Результат интеллектуальной деятельности: СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к области неразрушающего контроля напряженно-деформированного состояния и деформационного преобразования изделий и может быть использовано в различных отраслях науки и техники, в частности для обнаружения зон локализации пластических деформаций, их количества и пространственного положения в изделиях из ферромагнитных материалов.
Известен способ электромагнитного контроля изделий из электропроводящих материалов (Патент РФ №2461819, МПК G01N 27/83, опубл. 20.09.2012). Способ включает пропускание электрического тока через контролируемое изделие, сканирование его поверхности, регистрацию распределения напряженности магнитного поля, создаваемого этим током, по поверхности изделия; создание и визуализация магнитного образа поверхности контролируемого изделия; сравнение полученного магнитного образа с заранее полученным магнитным образом контрольного образца, не содержащего дефекты. По полученным в результате сравнения отклонениям магнитного образа поверхности контролируемого изделия от магнитного образа контрольного образца, представляющим собой магнитные образы выявленных дефектов, судят о количестве и местах расположения дефектов в контролируемом изделии.
Общим для известного и заявляемого способов является сканирование поверхности контролируемого изделия, считывание, преобразование, обработка информации, полученной в процессе сканирования, визуализация результатов контроля.
Однако этот способ предназначен для выявления макродефектов в контролируемых изделиях, например трещин, пор и т.д., но недостаточно чувствителен для выявления участков с повышенной плотностью микродефектов материала изделия, свойственных зонам локализации пластической деформации материалов.
Известен способ отображения зон локализации деформации поверхности (Патент РФ №2403536, МПК G01B 11/16, опубл. 10.11.2010), заключающийся в том, что деформируемую поверхность освещают когерентным светом, оцифровывают и запоминают последовательность ее видеоизображений. Для каждой точки оцифрованного изображения формируется выборка из N отсчетов, содержащая зависимость уровня освещенности от времени, затем для каждой выборки производится вычисление дисперсии и математического ожидания, соотношение которых, в свою очередь, используют для отображения зон локализации деформации поверхности.
Общим для известного и заявляемого решений является формирование и запоминание видеоизображений (визуализация) объекта контроля.
Недостатками известного способа являются: сложность технической реализации, заключающаяся в том, что для визуального отображения поверхности материала, содержащей зоны локализации пластических деформаций, необходима тщательная ее подготовка - очистка от загрязнений, шлифование, полирование, химическое травление и т.п. Таким образом, способ не позволяет отображать зоны локализации на недостаточно хорошо очищенных поверхностях, а также находящихся под защитными покрытиями (окраска, гальванические покрытия и др.).
Наиболее близким к заявляемому по числу совпадающих признаков является способ неразрушающего контроля изделий (Патент РФ №2184373. МПК G01N 29/04, опубл. 27.06.2002), при реализации которого осуществляют неоднократный контроль изделия, сканируя изделие при идентичных условиях с определенными временными интервалами между сканированиями. Сигналы контроля на браковочном уровне, получаемые при сканировании, регистрируют, анализируют путем сравнения сигналов при текущем и предыдущих сканированиях, по заданным критериям оценивают степень развития (опасности) дефекта. При сканировании сигналы регистрируют также на дополнительных пороговых уровнях, находящихся ниже браковочного порогового уровня. При обнаружении сигналов, превышающих браковочный пороговый уровень, принимают во внимание и сигналы, полученные на данном участке контролируемого изделия при текущем и предыдущих сканированиях на амплитудных уровнях ниже браковочного порогового уровня. По результатам анализа принимают решение о степени опасности обнаруженного дефекта. Количество k дополнительных пороговых уровней регистрации, находящихся ниже браковочного порогового уровня, удовлетворяет условию k>1. Программа отображения результатов контроля позволяет просматривать сигналы на ПЭВМ (визуализировать сигналы). Контроль, помимо ультразвукового метода, может быть осуществлен электромагнитным и др. методами.
Общим для известных и заявляемого способов является неоднократное сканирование поверхности контролируемого изделия в идентичных условиях, в том числе в процессе деформирования, считывание, преобразование и обработка информации, полученной при сканировании, визуализация образа поверхности изделия с последующим сравнением результатов текущего и предыдущего сканирования.
