Результат интеллектуальной деятельности: Устройство для сварки полым термоэмиссионным катодом
Вид РИД
Изобретение
Изобретение относится к области сварки, а именно, к устройствам для сварки полым термоэмиссионным катодом и может быть использовано для сварки полых корпусных деталей и панелей из титановых, ниобиевых и жаропрочных сплавов.
Используемое в настоящее время сварочное оборудование для сварки полым термоэмиссионным катодом не обеспечивают стабильного поддержания плазменной сварочной дуги в течение всего процесса сварки, что обуславливает снижение качества получаемых изделий.
Так, например, известно устройство для сварки полым термоэмиссионным катодом, содержащее сварочную горелку с полым катодом, в котором размещен электрод, два источника питания, соединяемые с полым катодом и свариваемой деталью, блок подачи плазмообразующего газа.
(см. патент РФ на полезную модель №103507, кл. В23К 9/06, 2011 г.).
В результате анализа известного устройства необходимо отметить, что блок подачи плазмообразующего газа не обеспечивает стабильных параметров плазменной сварочной дуги в течение всего процесса сварки.
Известно устройство для сварки полым термоэмиссионным катодом, содержащее сварочную горелку с полым катодом и электродом, источник тока, блок подачи плазмообразующего газа в виде трубопровода, дозирующего устройства и емкости с плазмообразующим (инертным) газом
(см. журнал «Сварочное производство», №10, 1974 г. стр. 1-2) - наиболее близкий аналог.
В результате анализа известного устройства необходимо отметить, что оно, как и приведенное выше, нем обеспечивает стабильного поддержания плазменной сварочной дуги в течение всего процесса сварки, что обуславливает снижение качества получаемых сварных изделий.
