Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЛОТКА ИЗ ЛИСТОВОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение предлагает способ и устройство для глубокой вытяжки лотка из листового материала. Такие лотки являются пригодными для использования в качестве столовой посуды для одноразового применения или в качестве части термосвариваемой упаковки для продуктов, в частности, для пищевых продуктов.
Описание предшествующего уровня техники
Упаковочные лотки широко используются в качестве упаковок для свежих или готовых к употреблению пищевых продуктов. Лотки изготавливаются из волокнистых материалов, таких как покрытая полимером плотная бумага или картон, или металл, такой как алюминий, и закрываются термосвариваемой полимерной пленкой или крышкой из покрытого полимером картона. Полимерное покрытие предусматривается, чтобы сделать материал непроницаемым для жидкостей и газов, а также термосвариваемым. Срок хранения свежих пищевых продуктов является очень коротким, и часто требуется герметичное и воздухонепроницаемое уплотнение. Для некоторых пищевых продуктов также требуется достаточно жесткий упаковочный лоток.
Для изготовления лотка посредством глубокой вытяжки заготовка листового материала располагается между охватываемым и охватывающим формовочными инструментами, и формовочные инструменты затем перемещаются относительно друг друга, осуществляя формование лотка, который имеет дно и поднимающиеся вверх боковые стенки, окружающие дно.
Основные проблемы превращения заготовок в лотки представляют собой разрывы листового материала в течение глубокой вытяжки, а также регулирование образования складок картона в процессе формования лотка. Образование складок представляет собой недостаток материалов, в частности, бумаги, картона и металлов, которые имеют ограниченную пластичность и приспособляемость к формованию в процессе изготовления. Складки образуются, в частности, в углах лотков, имеющих обычно прямоугольную форму, но также вдоль боковых стенок и краевого фланца круглых и овальных лотков.
Задача предшествующего уровня техники заключалась в том, чтобы полностью предотвращать образование складок. Еще один подход заключается в том, чтобы допускать образование складок, но регулировать его посредством предварительно изготавливаемых линий сгиба, которые определяют положение изгибов, которым подвергается материал, когда он вытягивается и приобретает форму лотка. Однако в существующих процессах глубокой вытяжки образование складок материала проявляет тенденцию к нерегулярности, и получаются лотки, которые имеют неудовлетворительный и непривлекательный внешний вид.
Примеры лотков и соответствующих герметических крышек представляет GB 2123786 A. Прессование покрытого сложным полиэфиром картонного материала для изготовления контейнера в форме лотка производит морщины (складки), проходящие от углов боковых стенок к краевому фланцу лотка. Пленочное покрытие термически приваривается к краевому фланцу, образуя герметичную упаковку.
US 4026458 представляет прямоугольный контейнер, изготовленный посредством глубокой вытяжки из покрытой полимером картонной заготовки, согнутой для образования гофрированных складок в углах боковых стенок и у краевого фланца контейнера. Формовочные инструменты для глубокой вытяжки включают верхний сердечник и нижнюю форму, которые могут двигаться по отношению друг к другу для втягивания заготовки в форму, чтобы осуществлять формование контейнера.
EP 1115572 B1 решает потенциальную проблему протекания герметичных упаковок, включающих бумажный контейнер с линиями сгиба (складками) в углах и крышку, которая термически приваривается к кольцевому краю (фланцу) контейнера. Данный патент предлагает использование покровного слоя, имеющего минимальную толщину и способного выравнивать любые неровности в углах, и в результате этого предотвращается протекание через складки.
Патентная заявка FI 20125304 предлагает решение проблемы складок посредством постепенного формования боковых стенок на одной или нескольких технологических стадиях, и сформованные таким способом боковые стенки лотка имеют концентрический ступенчатый профиль вокруг дна лотка. Задача заключается в том, чтобы полностью предотвратить образование складок материала.
US 4246223 предлагает регулирование образования складок посредством производства картонного материала с предварительно изготовленными линиями сгиба, которые сокращаются и закрываются, когда заготовка из материала превращается в лоток. Согласно этому документу, линии сгиба могут быть изготовлены посредством резания или с помощью лазерного устройства.
