к SCC и стойкостью к SSC).
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0015]
Авторы настоящего изобретения провели исследования стойкости стальных сортовых прокатов для скважинных элементов к SCC и SSC. В итоге авторы настоящего изобретения получили следующие результаты.
[0016]
При производстве материалов нержавеющей стали для нефтяных скважин закалка и отпуск выполняются для того, чтобы отрегулировать прочность. Скважинный элемент производится из стального сортового проката, который является сплошным, а не из стальной трубы, которая является полой. При выполнении отпуска сплошного стального сортового проката необходимо использовать более длительное время отпуска по сравнению с отпуском полой стальной трубы. Причины этого заключаются в следующем.
[0017]
Центральная секция в сечении, перпендикулярном к осевому направлению (продольному направлению) стального сортового проката склонна иметь микроструктуру, которая отличается от других положений благодаря сегрегации, которая происходит при производстве стали и т.п. Большинство фактических скважинных элементов производится путем удаления центральной секции стального сортового проката. Однако в зависимости от скважинного элемента бывают также такие случаи, в которых скважинный элемент используется без удаления центральной секции стального сортового проката. В том случае, когда центральная секция стального сортового проката не удаляется, микроструктура центральной секции может в значительной степени влиять на характеристики скважинного элемента. Следовательно, предпочтительно, чтобы микроструктура центральной секции в сечении, перпендикулярном к продольному направлению скважинного элемента, была однородной с микроструктурой вокруг центральной секции. Следовательно, время отпуска делается более длительным по сравнению со случаем стальной трубы, чтобы область от поверхности до центральной секции в сечении, перпендикулярном к продольному направлению стального сортового проката, стала в максимально возможной степени однородной микроструктурой.
[0018]
Однако, когда время отпуска для стального сортового проката из нержавеющей стали является длительным, могут образовываться различные выделения, включая интерметаллические соединения, такие как соединения фазы Лавеса (упоминаемые далее просто как «фаза Лавеса»). Фаза Лавеса содержит Mo, который является элементом, который увеличивает коррозионную стойкость. Следовательно, если фаза Лавеса образуется, количество Mo, растворенного в основном материал, уменьшается. Если количество Mo, растворенного в основном материале, уменьшается, стойкость скважинного элемента к SCC и SSC будет уменьшаться. Соответственно, если выделение фазы Лавеса может быть ингибировано, уменьшение количества Mo, растворенного в основном материале, может быть подавлено, и стойкость к SCC и SSC увеличится.
[0019]
Для того, чтобы ингибировать выделение фазы Лавеса, можно рассмотреть способ, который повышает содержание N, который является формирующим аустенит элементом. Однако в этом случае прочность стального материала увеличивается благодаря растворенному N. Следовательно, необходимо дополнительно удлинять время отпуска. Если время отпуска будет удлинено, как описано выше, то количество выделений фазы Лавеса увеличится. Поэтому авторы настоящего изобретения провели исследования стальных сортовых прокатов для скважинного элемента, в которых формирование фазы Лавеса может быть ингибировано, даже когда отпуск выполняется в течение длительного времени, и которые обладают превосходной стойкостью к SCC и SSC. В итоге авторы настоящего изобретения получили следующие результаты.
[0020]
[Уменьшение фазы Лавеса за счет содержания Cu]
В настоящем варианте осуществления стальной сортовой прокат для скважинного элемента, содержащий С: 0,020 мас.% или меньше, Si: 1,0 мас.% или меньше, Mn: 1,0 мас.% или меньше, P: 0,03 мас.% или меньше, S: 0,01 мас.% или меньше, Cr: от 10 мас.% до 14 мас.%, Ni: от 1,5 мас.% до 7,0 мас.%, Mo: от 0,2 мас.% до 3,0 мас.%, Ti: от 0,05 мас.% до 0,3 мас.%, V: от 0,01 мас.% до 0,10 мас.%, Nb: 0,1 мас.% или меньше, Al: от 0,001 мас.% до 0,1 мас.%, и N: 0,05 мас.% или меньше, вместо увеличения содержания N содержит Cu, который аналогично N является аустенитообразующим элементом, в количестве от 0,10 до 2,50 мас.%. В этом случае в нержавеющем стальном сортовом прокате, имеющем вышеупомянутый химический состав, количество выделений фазы Лавеса уменьшается за счет содержания Cu. Кроме того, поскольку Cu не увеличивает прочность стального материала до той же самой степени, как растворенный N, время отпуска может быть сохранено более коротким. Если содержание Cu составляет от 0,10 до 2,50 мас.%, эти эффекты могут быть получены надлежащим образом.
[0021]
[Количество растворенного Mo, необходимое для получения соответствующей стойкости к SCC и SSC]
Содержание Mo в химическом составе стального сортового проката для скважинного элемента определяется как [количество Mo] (мас.%), а содержание Mo в выделениях в положении (называемом далее «положением R/2»), которое делит пополам радиус от поверхности стального сортового проката для скважинного элемента к центру стального сортового проката для скважинного элемента в сечении, перпендикулярном к продольному направлению стального сортового проката для скважинного элемента, определяется как [полное количество Mo в выделениях в положении R/2] (мас.%). Здесь термин «содержание Mo в выделениях» означает полное содержание (мас.%) Mo в выделениях в том случае, когда полная масса выделений в микроструктуре в положении R/2 берется за 100% (мас.%). При этом стальной сортовой прокат для скважинного элемента, имеющий вышеупомянутый химический состав, также удовлетворяет Формуле (1).
[Количество Mo]-4×[полное количество Mo в выделениях в положении R/2] ≥1,3 (1)
[0022]
Фиг. 2 иллюстрирует соотношение между содержанием Mo ([количество Mo]) в химическом составе стального сортового проката для скважинного элемента, содержанием Mo в выделениях в положении R/2 ([полное количество Mo в выделениях в положении R/2]), и коррозионной стойкостью (стойкостью к SCC и SSC). График, показанный на Фиг. 2, был получен посредством примеров, которые будут описаны позже.
[0023]
На Фиг. 2 черный ромбик - "◆" означает, что в тесте оценки стойкости к SCC и в тесте оценки стойкости к SSC не наблюдалось ни SCC, ни SSC (то есть стальной материал обладает превосходной стойкостью к SCC и к SSC). Белый квадратик - "□" на Фиг. 2 означает, что либо SCC, либо SSC наблюдались в тесте оценки стойкости к SCC и в тесте оценки стойкости к SSC (то есть стойкость к SCC и/или стойкость к SSC являются низкими).
[0024]
Как показано на Фиг. 2, если содержание Mo ([количество Mo]) в химическом составе стального сортового проката равно или выше, чем граничная линия ([количество Mo]=4×[полное количество Mo в выделениях в положении R/2]+1,3), то есть если Формула (1) удовлетворяется, в основном материале может быть гарантировано достаточное количество растворенного Mo, и получаются превосходная стойкость к SCC и стойкость к SSC.
[0025]
[Ингибирование формирования грубой фазы Лавеса в центральной секции путем гомогенизации микроструктуры]
Как было описано выше, в сечении, перпендикулярном к продольному направлению стального сортового проката для скважинного элемента, микроструктура в центральной секции предпочтительно является однородной с микроструктурой других областей в максимально возможной степени. Этот фактор описывается ниже.
