Результат интеллектуальной деятельности: Способ получения упрочненного никельхромборкремниевого покрытия на металлических деталях
Вид РИД
Изобретение
Изобретение относится к области металлургии и машиностроения и может быть использовано для упрочнения поверхности новых деталей машин и инструмента, а также для восстановления поверхностей изношенных деталей.
Эффективным средством повышения долговечности и надежности различных деталей машин и инструмента является формирование на их поверхности высокопрочных, износостойких и коррозионностойких покрытий. Для поверхностного упрочнения деталей путем создания покрытий применяют самофлюсующиеся порошки сплавов для наплавки, в частности, системы Ni-Cr-B-Si. Никельхромборкремниевые покрытия, полученные из порошков указанной системы легирования, имеют хорошие характеристики в условиях абразивного изнашивания, коррозии и повышенных температур [Gurumoorthy K., Kamaraj М., Prasad Rao K., Sambasiva Rao A., Venugopal S. Microstructural aspects of plasma transferred arc surfaced Ni-based hardfacing alloy. Material Science and Engineering A. 2007. Vol. 456. P. 11-19].
Среди различных способов получения упрочненных покрытий очевидными преимуществами обладает лазерная наплавка, в процессе которой тонкий поверхностный слой основного металла оплавляется лазерным лучом совместно с присадочным материалом [Tobar M.J.,  Amado J.M.,
Amado J.M., 
 Morphology and characterization of laser clad composite NiCrBSi-WC coatings on stainless steel. Surface and Coatings Technology. 2006. Vol. 200. P. 6313-6317]. Лазерную наплавку характеризует высокая скорость охлаждения за счет локальности нагрева и интенсивного теплоотвода вглубь детали, возможность выборочной наплавки области детали, непосредственно подвергающейся изнашиванию и др. [Huang S.W., Samandi М., Brandt М. Abrasive wear performance and microstructure of laser clad WC/Ni layers. Wear. 2004. Vol. 256. P. 1095-1105]. Локальность и высокая скорость охлаждения наплавленного металла при лазерной наплавке являются существенными ее достоинствами, поскольку снижают коробление деталей. Кроме того, лазерная наплавка обеспечивает хорошее сцепление покрытия с основой [Ming Q., Lim L.C., Chen Z.D. Laser cladding of nickel-based hardfacing alloys. Surface and Coatings Technology. 1998. Vol. 106. P. 174-182].
Morphology and characterization of laser clad composite NiCrBSi-WC coatings on stainless steel. Surface and Coatings Technology. 2006. Vol. 200. P. 6313-6317]. Лазерную наплавку характеризует высокая скорость охлаждения за счет локальности нагрева и интенсивного теплоотвода вглубь детали, возможность выборочной наплавки области детали, непосредственно подвергающейся изнашиванию и др. [Huang S.W., Samandi М., Brandt М. Abrasive wear performance and microstructure of laser clad WC/Ni layers. Wear. 2004. Vol. 256. P. 1095-1105]. Локальность и высокая скорость охлаждения наплавленного металла при лазерной наплавке являются существенными ее достоинствами, поскольку снижают коробление деталей. Кроме того, лазерная наплавка обеспечивает хорошее сцепление покрытия с основой [Ming Q., Lim L.C., Chen Z.D. Laser cladding of nickel-based hardfacing alloys. Surface and Coatings Technology. 1998. Vol. 106. P. 174-182].
Для лазерной наплавки используются порошки самофлюсующихся сплавов системы Ni-Cr-B-Si таких марок, как, например, ПГ-СР2, ПГ-СР3, ПГ-СР4 и т.д.