Следующая проблема формовочных инструментов предшествующего уровня техники заключается в том, что поскольку размер лотка может изменяться, для каждого размера требуется свой собственный инструмент, без возможности приспособления, например, к различным значениям глубины лотка. Это также относится к толщине используемого листового материала; изменение толщины материала также вызывает изменение рабочих инструментов.
Предшествующий уровень техники согласно WO 2010/018306 описывает систему формовочных инструментов, в которой глубина контейнера на картонной основе может изменяться посредством разъемного присоединения к полости формы охватывающего формовочного инструмента вставки, которая образует новое дно для полости и, таким образом, уменьшает глубину полости и, соответственно, глубину изготавливаемого контейнера.
Задачи и сущность изобретения
Задача настоящего изобретения представляет собой улучшение регулирования образования складок листового материала посредством нового способа и устройства для формования лотка в процессе глубокой вытяжки. Способ согласно настоящему изобретению включает:
(i) обеспечение на листовом материале линий сгиба в поперечном направлении по отношению к периферии изготавливаемого лотка,
(ii) помещение согнутого листового материала между охватывающим формовочным инструментом, который включает полость для формования дна лотка снаружи, и охватываемым формовочным инструментом, который включает плунжер для формования дна лотка изнутри,
(iii) зажим листового материала вдоль вышеупомянутой периферии лотка посредством охватывающего и охватываемого формовочных инструментов для удерживания материала в течение стадия глубокой вытяжки, и
(iv) перемещение плунжера по отношению к полости для формования лотка, и при этом между дном полости и поверхностью сопряжения зажима по меньшей мере один из охватываемого и охватывающего формовочных инструментов располагают на расстоянии в боковом направлении от листового материала, что позволяет линиям сгиба определять образование складок листового материала, образующего боковую стенку лотка, в открытом пространстве, создаваемом вышеупомянутым по меньшей мере одним расположенным на расстоянии в боковом направлении формовочным инструментом.
Устройство согласно настоящему изобретению для глубокой вытяжки лотка из листового материала, включает:
(i) приспособление для обеспечения линий сгиба на листовом материале,
(ii) охватывающий формовочный инструмент, который включает полость для формования дна лотка снаружи,
(iii) охватываемый формовочный инструмент, который включает плунжер для формования дна лотка изнутри, причем плунжер является подвижным по отношению к полости для формования лотка, и
(iv) зажимы с поверхностью сопряжения для удерживания листового материала и формования краевого фланца лотка,
причем в пределах вертикального пространства между дном полости и поверхностью сопряжения зажима охватываемый и охватывающий формовочные инструменты расположены на расстоянии в боковом направлении друг от друга, обеспечивая открытое пространство для формования боковой стенки лотка.
Согласно настоящему изобретению регулирование образования складок в боковых стенках лотка улучшается посредством установления между дном полости и поверхностью сопряжения зажима по меньшей мере одного из охватываемого и охватывающего формовочных инструментов в боковом направлении на расстоянии от листового материала, таким образом, что обеспечивается свободное формование боковой стенки лотка. Например, охватываемый формовочный инструмент может включать разделительные пластины, расположенные за плунжером и на расстоянии в боковом направлении от листового материала, и, таким образом, остается свободное открытое пространство внутри от боковой стенки изготавливаемого лотка. Предпочтительно, охватываемый и охватывающий формовочные инструменты одновременно находятся на расстоянии в боковом направлении от листового материала таким образом, что остается свободное открытое пространство до обеих сторон боковой стенки изготавливаемого лотка.
Преимущество вышеупомянутых вариантов осуществления заключается в том, что поверхности формовочных инструментов, как правило, неплотно прилегают к тонкому листовому материалу, препятствуя сокращению листового материала и началу образования складок, и даже принудительно растягивая материал с риском разрыва, но открытое пространство позволяет листовому материалу приспосабливаться к формованию без усилий. Что касается складок, открытое пространство обеспечивает их свободное образование без сжатия, производящего неправильный и непривлекательный внешний вид, как в случае плотно прилегающих формовочных инструментов согласно предшествующему уровню техники.