[0026]
Теперь описание будет сосредоточено на сегрегации Mo в стальном сортовом прокате для скважинного элемента. В сечении, перпендикулярном к продольному направлению стального сортового проката для скважинного элемента, центральная секция соответствует положению окончания затвердевания. В положении окончательного окончания затвердевания большое количество Cr и Mo по сравнению с другими областями. В дополнение к этому, степень обжатия во время горячей обработки имеет тенденцию к уменьшению в центральной секции по сравнению с другими областями. Следовательно, микроструктура центральной секции более склонна к образованию крупных зерен по сравнению с другими областями. Фаза Лавеса выделяется на границах зерна. Следовательно, если микроструктура является крупнозернистой, фаза Лавеса склонна к огрубению. Если выделяется большое количество грубой фазы Лавеса, мало того, что количество растворенного в основном материале Mo будет уменьшаться, но еще будет образовываться точечная коррозия, берущая начало от грубой фазы Лавеса, и, следовательно, образуются SCC и/или SSC. Если зерна микроструктуры центральной секции, в которой склонен сегрегироваться Mo, также уменьшаются аналогично областям, отличающимся от центральной секции, чтобы тем самым подавить огрубление фазы Лавеса, микроструктура центральной секции станет однородной с микроструктурой отличающихся от центральной секции областей, и количество растворенного Mo в центральной секции будет равно количеству растворенного Mo в отличающихся от центральной секции областях. В этом случае превосходная стойкость к SCC и стойкость к SSC обеспечивается во всем стальном сортовом прокате для скважинного элемента.
[0027]
Содержание Mo в выделениях в положении центра в сечении, перпендикулярном к продольному направлению стального сортового проката для скважинного элемента определяется как [полное количество Mo в выделениях в положении центра] (мас.%). Здесь термин «содержание Mo в выделениях» означает полное содержание (мас.%) Mo в выделениях в том случае, когда полная масса выделений в микроструктуре в положении центра берется за 100% (мас.%). В этом случае стальной сортовой прокат для скважинного элемента по настоящему варианту осуществления имеет вышеупомянутый химический состав, и при условии, что стальной сортовой прокат удовлетворяет Формуле (1), он также удовлетворяет Формуле (2).
[Полное количество Mo в выделениях в положении R/2] - [полное количество Mo в выделениях в положении центра] ≤0,03 (2)
[0028]
При удовлетворении требований вышеупомянутого химического состава, а также при удовлетворении Формулы (1) и Формулы (2) стальной сортовой прокат для скважинного элемента по настоящему варианту осуществления имеет превосходную стойкость к SCC и стойкость к SSC в положении центра и в положении R/2.
[0029]
[Один пример способа для производства вышеупомянутого скважинного элемента]
Вышеупомянутый стальной сортовой прокат для скважинного элемента может быть произведен, например, с помощью следующего способа производства. Исходный материал, имеющий вышеупомянутый химический состав, подвергается процессу горячей обработки, а затем выполняется процесс термического улучшения, который включает в себя закалку и отпуск.
[0030]
При горячей обработке в случае выполнения свободной ковки коэффициент уковки устанавливается равным 4,0 или больше, в то время как в случае выполнения ротационной ковки или горячей прокатки коэффициент уковки устанавливается равным 6,0 или больше. Здесь коэффициент уковки определяется Формулой (A).
Коэффициент уковки = площадь сечения (мм2) исходного материала перед выполнением горячей обработки/площадь сечения (мм2) исходного материала после завершения горячей обработки (A)
[0031]
В дополнение к этому, в процессе термического улучшения после горячей обработки при отпуске, который выполняется после закалки, параметр Ларсона-Миллера LMP устанавливается в диапазоне 16000-18000. Параметр Ларсона-Миллера LMP определяется Формулой (B).
LMP=(T+273)×(20+log(t)) (B)
[0032]
Стальной сортовой прокат для скважинного элемента по настоящему варианту осуществления, который был получен на основе вышеописанных хакономерностей, имеет следующий химический состав: C: 0,020 мас.% или меньше, Si: 1,0 мас.% или меньше, Mn: 1,0 мас.% или меньше, P: 0,03 мас.% или меньше, S: 0,01 мас.% или меньше, Cu: от 0,10 мас.% до 2,50 мас.%, Cr: от 10 мас.% до 14 мас.%, Ni: от 1,5 мас.% до 7,0 мас.%, Mo: от 0,2 мас.% до 3,0 мас.%, Ti: от 0,05 мас.% до 0,3 мас.%, V: от 0,01 мас.% до 0,10 мас.%, Nb: 0,1 мас.% или меньше, Al: от 0,001 мас.% до 0,1 мас.%, N: 0,05 мас.% или меньше, В: от 0 мас.% до 0,005 мас.%, Ca: от 0 мас.% до 0,008 мас.% и Co: от 0 мас.% до 0,5 мас.%, с остатком, представляющим собой Fe и примеси. Когда содержание Mo в химическом составе стального сортового проката для скважинного элемента определено как [количество Mo] (мас.%), а содержание Mo в выделениях в положении, которое делит пополам радиус от поверхности стального сортового проката для скважинного элемента к центру стального сортового проката для скважинного элемента в сечении, перпендикулярном к продольному направлению стального сортового проката для скважинного элемента, определено как [полное количество Mo в выделениях в положении R/2] (мас.%), стальной сортовой прокат для скважинного элемента удовлетворяет Формуле (1). В дополнение к этому, когда содержание Mo в выделениях в положении центра сечения, перпендикулярного к продольному направлению стального сортового проката для скважинного элемента, определено как [полное количество Mo в выделениях в положении центра] (мас.%), стальной сортовой прокат для скважинного элемента удовлетворяет Формуле (2).
[Количество Mo]-4×[полное количество Mo в выделениях в положении R/2] ≥1,30 (1)
[Полное количество Mo в выделениях в положении центра] - [полное количество Mo в выделениях в положении R/2] ≤0,03 (2)
[0033]
Вышеупомянутый химический состав может содержать один или более элементов, выбираемых из группы, состоящей из В: от 0,0001 мас.% до 0,005 мас.%, и Ca: от 0,0001 мас.% до 0,008 мас.% вместо части Fe.
[0034]
Вышеупомянутый химический состав может содержать Co: от 0,05 мас.% до 0,5 мас.% вместо части Fe.
[0035]
Скважинный элемент по настоящему варианту осуществления имеет вышеупомянутый химический состав. Когда содержание Mo в химическом составе скважинного элемента определено как [количество Mo] (мас.%), и содержание Mo в выделениях в положении, которое делит пополам радиус от поверхности скважинного элемента к центру скважинного элемента в сечении, перпендикулярном к продольному направлению скважинного элемента, определено как [полное количество Mo в выделениях в положении R/2] (мас.%), скважинный элемент удовлетворяет Формуле (1).
[Количество Mo]-4×[полное количество Mo в выделениях в положении R/2] ≥1,3 (1)
[0036]
Далее подробно описывается стальной сортовой прокат для скважинного элемента по настоящему варианту осуществления. Символ «%» применительно к составу означает «мас.%», если явно не указано иное.
[0037]
[Химический состав]
Химический состав стального сортового проката для скважинного элемента настоящего варианта осуществления содержит следующие элементы.
[0038]
C: 0,020 мас.% или меньше
Углерод (C) является неизбежно содержащимся элементом. Хотя C повышает прочность стали, он образует карбиды Cr во время отпуска. Карбиды Cr понижают коррозионную стойкость (стойкость к SCC и стойкость к SSC). Следовательно, низкое содержание C является предпочтительным. Содержание C составляет 0,020 мас.% или меньше. Предпочтительный верхний предел содержания C составляет 0,015 мас.%, более предпочтительно 0,012 мас.%, и еще более предпочтительно 0,010 мас.%.
[0039]
Si: 1,0 мас.% или меньше
Кремний (Si) является неизбежной примесью. Si раскисляет сталь. Однако если содержание Si является слишком высоким, горячая обрабатываемость уменьшается. В дополнение к этому, количество ферритных образований увеличивается, и прочность стального материала уменьшается. Следовательно, содержание кремния составляет 1,0 мас.% или меньше. Предпочтительное содержание Si составляет меньше чем 1,0 мас.%, более предпочтительно 0,50 мас.% или меньше, и еще более предпочтительно 0,30 мас.% или меньше. Если содержание Si составляет 0,05 мас.% или больше, Si особенно эффективно действует в качестве раскислителя. Однако даже если содержание Si составляет меньше чем 0,05 мас.%, Si будет раскислять сталь в некоторой степени.