Особенностью наплавленных слоев является значительная волнистость и шероховатость поверхности [Singh R., Kumar D., Mishra S.K., Tiwari S.K. Surface and Coatings Technology. 2014. Vol. 351. P. 87-97]. В случае применения наплавок в узлах трения очень важно получить деталь с фиксированными размерами и качественной поверхностью, поэтому необходима финишная обработка, в качестве которой в настоящее время применяется шлифование поверхности покрытий абразивными кругами. Однако шлифование имеет ряд серьезных недостатков, поскольку может сопровождаться появлением «прижогов» (участков с пониженной твердостью) и микротрещин, а также формировать в поверхностном слое покрытий опасные растягивающие остаточные напряжения, приводящие к трещинообразованию, особенно в условиях циклических нагрузок. Указанные недостатки могут вызывать ускоренный износ и разрушение шлифованных деталей в процессе их эксплуатации.
Эффективное повышение прочности и износостойкости поверхности деталей достигается при использовании поверхностного пластического деформирования в качестве финишной обработки. Применение технологии поверхностного пластического деформирования в качестве финишной обработки покрытий позволяет устранить недостатки шлифования, обеспечив одновременно дополнительное повышение прочностных и трибологических свойств, низкую шероховатость поверхности, а также формирование благоприятных сжимающих остаточных напряжений в поверхностном слое [Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием: Справочник. М.: Машиностроение. 1987. 328 с.]. Наличие сжимающих остаточных напряжений позволяет компенсировать при циклическом нагружении опасные растягивающие напряжения, которые являются причиной зарождения усталостных трещин на поверхности деталей и их преждевременного разрушения.
С развитием техники и интенсификации технологических процессов (увеличение скоростей и нагрузок при эксплуатации) в ряде применений существует потребность упрочнения поверхности никельхромборкремниевых покрытий до ≥1000 HV.
Поэтому разработка способа получения упрочненного никельхромборкремниевого покрытия на металлических деталях, расширяющего арсенал таких способов, обеспечивающего повышение твердости поверхностного слоя покрытия системы Ni-Cr-B-Si до уровня ≥1000 HV и формирование в слое благоприятных сжимающих остаточных напряжений с использованием поверхностного деформирования в качестве финишной обработки, обеспечивающей высокое качество поверхности (низкую шероховатость поверхности, отсутствие очагов адгезионного схватывания и микротрещин), является важной технической проблемой.
Известен способ получения покрытия системы Ni-Cr-B-Si с повышенными эксплуатационными свойствами, включающий плазменное напыление на стальную поверхность никельхромборкремниевого порошка (химический состав: 10-14% Сr, 1,7-2,5% В, 1,2-3,2% Si, 0,3- ,6% С, Ni - основа) и ультразвуковую обработку инструментом, колеблющимся с частотой ~20 Гц и амплитудой ~20 мкм, при различном усилии прижима инструмента [Безбородов В.П., Ковалевский Е.А. Влияние ультразвуковой обработки на напряженное состояние газотермических покрытий из никелевых сплавов. Физика и химия обработки материалов. 2001. №1. С. 67-69]. Покрытие без ультразвуковой обработки характеризовалось наличием в поверхностном слое опасных растягивающих напряжений. Проведение ультразвуковой обработки напыленного покрытия с усилием прижима инструмента 100 Н обеспечивало устранение (релаксацию) растягивающих напряжений, а проведение обработки поверхности при нагрузке более 100 Н позволило получить в поверхностном слое благоприятные сжимающие остаточные напряжения. При обработке покрытия с усилием прижима >500 Н происходило растрескивание покрытия, приводящее к его разрушению. Однако, реализация этого способа направлена лишь на создание благоприятного напряженного состояния поверхностного слоя, не предусматривает его упрочнение и тем самым не решает технической проблемы