Использование разделительных пластин для удаления охватываемого формовочного инструмента от листового материала также способствует регулированию положения плунжера по отношению к охватывающему формовочному инструменту. За счет того, что даже полость охватывающего формовочного инструмента становится регулируемой, может изменяться глубина изготавливаемого лотка.
Согласно варианту осуществления настоящего изобретения, охватывающий формовочный инструмент имеет нижнюю пластину полость, которая может подниматься посредство разделительных пластин, установленных ниже вышеупомянутой нижней пластины. Глубина лотка может, таким образом, увеличиваться посредством введения дополнительных разделительных пластин в охватываемый формовочный инструмент и посредством удаления разделительных пластин из охватывающего формовочного инструмента, т. е. из-под нижней пластины, соответственно. Естественно, когда глубина лотка уменьшается должны осуществляться противоположные действия.
Согласно еще одному варианту осуществления настоящего изобретения, в охватывающем формовочном инструменте присутствует по меньшей мере один винт, чтобы регулировать расстояние до поверхности сопряжения зажима. Такой винт, таким образом, заменяет вышеупомянутые разделительные пластины под нижней пластиной. Винт может присоединять дно полости к зажиму на нижней поверхности краевого фланца лотка. Таким образом, устройство может легко и точно приспосабливаться к небольшим различиям толщины листового материала без необходимости добавления или удаления каких-либо частей из конструкции.
Линии сгиба предпочтительно изготавливают посредством прессования листового материала. Прессование не ослабляет материал и не разрушает полимерное покрытие, требуемое для обеспечения непроницаемости по отношению к жидкостям и газам. Однако, если такие свойства не являются приоритетными, линии сгиба могут также изготавливаться посредством механического или лазерного резания.
Пригодные для использования материалы лотков включают волокнистые материалы, такие как бумага, плотная бумага и картон, предпочтительно содержащие экструдированное покрытие из термосвариваемого полимера. Многослойные покрытия из различных полимеров могут присутствовать для оптимизации свойств термосваривания и непроницаемости по отношению к жидкостям и газам. Подходящие для покрытия полимеры включают полиэтилен (PE) и полипропилен (PP) для термосвариваемости и полиэтилентерефталат (PET), сополимер этилена и винилового спирта (EVOH) и полиамид (PA) для непроницаемости. PET представляет собой полимер, пригодный для выбора в целях упаковки пищевых продуктов, разогреваемых в печи. Кроме того, подходящие материалы для лотка включают металлы, такие как алюминий, покрытая металлической фольгой бумага или картон, а также композиционные материалы, содержащие металлы и полимеры. Металл является пригодным для использования в целях создания эффективной непроницаемости, а также пригодности для разогревания в печи. Композиционный материал, содержащий слои металла (алюминия) и PET, усиливает термосвариваемость, сохраняя при этом пригодность для разогревания в печи вследствие высокой температуры плавления PET.
Толщина листового материала, используемого согласно настоящему изобретению, может изменяться без необходимости изменения или модификации формовочных инструментов. Для материалов на основе волокон поверхностная плотность материала может находиться в интервале от 50 до 1000 г/м2, предпочтительно от 100 до 600 г/м2 и предпочтительнее от 170 до 450 г/м2.
Настоящее изобретение применяется к производству способом глубокой вытяжки лотков для разнообразных целей. Соответствующие применения включают столовую посуду для одноразового применения и, в частности, лотки различной глубины в качестве для упаковок для пищевых продуктов, которые закрываются термосвариваемой крышкой. Крышка может представлять собой полимерную пленку, покрытую полимером бумагу или картон, или композиционный материал, содержащий металл и полимер. Герметизирующий полимер может выбираться для легкой отслаиваемости крышки при открывании упаковки.
