Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ОЛИГОМЕРОВ ПЕНТ-1-ЕНА В ПРИСУТСТВИИ ИЕРАРХИЧЕСКОГО ЦЕОЛИТА Н-Y
Вид РИД
Изобретение
Предлагаемое изобретение относится к области нефтехимического синтеза, а именно к способу получения олигомеров пент-1-ена.
Олигомеризация низкомолекулярных олефинов, таких как этилен, пропилен, бутилен и пентен - это важный способ получения компонентов топлив и масел, детергентов, пластификаторов и других продуктов нефтехимии.
Олигомеры амиленов - продукты с высокой добавленной стоимостью, которые после гидрирования используются в качестве компонентов бензинового (димеры) либо дизельного топлива (тримеры и более высокомолекулярные) [Cruz V.J., Izquierdo J.F., Cunill F., Tejero J., Iborra M., Fite' C. React. Funct. Polym. 2005. V. 65. P. 149], присадок [Kulkarni A., Kumar A., Goldman A.S., Celik F.E. Catalysis Communications. 2016. V. 75. P. 98-102] или растворителей [US Pat. 4,335,009. 1982]. Кроме того, димеры амиленов - изодецены - являются промежуточными продуктами в производстве эпоксидов, аминов, алкилированных ароматических соединений и синтетических жирных кислот [Ceska J., Zilkova N., Nachtigall P. Industrial Studies in Surface Science and Catalysis. 2005. V. 158. P. 1201-1212].
Разветвленные димеры изоамиленов находят применение в парфюмерной и пищевой промышленности [US Pat. 4,374,053. 1983; US Pat. 4,391,999. 1983].
Один из первых промышленных способов получения олигомеров низших олефинов С3-С5 фирмы UOP«Catalytic Condensation process» основан на применении силикафосфатных катализаторов (SPA-фосфорная кислота, нанесенная на природный или синтетический диоксид кремния). Катализатор характеризуется серьезными недостатками: короткий срок службы, коррозия оборудования, сложности при удалении катализатора из реактора и его утилизации [Ipatieff V.N. Industrial and Engineering Chemistry. 1935. V. 27. №9. P. 1067-1069.] Кроме того, в случае наличия в исходной углеводородной смеси трет-алкенов (изобутена, изопентенов и т.п.), последние в условиях, необходимых для димеризации нетретичных алкенов, превращаются преимущественно не в димеры, а в олигомеры и полимеры.
Известно об использовании в качестве катализаторов данной реакции модифицированных оксидов алюминия (5% NH4F/Al2O3) [Ferrer D.I. Universidad Nacional Autonoma de Mexico: Maestro eningenieria. 2009], катионных ионообменных смол Amberlyst, Pyrolite, Nafion [Shah N.F., Sharma M.M. Reactive Polymers. 1993. V. 19. P. 181-190;  , Valkai I.,
, Valkai I.,  . Chemical Engineering Transaction. 2012. V 29. P. 985-990; , Valkai I., Topics in Catalysis. 2013. V. 56. P. 831-838; , Tomasek S., Journal of Cleaner Production. 2016. V. 136, Part B. P. 81-88; Granollers M., Izquierdo J.F., Cunill F. Appl. Catal. A: General. 2012. V. 435-436. P. 163-171; Cruz V.J., Izquierdo J.F., Cunill F., Tejero J., Iborra M., Fite' С. React. Funct. Polym. 2005. V. 65, I. 1-2 P. 149-160; Cruz V.J.,
. Chemical Engineering Transaction. 2012. V 29. P. 985-990; , Valkai I., Topics in Catalysis. 2013. V. 56. P. 831-838; , Tomasek S., Journal of Cleaner Production. 2016. V. 136, Part B. P. 81-88; Granollers M., Izquierdo J.F., Cunill F. Appl. Catal. A: General. 2012. V. 435-436. P. 163-171; Cruz V.J., Izquierdo J.F., Cunill F., Tejero J., Iborra M., Fite' С. React. Funct. Polym. 2005. V. 65, I. 1-2 P. 149-160; Cruz V.J.,  , Cunill F., Izquierdo J.F., Tejero J., Iborra M.,
, Cunill F., Izquierdo J.F., Tejero J., Iborra M.,  Journal of Catalysis. 2007. V. 67. P. 210-224; Di Girolamo M., Marchionna M. Journal Of Molecular Catalysis A Chemical. 2001. V. 177. P. 33-40; Granollers M., Izquierdo J.F., Cunill F. Applied Catalysis A: General. 2012. V. 435-436. P. 163-171; Патент РФ №2137808. 1999].