Наиболее близким к заявляемому является способ получения упрочненного никельхромборкремниевого покрытия на стальных (металлических) деталях, включающий нанесение самофлюсующегося порошка системы Ni-Cr-B-Si марки ПГ-СР2 (химический состав: 0,48% С; 14,8% Cr; 2,6% Fe; 2,9% Si; 2,1% В, остальное - Ni) газопорошковой лазерной наплавкой. Подготовку наплавленной поверхности проводят механическим шлифованием, и/или механическим полированием и/или электролитическим полированием. Выбор способа подготовки наплавленной поверхности определяется ее рельефом и шероховатостью. После подготовки наплавленной поверхности осуществляют фрикционную обработку поверхностей полусферическим индентором из кубического нитрида бора при нагрузке 350 Н [Соболева Н.Н., Макаров А.В., Малыгина И.Ю. Упрочняющая фрикционная обработка NiCrBSi лазерного покрытия. Обработка металлов (технология, оборудование, инструменты). 2013. №4 (61). С. 79-85]. В соответствии с этим способом фрикционная обработка проводилась при возвратно-поступательном скольжении полусферического индентора с радиусом 3 мм из мелкодисперсного кубического нитрида бора на воздухе со средней скоростью 0,013 м/с, длине хода 18 мм, смещении индентора 0,1 мм на двойной ход, 5-кратном сканировании поверхности индентором. Покрытие после фрикционной обработки характеризовалось большей твердостью (855 HV 0,025) по сравнению с покрытием в исходном наплавленном состоянии (570 HV 0,025) и после дополнительного механического шлифования (740 HV 0,025). После фрикционной обработки по указанному режиму на поверхности покрытия ПГ-СР2 зафиксированы благоприятные сжимающие остаточные напряжения σ= -400 МПа, снижающие опасность возникновения микротрещин на поверхности покрытия при циклическом (усталостном) нагружении. Фазовый состав покрытия ПГ-СР2 до фрикционной обработки: γ, Сr23С6, Ni3В; после фрикционной обработки по приведенному режиму: γ, Cr23С6. Упрочнение поверхности объясняется формированием смешанной нано- и субмикрокристаллической структуры γ-твердого раствора на основе никеля, обогащенной бором, хромом и углеродом (вследствие деформационного растворения боридов никеля и карбидов хрома), а также содержащей диспергированные и не полностью растворившиеся частицы карбида хрома Cr23С6 [Макаров А.В, Соболева Н.Н., Саврай Р.А., Малыгина И.Ю. Повышение микромеханических свойств и износостойкости хромоникелевого лазерного покрытия финишной фрикционной обработкой. Вектор науки Тольяттинского государственного университета. 2015. №4 (34). С. 60-68].
При этом осуществление фрикционной обработки покрытия ПГ-СР2 при нагрузке 500 Н и неизменных остальных технологических параметрах обработки приводило к возникновению недопустимого режима адгезионного схватывания, приводящих к снижению качества обрабатываемой поверхности и разрушению упрочненного поверхностного слоя. [Соболева Н.Н., Макаров А.В., Малыгина И.Ю. Упрочняющая фрикционная обработка NiCrBSi лазерного покрытия. Обработка металлов (технология, оборудование, инструменты). 2013. №4 (61). С. 79-85].
Таким образом, реализация и этого способа не решает техническую проблему создания способа получения упрочненного никельхромборкремниевого покрытия на металлических деталях, расширяющего арсенал таких способов, обеспечивающего повышение твердости поверхностного слоя покрытия системы Ni-Cr-B-Si до уровня ≥1000 HV и формирование в слое благоприятных сжимающих остаточных напряжений при одновременном получении высокого качества обработанной поверхности.
Технический результат, достигаемый заявляемым изобретением - повышение твердости поверхностного слоя покрытия системы Ni-Cr-B-Si до уровня ≥1000 HV и формирование в слое благоприятных сжимающих (отрицательных) остаточных напряжений высокого уровня (|σ|>400 МПа), при одновременном получении высокого качества обработанной поверхности.
Заявляемый технический результат достигается за счет того, что в способе получения упрочненного никельхромборкремниевого покрытия на металлических деталях, включающем нанесение самофлюсующегося порошка системы Ni-Cr-B-Si газопорошковой лазерной наплавкой, подготовку наплавленной поверхности и фрикционную обработку полусферическим индентором из кубического нитрида бора, согласно изобретению, в качестве порошка при наплавке используют порошок марки ПГ-СР4, и фрикционную обработку проводят при нагрузках 500-700 Н.