Краткое описание чертежей
Настоящее изобретение проиллюстрировано посредством примеров, представленных на чертежах, в числе которых:
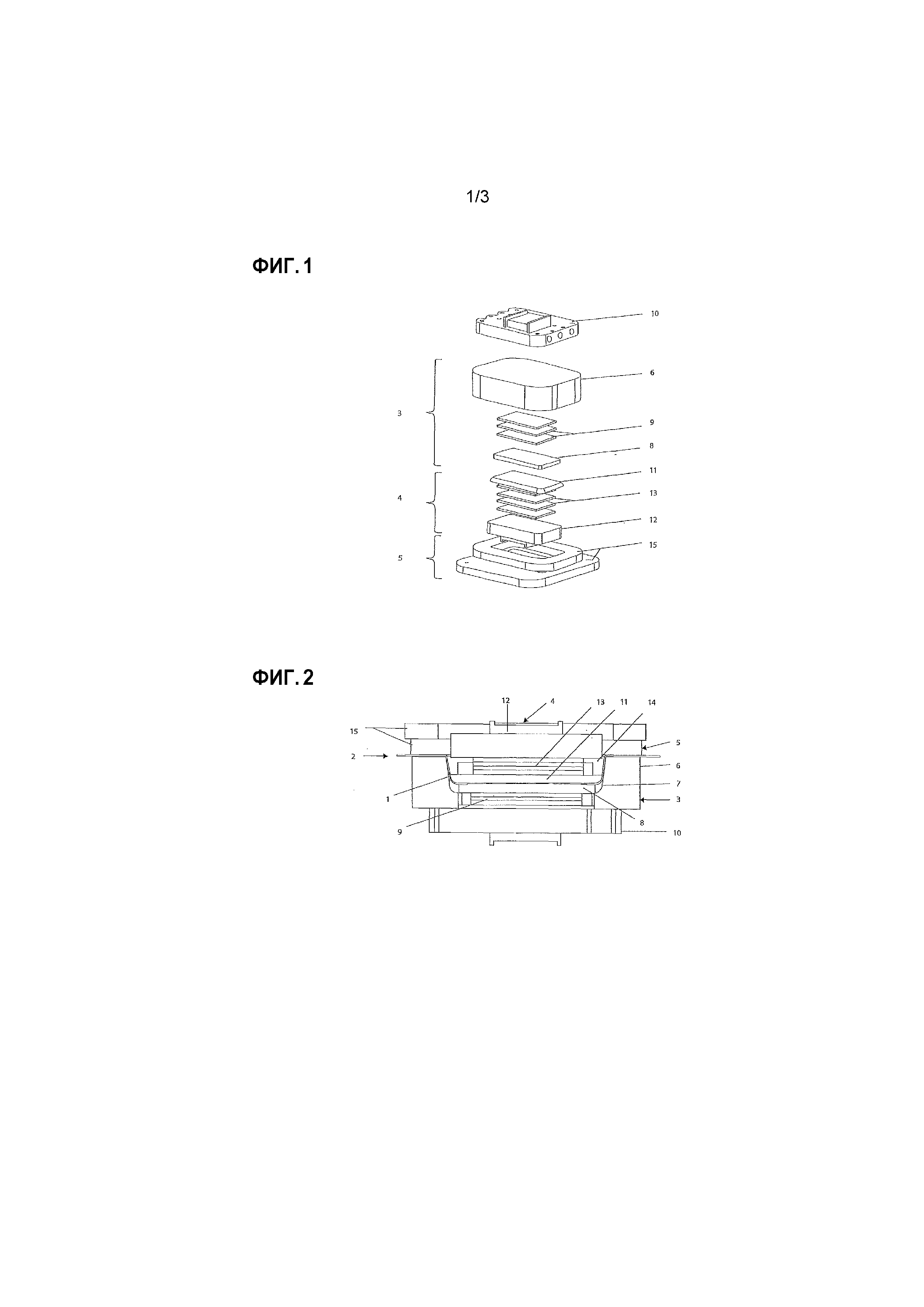
фиг.1 представляет устройство согласно настоящему изобретению в покомпонентном изображении,
