Результат интеллектуальной деятельности: КРЫЛЬЧАТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к крыльчатке турбомашины, в частности, турбокомпрессора, в частности, центробежного турбокомпрессора, причем указанная крыльчатка содержит базовый элемент из материала основы, содержащий лопатки, расположенные в окружном направлении относительно оси вращения, и указанные лопатки содержат переднюю кромку и заднюю кромку. Указанная крыльчатка содержит слоистую систему, нанесенную на указанный базовый элемент, причем указанная слоистая система проходит в граничной зоне указанного базового элемента вплоть до наружной поверхности, и указанная слоистая система содержит, по меньшей мере, один слой плакирующего материала, нанесенного на материал основы. Кроме того, изобретение относится к способу изготовления крыльчатки соответственно вышеупомянутого типа.
Документы EP 2135698 A1, EP 2789713 A1, DE 102009043097, US 2011/229338 A1 относятся к свободно расположенным лопаткам с частичным покрытием. Эти лопатки, в общем, используются в паровых турбинах и способны выдерживать воздействие, например, капельной эрозии.
Конкретной целью изобретения является исключение эрозии в турбокомпрессорах. Вращающиеся части, в частности, крыльчатки турбомашины, могут иметь недостаток, связанный со значительным снижением срока службы по причине износа из-за сильной эрозии. Частицы пыли, переносимые рабочей средой через машину, например, называемые «черной пылью», могут имеет твердость 230 - 600HV 0,01 (определение твердости по Виккерсу). В сочетании с высокими скоростями вращающегося оборудования, в частности, вращающиеся части компрессоров для трубопроводов быстро повреждаются, в частности, у передней кромки и задней кромки лопаток крыльчатки.
Задача изобретения состоит в том, чтобы уменьшить явление эрозии, в частности, во вращающихся частях турбомашин.
Для решения вышеуказанных проблем изобретение предлагает слоистую систему, крыльчатку и способ изготовления такой слоистой системы или крыльчатки по соответствующим независимым пунктам формулы изобретения. Соответствующие зависимые пункты формулы изобретения относятся к предпочтительным вариантам выполнения изобретения.
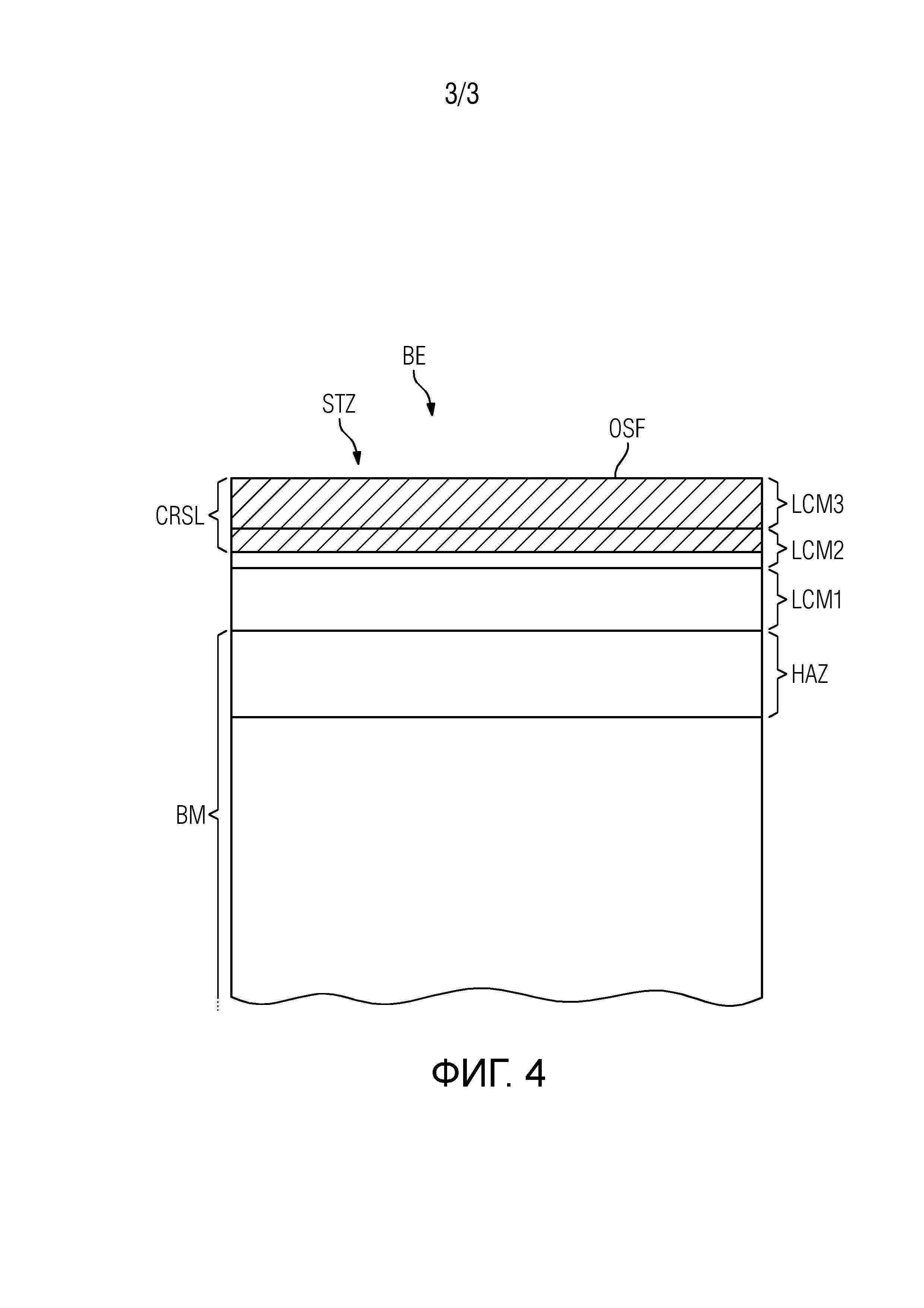