Порошок марки ПГ-СР4 имеет химический состав по ГОСТ 21448-75 "Порошки из сплавов для наплавки. Технические условия": 0,6-1,0% С; 15-18% Cr; 3,0-4,5% Si; 2,8-3,8% В; не более 5% Fe; Ni - основа.
Использование порошка ПГ-СР4 с повышенным содержанием углерода, хрома и бора обеспечивает получение покрытия при лазерной наплавке с твердостью не менее 870 HV за счет формирования твердых упрочняющих фаз (Cr7С3, СrВ) и увеличения их объемной доли в структуре наплавленного покрытия. Это позволяет при проведении фрикционной обработки увеличить нагрузку на индентор до 500-700 Н без развития на поверхности покрытия нежелательных процессов адгезионного схватывания, приводящих к снижению качества обрабатываемой поверхности и разрушению упрочненного поверхностного слоя. Проведение фрикционной обработки при нагрузках 500-700 Н способствует накоплению в поверхностном слое более значительных пластических деформаций и, соответственно, достижению более высокого уровня деформационного упрочнения (с твердостью не менее 1000 HV), а также формированию в поверхностном слое высоких благоприятных сжимающих остаточных напряжений σ=-(415-1140) МПа.
При этом достижение высокого качества поверхности (низкая шероховатость поверхности, отсутствие очагов адгезионного схватывания и микротрещин) покрытия, подвергнутого финишной фрикционной обработке, обеспечивается за счет эффективного сглаживания микронеровностей поверхности покрытия, исключения развития на ней процессов адгезионного схватывания и малоцикловой фрикционной усталости.
Проведение фрикционной обработки при нагрузках менее нижней границы заявляемого интервала нагрузок (500 Н) приводит к меньшему упрочнению поверхности и к формированию незначительных сжимающих остаточных напряжений, а фрикционная обработка при нагрузках выше верхней границы заявляемого интервала нагрузок (700 Н) приводит к ухудшению качества поверхности (увеличению шероховатости, появлению микротрещин) в связи с развитием на поверхности покрытия процессов адгезионного схватывания в зоне фрикционного контакта «индентор - обрабатываемый материал» при приложении значительной нагрузки, а также в связи с появлением микротрещин, связанных со значительным пластическим передеформированием материала поверхности покрытия (малоцикловая фрикционная усталость).
Таким образом, новый технический результат, обеспечиваемый заявляемым изобретением, заключается в повышении твердости поверхностного слоя ≥1000 HV и формировании в нем благоприятных сжимающих (отрицательных) остаточных напряжений |σ|>400 МПа за счет создания на поверхности сильнодеформированного слоя с дисперсной структурой и полностью деформационно растворенными в твердом растворе боридами никеля и карбидами хрома при одновременном достижении высокого качества поверхности покрытия (низкая шероховатость поверхности, отсутствие очагов адгезионного схватывания и микротрещин), подвергнутого финишной фрикционной обработке.
Пример реализации способа Порошок марки ПГ-СР4 (0,92% С; 18% Сr; 2,6% Fe; 4,2% Si; 3,3% В; Ni - основа) гранулометрического состава 40…100 мкм наплавляли на пластину из стали Ст3 размером 150×120×18 мм. Наплавку осуществляли СО2-лазером непрерывного действия в два прохода при мощности излучения 1,4-1,6 кВт, скорости 160 мм/мин, расходе порошка 2,9-3,8 г/мин и размере лазерного пятна на поверхности 6×1,5 мм. Порошковая смесь транспортировалась в зону наплавки инертным газом аргоном при давлении 0,5 атм. Наплавленные поверхности подвергали шлифованию на станке с интенсивным охлаждением, механическому и электролитическому полированию. Последующую фрикционную обработку поверхностей выполняли при возвратно-поступательном скольжении полусферического индентора с радиусом r=3 мм из мелкодисперсного кубического нитрида бора при нагрузках 500-700 Н на воздухе со средней скоростью 0,013 м/с, длине хода 18 мм, смещении индентора 0,1 мм на двойной ход, 5-кратном сканировании.
Наряду с реализацией заявленного способа была проведена фрикционная обработка покрытия ПГ-СР4 при нагрузке на индентор 350 Н. Значения микротвердости на поверхности покрытий после фрикционных обработок определяли при нагрузках на индентор Виккерса 0,245 Н и 0,98 Н (HV 0,025 и HV 0,1, соответственно). Измерения микротвердости при разных нагрузках позволяют исследовать микротвердость поверхностных слоев различной толщины. Фазовый состав покрытий до и после фрикционной обработки по различным режимам и величину остаточных напряжений определяли методом рентгеноструктурного анализа. Результаты исследований представлены в таблице и сопоставлены с результатами, получаемыми при реализации известного способа [Соболева Н.Н., Макаров А.В., Малыгина И.Ю. Упрочняющая фрикционная обработка NiCrBSi лазерного покрытия. Обработка металлов (технология, оборудование, инструменты). 2013. №4 (61). С. 79-85], а также с результатами, представленными в статьях [Макаров А.В, Соболева Н.Н., Саврай Р.А., Малыгина И.Ю. Повышение микромеханических свойств и износостойкости хромоникелевого лазерного покрытия финишной фрикционной обработкой. Вектор науки Тольяттинского государственного университета. 2015. №4 (34). С. 60-68; Соболева Н.Н., Макаров А.В., Малыгина И.Ю. Влияние фрикционной обработки на микромеханические свойства NiCrBSi покрытия, полученного лазерной наплавкой. Вектор науки Тольяттинского государственного университета. 2017. №4 (42). С. 135-140].
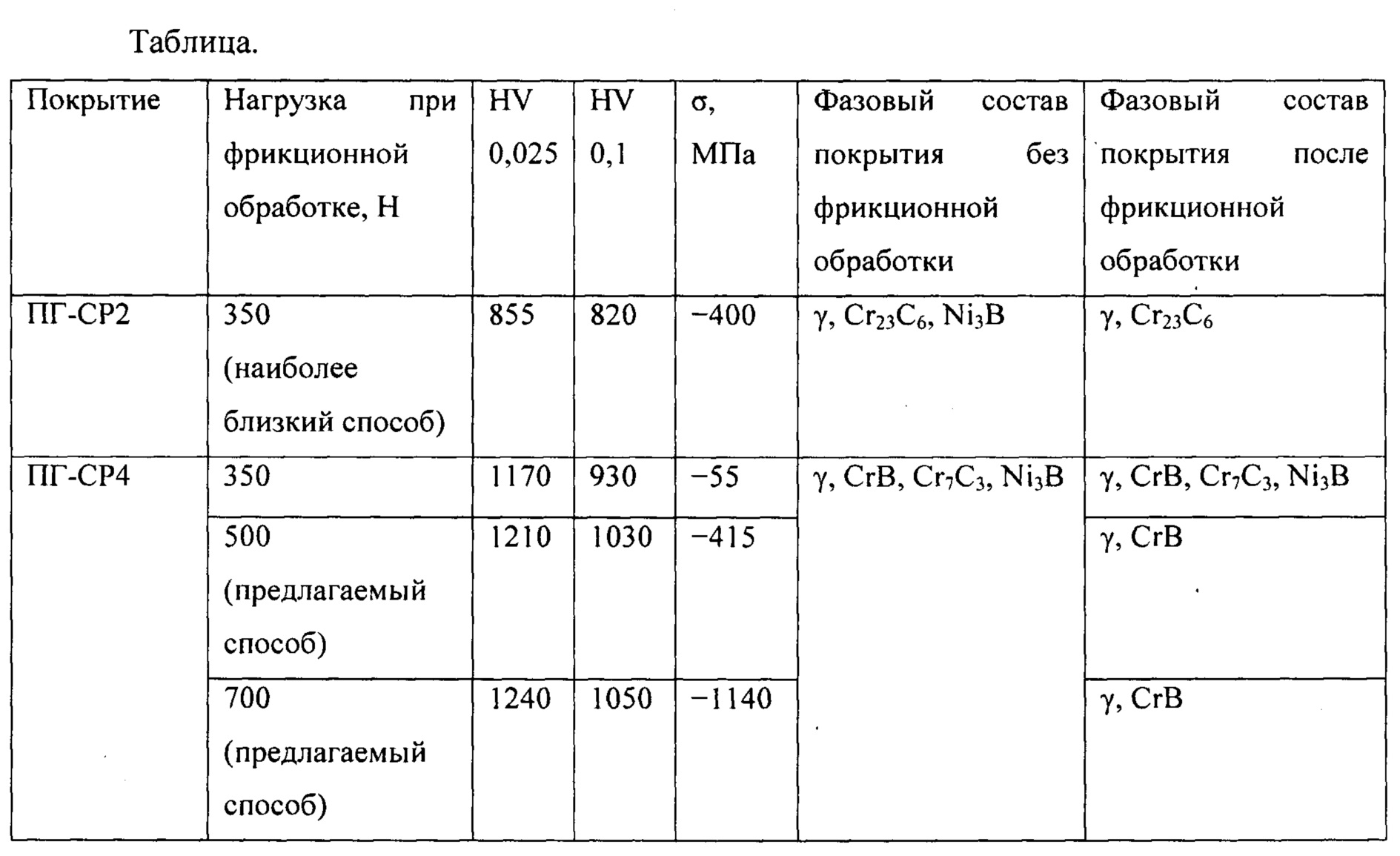