фиг.2 представляет заготовку листового материала, втягиваемую и превращаемую в лоток в устройстве на фиг.1,
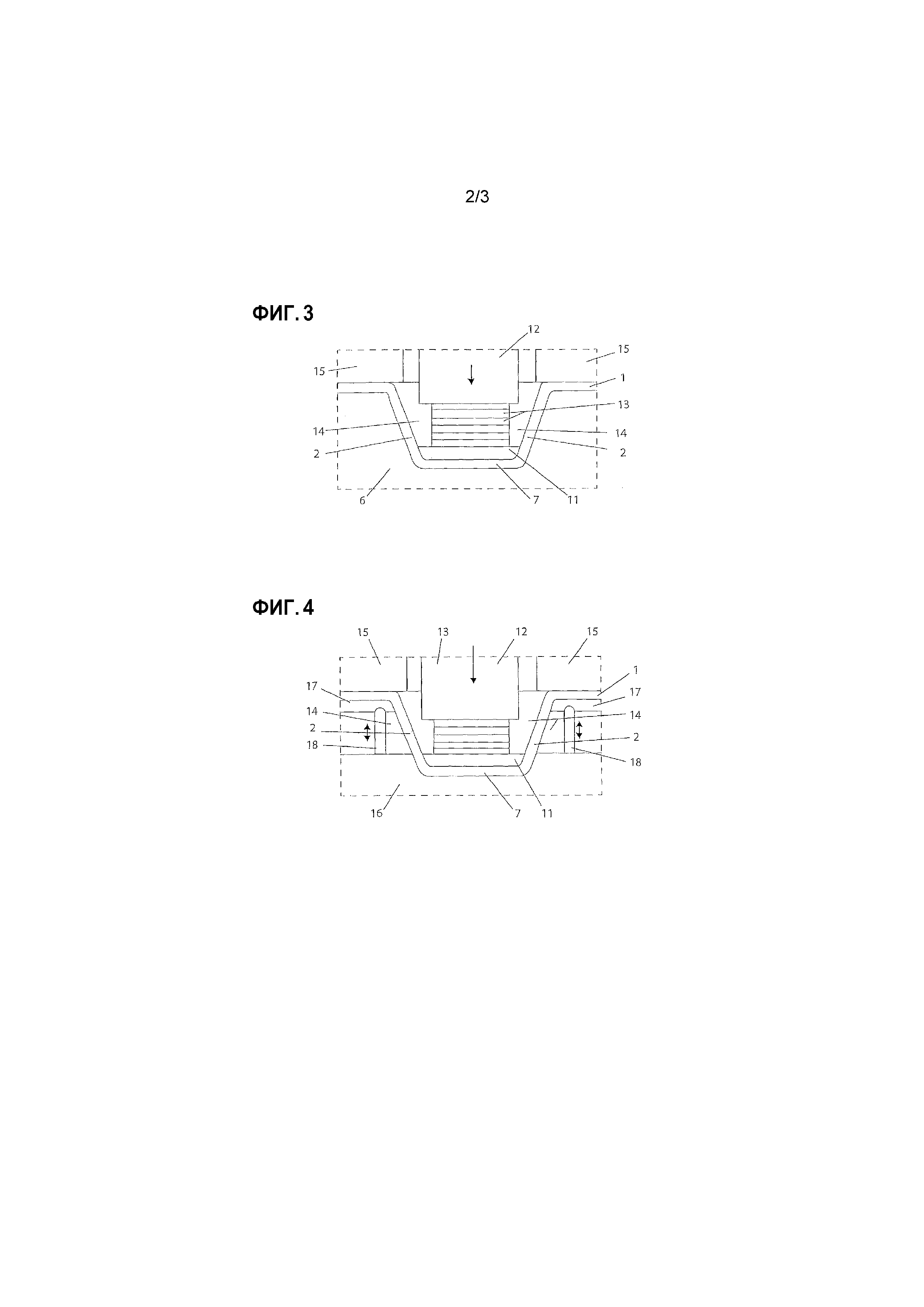
фиг.3 представляет изготовленный глубокой вытяжкой лоток и части устройства согласно другому варианту осуществления настоящего изобретения,
фиг.4 представляет изготовленный глубокой вытяжкой лоток и части