Слоистая система по изобретению содержит указанный материал основы и один или несколько слоев плакирующего материала, нанесенных на материал основы. Кроме того, указанная слоистая система содержит слой, в котором действуют остаточные напряжения сжатия, причем указанный слой проходит от указанной наружной поверхности, по меньшей мере, в самый наружный слой плакирующего материала. В случае нескольких слоев плакирующего материала, нанесенных на материал основы в качестве части слоистой системы, указанный слой, в котором действуют остаточные напряжения сжатия, может проходить через несколько слоев плакирующего материала от указанной наружной поверхности и даже проходить в материал основы. Предпочтительно, указанный слой, в котором действуют остаточные напряжения сжатия, проходит только в самый наружный слой плакирующего материала.
Предпочтительный вариант выполнения изобретения осуществляют посредством создания указанного слоя или слоев плакирующего материала с помощью дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW).
Предпочтительно, материалом основы является X3CrNio13-4 (мартенситный сплав). Более конкретно состав X3CrNio13-4 (номер материала: 1.4313 по EN10250) в процентах по массе (%масс.) является следующим:
|
Другой предпочтительный вариант выполнения слоистой системы обеспечивает то, что материал, по меньшей мере, одного слоя плакирующего материала представляет собой Стеллит 21 (Stellite 21 - торговое наименование (UNS = W3041, ASME/AWS = (SF) A5.21, ERCCoCr-E), HRC = 28-40)). Более конкретно состав Стеллит 21 в процентах по массе (%масс.) является следующим:
|
Предпочтительный вариант выполнения обеспечивает то, что на материал основы наносят, по меньшей мере, два слоя плакирующего материала и наиболее предпочтительно три слоя плакирующего материала. Предпочтительно, все три слоя имеют один и тот же химический состав, и наиболее предпочтительно все три слоя выполняют из материала Стеллит 21.
Другой предпочтительный вариант выполнения слоистой системы осуществляют посредством, по меньшей мере, однократного выполнения термообработки базового элемента продолжительностью до трех часов при 570°C для снятия остаточных напряжений сварки. Неожиданно было установлено, что предлагаемая последующая термообработка не уменьшает требуемую высокую твердость плакирующего материала.