Из представленной таблицы видно, что обработка по предлагаемому способу (фрикционная обработка покрытия ПГ-СР4 при нагрузке на индентор 500…700 Н) приводит к повышению микротвердости поверхности покрытия до 1210.-1240 HV 0,025 и до 1030-1050 HV 0,1 при измерениях с нагрузками на индентор Виккерса 0,245 Н и 0,98 Н, соответственно, по сравнению с наиболее близким способом - фрикционной обработкой покрытия ПГ-СР2 при нагрузке на индентор 350 Н (855 HV 0,025 и 820 HV 0,1) [Соболева Н.Н., Макаров А.В., Малыгина И.Ю. Упрочняющая фрикционная обработка NiCrBSi лазерного покрытия. Обработка металлов (технология, оборудование, инструменты). 2013. №4 (61). С. 79-85],
Из таблицы следует также, что после фрикционной обработки покрытия ПГ-СР4 при нагрузке на индентор 350 Н наблюдается упрочнение покрытия до 1170 HV 0,025 (при измерениях микротвердости с нагрузкой 0,245 Н). Однако при измерении микротвердости с большей нагрузкой на индентор Виккерса (0,98 Н) наблюдается существенное снижение микротвердости до 930 HV 0,1. Это свидетельствует о малой глубине слоя, упрочненного фрикционной обработкой при нагрузке 350 Н.
Для всех приведенных в таблице режимах обработки характерно формирование качественной поверхности без развития недопустимых процессов схватывания на обрабатываемой поверхности. Увеличение нагрузки на индентор более 700 Н при проведении фрикционной обработки покрытия ПГ-СР4 приводит к развитию процессов адгезионного схватывания и, как следствие, к разрушению упрочненного слоя и снижению качества обрабатываемой поверхности.