устройства согласно третьему варианту осуществления настоящего изобретения,
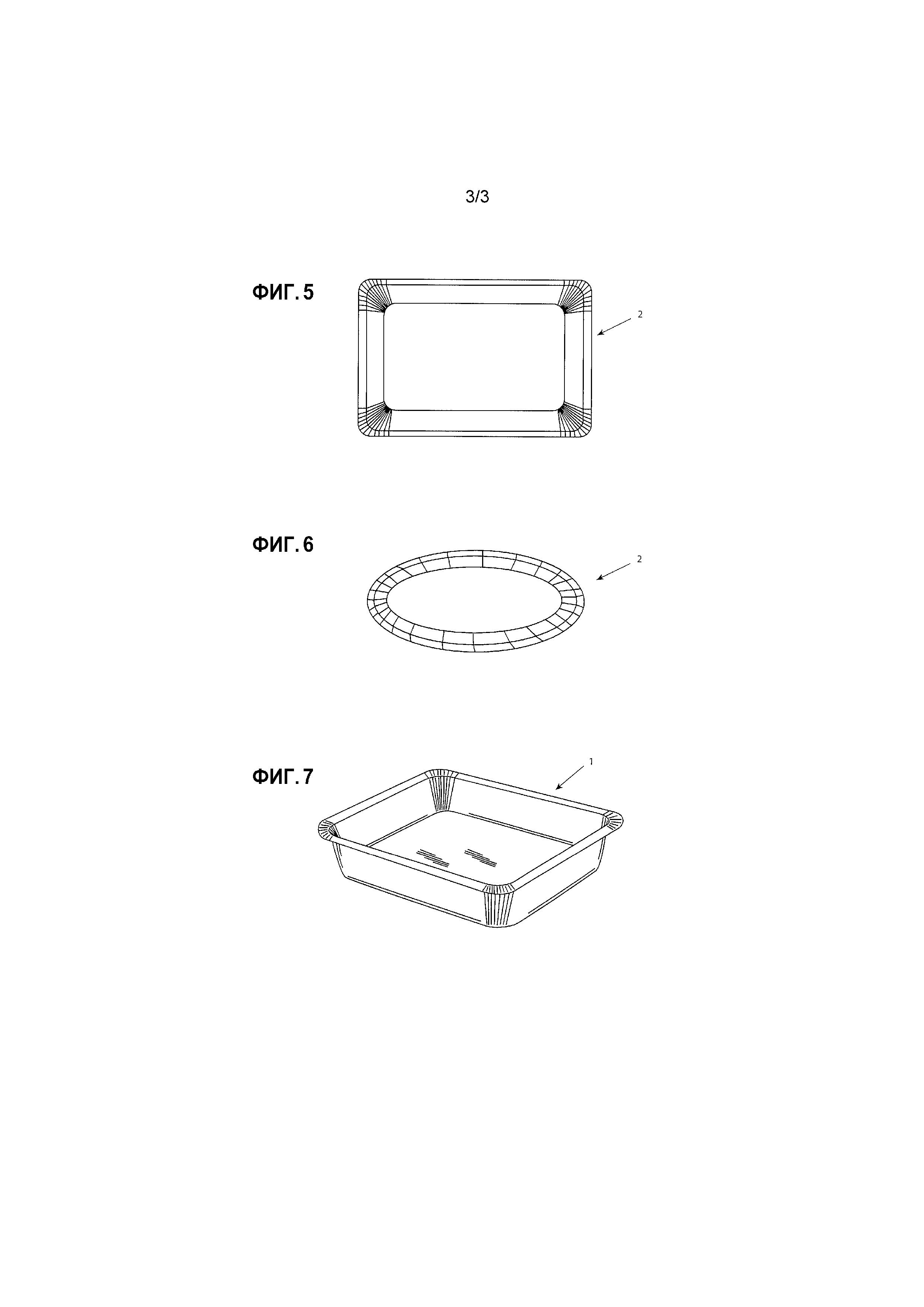
фиг.5 и 6 представляют заготовки листового материала с нанесенными прессованием линиями сгиба, и
фиг.7 представляет прямоугольный лоток, изготовленный способом глубокой вытяжки из заготовки на фиг.5.
