Результат интеллектуальной деятельности: Установка моллирования стеклянных полусфер
Вид РИД
Изобретение
Изобретение относится к промышленности стройматериалов, в частности, к области получения гнутых изделий с параболической или сферической кривизной поверхности, используемых, например, в качестве отражателей для аэродромных светосигнальных огней приближения.
Для моллирования подобного рода изделий обычно используются устройства, печи или установки круглого сечения по горизонтали, так как при этом создаются наиболее благоприятные условия для равномерного нагрева и охлаждения как формы моллирования, так и моллируемой стеклозаготовки.
Известна установка моллирования стеклянных полусфер, содержащая камеру нагрева, вертикально перемещающийся под с противовесами, механизм подъема и опускания пода посредством соединенного с ним штока и вакуумную систему, соединенную с камерой нагрева посредством гибкого рукава (Желудков Д.Д. Установка моллирования стеклянных полусфер. Информационный листок ВИМИ №86-2144, опубл. 1986 г.)
Наиболее близкой к изобретению является установка моллирования стеклянных полусфер, содержащая камеру нагрева, вертикально перемещающийся под с противовесами, выполненный составным, состоящим из центральной части, соединенной со штоком, и краевой части с фиксаторами ее положения, механизм подъема и опускания пода посредством соединенного с ним штока, вакуумную систему, соединенную с камерой нагрева. На краевой части составного пода установлен тепловой экран, выполненный в виде усеченного конуса с крышкой тороидальной формы, расположенной на верхней части усеченного конуса, плиту ограничивающую перемещение центральной части пода. (Патент RU №2554969, МПК С03В 23/025, опубл. 10.07.2015 г.)
Недостатком известной установки является то, что после окончания процесса моллирования под с формой моллирования и стеклозаготовкой опускают в крайнее нижнее положение, где происходит медленное остывание стеклозаготовки под воздействием окружающей среды до температуры затвердения стекла, после чего стеклозаготовку снимают с формы.
Задачей изобретения является снижение энергозатрат и сокращение времени моллирования за счет принудительного охлаждения основания формы и стеклозаготовки, находящейся в форме.
Эта задача достигается тем, что предложена установка моллирования стеклянных полусфер, содержащая камеру нагрева, вертикально перемещающийся под с противовесами, механизм подъема и опускания пода посредством соединенного с ним штока, вакуумную систему, соединенную с камерой нагрева, тепловой экран, установленный на краевой части составного пода, выполненный в виде усеченного конуса с крышкой тороидальной формы, расположенной на краевой части усеченного конуса, плиту, ограничивающую перемещение центральной части пода, отличающаяся тем, что на центральной части пода установлена форма моллирования с расположенной на ней стеклозаготовкой, под основанием которой установлен коллектор для принудительного охлаждения сжатым воздухом основания формы и стеклозаготовки, находящейся в форме, коллектор выполнен в виде полого тора из коррозионно-стойкой стали с отверстиями по диаметру его внутренней поверхности с приваренным патрубком, в нижней части которого между шайбами установлена пружина и резиновые манжеты. На плите, ограничивающей перемещение центральной части пода, установлен регулятор давления.
Установка коллектора для принудительного охлаждения основания формы и смолированной стеклозаготовки позволяет сократить процесс охлаждения стеклозаготовки.
Предложенная установка обеспечивает значительное уменьшение энергозатрат и сокращение времени при проведении процесса моллирования по сравнению с прототипом.
Фиг. 1 - Установка в режиме моллирования стеклозаготовки (при закрытом положении центральной части пода).