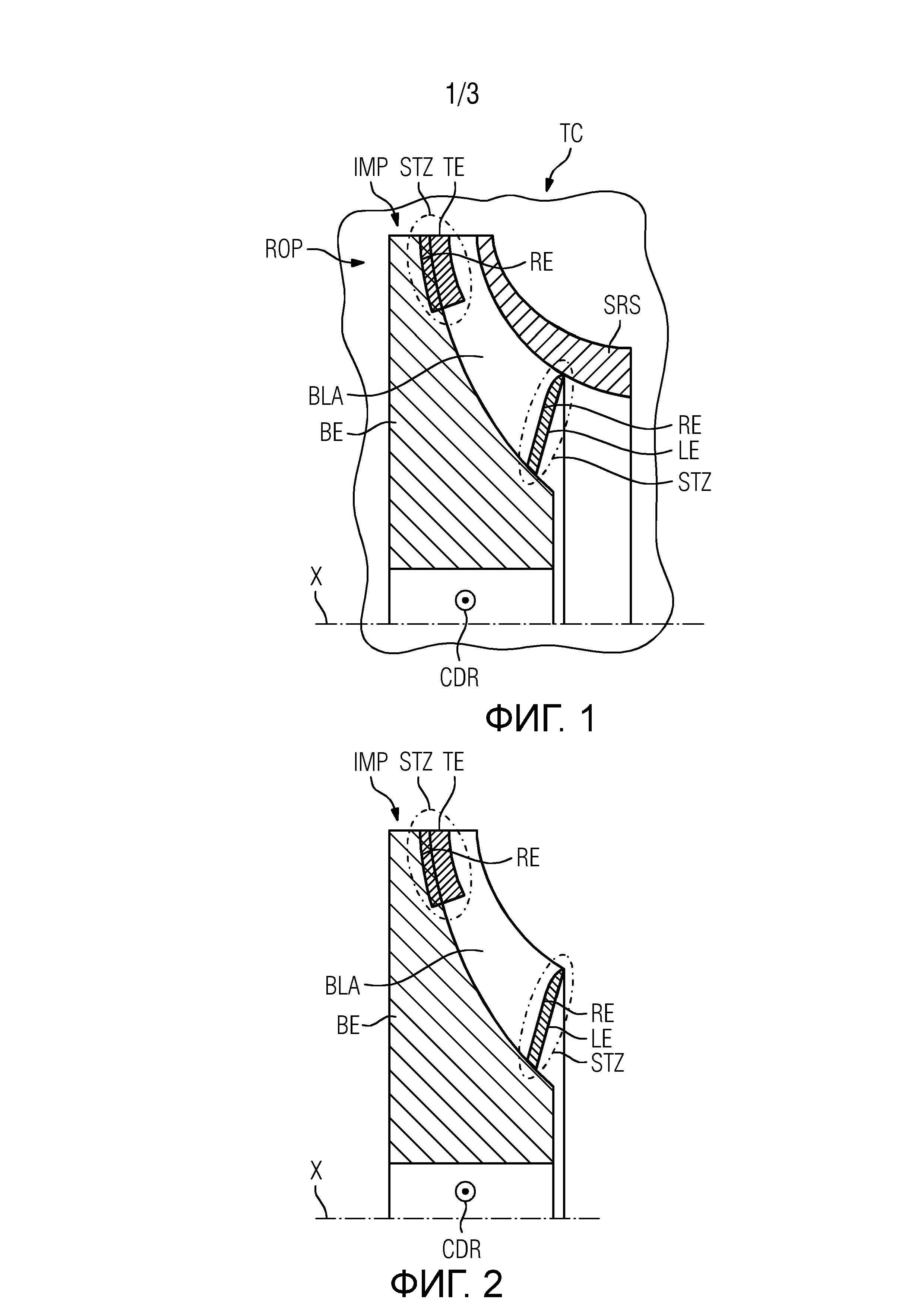
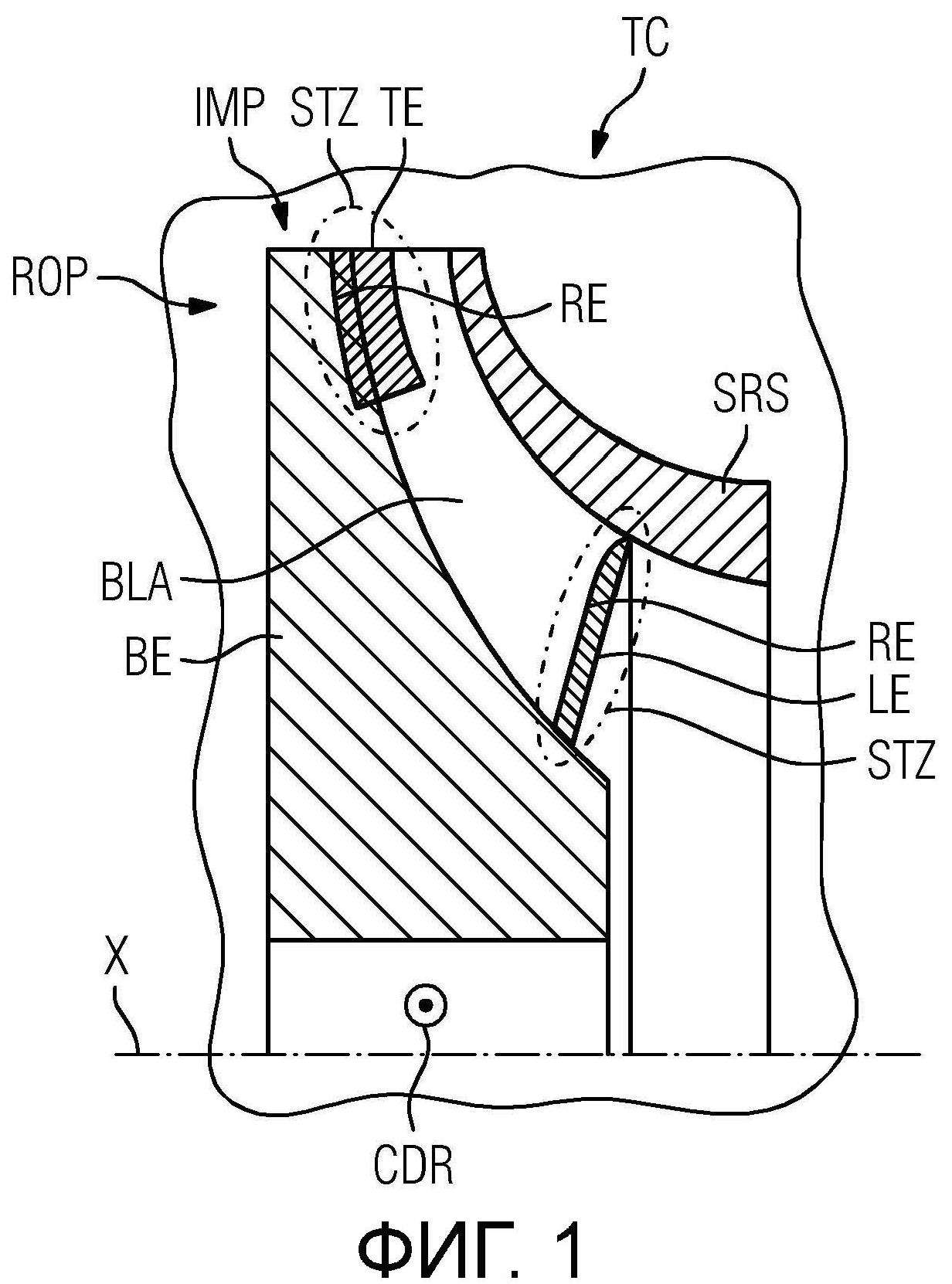
Наиболее предпочтительным применением изобретения является изготовление крыльчатки турбомашины, в частности, турбокомпрессора, в частности, центробежного турбокомпрессора, причем указанная крыльчатка содержит базовый элемент из материала основы, содержащий лопатки, расположенные в окружном направлении относительно оси вращения, указанные лопатки содержат переднюю кромку и заднюю кромку, указанная передняя кромка и указанная задняя кромка относятся к зоне обработки поверхности, и, по меньшей мере, часть указанной зоны обработки поверхности является слоистой системой, описанной и определенной в нескольких вышеприведенных вариантах выполнения. Предпочтительно, эти лопатки крыльчатки прикреплены к секции ступицы указанного базового элемента и отходят радиально и/или в осевом направлении от указанной секции ступицы. Указанная крыльчатка может быть спроектирована как конструкция так называемого открытого типа или закрытого типа. В случае крыльчатки закрытого типа каналы потока через крыльчатку ограничены в окружном направлении указанными лопатками, секцией ступицы и бандажной секцией, прикрепленной к концам лопаток, соответственно определяя каналы потока в радиально-осевом направлении. В случае крыльчатки открытого типа каналы потока в радиально-осевом направлении определяет только секция ступицы (см. также фиг. 1, 2, где показаны отличия).