[0040]
Mn: 1,0 мас.% или меньше
Марганец (Mn) является неизбежно содержащимся элементом. Mn раскисляет и десульфурирует сталь, а также улучшает горячую обрабатываемость. Однако если содержание Mn является слишком высоким, в стали может произойти сегрегация, и в результате ударная вязкость, а также стойкость к SCC в высокотемпературном водном растворе хлорида уменьшаются. В дополнение к этому, Mn является элементом, образующим аустенит. Следовательно, в том случае, когда сталь содержит Ni и Cu, которые являются формирующими аустенит элементами, если содержание Mn является слишком высоким, количество остаточного аустенита увеличивается, а прочность стали уменьшается. Следовательно, содержание марганца составляет 1,0 мас.% или меньше. Предпочтительный нижний предел содержания Mn составляет 0,10 мас.%, и более предпочтительно 0,30 мас.%. Предпочтительный верхний предел содержания Mn составляет 0,8 мас.%, и более предпочтительно 0,5 мас.%.
[0041]
P: 0,03 мас.% или меньше
Фосфор (P) является примесью. P понижает стойкость к SSC и стойкость к SCC. Поэтому содержание фосфора составляет 0,03 мас.% или меньше. Предпочтительный верхний предел содержания P составляет 0,025 мас.%, более предпочтительно 0,022 мас.%, и еще более предпочтительно 0,020 мас.%. Содержание Р предпочтительно является настолько низким, насколько это возможно.
[0042]
S: 0,01 мас.% или меньше
Сера (S) является примесью. Сера уменьшает горячую обрабатываемость стали. Сера также объединяется с Mn и т.п. и формирует включения. Эти включения становятся исходными точками для SCC или SSC, и тем самым понижают коррозионную стойкость стали. Следовательно, содержание серы составляет 0,01 мас.% или меньше. Предпочтительный верхний предел содержания серы составляет 0,0050 мас.%, более предпочтительно 0,0020 мас.%, и еще более предпочтительно 0,0010 мас.%. Содержание S предпочтительно является настолько низким, насколько это возможно.
[0043]
Cu: от 0,10 мас.% до 2,50 мас.%
Медь (Cu) подавляет формирование фазы Лавеса. Хотя причина этого неясна, считается, что она может быть следующей. Cu тонко диспергируется в виде частиц Cu в матрице. Формирование и рост фазы Лавеса ингибируется эффектом скрепления диспергированных частиц Cu. За счет этого количество выделений фазы Лавеса сохраняется низким, и уменьшение количества растворенного Mo подавляется. В результате у стального сортового проката увеличиваются стойкость к SCC и стойкость к SSC. Этот эффект не достигается, если содержание Cu является слишком низким. С другой стороны, если содержание Cu является слишком высоким, осевая ликвация Cr и Mo избыточно ускоряется, и следовательно Формула (2) не удовлетворяется. В таком случае иногда не получается превосходной стойкости к SCC и стойкости к SSC во всем стальном сортовом прокате для скважинного элемента. Если содержание Cu является высоким, горячая обрабатываемость стального материала также уменьшается. Следовательно, содержание Cu составляет от 0,10 мас.% до 2,50 мас.%. Предпочтительный нижний предел содержания меди составляет 0,15 мас.%, и более предпочтительно 0,17 мас.%. Предпочтительный верхний предел содержания меди составляет 2,00 мас.%, более предпочтительно 1,50 мас.%, и еще более предпочтительно 1,20 мас.%.
[0044]
Cr: от 10 мас.% до 14 мас.%
Хром (Cr) повышает стойкость к SCC и стойкость к SSC. Если содержание Cr является слишком низким, этот эффект не может быть получен. С другой стороны, Cr является формирующим феррит элементом. Следовательно, если содержание Cr является слишком высоким, в стали образуется феррит, и предел текучести стали уменьшается. Следовательно, содержание Cr составляет от 10 мас.% до 14 мас.%. Предпочтительный нижний предел содержания Cr составляет 11 мас.%, более предпочтительно 11,5 мас.%, и еще более предпочтительно 11,8 мас.%. Предпочтительный верхний предел содержания Cr составляет 13,5 мас.%, более предпочтительно 13,0 мас.%, и еще более предпочтительно 12,5 мас.%.
[0045]
Ni: от 1,5 мас.% до 7,0 мас.%
Никель (Ni) является формирующим аустенит элементом. Следовательно, Ni стабилизирует аустенит в стали при высокой температуре, и увеличивает количество мартенсита при нормальной температуре. За счет этого Ni увеличивает прочность стали. Ni также увеличивает коррозионную стойкость стали (стойкость к SCC и стойкость к SSC). Если содержание Ni является слишком низким, эти эффекты не могут быть получены. С другой стороны, если содержание Ni является слишком высоким, количество остаточного аустенита склонно к увеличению, и в частности во время промышленного производства становится трудным устойчиво получать высокопрочный сортовой прокат для скважинного элемента. Следовательно, содержание Ni составляет от 1,5 мас.% до 7,0 мас.%. Предпочтительный нижний предел содержания Ni составляет 3,0 мас.%, и более предпочтительно 4,0 мас.%. Предпочтительный верхний предел содержания Ni составляет 6,5 мас.%, и более предпочтительно 6,2 мас.%.
[0046]
Mo: от 0,2 мас.% до 3,0 мас.%
Когда производство продуктовой текучей среды в нефтяной скважине временно останавливается, температура текучей среды в трубах, применяемых в нефтяной промышленности, уменьшается. При этом восприимчивость скважинных элементов к сульфидно-коррозионному растрескиванию под напряжением увеличивается. Молибден (Mo) повышает стойкость к SSC. Mo также повышает стойкость стали к SCC, когда он присутствует вместе с Cr. Если содержание Mo является слишком низким, эти эффекты не могут быть получены. С другой стороны, поскольку Mo является формирующим феррит элементом, если содержание Mo становится слишком высоким, в стали образуется феррит, и прочность стали уменьшается. Следовательно, содержание Mo составляет от 0,2 мас.% до 3,0 мас.%. Предпочтительный нижний предел содержания Mo составляет 1,0 мас.%, более предпочтительно 1,5 мас.%, и еще более предпочтительно 1,8 мас.%. Предпочтительный верхний предел содержания Mo составляет 2,8 мас.%, более предпочтительно меньше чем 2,8 мас.%, еще более предпочтительно 2,7 мас.%, еще более предпочтительно 2,6 мас.%, и наиболее предпочтительно 2,5 мас.%.
[0047]
Ti: от 0,05 мас.% до 0,3 мас.%
Титан (Ti) образует карбиды и увеличивает прочность и ударную вязкость стали. Если диаметр стального сортового проката для скважинного элемента является большим, карбиды Ti также уменьшают вариацию прочности стального сортового проката для скважинного элемента. Ti также фиксирует C и ингибирует образование карбидов Cr, увеличивая тем самым стойкость к SCC. Эти эффекты не могут быть достигнуты, если содержание Ti является слишком низким. С другой стороны, если содержание Ti является слишком высоким, карбиды огрубляются, и ударная вязкость и коррозионная стойкость стали уменьшаются. Следовательно, содержание Ti составляет от 0,05 мас.% до 0,3 мас.%. Предпочтительный нижний предел содержания Ti составляет 0,06 мас.%, более предпочтительно 0,08 мас.%, и еще более предпочтительно 0,10 мас.%. Предпочтительный верхний предел содержания Ti составляет 0,2 мас.%, более предпочтительно 0,15 мас.%, и еще более предпочтительно 0,12 мас.%.
[0048]
V: от 0,01 мас.% до 0,10 мас.%
Ванадий (V) образует карбиды и увеличивает прочность и ударную вязкость стали. V также фиксирует C и ингибирует образование карбидов Cr, увеличивая тем самым стойкость к SCC. Эти эффекты не могут быть достигнуты, если содержание V является слишком низким. С другой стороны, если содержание V является слишком высоким, карбиды огрубляются, и ударная вязкость и коррозионная стойкость стали уменьшаются. Следовательно, содержание ванадия составляет от 0,01 мас.% до 0,10 мас.%. Предпочтительный нижний предел содержания V составляет 0,03 мас.%, и более предпочтительно 0,05 мас.%. Предпочтительный верхний предел содержания V составляет 0,08 мас.%, и более предпочтительно 0,07 мас.%.