Journal of Catalysis. 2007. V. 67. P. 210-224; Di Girolamo M., Marchionna M. Journal Of Molecular Catalysis A Chemical. 2001. V. 177. P. 33-40; Granollers M., Izquierdo J.F., Cunill F. Applied Catalysis A: General. 2012. V. 435-436. P. 163-171; Патент РФ №2137808. 1999].
Недостатками использования ионообменных смол являются: 1. Температурные ограничения их использования. 2. Дезактивация при повышении температуры и необратимая деактивация при повышенных температурах, и, как следствие, невозможность реактивации. 3. Быстрая дезактивация из-за наличия примесей в реакционной массе (например, NaOH). 4. Частое использование в качестве растворителя метилового или этилового спирта, что приводит к добавлению стадии отделения растворителя. 5. Высокие давления и низкая скорость подачи сырья - 1 ч-1. 6. Необходимость добавления стадии гидрирования в случае наличия в сырье диенов (бутадиена), для того, чтобы избежать дезактивации. [Antunes В.М., Rodrigues А.Е., Lin Z., Portugal I., Silva C.M. Fuel Processing Technology. 2015. V. 138 P. 86-99].
Среди различных гетерогенных катализаторов олигомеризации пент-1-ена известно применение смектитовых глин, а именно столбчатого монтмориллонита (АРМ) и сапонита (APS), отличающихся кислотными свойствами и структурными характеристиками [Casagrande М., Storaro L., Lenarda М., Rossini S. Catalysis Communications V. 6. 2005. P. 568-572]. Использовали реакционную смесь пент-1ен/изопентан в соотношении 30/70, которую подавали в реактор проточного типа с неподвижным слоем катализатора (4 см3). Давление в реакторе изменяли от 1-4,9 МПа, скорость подачи сырья - от 2 до 3 ч-1. Время в потоке составляло 100 минут. Наиболее оптимальной выбрана температура 200-250°С. Продуктами олигомеризации в присутствии вышеописанных глин были следующие фракции: С1-9 (9,4-37,7%), С10 (44,5-71,7%) и С11-20 (10,8-47,2%). Суммарно селективность образования дизельной фракции С10-С20 достигала 62,3-94,2%. Конверсия не превышала 34-63%. Наиболее активный и селективный образец АРМ не восстанавливал свои свойства после регенерации, а образец APS более стабилен, но характеризовался меньшей селективностью по олигомерам С10-20.
Недостатками данного метода является низкая конверсия и стабильность работы приведенных образцов катализаторов. Высокие выходы по дизельной фракции достигаются лишь при проведении процесса при высоких давлениях (4,9 МПа) и низких объемных скоростях (2 ч-1).
Разработаны катализаторы олигомеризации низших олефинов (преимущественно С3-С4) на основе цеолита ZSM-5. Для получения качественного дизельного топлива необходимо проводить процесс в реакторах периодического действия со стационарным слоем катализатора при невысоких температурах (200-300°С) и высоком давлении (3-10 МПа) (процесс MOGD фирмы Mobil Oil). [US Pat. №4504693. 1983; Guann R.J., Green L.A., Tabak S.A., Krambeck F.J. // Ind. Eng. Chem. Res. 1988, V. 27, P. 565-570; Tabak S.A., Krambeck F.J., Garwood W.E. AIChE J. 1986. V. №9. P. 1526-1531].