Предпочтительно, слоистую систему, в частности, слоистую систему крыльчатки, изготавливают посредством следующих этапов:
1) механическая обработка базового элемента из материала основы;
2) определение зоны обработки поверхности;
3) преобразование, по меньшей мере, части указанной зоны обработки поверхности в слоистую систему посредством следующих подэтапов:
a) плакирование, по меньшей мере, одного слоя плакирующего материала на указанном материале основы указанной зоны обработки поверхности;
b) дробеструйное упрочнение, по меньшей мере, участка указанной зоны обработки поверхности на участке указанной слоистой системы.
Было установлено, что после дробеструйной обработки твердость материала Stellite, используемого для плакирования, значительно увеличивается.
Предпочтительно, далее выполняют следующий этап:
c) термообработка указанного базового элемента; термообработка указанного базового элемента после дробеструйного упрочнения, с одной стороны, корректирует остаточные напряжения в базовом элементе до приемлемого минимума и, с другой стороны, не уменьшает требуемую высокую твердость материала Стеллит, используемого для плакирования.
Поскольку термообработка и дробеструйное упрочнение изменят геометрию базового элемента, на подэтапе d) предпочтительно выполняют окончательную механическую обработку базового элемента.
После выполнения этапа 3) можно выполнять следующий четвертый этап:
4) установка бандажной секции на указанный базовый элемент; бандажную секцию предпочтительно приваривают к указанному базовому элементу, в частности, к концам лопаток указанного базового элемента; далее для дополнительного улучшения механических свойств соединенных базового элемента и бандажной секции можно выполнить термообработку; далее по причине ожидаемого изменения геометрии в результате сварки и термообработки предпочтительно можно выполнить окончательную механическую обработку; в случае, когда базовый элемент является крыльчаткой турбомашины, предпочтительно можно выполнить балансировку крыльчатки и ее испытание на превышение допустимого числа оборотов с целью повышения эксплуатационных характеристик и сведения к минимуму риска повреждений.
Предпочтительный вариант выполнения крыльчатки по сравнению с обычной крыльчаткой осуществляют посредством механической обработки базового элемента с выполнением дополнительных канавок или углублений на участке зоны обработки поверхности, где выполнена слоистая система по изобретению. Эти углубления можно выполнять в совокупности или по отдельности следующим образом:
• в частности, соответствующие передние кромки лопаток должны быть снабжены углублениями на участке, где должна быть выполнена слоистая система, и здесь должна быть выполнена слоистая система;
• в частности, на участке задних кромок задняя кромка должна быть снабжена, по меньшей мере, частично углублением для размещения слоистой системы, и здесь должна быть выполнена слоистая система;
• в частности, на переходном участке между лопаткой и указанной секцией ступицы вблизи задней кромки лопасти должно быть выполнено углубление для размещения слоистой системы с целью повышения эрозионной стойкости секции ступицы, и здесь должна быть выполнена слоистая система.
Вышеуказанные особенности и другие признаки и преимущества изобретения и способ их внедрения, а также само изобретение станут более понятными из приведенного далее описания варианта осуществления изобретения со ссылками на чертежи.
На фиг. 1 схематично показана крыльчатка согласно изобретению с бандажной секцией, вид в продольном разрезе;
на фиг. 2 - крыльчатка согласно изобретению без бандажной секции, вид в продольном разрезе;
на фиг. 3 - блок-схема производственного процесса, поясняющая способ согласно изобретению;
на фиг. 4 - слоистая система согласно изобретению, вид в продольном разрезе.
Для идентификации элементов, имеющих сходные функции, в подробном описании различных вариантов осуществления изобретения использованы одинаковые ссылочные позиции. Такие понятия, как «осевой», «радиальный», «окружной» или «касательный», во всех случаях относятся к центральной оси X вращения, если не указано иначе.