Технический результат настоящего изобретения заключается в повышении качества сварки деталей за счет стабильного поддержания заданной формы разряда полого катода в течение всего процесса сварки.
Указанный технический результат обеспечивается тем, что в устройстве для сварки полым термоэмиссионным катодом, содержащем сварочную горелку с полым катодом и электродом, источник постоянного тока, основную емкость для плазмообразующего газа, соединенную посредством трубопровода, в который встроены дозатор и аппаратура для измерения давления плазмообразующего газа, с полостью сварочной горелки, новым является то, что устройство оснащено дополнительной емкостью для плазмообразующего газа, подсоединенной посредством трубопровода, в который встроены дозатор и аппаратура для измерения давления плазмообразующего газа, к трубопроводу подачи плазмообразующего газа от основной емкости в полость сварочной горелки, причем площадь поперечного сечения трубопровода, подведенного к дополнительной емкости выбирается исходя из следующей зависимости:
S2=(0,7-0,8) S1, где:
S1 - площадь поперечного сечения трубопровода, соединяющего основную емкость с полостью сварочной горелки;
S2 - площадь поперечного сечения трубопровода, подведенного к дополнительной емкости.
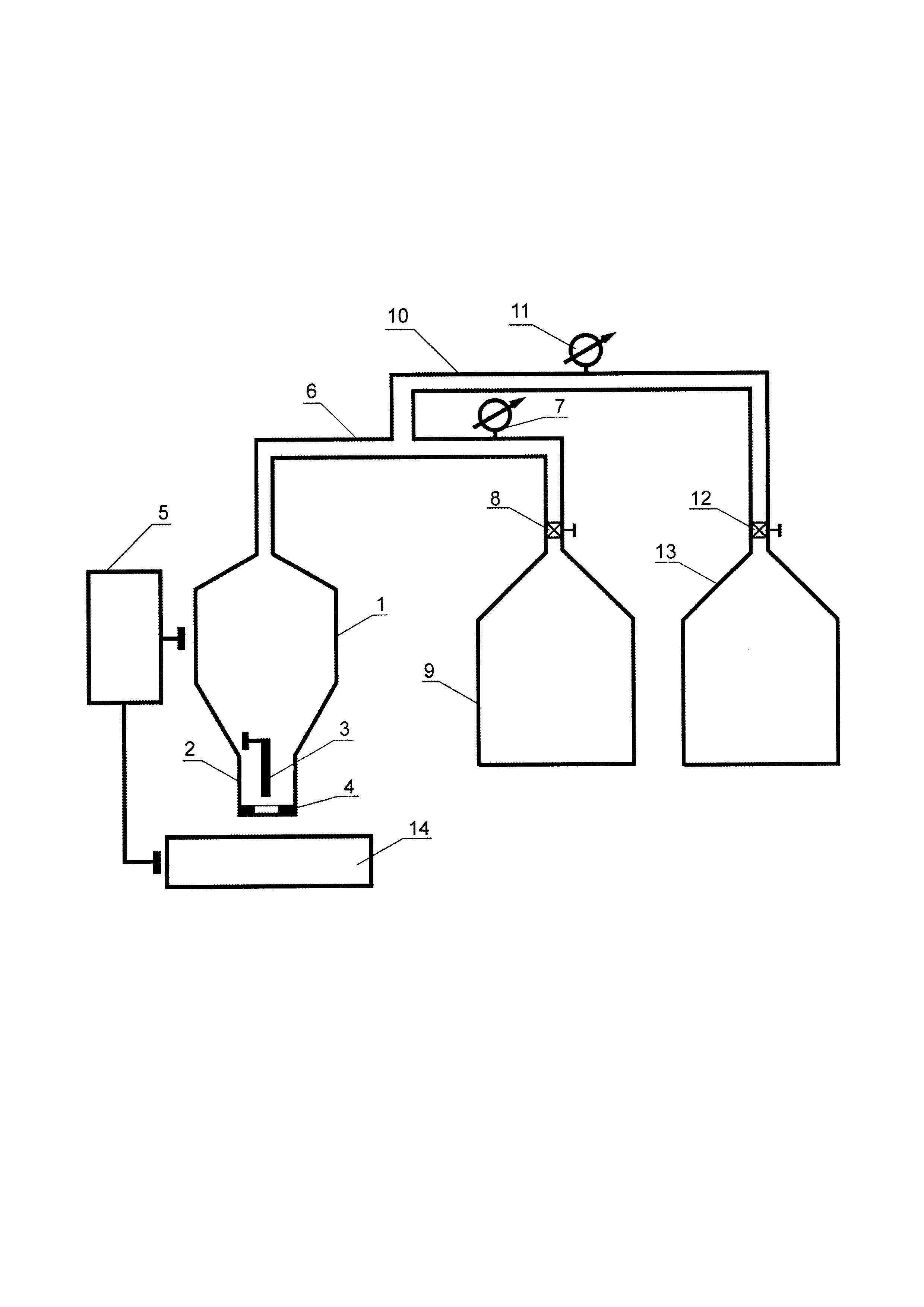
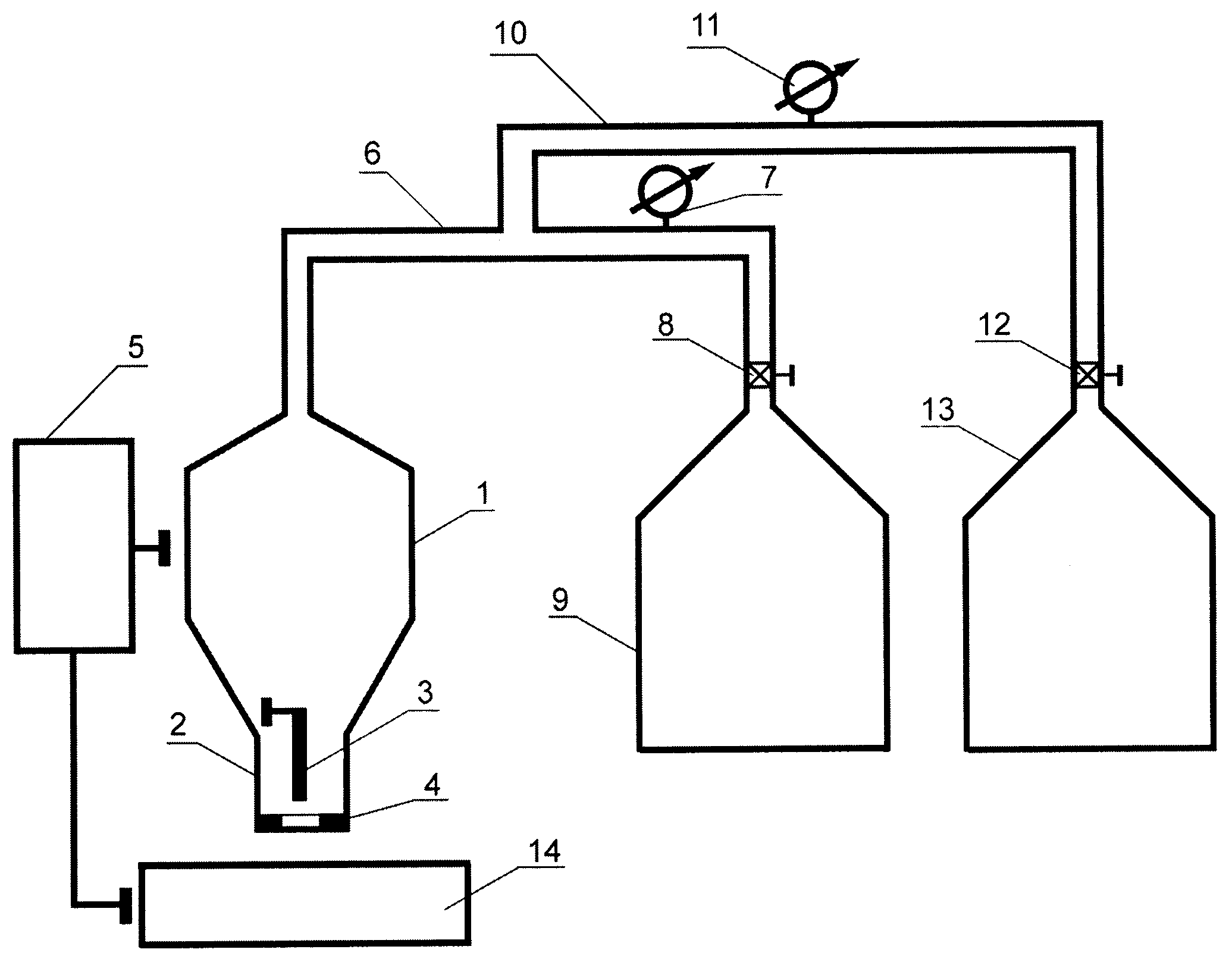
Сущность заявленного изобретения поясняется графическими материалами, на которых представлена схема устройства для сварки полым термоэмиссионным катодом.