Недостатки описанных методов: высокое давление реакции, большое количество побочных продуктов реакции. Кроме того, при использовании изопентенов процесс закоксовывания катализатора ускоряется по сравнению с олигомеризацией пропена за счет уменьшения возможности диффузии продуктов из пор и полостей цеолита ZSM-5.
В патенте фирмы UOP [US Pat. №9567267. 2017] предложен способ олигомеризации фракции олефинов С4-С5 с установки каталитического крекинга. Олигомеризацию алкенов проводят в две стадии: исходную смесь С4-С5 подвергают олигомеризации, затем фракционируют и возвращают С4 и С5+ на вторую стадию олигомеризации. Катализатором первой ступени является твердая фосфорная кислота. Катализатором второй стадии процесса являются одномерные цеолиты с 10-членной пористой структурой (МТТ, MTW, MFI). Процесс проводят при давлении 2,1-10,5 МПа и температуре 150-300 С. Скорость подачи сырья варьируется от 0,5 до 5 ч-1. Суммарная конверсия олефинов по данному методу составляет 95%. Содержание бензиновой фракции в продукте может быть около 40%, выход дизельной фракции достигает 56-78% в зависимости от состава сырья сырья.
Недостатками указанного выше способа является многостадийность; использование на первой стадии фосфорнокислотного катализатора; использование гранулированных цеолитных катализаторов, полученных путем гранулирования смеси цеолита со связующим веществом, снижающим активность катализаторов.
В работе [Schmidt R., Welch M.B., Randolph В.В. Energy and Fuels. 2008. V. 22. P. 1148-1155] изучали олигомеризацию модельной смеси пентана и пентенов (содержание последних не превышало 10%) и фракции С5 с установки крекинга в присутствии цеолитных катализаторов MOR, MFI, ВЕА в Н-форме. Скорость подачи сырья варьировали от 1,4 до 2,2 ч-1. Температуру реакции изменяли от 75-125°С. Показано, что при олигомеризации смеси олефинов в присутствии кислотных цеолитных катализаторов следующих структурных типов: ВЕА (Si/Al=25), Ni-BEA (Si/Al=25, 17,6% мас. Ni), MFI (Si/Al=50 и 90), MOR (Si/Al=14, 40, 90 и 130), в качестве связующего в которых использовали бентонит, конверсия в расчете на пент-1-ен изменялась от 7 до 55% в зависимости от типа цеолита и выбранных условий процесса. Селективность по продуктам составляла: С9 - 1-3%, С10 - 80-86%, С12+ - 18-39%. Катализатор MOR (Si/Al=90) работал стабильно при постоянной температуре в течение 600 часов.
Недостатками метода являются низкая активность образцов катализаторов в условиях процесса, использование при приготовлении гранулированных образцов связующего вещества бентонит, что приводит к уменьшению активности цеолитного компонента.
В работе авторов [Granollers М., Izquierdo J.F., Tejero J., Iborra M., Fite' С., Bringue' R., Cunill F. Ind. Eng. Chem. Res. 2010. V. 49. P. 3561-3570] приведены результаты олигомеризации смеси изоамиленов (6 мас. % 2-метил-бут-1-ена и 94 мас. % 2-метил-бут-2-ена) в присутствии цеолитов: Н-BEA (Si/Al=25), H-FAU-6, H-FAU-30, и H-MOR-20. Реакцию проводили в периодическом реакторе с магнитным перемешиванием (500 rpm) в интервале температур от 60 до 100°С, при давлении 0,2 МПа. Загрузку катализаторов изменяли от 0,5-6 г сухого образца. Показано, что конверсия изоамиленов в присутствии цеолитов достигает 98-99,5%, селективность по димерам составляет 65-75,6% (Н-ВЕА-25) и 32,8-51,3% (H-FAU-30), по тримерам - 19-28,9% (Н-ВЕА-25) и 43-44% (H-FAU-30), а по продуктам крекинга (С6-С9+С11-С14) - 6% (Н-ВЕА-25) - 23,5% (H-FAU-30).
В работах [Kulkarni A., Kumar A., Goldman A.S., Celik F.E. Catalysis Communications. 2016. V. 75. P. 98-102; Kulkarni A. Graduate School-New Brunswick Rutgers, The State University of New Jersey. 2015] исследованы превращения пент-1-ена в присутствии цеолитов различного структурного типа MFI (Si/Al=15), BEA (Si/Al=12,5), MOR (Si/Al=10), FER (Si/Al=10), FAU (Si/Al=2.6 и 6) в Н-форме. Получены следующие результаты: селективность образования димеров пентенов достигает 40% на MFI, 15% на MOR, 20% на ВЕА, 74% на FER, 59% на FAU (Si/Al=6) при 40% конверсии мономера. Остальными продуктами реакции являются продукты крекинга изомеров пентенов. Реакцию проводили в автоклавах в атмосфере аргона при постоянном перемешивании. Концентрация исходного пент-1-ена составляла 300 ммоль в додекане, температура реакции 200°С, массу катализатора варьировали от 7,86 мг (для образцов с Si/Al=10) до 11,43 мг (для образцов с Si/Al=15), время реакции от 1 до 6 ч.
Недостатками является высокая крекирующая активность данных образцов катализаторов. Кроме того, цеолит FER является малодоступным и широко не производится.
Жидкофазную олигомеризацию пентена, согласно методу, приведенному авторами [ M.R., Paris С,
M.R., Paris С,  R., Moliner M., Cristina
R., Moliner M., Cristina  , Corma A. ACS Catal. 2017. V. 7. P. 6170-6178.], проводили в присутствии наноразмерных образцов цеолита Beta (Si/Al=15 и 30) в ОН- (Beta-15-OH) и F-форме (Beta-15-F). Реакционные условия: проточный реактор, 200°С, 4 МПа, скорость подачи сырья 2,8-9,1 г*ч*моль-1. Измельченные гранулы цеолита Beta (фракция 0,25-0,42 мм) смешивали с фракцией SiC (0,64-0,82 мм). Пент-1-ен растворяли в н-гептане в мольном соотношении 60:40.
, Corma A. ACS Catal. 2017. V. 7. P. 6170-6178.], проводили в присутствии наноразмерных образцов цеолита Beta (Si/Al=15 и 30) в ОН- (Beta-15-OH) и F-форме (Beta-15-F). Реакционные условия: проточный реактор, 200°С, 4 МПа, скорость подачи сырья 2,8-9,1 г*ч*моль-1. Измельченные гранулы цеолита Beta (фракция 0,25-0,42 мм) смешивали с фракцией SiC (0,64-0,82 мм). Пент-1-ен растворяли в н-гептане в мольном соотношении 60:40.
Отмечено, что более стабильным и активным катализатором является цеолит Beta - 15-ОН. Конверсия пентена составляла 85-95%. Селективность образования фракций составляет: легкие углеводороды (до 173.9°С) - 42% для Beta-15-ОН и 48% для Beta-15-F; средний дистиллят (173.9-391.1°С) - 56% для Beta-15-ОН и 52% для Beta-15-F, высококипящая фракция (391.1-1000°С) - 1-2% на обоих катализаторах.
Недостатком является сложный и длительный синтез катализаторов; высокие температуры и давления реакции, использование растворителя.
В работе [Bertrand-Drira С., Cheng X.-W., Cacciaguerra Т., Trens P., Melinte G., Ersen O., Minoux D., Finiels A., Fajula F., Gerardin C. Microporous Mesoporous Mater. 2015. V. 213. P. 142-149] описана олигомеризация пент-1-ена в присутствии образцов мезопористого цеолита MOR, синтезированных путем десилилирования образца H-MOR (Si/Al=48) растворами 0,2-0,4М NaOH в течение 30 мин при 80°С. Пент-1-ен подавали в трубчатый реактор в виде раствора в гептане (50/50) при 180°С, давлении 5 МПа, с объемной скоростью 1 ч-1 (1). Конверсия мономера превышала 95%, при этом селективность по димерам С10=10%, по тримерам C15=29%, по олигомерам С20-С30=61%.
Недостатками метода является деструктивный способ получения мезопористого катализатора, вызывающий частичную аморфизацию цеолита, высокое давление, использование растворителя. К недостаткам способа можно отнести и состав образующихся олигомеров, которые могут использоваться только в качестве компонентов дизельного топлива.
Avelino Corma и сотрудники [Corma A., Martinez С., Doskocil Е.J. Catal. 2013. V. 300. Р. 183-196] разработали метод олигомеризации пент-1-ена на мезопористых цеолитах ZSM-5 в Н-форме, полученных постсинтетической щелочной обработкой. Показано, что при олигомеризации пент-1-ена в растворе гептана (60:40) в проточном реакторе при 200°С, 4 МПа, 0,17 ч-1, в присутствии цеолита MFI с Si/Al=15 конверсия мономера достигает 95-99%, селективность образования олигомеров составляет: легкие углеводороды (до 173.9°С) - 45-55%), пригодные для использования в качестве компонентов бензина, средний дистиллят (173.9-391.1°С), который можно использовать как компонент дизельного топлива - 45-55%.
Недостатками данного метода являются высокие температуры и давления реакции, использование растворителя затруднит выделение продуктов реакции.
Задачей настоящего изобретения является разработка эффективного способа получения олигомеров пент-1ена, позволяющего получать олигомеры с высоким выходом в более мягких условиях.
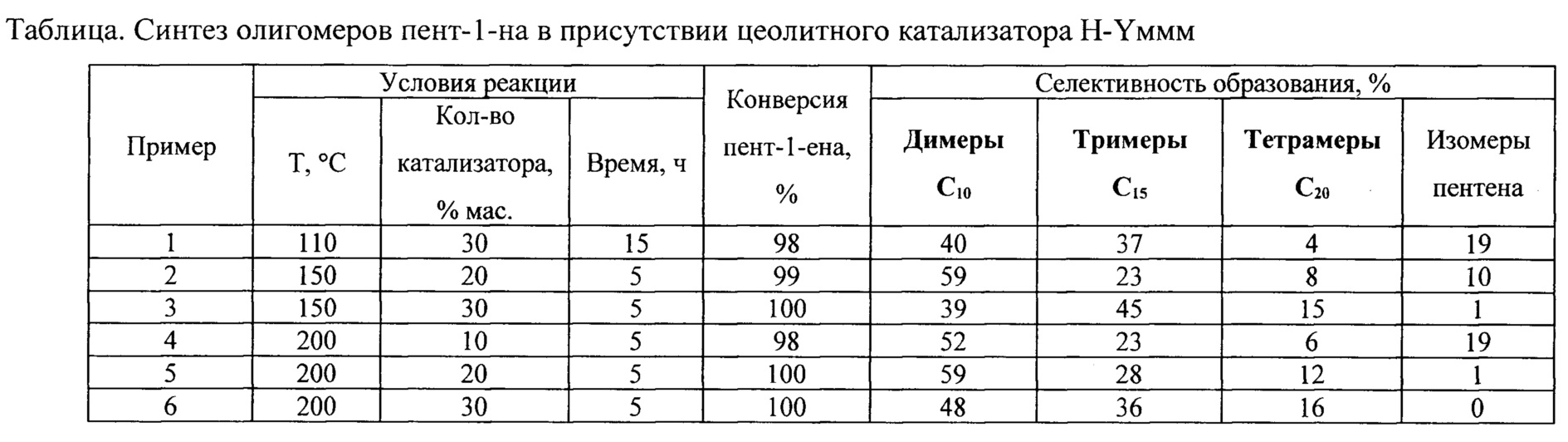
Решение этой задачи достигается тем, что способ получения олигомеров пент-1-ена осуществляют в присутствии иерархического цеолита Y в Н-форме (цеолит H-Yммм). Содержание катализатора составляет 10-30% мас. в расчете на мономер. Реакцию проводят при 110-200°С в течение 5-15 ч. Конверсия пентена 98-100%, селективность образования димеров пентена (С10), - 39-59%, тримеров (С15) - 23-45% и тетрамеров (С20), - 4-16%, изомеров пентена - 0-19%
Цеолит Y-ммм синтезирован в виде гранул без связующих веществ; его гранулы представляют собой единые сростки цеолитных кристаллов и обладают близкой к 100% степенью кристалличности. Пористая структура гранул состоит из микропористой структуры самого цеолита Y, а также мезо- и макропористой структуры, сформировавшейся между сростками кристаллов. Применение цеолита Y-ммм в синтезе олигомеров пентенов неизвестно.
Существенным преимуществом цеолита H-Yммм перед высокодисперсными (порошкообразными) цеолитами является то, что он синтезируется в гранулах. Гранулированный катализатор обладает лучшими физическими свойствами: не пылит, не слеживается, легко рассеивается и легко отделяется от реакционной массы фильтрованием (в отличие от высокодисперсного, который быстро забивает фильтр или проходит через полотно фильтра).
Кроме того, известно, что при глубоком декатионировании микропористых цеолитов Y (до степени ионного обмена катионов Na+ на Н+ выше 90-95%) происходит их частичная аморфизация и степень кристалличности уменьшается. Иерархическая кристаллическую структура цеолита H-Yммм высокостабильна и не разрушается в процессе декатионирования.
Преимуществом катализатора H-Yммм перед гранулированными цеолитами является отсутствие в составе конечной гранулы связующих материалов. Гранулы катализатора H-Yммм на 100% состоят из цеолита Y с иерархической пористой структурой.
Традиционный способ получения сформованных цеолитных катализаторов осуществляют следующим образом [Мухленов И.П., Добкина Е.И., Дерюжкина В.К, Сороко В.Е. / Под ред. д.т.н. проф. Мухленова И.П. Технология катализаторов. Производственное издание. Л. Химия. 1989. 137 с.]: смешивают высокодисперсный цеолит (в этой форме их обычно синтезируют) со связующим веществом (алюмосиликатом, оксидом алюминия, оксидом кремния), увлажняют эту смесь до получения пасты, формуют пасту в гранулы, в таблетки и т.д.; сушат полученные гранулы, таблетки. Полученный таким образом гранулированный катализатор представляет собой смесь цеолита и связующего вещества, что снижает эффективность действия катализатора.
Использование предлагаемого способа позволяет снизить энерго- и материалоемкость процесса олигомеризации, поскольку:
1. Синтез олигомеров проходит при более низкой температуре (110-200°С), чем в известных способах (150-300°С);
2. Олигомеризацию проводят в отсутствие растворителя.
3. Получение гранулированного иерархического цеолита H-Yммм проводят прямым синтезом, без постобработок с использованием кислот или целочей.
Предлагаемый способ позволяет синтезировать олигомеры пент-1-ена со степенью олигомеризации n=2-4 с высоким выходом (до 100%), незначительным содержанием изомеров пентена. Содержание продуктов крекинга олигомеров минимально - не более 3%. Широкое молекулярно-массовое распределение олигомеров - ди-, три-, тетрамеры - позволяет использовать олигомеры после гидрирования и разделения на фракции как в качестве компонентов бензинов, так и дизельного топлива. Содержание олигомеров можно варьировать, изменяя условия реакции. Предлагаемый способ олигомеризации пент-1-ена осуществляют следующим образом.
В качестве катализатора используют иерархический цеолит H-Yммм, синтезированный в Na-форме по методу, приведенному в [Патент РФ №2456238, 2012]. Декатионированием из раствора NH4NO3 и последующим прокаливанием при 540°С цеолит Na-Yммм переводят в Н-форму со степенью декатионирования ионов Na+ на Н+ - 93-95%. В процессе ионного обмена с промежуточными термообработками аморфизация кристаллического каркаса цеолита не происходит. Удельная поверхность образцов по данным низкотемпературной адсорбции-десорбции азота составляет 735-798 м2/г, а объем микро-, мезо- и макропор - 0,28 см3/г, 0,15 см3/г, 0,14-0,15 см3/г, соответственно.
Олигомеризацию пент-1-ена проводят в металлическом автоклаве, куда загружают пент-1-ен и катализатор. Обогрев автоклава проводят в термостатируемой печи, в которой он непрерывно вращался при 110-200°С в течение 5-15 часов. Количество катализатора составляло 10-30% мас. в расчете на пент-1-ен. После окончания реакции автоклав охлаждают жидким азотом и вскрывают. Реакционную массу фильтруют и анализируют.
Количественный анализ реакционной массы осуществляют методами газовой, газожидкостной и жидкостной хроматографиями. Условия анализа пентенов: хроматограф "Кристаллюкс-4000М с детектором по теплопроводности, металлическая насадочная колонка длиной 6 м с фазой дибутилфталат (20%) на диатомитовой глине, температура анализа 30-100°С с программированным нагревом 2°С/мин. Условия анализа олигомеризата: хроматограф HRGS 5300 Mega Series «Carlo Erba» с пламенно-ионизационным детектором, стеклянная капиллярная колонка длиной 25 м, температура анализа 50-280°С. Состав олигомеров определяют методом высокоэффективной жидкостной хроматографии (ВЭЖХ) на приборе LC-20 Prominence (Shimadzu). Условия анализа: полистирольная колонка Plgel  , скорость подачи толуола 0,8 мл/мин, рефрактометрический детектор.
, скорость подачи толуола 0,8 мл/мин, рефрактометрический детектор.
Предлагаемый способ иллюстрируется следующими примерами.
ПРИМЕР 1.
В металлический автоклав загружают 1,5 мл (0,014 моль) пент-1-ена и 0,288 г иерархического цеолита H-Yммм (30% мас. на олефин). Автоклав герметично закрывают и помещают в термостатируемый шкаф. Реакцию проводят при 110°С в течение 15 ч при непрерывном перемешивании. После окончания синтеза реакционную массу, представляющую собой прозрачную, желтоватую жидкость, отделяют от катализатора фильтрованием при охлаждении и анализируют методами ГЖХ и ВЭЖХ. Состав олигомеров (% мас.): димеры пентена - 40%; тримеры - 37;; тетрамеры - 4; изомеры пентена - 19%. Конверсия пент-1-ена - 98%.
Остальные примеры приведены в таблице аналогично примеру 1.
ПРИМЕРЫ 2-7. Аналогично примеру 1. Условия и результаты примеров представлены в таблице.
Способ получения 2,3-диалкилхинолинов
Способ получения 2,3-диалкилхинолинов
Способ получения 2,3-диалкилхинолинов
Способ получения 2,7-дициклоалкил-4,9-диметил-2,3а,5а,7,8а,10а-гексаазапергидропиренов
Способ получения 2,3-диалкилхинолинов
Способ получения 2,3-диалкилхинолинов
Способ совместного получения 2,7-диалкил-4,9(10)-диметил-2,3а,5а,7,8а,10а-гексаазапергидропиренов
Способ получения 2,3-диалкилхинолинов
Способ получения 2,8-бис-циклоалкил-2,3,8,9,12c,12d-гексагидро-1h,7h-5,11-диокса-2,3a,4,6,6b,8,9a,10,12,12b-декаазадициклопента[e,1]пиренов
Способ получения диастереомерно чистых 4-метил(этил)-2-н-алкил-замещенных 1-алканолов
Катализатор, способ его получения и способ трансалкилирования бензола диэтилбензолами с его использованием
Способ получения гранулированного без связующего цеолита nay
Способ получения 5(6)-нитро-1-(4-нитрофенил)-1,3,3-триметилинданов
Способ получения n,n,n-три[(фенил(бензил)сульфанил)метил]аминов
Способ получения катализатора и способ трансалкилирования бензола диэтилбензолами с его использованием
Способ получения высокомодульного фожазита без связующих веществ
Способ получения пиридина и метилпиридинов
Способ получения пиридина и метилпиридинов
Способ получения гранулированного без связующих веществ высокомодульного фожазита
Способ получения 5(6)-нитро-1-(4-нитрофенил)-1,3,3-триметилинданов