[0049]
Nb: 0,1 мас.% или меньше
Ниобий (Nb) является примесью. Хотя Nb образует карбиды и оказывает эффект увеличения прочности и ударной вязкости стального материала, если содержание Nb становится слишком высоким, карбиды огрубляются и ударная вязкость и коррозионная стойкость стального материала уменьшаются. Следовательно, содержание ниобия составляет 0,1 мас.% или меньше. Предпочтительный верхний предел содержания Nb составляет 0,05 мас.%, более предпочтительно 0,02 мас.%, и еще более предпочтительно 0,01 мас.%.
[0050]
Al: от 0,001 мас.% до 0,1 мас.%.
Алюминий (Al) раскисляет сталь. Если содержание Al является слишком низким, этот эффект не может быть достигнут. С другой стороны, если содержание Al является слишком высоким, количество феррита в стали увеличивается, и прочность стали уменьшается. В дополнение к этому, большое количество включений на основе глинозема образуется в стали, и ударная вязкость стального материала уменьшается. Следовательно, содержание Al составляет от 0,001 мас.% до 0,1 мас.%. Предпочтительный нижний предел содержания Al составляет 0,005 мас.%, более предпочтительно 0,010 мас.%, и еще более предпочтительно 0,020 мас.%. Предпочтительный верхний предел содержания Al составляет 0,080 мас.%, более предпочтительно 0,060 мас.%, и еще более предпочтительно 0,050 мас.%. Следует отметить, что в стальном сортовом прокате существующего варианта осуществления содержание Al означает содержание кислоторастворимого Al (растворимого Al).
[0051]
N: 0,05% или меньше
Азот (N) является примесью. Хотя N оказывает эффект увеличения прочности стали, если содержание N будет слишком высоким, то ударная вязкость стали уменьшится, и прочность стального материала станет чрезмерно высокой. В таком случае время отпуска должно быть увеличено для того, чтобы отрегулировать прочность, и при этом возникает вероятность образования фазы Лавеса. Если фаза Лавеса образуется, то количество растворенного Mo уменьшится, и стойкость к SCC и стойкость к SSC уменьшатся. Следовательно, содержание N составляет 0,05 мас.% или меньше. Предпочтительный верхний предел содержания N составляет 0,030 мас.%, более предпочтительно 0,020 мас.%, и еще более предпочтительно 0,010 мас.%.
[0052]
Остаток химического состава стального сортового проката согласно существующему варианту осуществления представляет собой Fe и примеси. Здесь термин «примеси» относится к элементам, которые, во время промышленного производства стального сортового проката для скважинного элемента попадают в него из руды или используемого в качестве сырья лома, или из производственной среды и т.п., и которые могут содержаться в пределах такого диапазона, который не оказывает негативного влияния на стальной сортовой прокат настоящего варианта осуществления.
[0053]
[Дополнительные элементы]
Стальной сортовой прокат настоящего варианта осуществления вместо части Fe может дополнительно содержать один или более типов элементов, выбираемых из группы, состоящей из B и Ca. Каждый из этих элементов является необязательным и подавляет образование дефектов во время горячей обработки.
[0054]
B: от 0 мас.% до 0,005 мас.%
Ca: от 0 мас.% до 0,008 мас.%
Бор (B) и кальций (Ca) являются опциональными элементами, и не обязаны содержаться. Когда они содержатся, B и Ca подавляют образование дефектов во время горячей обработки. Вышеупомянутый эффект получается в некоторой степени даже в том случае, если содержится небольшое количество по меньшей мере одного элемента из B и Ca. С другой стороны, если содержание B является слишком высоким, карбобориды хрома выделяются на границах зерна, и ударная вязкость стали уменьшается. Кроме того, если содержание Ca является слишком высоким, количество включений в стали увеличивается, и ударная вязкость и коррозионная стойкость стали уменьшаются. Следовательно, содержание B составляет от 0 до 0,005 мас.%, а содержание Ca составляет от 0 до 0,008 мас.%. Предпочтительный нижний предел содержания B составляет 0,0001 мас.%, а предпочтительный верхний предел составляет 0,0002 мас.%. Предпочтительный нижний предел содержания Са составляет 0,0005 мас.%, а предпочтительный верхний предел составляет 0,0020 мас.%.
[0055]
Материал стального сортового проката настоящего варианта осуществления может дополнительно содержать Co вместо части Fe.
[0056]
Co: от 0 мас.% до 0,5 мас.%
Кобальт (Co) является дополнительным элементом, и может не содержаться. Когда он содержится, Co увеличивает прокаливаемость стали и гарантирует стабильную высокую прочность, в частности во время промышленного производства. Более конкретно, Co ингибирует образование остаточного аустенита, и подавляет вариации прочности стали. Если содержится даже небольшое количество Co, вышеупомянутый эффект получается в некоторой степени. Однако если содержание Co является слишком высоким, ударная вязкость стали ухудшается. Следовательно, содержание Co составляет от 0 до 0,5 мас.%. Предпочтительный нижний предел содержания Со составляет 0,05 мас.%, более предпочтительно 0,07 мас.%, и еще более предпочтительно 0,10 мас.%. Предпочтительный верхний предел содержания Со составляет 0,40 мас.%, более предпочтительно 0,30 мас.%, и еще более предпочтительно 0,25 мас.%.
[0057]
[Относительно Формулы (1)]
В стальном сортовом прокате для скважинного элемента настоящего варианта осуществления [количество Mo] (мас.%) и [полное количество Mo в выделениях в положении R/2] (мас.%) определяются следующим образом.
[Количество Mo]: Содержание Mo (мас.%) в химическом составе стального сортового проката для скважинного элемента
[Полное количество Mo в выделениях в положении R/2]: Полное содержание Mo (мас.%) в выделениях в том случае, когда полная масса выделений в микроструктуре в положении (далее называемом «положением R/2»), который делит пополам радиус от поверхности до центра стального сортового проката для скважинного элемента в сечении, перпендикулярном к продольному направлению стального сортового проката для скважинного элемента, принимается за 100%
[0058]
В этом случае [количество Mo], заданное в химическом составе стального сортового проката для скважинного элемента, и [полное количество Mo в выделениях в положении R/2], заданное для микроструктуры в положении R/2, удовлетворяют Формуле (1).
[Количество Mo]-4×[полное количество Mo в выделениях в положении R/2] ≥1,30 (1)
[0059]
Значение F1=[количество Mo]-4×[полное количество Mo в выделениях в положении R/2]. F1 представляет собой индекс количества растворенного Mo в стальном сортовом прокате для скважинного элемента. Когда стальной сортовой прокат для скважинного элемента рассматривается с макроскопической точки зрения, полное количество Mo в выделениях в положении R/2 означает количество Mo, абсорбированного в фазе Лавеса. Если значение F1 составляет 1,30 или больше, присутствует адекватное количество растворенного Mo. Следовательно, как показано на Фиг. 2, получаются превосходная стойкость к SCC и стойкость к SSC. Предпочтительный нижний предел значения F1 составляет 1,40, и более предпочтительно 1,45.
[0060]
[Количество Mo] является содержанием Mo (%) в химическом составе. Следовательно, [количество Mo] может быть определено с помощью известного способа компонентного анализа. В частности, например, [количество Mo] может быть определено следующим способом. Стальной сортовой прокат для скважинного элемента режется перпендикулярно к его продольному направлению, и извлекается образец с длиной 20 мм. Этот образец механически переводится в стружку, которая затем растворяется в кислоте для получения жидкого раствора. Этот жидкий раствор подвергается анализу ICP-OES (Оптическая эмиссионная спектрометрия с индуктивно сопряженной плазмой), и выполняется элементный анализ химического состава. Следует отметить, что содержание C и содержание S в химическом составе определяют, например, путем сжигания вышеупомянутого жидкого раствора в потоке газообразного кислорода за счет высокочастотного нагрева и обнаружения образующихся диоксида углерода и диоксида серы.