Устройство для сварки полым термоэмиссионным катодом содержит сварочную горелку 1 с полым катодом 2, в котором размещен электрод 3. В отверстии полого катода 2 установлена диафрагма 4 с отверстием (позицией не обозначено).
Устройство оснащено источником 5 постоянного тока, имеющим возможность подсоединения к сварочной горелке и свариваемому изделию, образуя с ними замкнутую электрическую цепь.
Полость сварочной горелки 1 имеет возможность соединения посредством трубопровода 6, в который встроены измерительная аппаратура 7 и дозатор 8, с основной емкостью 9 для плазмообразующего газа.
К трубопроводу 6, между входом в сварочную горелку и измерительной аппаратурой 7, подведен трубопровод 10, в который встроены измерительная аппаратура 11 и дозатор 12, соединенный с дополнительной емкостью 13 для плазмообразующего газа.
Трубопровод 10 имеет площадь поперечного сечения (S2) меньшую, по сравнению с площадью поперечного сечения (S1) трубопровода 6.
Экспериментально установлено, что S2=(0,7-0,8) S1.
При значении S2 меньшем 0,7S1, наблюдается появление, так называемых «хлопков давления» плазмообразующего газа, что приводит к нестабильности параметров плазменной сварочной дуги и снижению качества сварки.
При значении S2 большем 0,8S1, снижается точность регулирования поступления плазмообразующего газа из дополнительной емкости 13.
Свариваемое изделие обозначено позицией 14.
Для комплектации устройства используются стандартные блоки и агрегаты. Измерительная аппаратура 7 и 11 предназначена для измерения давления плазмообразующего газа, поступающего из емкостей 9 и 13 и может представлять собой манометры.
Управление работой устройства может быть осуществлено как в ручном, так и в автоматическом режимах. При эксплуатации устройства в автоматическом режиме оно оснащается стандартным блоком управления (не показан).
Устройство для сварки полым термоэмиссионным катодом работает следующим образом.
Включают источник тока 5 и образуют электрическую цепь: источник тока 5 - электрод 3 - деталь 14. Из основной емкости 9 при открытом дозаторе 8 по трубопроводу 6 подают под давлением плазмообразующий газ в полость катода 2, где через направленное на свариваемый стык отверстие диафрагмы 4 возникает столб плазменного разряда (плазменная сварочная дуга) между электродом 3 и деталью 14, посредством которого и осуществляется сварка изделия.
В процессе сварки постоянное значение расхода плазмообразующего газа из емкости 9 осуществляют регулированием проходного сечения дозатора 8. По мере расхода плазмообразующего газа из емкости 9, давление в нем начинает падать и в этом момент открывают дозатор 12 и осуществляют подпитку плазмообразующего газа из емкости 13 по трубопроводу 10. Поддержание постоянного (или регулируемого по заданному закону) расхода плазмообразующего газа (отслеживается измерительной аппаратурой 7 и 11) осуществляется регулированием дозатора 10. Таким образом, использование дополнительной емкости позволяет обеспечить процесс сварки с поддержанием постоянных значений плазменной сварочной дуги, что позволяет обеспечить высокое качество сварки.
Выполнение трубопровода 10 размером площади поперечного сечения меньшей площади поперечного сечения трубопровода 6, создает дополнительный импульс давления в столбе плазменного разряда, что обеспечивает поддержание параметров плазменной сварочной дуги в течение всего процесса сварки, а, следовательно, повышает качество сварки.
Оправка для ротационной вытяжки полых изделий
Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов
Способ модифицирования жаропрочных сплавов и высоколегированных сталей
Устройство для преобразования вращательного движения в возвратно-поступательное
Устройство для регулирования хода рабочего органа
Способ гибки труб и станок для осуществления способа
Пресс для сферодинамической обработки обкатыванием
Дозатор порошковых материалов
Способ сферодинамического объемного наноструктурирования материалов и устройство для осуществления способа
Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов