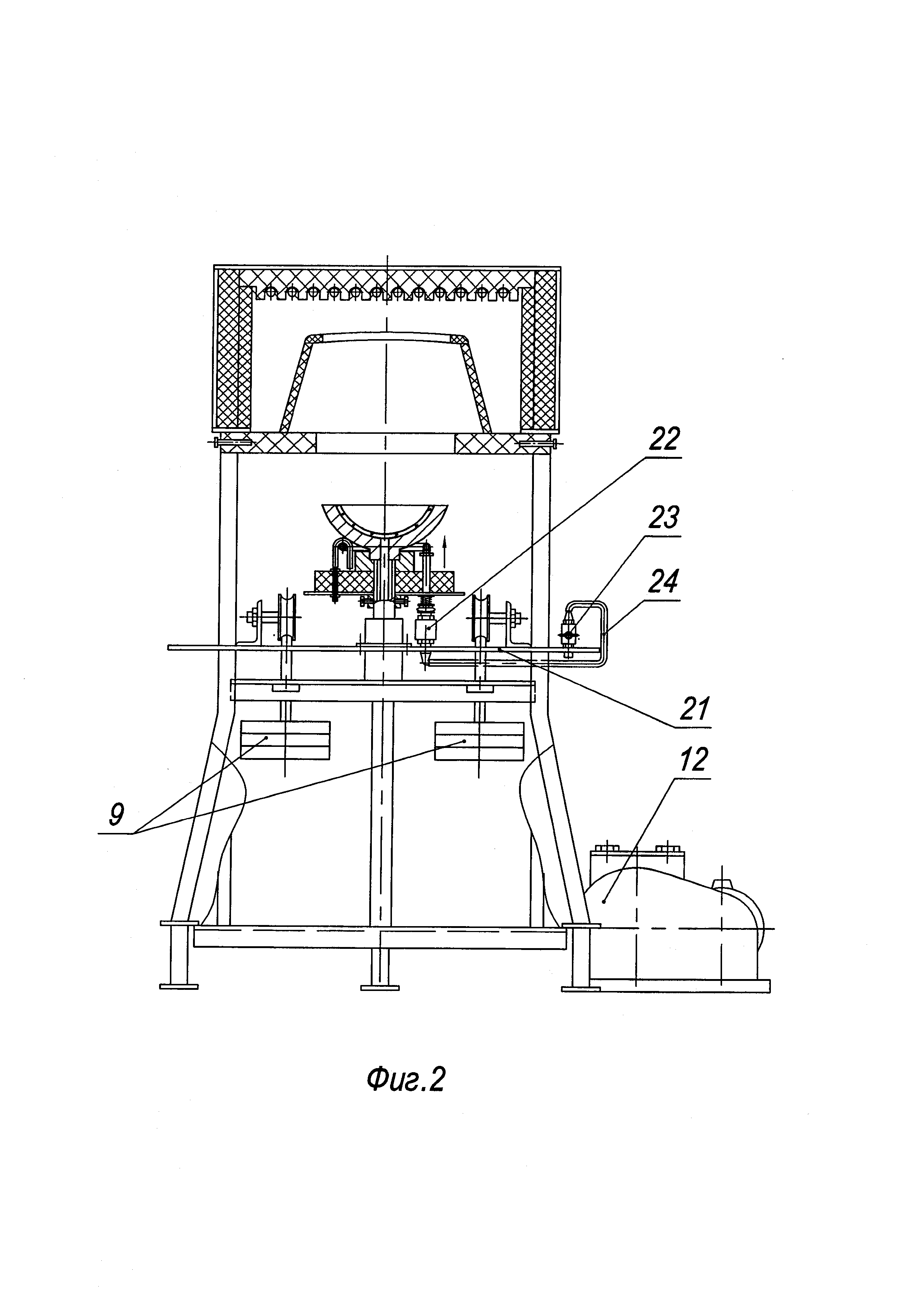
Фиг. 2 - Установка в режиме охлаждения стеклозаготовки (при открытом положении центральной части пода).
Установка содержит камеру нагрева 1 с нагревателями 2 и составной под, состоящий из центральной части 3, соединенной со штоком 4, и краевой части 5 с фиксаторами 6. Камера нагрева 1 с нагревателями 2 и составной под установлены на металлическом каркасе 7 с механизмом 8 и противовесами 9 для перемещения штока 4 по вертикали из крайнего верхнего положения центральной части 3 пода (фиг. 1) до крайнего нижнего его положения (фиг. 2). На центральной части пода расположена форма моллирования 10 со стеклозаготовкой 11. Рабочее пространство между формой моллирования и стеклозаготовкой соединено с вакуумной системой 12 посредством металлической трубки 13, расположенной в штоке 4. На краевой части 5 составного пода установлен тепловой экран 14, выполненный в виде усеченного конуса, с крышкой 15 тороидальной формы, расположенной на верхней части теплового экрана 14. На центральной части 3 пода под формой моллирования 10 установлен коллектор 16 для принудительного охлаждения сжатым воздухом основания формы и стеклозаготовки, находящейся в форме, выполненный в виде тора из коррозионно-стойкой стали с отверстиями по внутреннему диаметру, с приваренным патрубком, в нижней части которого между шайбами 17 закреплена пружина 18 и манжеты 19 и 20. На плите 21, ограничивающей перемещение центральной части пода 3 установлен регулятор давления 22.
Установка работает следующим образом.
После нагрева камеры 1 (фиг. 1) до температуры размягчения стекла и выдержки в течение 30-40 мин. центральную часть пода опускают в крайнее нижнее положение (фиг. 2) с помощью механизма 8 и противовесов 9. Далее осуществляют размещение круглой плоской стеклозаготовки 11 на форме 10 с заданными геометрическими размерами. Затем центральную часть пода поднимают в крайнее верхнее положение с помощью механизма 8 и противовесов 9. После нагрева стеклозаготовки до температуры размягчения стекла осуществляют откачку воздуха из пространства между стеклозаготовкой 11 и формующей поверхностью формы 10 с помощью вакуумной системы 12 и металлической трубки 13. Далее центральную часть пода опускают в крайнее нижнее положение (фиг. 2), при этом патрубок коллектора 16 заходит в отверстие регулятора давления 22, благодаря манжетам 19 и 20 создается герметичное соединение патрубка и регулятора давления, пружина 18 сжимается, поднимая при этом коллектор 16 вверх, ближе к основанию формы моллирования 10. Открывая кран 23, сжатый воздух по трубопроводу 24 поступает в коллектор 16 и выходит через отверстия, тем самым охлаждая основание формы моллирования и стеклозаготовку, находящуюся в форме.
После окончания процесса моллирования вакуумную систему 12 и нагреватели 2 отключают.
В связи с установкой коллектора для принудительного охлаждения основания формы, время охлаждения смоллированной стеклозаготовки до температуры затвердения стекла значительно уменьшается по сравнению с прототипом.
Пример: Необходимо моллировать стеклозаготовки, предназначенные для получения отражателей, используемых в аэродромных светосигнальных огнях приближения. При этом используется форма высотой 130 мм и диаметром 250 мм. Установка имеет следующие параметры: диаметр рабочего пространства камеры 1 - 650 мм, высота - 400 мм, диаметр центральной части 3 составного пода - 340 мм, диаметр усеченного конуса 14 в нижней части - 425 мм, в верхней части - 390 мм, диаметр крышки 15 в нижней части 430 мм, в верхней части - 215 мм, внутренний диаметр трубы коллектора 180 мм с отверстиями для выхода сжатого воздуха диаметром 2,5 мм с шагом 20 мм, наружный диаметр коллектора 230 мм.