На фиг. 1 и фиг. 2 соответственно показан двухмерный продольный разрез крыльчатки по изобретению вдоль оси X вращения. Крыльчатка IMP вращается во время работы в турбомашине, в частности, в турбокомпрессоре TC, вокруг оси X вращения. Указанная крыльчатка IMP содержит базовый элемент BE из материала BM основы, содержащий лопатки BLA, расположенные в окружном направлении CDR относительно указанной оси X вращения. Эти лопатки BLA имеют переднюю кромку LE и заднюю кромку TE. Понятия «передняя кромка LE» и «задняя кромка TE» относятся к направлению течения рабочей среды во время работы, для осуществления которой на основе гидродинамики спроектирована крыльчатка IPM. Указанная передняя кромка LE и указанная задняя кромка TE относятся к зоне STZ обработки поверхности. Применительно к указанной зоне STZ обработки поверхности выполнена слоистая система LSY. Эта слоистая система LSY схематично показано подробно в продольном разрезе в граничной зоне (показана как деталь на фиг. 4) указанного базового элемента BE. Указанная слоистая система LSY содержит указанный материал BM основы и проходит в указанной граничной зоне указанного базового элемента BE вплоть до наружной поверхности. В предпочтительном варианте выполнения, показанном на фиг. 4, указанная слоистая система LSY содержит три слоя плакирующего материала, первый слой LCM1, второй слой LCM2 и третий слой LCM3. Это количество слоев является примером, который, как было установлено, рассматривается в качестве преимущественного.
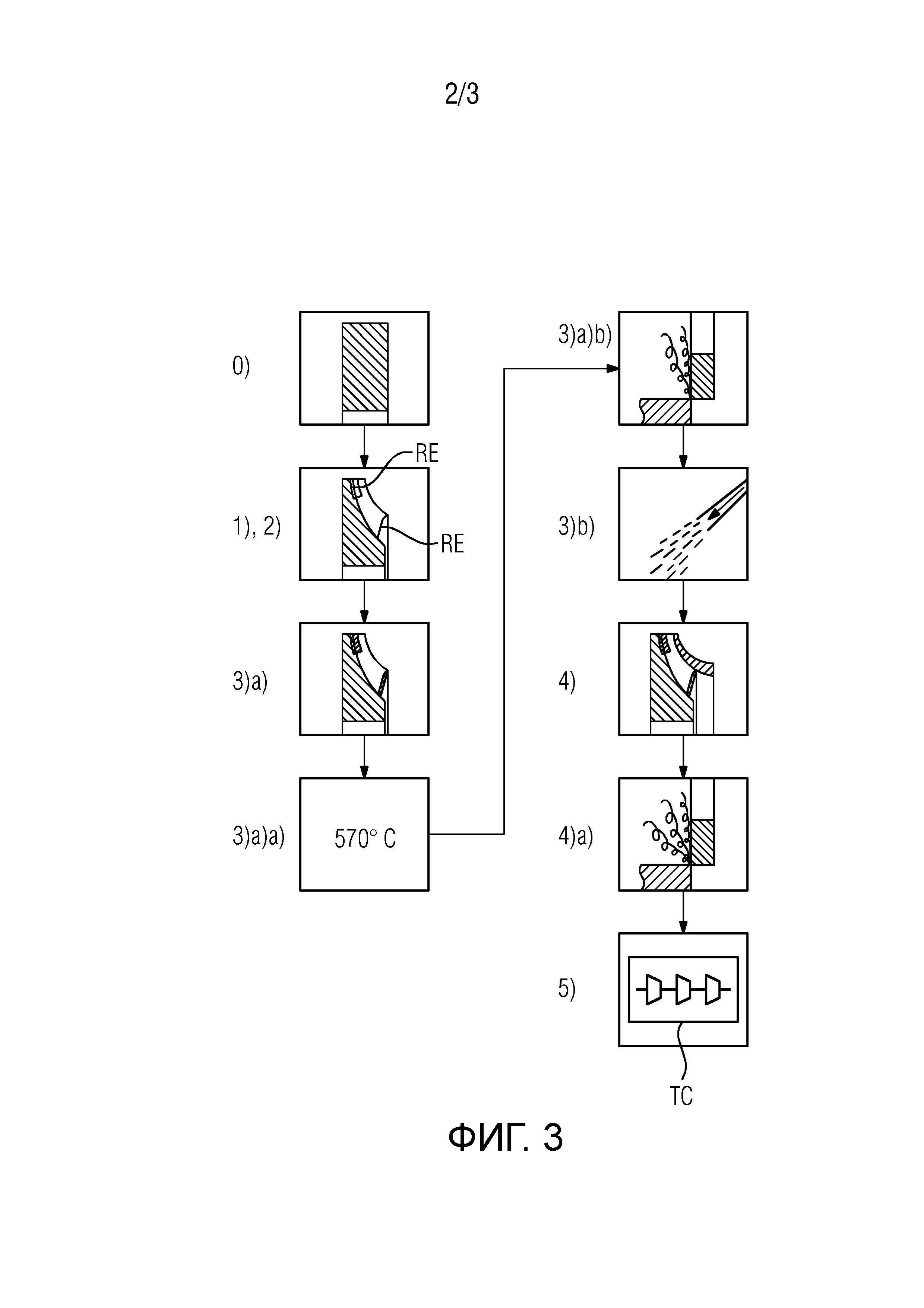
На фиг. 3 схематично поясняются этапы осуществления способа согласно изобретению для изготовления слоистой системы LSY, как части базового элемента BE крыльчатки IMP. В частности, этот пример на фиг. 3 относится к крыльчатке IMP, но фактически включает в себя создание слоистой системы согласно изобретению для других частей, а также предпочтительно для вращающихся частей турбомашин.