[0061]
С другой стороны, [полное количество Mo в выделениях в положении R/2] измеряется следующим способом. Образец (диаметром 9 мм и длиной 70 мм), который включает в себя положение R/2, извлекается из произвольного сечения, перпендикулярного продольному направлению стального сортового проката для скважинного элемента. Продольное направление образца является параллельным продольному направлению стального сортового проката для скважинного элемента, и центр сечения (окружности с диаметром 9 мм) образца берется в качестве положения R/2 стального сортового проката для скважинного элемента. Этот образец электролизуется с использованием 10%-го раствора электролита на основе AA (раствор электролита, содержащий 10% ацетилацетона, 1% тетраметиламмонийхлорида и метанол). Ток электролиза устанавливается равным 20 мА/см2. Раствор электролита фильтруется с использованием фильтра с отверстиями размером 200 нм, и масса остатка измеряется для определения значения [полное количество выделений в положении R/2]. В дополнение к этому, количество Mo, содержащегося в растворе, в котором остаток был подвергнут кислотному разложению, определяется с помощью эмиссионной спектрометрии ICP. На основе количества Mo и [полного количества выделений в положении R/2] в растворе определяется полное содержание Mo (мас.%) в выделениях, когда полная масса выделений в положении R/2 принимается за 100 (мас.%). Пять из вышеупомянутых образцов (диаметром 9 мм и длиной 70 мм) извлекаются в областях, которые включают в себя положение R/2, в произвольных местах, и среднее значение полного содержания Mo в выделениях, определенного для соответствующих образцов, принимается за [полное количество Mo в выделениях в положении R/2] (мас.%).
[0062]
[Относительно Формулы (2)]
Полное содержание Mo (мас.%) в выделениях в том случае, когда полная масса осадка в положении центра в сечении, перпендикулярном к продольному направлению стального сортового проката для скважинного элемента, принимается за 100 (мас.%), принимается за [полное количество Mo в выделениях в положении центра] (мас.%). В это время, при условии, что стальной сортовой прокат для скважинного элемента настоящего варианта осуществления имеет вышеупомянутый химический состав и удовлетворяет Формуле (1), стальной сортовой прокат для скважинного элемента также удовлетворяет Формуле (2).
[Полное количество Mo в выделениях в положении центра] - [полное количество Mo в выделениях в положении R/2] ≤0,03 (2)
[0063]
Значение F2=[полное количество Mo в выделениях в положении центра] - [полное количество Mo в выделениях в положении R/2]. F2 является индексом, который относится к гомогенности микроструктуры в сечении, перпендикулярном к продольному направлению стального сортового проката для скважинного элемента. Если значение F2 составляет 0,03 или меньше, это означает, что количество выделений фазы Лавеса в положении центра приблизительно равно количеству выделений фазы Лавеса в положении R/2. Это означает, что размер зерна в микроструктуре в положении центра приблизительно равен размеру зерна в микроструктуре в положении R/2, и микроструктура является по существу однородной в сечении, перпендикулярном к продольному направлению стального сортового проката для скважинного элемента. Соответственно, это означает, что в стальном сортовом прокате для скважинного элемента превосходная стойкость к SCC и стойкость к SSC получаются как в положении R/2, так и в положении центра, и превосходная стойкость к SCC и стойкость к SSC получаются по всему сечению, перпендикулярному к продольному направлению стального сортового проката для скважинного элемента. Предпочтительный верхний предел значения F2 составляет 0,02, и более предпочтительно 0,01.
[0064]
[Полное количество Mo в выделениях в положении центра] измеряется следующим способом. Образец (диаметром 9 мм и длиной 70 мм), который включает в себя положение центра, извлекается из произвольного сечения, перпендикулярного продольному направлению стального сортового проката для скважинного элемента. Продольное направление образца является параллельным продольному направлению стального сортового проката для скважинного элемента, и центр сечения (окружности с диаметром 9 мм) образца берется в качестве положения центра в сечении, перпендикулярном к продольному направлению стального сортового проката для скважинного элемента. Этот образец электролизуется с использованием 10%-го раствора электролита на основе AA (раствор электролита, содержащий 10% ацетилацетона, 1% тетраметиламмонийхлорида и метанол). Ток электролиза устанавливается равным 20 мА/см2. Раствор электролита фильтруется с использованием фильтра с отверстиями размером 200 нм, и масса остатка измеряется для определения значения [полное количество выделений в положении центра]. В дополнение к этому, количество Mo, содержащегося в растворе, в котором остаток был подвергнут кислотному разложению, определяется с помощью эмиссионной спектрометрии ICP. На основе количества Mo и [полного количества выделений в положении центра] в растворе определяется полное содержание Mo (мас.%) в выделениях, когда полная масса выделений в положении центра принимается за 100 (мас.%). Пять образцов извлекаются в произвольных местах, и среднее значение полного содержания Mo в выделениях, определенного для соответствующих образцов, принимается за [полное количество Mo в выделениях в положении центра] (мас.%).
[0065]
Стальной сортовой прокат для скважинного элемента по настоящему варианту осуществления имеет вышеупомянутый химический состав, и содержание в нем Cu составляет от 0,10 до 2,50 мас.%. В дополнение к этому, при условии удовлетворения требований вышеупомянутого химического состава, стальной сортовой прокат для скважинного элемента удовлетворяет Формуле (1) и Формуле (2). Следовательно, достаточное количество растворенного Mo может быть гарантировано в основном материале, и стальной сортовой прокат для скважинного элемента имеет однородную микроструктуру в центральной секции и в части R/2. В результате превосходная стойкость к SCC и стойкость к SSC получаются в центральной секции и в части R/2.
[0066]
[Способ производства]
Стальной сортовой прокат для скважинного элемента по настоящему варианту осуществления возможно произвести, например, с помощью следующего способа производства. Однако способ производства скважинного элемента по настоящему варианту осуществления не ограничивается настоящим примером. Далее описывается один пример способа для производства стального сортового проката для скважинного элемента по настоящему варианту осуществления. Настоящий способ производства включает в себя процесс производства промежуточного материала (заготовки) с помощью горячей обработки (процесса горячей обработки), а также процесс (процесс термического улучшения) подвергания этого промежуточного материала закалке и отпуску для того, чтобы отрегулировать прочность и сформировать стальной сортовой прокат для скважинного элемента. Каждый из этих процессов описывается ниже.
[0067]
[Процесс горячей обработки]
Сначала подготавливается промежуточный материал, имеющий вышеупомянутый химический состав. В частности, производится расплавленная сталь, имеющая вышеупомянутый химический состав. Исходный материал производится с использованием этой расплавленной стали. Отливка в качестве исходного материала также может быть произведена с помощью процесса непрерывной разливки. Слиток в качестве исходного материала может быть произведен с использованием этой расплавленной стали.
[0068]
Произведенный исходный материал (отливка или слиток) нагревается. Горячая обработка этого нагретого исходного материала выполняется для того, чтобы произвести промежуточный материал. Горячая обработка представляет собой, например, свободную ковку, ротационную ковку или горячую прокатку. Горячая прокатка может представлять собой изготовление заготовки, или может представлять собой прокатку, которая использует непрерывный прокатный стан, включающий в себя множество клетей, расположенных в один ряд.
[0069]
При горячей обработке коэффициент уковки определяется следующей формулой.
Коэффициент уковки=площадь сечения (мм2) исходного материала перед выполнением горячей обработки/площадь сечения (мм2) исходного материала после завершения горячей обработки (A)
[0070]
«Площадь сечения исходного материала перед выполнением горячей обработки» в Формуле (A) определяется как площадь сечения (мм2) с самой малой площадью среди сечений, перпендикулярных к продольному направлению исходного материала в той части исходного материала (называемой «частью основного тела исходного материала»), которая исключает область (часть переднего конца) длиной 1000 мм в осевом направлении исходного материала от переднего конца исходного материала и область (часть заднего конца) длиной 1000 мм в осевом направлении исходного материала от заднего конца исходного материала.
[0071]
Когда горячая обработка представляет собой свободную ковку, коэффициент уковки устанавливается равным 4,0 или больше. Кроме того, когда горячая обработка представляет собой ротационную ковку или горячую прокатку, коэффициент уковки устанавливается равным 6,0 или больше. Если коэффициент уковки при свободной ковке составляет менее 4,0, или если коэффициент уковки при ротационной ковке или горячей прокатке составляет менее 6,0, обжатию при горячей обработке трудно проникнуть до центральной секции сечения, перпендикулярного к продольному направлению исходного материала. В таком случае микроструктура в центральном положении сечения, перпендикулярного к продольному направлению стального сортового проката для скважинного элемента, становится более грубой, чем микроструктура в положении R/2, и значение F2 не удовлетворяет Формуле (2). Если коэффициент уковки при свободной ковке составляет 4,0 или больше, или если коэффициент уковки при ротационной ковке или горячей прокатке составляет 6,0 или больше, обжатие при горячей обработке в достаточной степени проникает до центральной секции исходного материала. Следовательно, размер зерна в микроструктуре в положении центра стального сортового проката для скважинного элемента становится по существу равным размеру зерна в микроструктуре в положении R/2, и значение F2 удовлетворяет Формуле (2). Предпочтительный коэффициент уковки FR при свободной ковке составляет 4,2 или больше, более предпочтительно 5,0 или больше, и еще более предпочтительно 6,0 или больше. Предпочтительный коэффициент уковки FR при ротационной ковке или горячей прокатке составляет 6,2 или больше, и более предпочтительно 6,5 или больше.
[0072]
[Процесс термического улучшения]
Промежуточный материал подвергается термическому улучшению (процессу термического улучшения). Процесс термического улучшения включает в себя процесс закалки и процесс отпуска.
[0073]
[Процесс закалки]
Хорошо известная закалка выполняется на промежуточном материале, произведенном с помощью процесса горячей обработки. Температура закалки устанавливается равной или выше, чем температура точки Ac3. Для промежуточного материала, имеющего вышеупомянутый химический состав, предпочтительный нижний предел температуры закалки составляет 800°C, а предпочтительный верхний предел составляет 1000°C.
[0074]
[Процесс отпуска]
После процесса закалки промежуточный материал подвергается отпуску. Предпочтительная температура отпуска T находится в диапазоне 550-650°C. Предпочтительное время выдержки при температуре отпуска T составляет 4-12 час.
[0075]
В дополнение к этому, параметр Ларсона-Миллера LMP для процесса отпуска находится в диапазоне 16000-18000. Параметр Ларсона-Миллера определяется Формулой (B).
LMP=(T+273)×(20+log(t)) (B)
В Формуле (B) «T» представляет собой температуру отпуска (°C), а «t» представляет собой время выдержки (час) при температуре отпуска T.
[0076]
Если параметр Ларсона-Миллера LMP является слишком малым, напряжение будет оставаться в стальном материале из-за недостаточного отпуска. Следовательно, желаемые механические свойства не будут получены. В частности, прочность будет слишком высокой, и в результате стойкость к SCC и стойкость к SSC уменьшатся. Следовательно, предпочтительный нижний предел параметра Ларсона-Миллера LMP составляет 16000. С другой стороны, если параметр составляет LMP будет слишком высоким, будет образовываться чрезмерно большое количество фазы Лавеса. В результате значение F1 не будет удовлетворять Формуле (1). В таком случае стойкость к SCC и стойкость к SSC будут низкими. Соответственно, верхний предел параметра Ларсона-Миллера LMP составляет 18000. Предпочтительный нижний предел параметра Ларсона-Миллера LMP составляет 16500, более предпочтительно 17000, и еще более предпочтительно 17500. Предпочтительный верхний предел параметра Ларсона-Миллера LMP составляет 17970, и более предпочтительно 17940.
[0077]
Вышеупомянутый стальной сортовой прокат для скважинного элемента производится с помощью описанного выше процесса производства.
[0078]
[Скважинный элемент]
Скважинный элемент в соответствии с настоящим вариантом осуществления производится с использованием вышеупомянутого стального сортового проката для скважинного элемента. В частности, стальной сортовой прокат для скважинного элемента подвергается процессу резания для того, чтобы произвести скважинный элемент желаемой формы.
[0079]
Скважинный элемент имеет тот же самый химический состав, что и стальной сортовой прокат для скважинного элемента. В дополнение к этому, когда содержание Mo в химическом составе скважинного элемента определено как [количество Mo] (мас.%), и содержание Mo в выделениях в положении, которое делит пополам радиус от поверхности скважинного элемента к центру скважинного элемента в сечении, перпендикулярном к продольному направлению скважинного элемента, определено как [полное количество Mo в выделениях в положении R/2] (мас.%), скважинный элемент удовлетворяет Формуле (1).
[Количество Mo]-4×[полное количество Mo в выделениях в положении R/2] ≥1,3 (1)
[0080]
Скважинный элемент, имеющий вышеописанную структуру, имеет в сечении, перпендикулярном к продольному направлению, однородную микроструктуру, в которой имеется достаточное количество растворенного Mo. Следовательно, этот скважинный элемент имеет превосходную стойкость к SCC и стойкость к SSC во всем сечении, перпендикулярном к продольному направлению. Следует отметить, что в этом скважинном элементе, в том случае, когда остается центральная секция стального сортового проката для скважинного элемента, скважинный элемент удовлетворяет не только вышеупомянутой Формуле (1), но также и Формуле (2).
ПРИМЕРЫ
[0081]
Были произведены расплавленные стали, имеющие химические составы, показанные в Таблице 1. Символ «-» в Таблице 1 означает, что содержание соответствующего элемента является более низким, чем предел измерения.
[0082]
[Таблица 1]
|
[0083]
В тестах №№ 1-22 отливка была произведена с помощью способа непрерывной разливки. Горячая обработка (одно из свободной ковки, ротационной ковки и горячей прокатки), показанная в Таблице 2, была выполнена для отливки, и был произведен промежуточный материал со сплошной сердцевиной (стальной сортовой прокат), в котором сечение, перпендикулярное к продольному направлению, имело круглую форму, и который имел наружный диаметр, показанный в Таблице 2.
[0084]
[Таблица 2]
|
[0085]
В тестах №№ 23-26 отливка была произведена с помощью способа непрерывной разливки с использованием вышеупомянутой расплавленной стали. Эта отливка была подвергнута обработке для формирования заготовки, и после этого прошивная прокатка была выполнена в соответствии с процессом Маннесмана для того, чтобы произвести промежуточный материал (бесшовную стальную трубу), имеющий наружный диаметр, показанный в Таблице 2, а также сквозное отверстие в центральной секции. Толщина стенки в тестах №№ 23, 24 и 26 составляла 17,78 мм, а толщина стенки в тесте № 25 составляла 26,24 мм.
[0086]
Соответствующие произведенные промежуточные материалы (стальной сортовой прокат или бесшовная стальная труба) были выдержаны в течение 0,5 час при температуре закалки (°C), показанной в Таблице 2, после чего были закалены (быстро охлаждены). Для каждого из тестов температура закалки была равна или выше температуры точки Ac3. После этого соответствующие промежуточные материалы были подвергнуты отпуску при температуре отпуска в диапазоне 550-650°C в течение 4-12 час, так, чтобы параметр Ларсона-Миллера LMP имел значение, показанное в Таблице 2. Таким образом, были произведены стальные материалы (материалы стального сортового проката для скважинного элемента и бесшовные стальные трубы в качестве справочных примеров).
[0087]
Следующие оценочные тесты были выполнены с использованием полученных стальных материалов.
[0088]
[Измерение химического состава и [количества Mo] для каждого стального материала]
Стальной материал каждого теста был подвергнут компонентному анализу с помощью следующего способа, и был выполнен анализ химического состава, включая [количество Mo]. Стальной материал каждого теста был разрезан перпендикулярно к его продольному направлению, и из него был извлечен образец длиной 20 мм. Этот образец был механически переведен в стружку, которая затем была растворена в кислоте для получения жидкого раствора. Этот жидкий раствор подвергался анализу ICP-OES (Оптическая эмиссионная спектрометрия с индуктивно сопряженной плазмой), и выполнялся элементный анализ химического состава. Содержание C и содержание S определялись путем сжигания вышеупомянутого жидкого раствора в потоке газообразного кислорода за счет высокочастотного нагрева и обнаружения образующихся диоксида углерода и диоксида серы.
[0089]
[Тест измерения [полного количества Mo в выделениях в положении R/2] и [полного количества Mo в выделениях в положении центра]]
Образец (диаметром 9 мм и длиной 70 мм), включающий положение (называемое «положением R/2»), которое делит пополам радиус от поверхности до центра стального сортового проката для скважинного элемента, был извлечен из произвольного сечения, перпендикулярного к продольному направлению стального сортового проката для скважинного элемента, каждого теста №№ 1-22. Продольное направление образца являлось параллельным продольному направлению стального сортового проката для скважинного элемента, и центр сечения (окружности с диаметром 9 мм) образца был положением R/2 стального сортового проката для скважинного элемента. Этот образец электролизовался с использованием 10%-го раствора электролита на основе AA (раствор электролита, содержащий 10% ацетилацетона, 1% тетраметиламмонийхлорида и метанол). Ток электролиза устанавливался равным 20 мА/см2. Раствор электролита фильтровался с использованием фильтра с отверстиями размером 200 нм, и масса остатка измерялась для определения значения [полное количество выделений в положении R/2]. В дополнение к этому, количество Mo, содержащегося в растворе, в котором остаток был подвергнут кислотному разложению, определялось с помощью эмиссионной спектрометрии ICP. На основе количества Mo и [полного количества выделений в положении R/2] в растворе определялось полное содержание Mo (мас.%) в выделениях, когда полная масса выделений в положении R/2 принималась за 100 (мас.%). Пять образцов были извлечены в произвольных местах, и среднее значение полного содержания Mo в выделениях, определенного для соответствующих образцов, было принято за [полное количество Mo в выделениях в положении R/2] (мас.%).
[0090]
Аналогичным образом образец (диаметром 9 мм и длиной 70 мм), включающий положение центра стального сортового проката для скважинного элемента, был извлечен из произвольного сечения, перпендикулярного к продольному направлению стального сортового проката для скважинного элемента, каждого теста №№ 1-22. Центр сечения (окружности с диаметром 9 мм) образца совпадал с центральной осью стального сортового проката для скважинного элемента. Пять образцов были извлечены в произвольных местах. Используя способ, аналогичный использованному для определения [полного количества Mo в выделениях в положении R/2], были определены количество Mo в растворе и [полное количество выделений в положении центра], а также полное содержание Mo (мас.%) в выделениях, когда полная масса выделений в положении центра была принята за 100 (мас.%). Среднее значение полного содержания Mo в выделениях, определенного для каждого образца (из этих 5), было принято за [полное количество Mo в выделениях в положении центра] (мас.%).
[0091]
Следует отметить, что в качестве справочного материала для бесшовных стальных труб тестов №№ 23-26 [полное количество Mo в выделениях в положении толщина стенки/2] было определено следующим способом. Из произвольного сечения, перпендикулярного к продольному направлению бесшовной стальной трубы каждого теста №№ 23-26 был извлечен образец (диаметром 9 мм и длиной 70 мм), который включал в себя положение (толщина стенки/2) на глубине половины толщины стенки в радиальном направлении от внешней периферийной поверхности бесшовной стальной трубы. Продольное направление образца было параллельным к продольному направлению бесшовной стальной трубы, а центр сечения (окружности с диаметром 9 мм) образца был положением (толщина стенки/2) бесшовной стальной трубы. Этот образец электролизовался с использованием 10%-го раствора электролита на основе AA (раствор электролита, содержащий 10% ацетилацетона, 1% тетраметиламмонийхлорида и метанол). Ток электролиза устанавливался равным 20 мА/см2. Раствор электролита фильтровался с использованием фильтра с отверстиями размером 200 нм, и масса остатка измерялась для определения значения [полное количество выделений в положении (толщина стенки/2)]. В дополнение к этому, количество Mo, содержащегося в растворе, в котором остаток был подвергнут кислотному разложению, определялось с помощью эмиссионной спектрометрии ICP. На основе количества Mo в растворе и [полного количества выделений в положении (толщина стенки/2)] было определено полное содержание Mo (мас.%) в выделениях, когда полная масса выделений в положении (толщина стенки/2) была взята в качестве 100 (мас.%). Пять образцов были извлечены в произвольных местах, и среднее значение полного содержания Mo в выделениях, определенного для соответствующих образцов, было принято за [полное количество Mo в выделениях в положении (толщина стенки/2)] (мас.%).
[0092]
Значения для [полного количества выделений в положении (толщина стенки/2)] тестов №№ 23-26 приведены в колонке [Полное количество Mo в выделениях в положении R/2] в Таблице 2. Следует отметить, что для тестов №№ 23-26 значение F1 было определено по следующей формуле.
F1 тестов №№ 23-26=[количество Mo]-4×[полное количество Mo в выделениях в положении (толщина стенки/2)]
[0093]
[Испытание на растяжение]
Образец для испытания на разрыв был взят из положения R/2 стального сортового проката для скважинного элемента каждого из тестов №№ 1-22. Продольное направление образцов для испытания на разрыв тестов №№ 1-22 было параллельным к продольному направлению соответствующих стальных сортовых прокатов для скважинного элемента, а центральная ось соответствовала положению R/2 стального сортового проката для скважинного элемента. Кроме того, образец для испытания на разрыв был взят из положения центра толщины стенки бесшовной стальной трубы для каждого теста №№ 23-26. Продольное направление образцов для испытания на разрыв тестов №№ 23-26 было параллельным к продольному направлению соответствующих бесшовных стальных труб, а центральная ось соответствовала положению (толщина стенки/2) бесшовной стальной трубы. Длина параллельной части соответствующих образцов для испытания на разрыв составляла 35,6 мм или 25,4 мм. Испытание на растяжение было выполнено при нормальной температуре (25°C) в атмосфере с использованием соответствующих образцов для испытания на разрыв, и были определены предел текучести (МПа, тысяч фунтов на кв.дюйм) и прочность при растяжении (МПа, тысяч фунтов на кв.дюйм).
[0094]
[Тест оценки стойкости к SSC]
Цилиндрический образец был извлечен из положения R/2 и положения центра стального сортового проката для скважинного элемента каждого из тестов №№ 1-22, а также из положения (толщина стенки/2) (положения центра толщины стенки) бесшовной стальной трубы каждого из тестов №№ 23-26. Продольное направление цилиндрического образца, извлеченного из положения R/2 соответствующих стальных сортовых прокатов для скважинного элемента тестов №№ 1-22, было параллельным продольному направлению стального сортового проката для скважинного элемента, а его центральная ось соответствовала положению R/2. Продольное направление цилиндрического образца, извлеченного из положения центра соответствующих стальных сортовых прокатов для скважинного элемента тестов №№ 1-22, было параллельным продольному направлению стального сортового проката для скважинного элемента, а его центральная ось соответствовала положению центра стального сортового проката для скважинного элемента. Продольное направление цилиндрического образца, извлеченного из положения (толщина стенки/2) соответствующих бесшовных стальных труб тестов №№ 23-26, было параллельным продольному направлению бесшовной стальной трубы, а его центральная ось соответствовала положению (толщина стенки/2). Наружный диаметр параллельной части каждого цилиндрического образца составлял 6,35 мм, а длина параллельной части составляла 25,4 мм.
[0095]
Стойкость к SSC каждого цилиндрического образца была оценена с помощью теста постоянной нагрузки в соответствии со Способом A стандарта NACE TM0177. 20%-ный водный раствор хлористого натрия с температурой 24°C и значением pH 4,5, который был насыщен газообразным H2S с давлением 0,05 бар и газообразным CO2 с давлением 0,95 бар, использовался в качестве тестовой ванны. Нагрузочное напряжение, соответствующее 90% фактического предела текучести (AYS) стального материала соответствующего теста, было приложено к соответствующим цилиндрическим образцам, и они были погружены на 720 час в тестовую ванну. После истечения 720 час факт разрушения или неразрушения соответствующих образцов был подтвержден посредством наблюдения в оптический микроскоп с увеличением 100х. Если образец не был разрушен, стойкость к SSC стали оценивалась как высокая («Нет SSC» в Таблице 2). Если образец был разрушен, стойкость к SSC стали оценивалась как низкая («SSC» в Таблице 2).
[0096]
[Тест оценки стойкости к SCC]
Прямоугольный образец был извлечен из положения R/2 и положения центра стального сортового проката для скважинного элемента каждого из тестов №№ 1-22, а также из положения (толщина стенки/2) (положения центра толщины стенки) бесшовной стальной трубы каждого из тестов №№ 23-26. Продольное направление прямоугольного образца, извлеченного из положения R/2 соответствующих стальных сортовых прокатов для скважинного элемента тестов №№ 1-22, было параллельным продольному направлению стального сортового проката для скважинного элемента, а его центральная ось соответствовала положению R/2. Продольное направление прямоугольного образца, извлеченного из положения центра соответствующих стальных сортовых прокатов для скважинного элемента тестов №№ 1-22, было параллельным продольному направлению стального сортового проката для скважинного элемента, а его центральная ось соответствовала положению центра стального сортового проката для скважинного элемента. Продольное направление прямоугольного образца, извлеченного из положения (толщина стенки/2) соответствующих бесшовных стальных труб тестов №№ 23-26, было параллельным продольному направлению бесшовной стальной трубы, а его центральная ось соответствовала положению (толщина стенки/2). Толщина каждого прямоугольного образца составляла 2 мм, ширина составляла 10 мм, и длина составляла 75 мм.
[0097]
Напряжение, соответствующее 100% фактического предела текучести (AYS) стального материала соответствующих тестов, было приложено к каждому образцу с помощью четырехточечного изгиба в соответствии со стандартом ASTM G39.
[0098]
Были приготовлены автоклавы, поддерживаемые при 150°С, в которые были загружены H2S с давлением 0,05 бар и CO2 с давлением 60 бар. Соответствующие образцы, к которым было приложено напряжение, как описано выше, были помещены в соответствующие автоклавы. В каждом автоклаве каждый образец для испытания был погружен на 720 час в 20% водный раствор хлористого натрия со значением pH 4,5.
[0099]
После истечения 720 час образование SCC было проверено для каждого из образцов. В частности, с помощью оптического микроскопа с увеличением 100х наблюдалось сечение той части каждого образца, к которой прикладывалось растягивающее напряжение, и определялось наличие или отсутствие трещин. Если SCC подтверждалось, стойкость к SCC оценивалась как низкая («SCC» в Таблице 2). Если SCC не подтверждалось, стойкость к SCC оценивалась как высокая («Нет SCC» в Таблице 2).
[0100]
[Результаты теста]
Как показано в Таблице 2, химические составы стальных материалов для скважинного элемента тестов №№ 1-12 были подходящими, и в частности содержание Cu находилось в диапазоне 0,10-2,50 мас.%. В дополнение к этому, значение F1 удовлетворяло Формуле (1), а значение F2 удовлетворяло Формуле (2). В результате предел текучести YS составлял 758 МПа (110 тысяч фунтов на кв.дюйм) или больше, и была получена высокая прочность. В дополнение к этому, даже при том, что каждый из стальных материалов имел высокую прочность, каждый стальной материал обладал превосходной стойкостью к SCC и SSC, и SCC и SSC не происходило ни в положении R/2, ни в положении центра.
[0101]
С другой стороны, в тесте № 13 содержание C и содержание V были слишком высокими, а содержание Cu и содержание Ti были слишком низкими. Кроме того, параметр Ларсона-Миллера LMP в процессе отпуска был слишком высоким. Следовательно, значение F1 было меньше чем 1,30 и не удовлетворяло Формуле (1). В результате SCC и SSC были подтверждены как в положении R/2, так и в положении центра, и стойкость к SSC и стойкость к SCC были низкими.
[0102]
В тесте № 14 содержание Cu и содержание Ti были слишком низкими. Следовательно, значение F1 было меньше чем 1,30 и не удовлетворяло Формуле (1). В результате SCC и SSC были подтверждены как в положении R/2, так и в положении центра, и стойкость к SSC и стойкость к SCC были низкими.
[0103]
В тестах №№ 15-18, хотя соответствующие химические составы были подходящими, параметр Ларсона-Миллера LMP в процессе отпуска был слишком высоким. Следовательно, значение F1 было меньше чем 1,30 и не удовлетворяло Формуле (1). В результате SCC и/или SSC были подтверждены как в положении R/2, так и в положении центра, и стойкость к SSC и стойкость к SCC были низкими.
[0104]
В тесте № 19 содержание меди было слишком высоким. Следовательно, даже при том, что коэффициент уковки во время горячей обработки был подходящим, значение F2 не удовлетворяло Формуле (2). В результате SCC и SSC были подтверждены в положении центра, и стойкость к SSC и стойкость к SCC были низкими.
[0105]
В тесте № 20 содержание меди было слишком низким. Следовательно, даже при том, что коэффициент уковки во время горячей обработки был подходящим, и параметр Ларсона-Миллера LMP в процессе отпуска был подходящим, значение F1 не удовлетворяло Формуле (1). В результате SCC и SSC были подтверждены как в положении R/2, так и в положении центра, и стойкость к SSC и стойкость к SCC были низкими.
[0106]
В тестах №№ 21 и 22, хотя химический состав был подходящим, коэффициент уковки во время горячей обработки был слишком низким. Следовательно, значение F2 не удовлетворяло Формуле (2). В результате SCC и SSC были подтверждены в положении центра, и стойкость к SSC и стойкость к SCC были низкими.
[0107]
Следует отметить, что в тестах №№ 23-26, хотя содержание Cu было низким, стальной материал был бесшовной стальной трубой. Следовательно, значение F1 (=[количество Mo]-4×[полное количество Mo в выделениях в положении (толщина стенки/2)]) составило 1,30 или больше, и стойкость к SSC и стойкость к SCC были хорошими.
[0108]
Один вариант осуществления настоящего изобретения был описан выше. Однако вышеописанный вариант осуществления является просто примером для того, чтобы осуществить настоящее изобретение. Соответственно, настоящее изобретение не ограничивается вышеописанным вариантом осуществления, и вышеописанный вариант осуществления может быть подходящим образом модифицирован внутри диапазона, который не отклоняется от области охвата настоящего изобретения.
Способ обработки стали для листа электротехнической стали с ориентированной зеренной структурой и способ получения листа электротехнической стали с ориентированной зеренной структурой
Способ эксплуатации доменной печи при использовании углеродсодержащих необожженных окатышей
Перлитные рельсы
Способ обнаружения дефекта в материале и система для этого способа
Способ, устройство, программа и носитель записи анализа причины упругой отдачи
Стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью и способ изготовления стального листа
Лист электротехнической стали с ориентированной зеренной структурой и способ его изготовления
Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа и способ дуговой сварки оцинкованного стального листа с применением указанной сварочной проволоки
Электротехнический стальной лист с ориентированной зеренной структурой и способ его производства
Штампуемая сталь с низкой удельной массой и превосходной механической обрабатываемостью
Нержавеющая сталь для нефтяных скважин и труба из нержавеющей стали для нефтяных скважин
Мартенситная хромсодержащая сталь и трубы, применяемые в нефтяной промышленности
Стальная труба для топливопровода высокого давления и использующий ее топливопровод высокого давления
Продукт из мартенситной нержавеющей стали