Была получена партия вышеуказанных гнутых стеклозаготовок по описанному примеру. При этом энергетические затраты составили 80%, а время проведения процесса моллирования 85% по сравнению с прототипом.
Установка моллирования стеклянных полусфер, содержащая камеру нагрева, под с противовесами, выполненный составным, состоящим из центральной части, соединенной со штоком, и краевой части с фиксаторами ее положения, механизм подъема и опускания пода посредством соединенного с ним штока, вакуумную систему, соединенную с камерой нагрева, тепловой экран, установленный на краевой части составного пода, выполненный в виде усеченного конуса с крышкой тороидальной формы, расположенной на верхней части усеченного конуса, плиту, ограничивающую перемещение центральной части пода, отличающаяся тем, что на центральной части пода установлена форма моллирования с расположенной на ней стеклозаготовкой, под основанием которой установлен коллектор для принудительного охлаждения сжатым воздухом основания формы и стеклозаготовки, находящейся в форме, выполненный в виде полого тора из коррозионно-стойкой стали с отверстиями по диаметру его внутренней поверхности.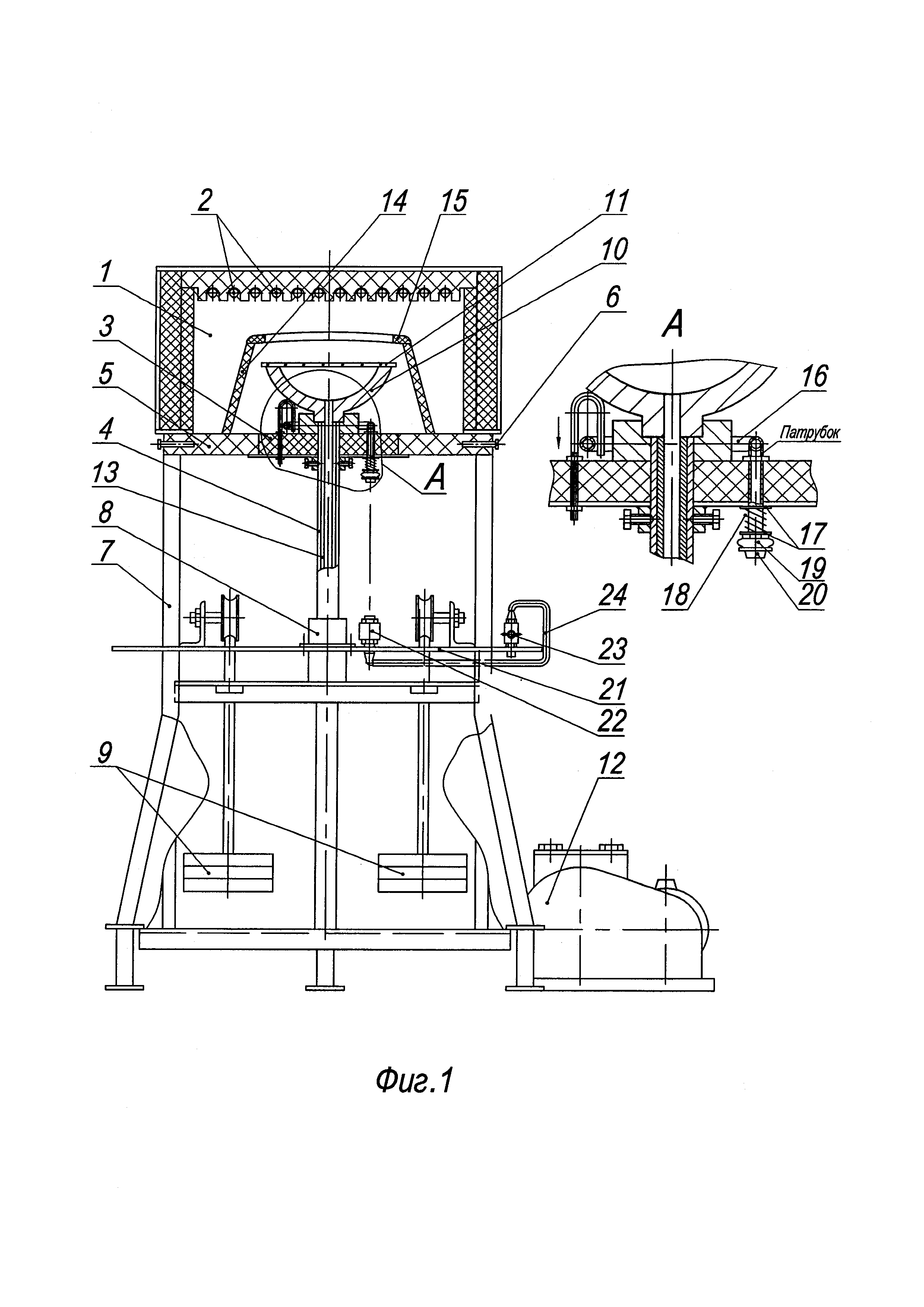
Способ приготовления кремнийорганического герметика марки виксинт
Формовой комплект для формования сложнопрофильных керамических заготовок
Антенный обтекатель ракеты из кварцевой керамики и способ его изготовления
Антенный обтекатель
Широкополосная система "антенна-обтекатель"
Способ изготовления формообразующего пуансона
Способ формования заготовок из кварцевой керамики
Способ тепловых испытаний керамических оболочек
Способ тепловых испытаний металлических шпангоутов керамических обтекателей
Способ анализа результатов активного теплового неразрушающего контроля изделий из полимерных композиционных материалов
Способ моллирования листового стекла
Способ ремонта элементов остекления летательных аппаратов из органического стекла
Способ формования оптических сложнопрофильных изделий
Способ формования изделий из полимерных материалов