На этапе 0) обеспечивают наличие заготовки, которую в дальнейшем механически обрабатывают на этапах 1), 2) для получения основного профиля крыльчатки IMP. На этапе 2) определяют зону STZ обработки поверхности. Крыльчатку IMP механически обрабатывают с получением дополнительных канавок в зоне передней кромки LE и задней кромки TE, относящейся к зоне STZ обработки поверхности базового элемента BE. Эти дополнительные канавки, соответственно, углубления RE, выполнены для исключения какого-либо выступа из-за наличия слоистой системы LSY в этих зонах. Подразумевается, что готовая крыльчатка IMP имеет такие же гидродинамические свойства, как и любая обычная крыльчатка IMP.
На этапе 3)a) зону STZ обработки поверхности, определенную на этапе 2), преобразуют, по меньшей мере, частично в указанную слоистую систему LSY на следующих подэтапах:
3)a) плакирование, по меньшей мере, одного слоя плакирующего материала LCM1 - LCMn на указанном материале BM основы указанной зоны STZ обработки поверхности.
На следующем этапе 3)a)a) выполняют термообработку при 570° в течение 2 часов для уменьшения напряжений, обусловленных сваркой при выполнении плакирования.
На этапе 3a)b) посредством механической обработки удаляют любые деформации.
На следующем этапе 3)b) в зоне указанной слоистой системы LSY выполняют дробеструйное упрочнение для повышения твердости поверхности. В случае изготовления закрытой конструкции крыльчатки, включающей в себя бандажную секцию SRS, указанную бандажную секцию SRS прикрепляют к концам лопаток базового элемента BE предпочтительно посредством сварки. Далее на этапе 4)a) выполняют термообработку и окончательную механическую обработку.
После выполнения непоказанных и выполняемых по усмотрению этапов балансировки и испытания на превышение допустимого числа оборотов крыльчатку IMP устанавливают во время сборки в турбокомпрессор на этапе 5).
Между всеми этими этапами способа могут быть выполнены несколько проверок для выявления дефектов материалов, таких как трещины, в частности, в качестве неразрушающих испытаний могут быть выполнены магнитопорошковые исследования.
Полученная крыльчатка IMP, включающая в себя слоистую систему LSY, нанесенную с помощью плакирования порошка Стеллит 21 дуговой сваркой вольфрамовым электродом в среде защитного газа на базовый элемент BE или материал X3CrNiMo13-4, представляет собой эрозионно-стойкий вращающийся компонент, частично имеющий после термообработки высокую твердость приблизительно 690HV 0,01. Следовательно, в этих критичных местах зон STZ обработки поверхности поверхность крыльчатки имеет твердость выше максимальной твердости частиц приблизительно 690HV 0,01.
Компоновка токовых шин
Инкапсулированная электрическая вращающаяся машина
Электрант в качестве антеннодержателя
Разрешение этапа обработки для объекта обработки
Печатная плата с имплантированным оптическим датчиком тока
Завихритель, горелка и система сгорания для газотурбинного двигателя
Модульное устройство управления безопасностью
Рельсовое транспортное средство, в частности, локомотив
Соединение материалов, способ его изготовления и корпус для отпираемого светом тиристора
Корпус для размещения печатных плат, монтаж которых образует, по меньшей мере, части коммуникационной системы