Из данных таблицы следует, что реализация предлагаемого способа обеспечивает формирование на поверхности покрытия ПГ-СР4 благоприятных сжимающих остаточных напряжений (σ=-(415-1140) МПа), превышающих значение напряжений на поверхности покрытия, сформированного по известному способу [Соболева Н.Н., Макаров А.В., Малыгина И.Ю. Упрочняющая фрикционная обработка NiCrBSi лазерного покрытия. Обработка металлов (технология, оборудование, инструменты). 2013. №4 (61). С. 79-85]. Фрикционная обработка покрытия ПГ-СР4 при нагрузке 350 Н формирует остаточные напряжения σ=-55 МПа, значительно более низкие по модулю, чем обработка как по известному, так и заявляемому способу.
Согласно данным таблицы, фрикционная обработка покрытия ПГ-СР4 при нагрузках 500-700 Н (предлагаемый способ) приводит к деформационному растворению карбидов хрома Сr7С3 и боридов никеля Ni3В. Это свидетельствует о высокой степени накопленной в поверхностном слое пластической деформации. Развитие указанных процессов и обусловливает наблюдаемое эффективное упрочнение поверхностного слоя покрытия и формирование в нем высокого уровня сжимающих остаточных напряжений. Подобным образом полное растворение борида никеля Ni3В и частичное растворение карбида хрома Сr7С3 наблюдалось при фрикционной обработке покрытия с меньшим содержанием углерода, хрома, бора марки ПГ-СР2 при нагрузке 350 Н (наиболее близкий способ) [Соболева Н.Н., Макаров А.В., Малыгина И.Ю. Упрочняющая фрикционная обработка NiCrBSi лазерного покрытия. Обработка металлов (технология, оборудование, инструменты). 2013. №4 (61). С. 79-85]. В случае использования нагрузки 350 Н при проведении фрикционной обработки покрытия ПГ-СР4, меньшей, чем в заявляемом способе, отсутствуют изменения фазового состава поверхностного слоя (сохраняются карбиды хрома и бориды никеля). Это указывает на меньшую степень развития пластической деформации в поверхностном слое, что приводит к меньшему уровню упрочнения и меньшей глубине упрочненного слоя, а также формированию низкого уровня сжимающих остаточных напряжений.
Таким образом, заявляемый способ позволяет создать на поверхности слой с нанокристаллической и субмикрокристаллической структурой с полностью деформационно растворенными в твердом растворе боридами никеля и карбидами хрома, что обеспечивает повышение твердости поверхностного слоя покрытия системы Ni-Cr-B-Si до уровня ≥1000 HV, создание значительных благоприятных сжимающих (отрицательных) остаточных напряжений на поверхности покрытий (|σ|>400 МПа) при одновременном обеспечении высокого качества обрабатываемой поверхности, и, тем самым расширить арсенал таких способов.
Заявляемым способом можно получать покрытия на деталях из сплавов на основе железа, меди, титана и алюминия.
Способ получения упрочненного никельхромборкремниевого покрытия на металлических деталях, включающий нанесение самофлюсующегося порошка системы Ni-Cr-B-Si газопорошковой лазерной наплавкой, подготовку наплавленной поверхности и фрикционную обработку полусферическим индентором из кубического нитрида бора, отличающийся тем, что в качестве порошка при наплавке используют порошок марки ПГ-СР4, а фрикционную обработку проводят при нагрузках 500-700 Н.Способ получения теплостойкого покрытия
Способ получения металломатричного композиционного материала
Способ изготовления заготовок из титана
Способ неразрушающего контроля изделий
Твердосмазочная композиция
Способ неразрушающего контроля качества пайки токоведущих соединений
Индикатор магнитного поля
Винтовой имплантат для остеосинтеза шейки бедренной кости
Способ производства электротехнической стали
Способ изготовления биаксиально текстурированной подложки из тройного сплава на медно-никелевой основе
Способ получения теплостойкого покрытия
Ортодонтическое устройство для выравнивания центра зубного ряда верхней челюсти
Способ ультразвуковой упрочняющей обработки деталей
Способ получения силикатного стекла
Установка для испытаний на кавитационную эрозию