Подробное описание
Устройство, представленное на чертежах, производит упаковочный лоток 1 из заготовки листового материала 2 посредством операции глубокой вытяжки. Листовой материал может представлять собой непокрытый картон или бумагу, покрытый полимером картон или бумагу, покрытый металлической фольгой картон или бумагу, возможно с дополнительными расходами на полимер или металл, или композиционный материал из металла и полимера.
Заготовки листового материала 2 представлены на фиг.5 и 6. Заготовка 2 на фиг.5 представляет собой плоский прямоугольный кусок материала, который является подходящим для формования прямоугольного лотка 1 согласно фиг.7. Заготовка 2 на фиг.5 представляет собой плоский овальный кусок материала, который является пригодным для формования овального лотка. На заготовки нанесены путем прессования линии сгиба, проходящие в поперечном направлении по отношению к периферии заготовки. Прямоугольная заготовка на фиг.5 имеет линии сгиба только в углах, в то время как овальная заготовка на фиг.6 имеет линии сгиба, проходящие по всей ее периферии. Операция прессования, необходимая для изготовления линий сгиба, является известной из предшествующего уровня техники и не описывается подробно в настоящем документе.
Альтернативный способ изготовления линий сгиба на заготовках листового материала представляет собой механическое или лазерное резание, которое регулируется таким образом, чтобы осуществлять локальное резание материала без его перфорации.
Устройство, которое представлено на фиг.1 и 2, включает, в качестве своих основных частей, охватывающий формовочный инструмент 3 для формования лотка снаружи, охватываемый формовочный инструмент 4 для формования лотка изнутри, и зажимное приспособление 5 для удерживания заготовки листового материала в течение операции глубокой вытяжки и формования краевого фланца лотка.
Охватывающий формовочный инструмент 3 включает рамку 6 с полостью 7, которая в основном соответствует форме изготавливаемого лотка 1. Согласно варианту осуществления, который представлен на фиг.1 и 2, здесь присутствует отдельная нижняя пластина 8, установленная в полости 7, которая может подниматься посредством разделительных пластин 9 для уменьшения глубины изготавливаемого лотка. Однако разделительные пластины 9 могут удаляться таким образом, что нижняя пластина 8 будет находиться на одном уровне с дном полости 7, и в результате этого форма и глубина лотка 1 будут определяться только рамкой 6.
Под рамкой 6 охватывающего формовочного инструмента 3 находится нагревательный блок 10.
Охватываемый формовочный инструмент 4 включает плунжерную пластину 11 для формования дна лотка 1 изнутри, часть корпуса 12, которая является подвижной по отношению к отватывающему формовочному инструменту 3, который предпочтительно сохраняет стационарное положение в течение операции глубокой вытяжки. Ряд разделительных пластин 13 располагаются между плунжерной пластиной 11 и частью корпуса 12, чтобы между ними существовало расстояние. Посредством вертикального движения охватываемый формовочного инструмента 4 плунжерная пластина 11 вдавливает заготовку 2 листового материала в полость 7 охватывающего формовочного инструмента 3, чтобы придать материалу форму, которая определяется нижней пластиной 8 и боковыми стенками полости.
Отличительная особенность разделительных пластин 13 охватываемого формовочного инструмента 4 заключается в том, что они имеют меньшую ширину, чем горизонтальное поперечное сечение лотка 3, таким образом, что свободное пространство 14, окружающее пакет пластин 13, остается между пластинами и боковыми стенками изготавливаемого лотка. Таким образом, обеспечивается свободное формование боковых стенок лотка с регулируемым образованием складок в углах лотка и предотвращением разрыва листового материала.
Зажимные приспособления 5 включают рамки 15, которые окружают часть корпуса 12 охватываемого формовочного инструмента 4 и являются подвижными в вертикальном направлении независимо от последнего. Согласно варианту осуществления, представленному на фиг.1 и 2, рамки 15 образуют верхний зажимный инструмент, в то время как рамка 6 охватывающего формовочного инструмента 3 служит в качестве нижнего зажимного инструмента. Зажимные инструменты 15, 6 имеют поверхность взаимного сопряжения, которая удерживает край заготовки 2 на месте в течение операции зажима, и, таким образом, осуществляется формование плоского краевого фланца изготавливаемого лотка 1.