К недостаткам известного способа следует отнести сложность его реализации, обусловленную необходимостью обеспечения соблюдения идентичности условий контроля: по мощности излучаемых колебаний, углу ввода упругих колебаний, обеспечение фиксации координат местоположения преобразователя в моменты записи информации, точная синхронизация сигналов контроля, полученных при разных сканированиях и т.д. Известный способ достаточно эффективен для обнаружения и фиксации нарастания размеров макродефектов (трещин и др.) в изделиях, но не предназначен для обнаружения зон локализации пластических деформаций, как наиболее вероятных мест образования макродефектов в процессе дальнейшей эксплуатации контролируемого изделия.
Задачей предлагаемого изобретения является создание простого в реализации и надежного способа, чувствительного к появлению зон локализации пластической деформации как наиболее вероятных мест образования макродефектов (магистральных трещин и др.) в изделиях из ферромагнитных материалов.
Техническим результатом предлагаемого способа является его простота, надежность и высокая чувствительность, позволяющая обнаруживать зоны локализации пластической деформации в контролируемых изделиях, предшествующие появлению в них макродефектов как до приложения к ним деформирующих усилий, так и в процессе деформирования.
Для решения поставленной задачи в способе неразрушающего контроля изделий, включающем неоднократное в период жизненного цикла сканирование поверхности контролируемого изделия в идентичных условиях в исходном состоянии и при его деформации, считывание, преобразование и обработку информации, полученной при сканировании, визуализацию образа поверхности изделия с последующим сравнением результатов текущего и предыдущего сканирования, предварительно размагниченное изделие намагничивают монотонно возрастающим магнитным полем до величины магнитной индукции, соответствующей максимальному значению магнитной проницаемости материала. Затем начинают сканирование, получают в результате визуализации магнитный образ поверхности контролируемого изделия в текущий момент и после сравнения его с ранее полученным магнитным образом поверхности этого же изделия в исходном состоянии судят о наличии в нем зон локализации пластических деформаций, количестве этих зон и их расположении в изделии.
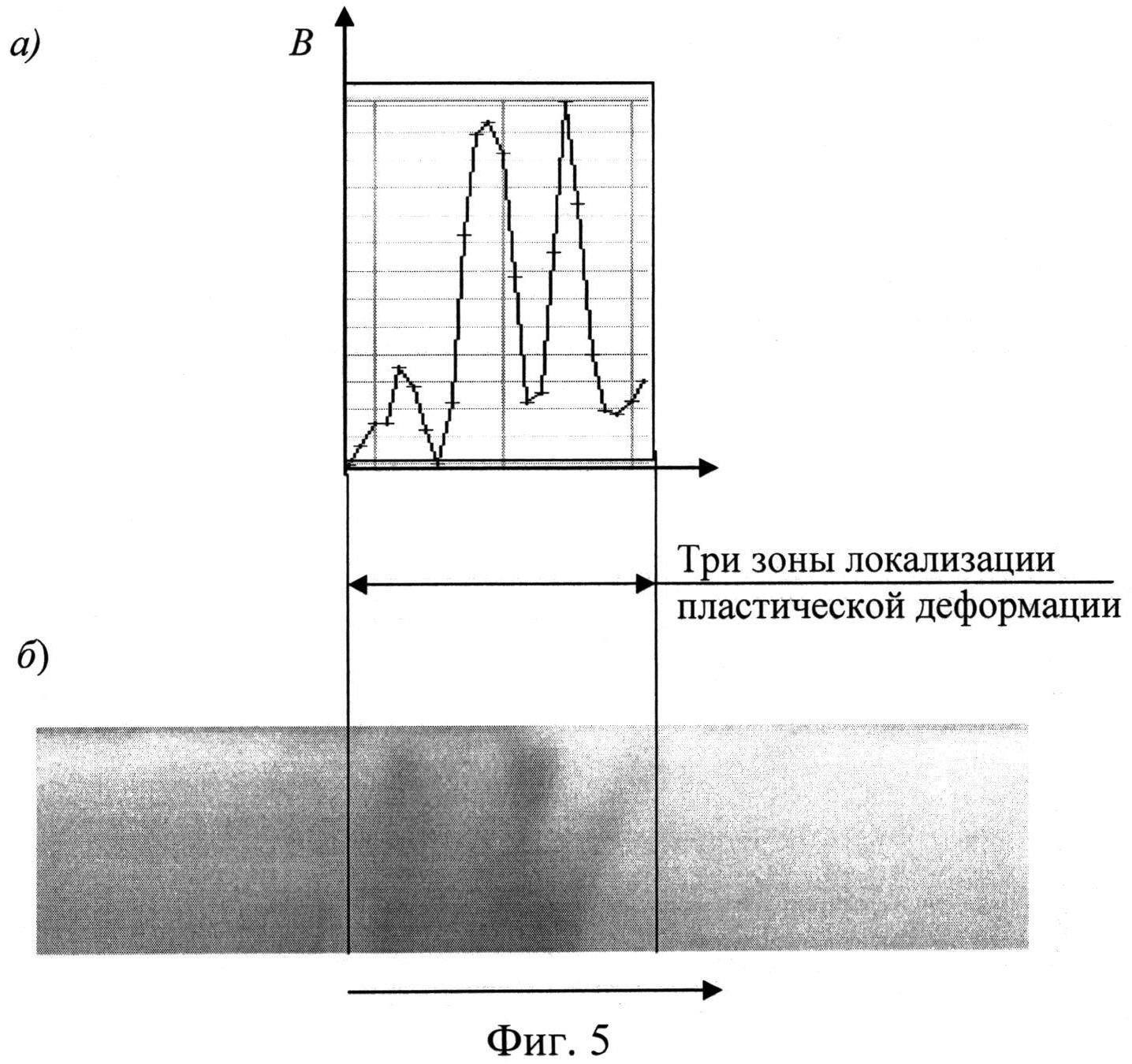
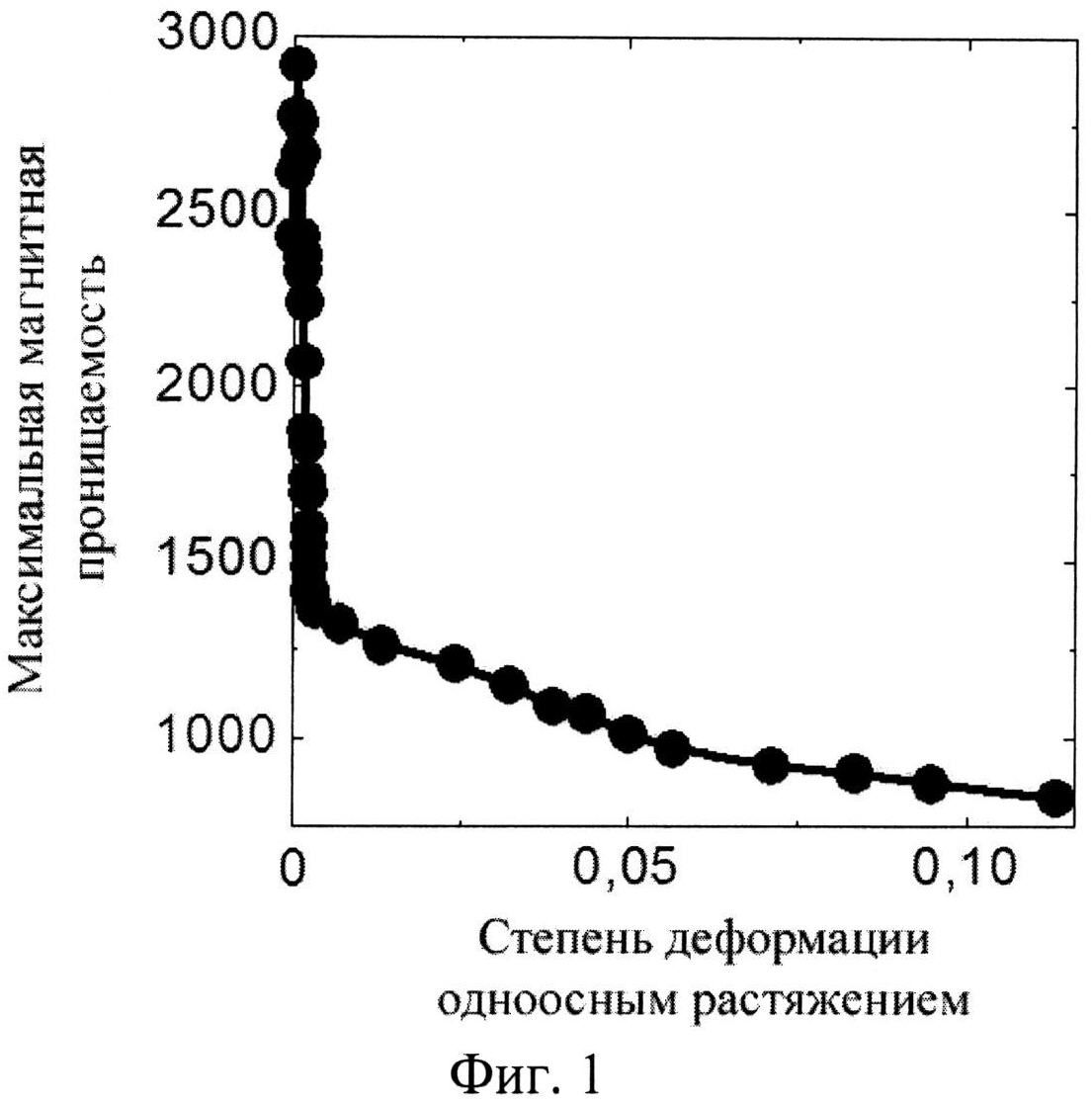
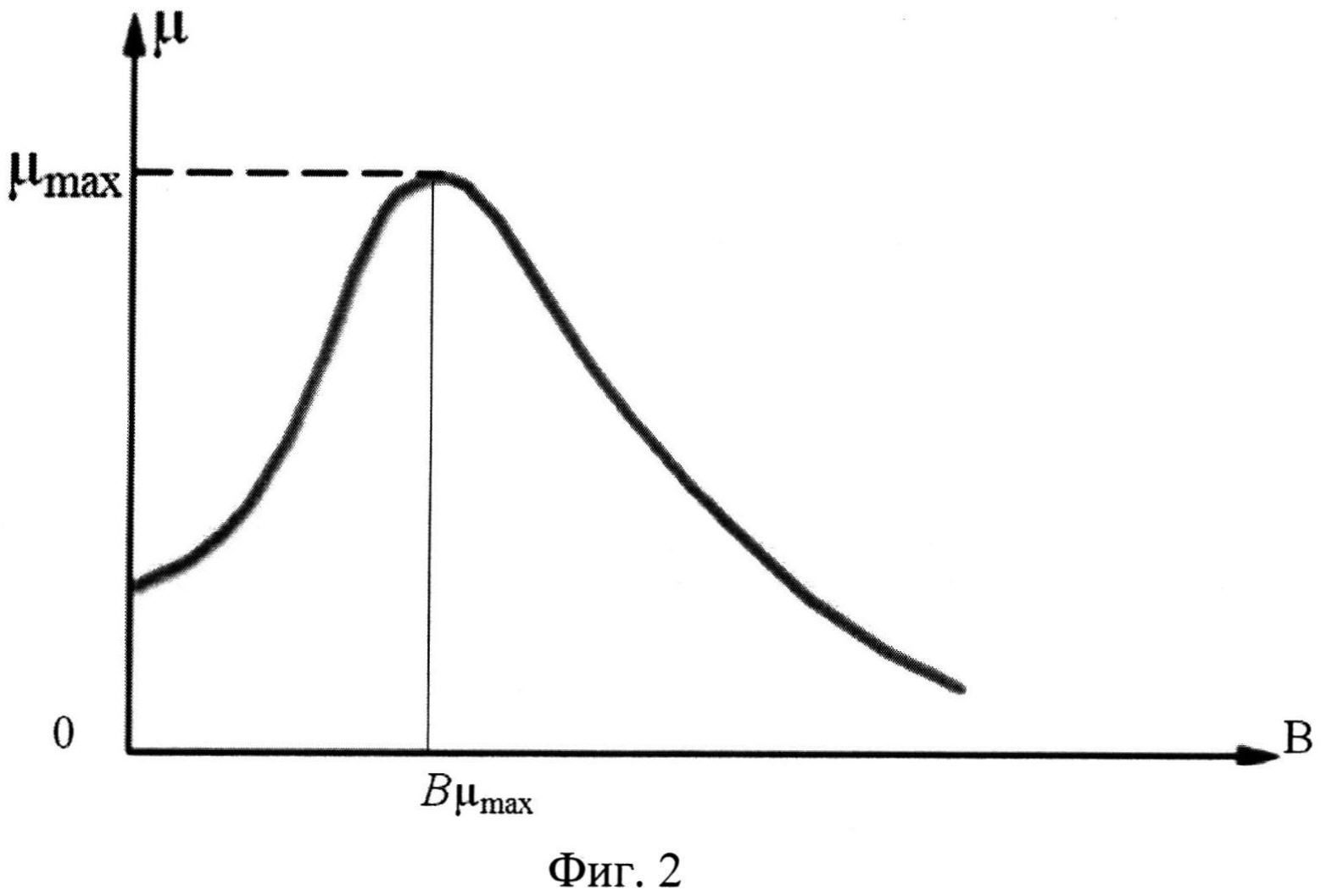
Заявленный способ неразрушающего контроля изделий поясняется графическими материалами, где на Фиг.1 представлена полученная экспериментально зависимость максимальной магнитной проницаемости стали Ст3 от степени деформации одноосным растяжением; на Фиг.2 - типичная зависимость магнитной проницаемости ферромагнетика от магнитной индукции; на Фиг.3 - магнитный образ поверхности образца стали Ст3 в исходном состоянии (а) и фотография поверхности этого образца в исходном состоянии (б); на Фиг.4 - магнитный образ поверхности одного из образцов стали Ст3 после пластической деформации растяжением с одиночной зоной локализации пластической деформации в виде полосы скольжения (а) и фотография поверхности этого образца после растяжения (б); на Фиг.5 - магнитный образ поверхности другого образца стали Ст3 после пластической деформации растяжением с множественными полосами скольжения (а) и фотография поверхности этого образца после растяжения (б). Стрелками на Фиг.3б, 4б и 5б показаны маршруты сканирования поверхностей образцов.
Способ магнитного неразрушающего контроля изделий основан на зависимости магнитной проницаемости ферромагнитных материалов от степени пластической деформации. Как видно из Фиг.1, максимальная магнитная проницаемость µmax уменьшается с увеличением степени деформации, что связано с увеличением плотности дислокаций и других микродефектов. Пластическая деформация распределяется не однородно по всему объему деформируемого изделия, а локализуется на некоторых его участках. Для этих участков характерна увеличенная плотность микродефектов, которые в дальнейшем могут привести к образованию микро- и макротрещин, а следовательно, к разрушению изделия. Уменьшение величины µmax с повышением плотности микродефектов обусловливает появление максимума на распределении магнитной индукции B по поверхности изделия над зонами локализации пластической деформации, что позволяет обнаруживать эти зоны в изделиях из ферромагнитных материалов в намагниченном состоянии.
В случае, когда изделие не деформировано, величина магнитной проницаемости материала изделия в разных его участках одинакова, и распределение магнитной индукции B, полученного при сканировании поверхности, не содержит экстремумов (см. Фиг.3а).
При сканировании изделий, содержащих зоны локализации пластической деформации, на распределении магнитной индукции B имеются экстремумы, связанные с этими зонами (см. Фиг.4а, 5а).
Пример.
Изучали распределение магнитной индукции B по поверхности разрывных образцов из стали Ст3 в исходном состоянии и после пластической деформации одноосным растяжением. Образцы в исходном состоянии были предварительно размагничены, а затем намагничены монотонно возрастающим магнитным полем до величины магнитной индукции 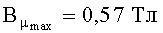 , соответствующей максимальному значению магнитной проницаемости материала, что было определено по основным кривым намагничивания образцов. При достижении величины магнитной индукции B 0,57 Тл намагничивание прекращают и при этой величине магнитной индукции производят сканирование магнитной индукции на поверхности образцов, последующие считывание, преобразование и обработку информации, полученной при сканировании, и произведена визуализация магнитного образа поверхности изделия в виде графика распределения магнитной индукции по поверхности образца в исходном состоянии (Фиг.3а). График не содержит экстремумов, что свидетельствует об отсутствии зон локализации пластической деформации. Отсутствие зон локализации пластической деформации и каких-либо дефектов на поверхности подтверждается фотографией одного из образцов (Фиг.3б). После проведения сканирования образцы были размагничены.
, соответствующей максимальному значению магнитной проницаемости материала, что было определено по основным кривым намагничивания образцов. При достижении величины магнитной индукции B 0,57 Тл намагничивание прекращают и при этой величине магнитной индукции производят сканирование магнитной индукции на поверхности образцов, последующие считывание, преобразование и обработку информации, полученной при сканировании, и произведена визуализация магнитного образа поверхности изделия в виде графика распределения магнитной индукции по поверхности образца в исходном состоянии (Фиг.3а). График не содержит экстремумов, что свидетельствует об отсутствии зон локализации пластической деформации. Отсутствие зон локализации пластической деформации и каких-либо дефектов на поверхности подтверждается фотографией одного из образцов (Фиг.3б). После проведения сканирования образцы были размагничены.
После деформации образцов одноосным растяжением были вновь проведены операции размагничивания, намагничивания монотонно возрастающим магнитным полем до величины магнитной индукции 0,37 Тл, сканирования магнитной индукции на поверхности, последующего считывания, преобразования и обработки информации, полученной при сканировании, и визуализации магнитного образа поверхности изделия в виде графика распределения магнитной индукции по поверхности образца. На Фиг.4а показан магнитный образ поверхности одного из образцов стали Ст3 после пластической деформации растяжением с одиночной зоной локализации пластической деформации в виде полосы скольжения. Наличие одиночной полосы скольжения в этом образце подтверждается фотографией на Фиг.4б.
Предложенный способ контроля применим и для выявления множественных зон локализации пластической деформации в изделиях. На Фиг.5 показан магнитный образ поверхности еще одного деформированного образца стали Ст3, который содержит три зоны локализации пластической деформации, и его фотография.
Таким образом, предложен простой, эффективный и надежный способ обнаружения в контролируемых изделиях из ферромагнитных материалов зон локализации пластической деформации, предшествующих появлению в них макродефектов как до приложения к ним деформирующих усилий, так и в процессе деформирования, а также определения их мест расположения. Способ может быть использован в различных отраслях промышленности, в частности металлургии, машиностроении, на транспорте.
Способ неразрушающего контроля изделий, включающий неоднократное сканирование поверхности контролируемого изделия в идентичных условиях в течение его жизненного цикла, считывание, преобразование и обработку информации, полученной при сканировании, визуализацию образа поверхности изделия с последующим сравнением результатов текущего и предыдущего сканирования, отличающийся тем, что предварительно размагниченное изделие намагничивают монотонно возрастающим магнитным полем до величины магнитной индукции, соответствующей максимальному значению магнитной проницаемости материала, затем начинают сканирование, получают в результате визуализации магнитный образ поверхности контролируемого изделия в текущий момент и после сравнения его с ранее полученным магнитным образом поверхности этого же изделия в исходном состоянии судят о наличии в нем зон локализации пластических деформаций, количестве этих зон и их расположении в изделии.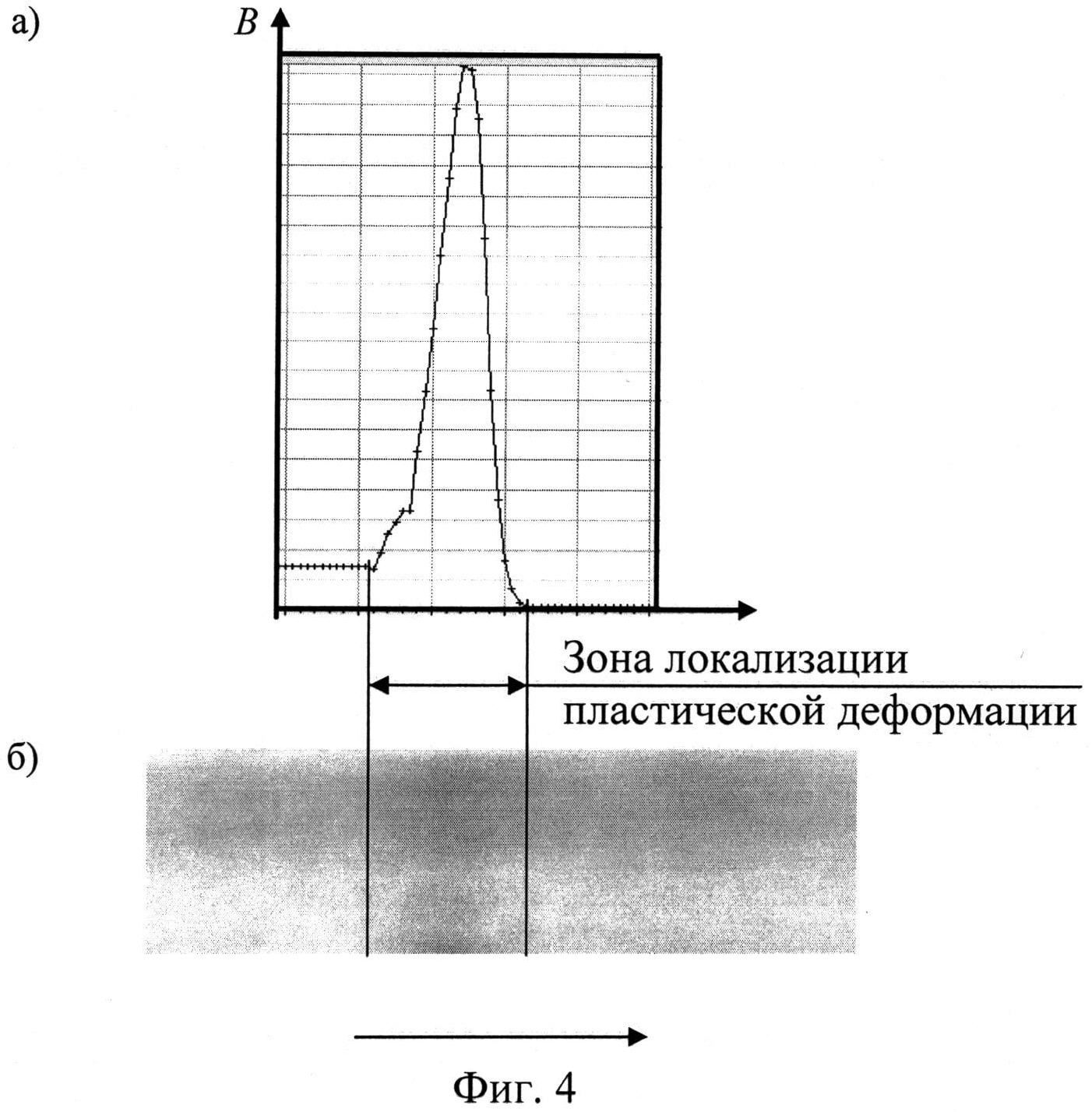
Способ получения теплостойкого покрытия
Способ получения металломатричного композиционного материала
Способ изготовления заготовок из титана
Твердосмазочная композиция
Способ ультразвуковой упрочняющей обработки деталей
Мехатронная система управления движением быстроходной гусеничной машины
Аналого-цифровой преобразователь интегрирующего типа для измерения малых электрических сигналов
Способ получения упрочненного никельхромборкремниевого покрытия на металлических деталях
Способ получения теплостойкого покрытия
Способ получения металломатричного композиционного материала
Способ изготовления заготовок из титана
Твердосмазочная композиция
Способ ультразвуковой упрочняющей обработки деталей
Мехатронная система управления движением быстроходной гусеничной машины
Способ неразрушающего контроля дефектов в изделиях из электропроводящих материалов