Устройство на фиг.1 и 2 работает за счет того, что, прежде всего, регулируется положение нижней пластины 8 охватывающего формовочного инструмента 3, чтобы соответствовать желательной глубине лотка 1, посредством установки снизу соответствующего числа разделительных пластин 9. Затем заготовка 2 листового материала с предварительно нанесенными линиями сгиба пропускается между охватывающим и охватываемыми формовочными инструментами 3, 4, которые совместно с зажимными приспособлениями 5 находятся на расстоянии друг от друга. Зажимные рамки 15 затем прикладываются к рамке 6 охватывающего формовочного инструмента 3 таким образом, что зажимается край заготовки 2 на месте для операции глубокой вытяжки. Наконец, часть корпуса 12 охватываемого формовочного инструмента 4, вместе с плунжерной пластиной 11 и разделительными пластинами 13, перемещается вниз с плунжерной пластиной, входящей в полость 7 и прижимающей заготовку 2 к нижней пластине 8 охватывающего формовочного инструмента 3. Дно лотка 3 будет соответствовать форме плунжерной пластины 11, причем стороны лотка имеют пространство для свободного формования и создания равномерно образованных складок без непривлекательных сжатий и трещин.
Вариант осуществления на фиг.3 представляет собой упрощение варианта на фиг.2 в том, что здесь отсутствуют отдельная нижняя пластина и разделительные пластины в охватывающем формовочном инструменте 3, но в последнем только полость 7 определяет общую форму и глубину изготавливаемого лотка 1. Плунжерная пластина 11 и разделительные пластины 13 охватываемого формовочного инструмента 4 являются аналогичными соответствующим пластинам на фиг.1 и 2. Это также применяется к зажимным приспособлениям 15.
Вариант осуществления на фиг.4 включает охватываемый формовочный инструмент 4 и верхние зажимные приспособления, аналогичные соответствующим деталям согласно предшествующим вариантам осуществления на фиг.2 и 3. Однако охватывающий формовочный инструмент 3 отличается. Здесь присутствует нижняя часть 16 рамки, которая имеет полость 7, соответствующую по форме дну изготавливаемого лотка 1. Нижняя зажимная рамка 17 присоединяется нижней части 16 рамки посредством резьбовых винтов 18, которые используются для точного регулирования расстояния между частями 16, 17 и, соответственно, глубины конечного лотка 1. Следующая значительная отличительная особенность заключается в том, что здесь присутствует большое свободное пространство по обеим сторонам боковых стенок лотка, и, таким образом, увеличивается пространство для свободного формования боковых стенок.
Способ образования упаковки и упаковка
Способ и устройство для создания проводящего рисунка на плоской изолирующей подложке, плоская изолирующая подложка и чипсет
Устойчивый к растворителям упаковочный картон для жидкостей, способ его изготовления, применение и стакан для питья, изготовленный из такого картона
Способ получения олефиновых мономеров из биологических масел
Упаковка для готовых пищевых продуктов
Способ изготовления микрофибриллированной целлюлозы и изготовленная микрофибриллированная целлюлоза
Способ изготовления микрофибриллированной целлюлозы
Способ получения бумаги
Способ изготовления микрофибриллированой целлюлозы
Бумажная или картонная подложка, способ изготовления подложки и упаковка, сформированная из подложки
Способ получения олефиновых мономеров из биологических масел
Способ и реактор для примешивания одного или более химических веществ в поток технологической жидкости
Способ превращения альфа-пинена в пара-цимол с использованием цеолитового катализатора
Водородная обработка неочищенного талового масла для получения ароматических мономеров
Втулка рулона с меткой
Способ контроля удержания и промежуточный продукт, используемый в способе
Способы деоксигенации таллового масла и получения из него полимеризуемых мономеров
Бумажный поддон глубокой вытяжки, способ и устройство (варианты ) для изготовления такого поддона и продуктовая упаковка с таким поддоном
Способ и устройство для изготовления глубокотянутого лотка из листового материала
Способы деоксигенирования материала на биологической основе и получения терефталевой кислоты на биологической основе и олефиновых мономеров

