Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГЛУБОКОТЯНУТОГО ЛОТКА ИЗ ЛИСТОВОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для изготовления глубокотянутого лотка из волокнистого листового материала, такого как бумага, картон или картон с полимерным покрытием. Изобретение также относится к применению лотка, изготовленного с использованием упомянутого способа или устройства. Более точно, изобретение относится к неглубокому лотку из бумаги или картона, который может являться частью термосвариваемой непроницаемой для газов и жидкостей упаковки для пищевых продуктов.
Описание уровня техники
Упаковочные лотки широко применяются для упаковывания свежих или готовых к употреблению пищевых продуктов. Лоток может быть изготовлен из термосвариваемого картона или плотной бумаги с полимерным покрытием и закрыт термосвариваемой полимерной пленкой или крышкой из картона с полимерным покрытием. Поскольку свежие пищевые продукты имеют очень малый срок хранения, часто требуется их непромокаемое и воздухонепроницаемое упаковывание. Для некоторых пищевых продуктов также требуется довольно жесткий упаковочный лоток.
Для изготовления бумажного или картонного лотка методом глубокой вытяжки помещают заготовку из бумаги или картона между охватываемой и охватывающей пресс-формами, и затем перемещают пресс-формы относительно друг друга, чтобы сформировать лоток, который имеет дно и вертикальные боковые стенки, окружающие дно.
Основные сложности изготовления контейнеров и лотков из заготовок связаны с разрывом подложки во время вытяжки и неравномерностью верхней краевой поверхности или кромки лотка из-за образования складок картона при формировании лотка. Такие складки образуются в особенности в углах лотков в целом прямоугольной формы, но также вдоль боковых стенок и кромки круглых и овальных лотков. Складки затрудняют непроницаемое для жидкостей и воздуха уплотнение упаковки, что способствует образованию утечек между кромкой лотка и краем крышки, которой он герметично закрыт.
Один из примеров известных из техники лотков и герметичных крышек описан в патенте GB 2123786 А. В результате прессования контейнера в форме лотка из покрытого сложным полиэфиром картона образуются складки, проходящие от угловых стенок до кромки лотка. С целью обеспечения непроницаемой упаковки к кромке путем термосваривания прикреплена пленочная крышка, повторяющая такие неровности поверхности кромки.
В патенте US 4026458 описан прямоугольный контейнер, изготовленный методом глубокой вытяжки из картонной заготовки с полимерным покрытием, смятой с целью формирования складок в области угловых стенок и кромки контейнера. Пресс-формы для изготовления глубокотянутого лотка содержат верхнюю оправку и нижний шаблон, которые могут перемещаться относительно друг друга для вытяжки заготовки на шаблоне и придания ей формы контейнера. Хотя в патенте US 4026458 не описано укупоривание контейнера, очевидно, что для получения герметичной упаковки к кромке контейнера путем термосваривания может быть прикреплена полимерная или покрытая полимером крышка.
В патенте ЕР 1115572 В1 решается задача предотвращения возможного протекания закрытых упаковок, представляющих собой бумажный контейнер с линиями сгиба (складками) в углах и крышку, путем термосваривания прикрепленную к кольцевой кромке контейнера. Предложено применение слоя покрытия минимальной толщины, способного сглаживать любые неровности в углах и тем самым предотвращать протекание через складки. Тем не менее, не приведены какие-либо подробности, касающиеся материалов покрытия и толщины слоя.
Одним из известных решений задачи, связанной с образованием складок, является предварительное нанесение на материал заготовки линий насечки, которые сжимаются и смыкаются по мере формирования лотка из материала заготовки. Такие линии насечки могут наноситься режущими средствами или лазером. Одним из известных из уровня техники примеров применения таких насечек является патент US 4246223.
В заявке FI 20125304 описано решение задачи, связанной с образованием складок, путем формирования вокруг дна лотка боковых стенок с концентрическим ступенчатым профилем на одной или множестве стадий. Решение отчасти состоит в том, что разбивают вертикальную линию деформации, по которой в противном случае образуются складки, на участки, достаточно короткие для того, чтобы бумага могла приспособиться к усилию изгиба без образования складок. Длина таких участков или высота ступеней боковых стенок лоток может варьировать в зависимости от используемого бумажного материала, но в случае обычного картона или плотной бумаги составляет максимально порядка около 6 мм.
Одним из дополнительных недостатков известных пресс-форм является то, что при изменении размера лотка в каждом случае требуются соответствующие пресс-формы без возможности их приспособления, например, к различным глубинам лотка. Это же касается толщины используемого листового материала, при изменении которой также требуется заменять пресс-формы.
В заявке WO 2010/018306 описана система пресс-форм с возможностью изменять глубину картонного контейнера путем установки в полости охватывающей пресс-формы съемного вкладыша, образующего новое дно полости и тем самым уменьшающего ее глубину и, соответственно, глубину формируемого контейнера.
Задачи и краткое изложение сущности изобретения
В основу настоящего изобретения положена задача преодоления описанных выше недостатков путем создания нового способа и устройства для изготовления глубокотянутого лотка из волокнистого материала.
Способ согласно изобретению включает:
(i) помещение листового материала между охватывающей пресс-формой с полостью для формирования дна лотка снаружи и охватываемой пресс-формой с плунжерной плитой для формирования дна лотка изнутри,
(ii) фиксацию листового материала по окружности охватывающей и охватываемой пресс-форм с целью его удерживания на стадии глубокой вытяжки, и
(iii) перемещение плунжерной плиты относительно полости с целью формирования лотка, при этом для обеспечения свободного формирования боковых стенок лотка без складок по меньшей мере охватываемая или охватывающая пресс-форма отстоит на определенное расстояние в боковом направлении от листового материала между дном полости и поверхностью контакта зажимов.
Устройство согласно изобретению для изготовления глубокотянутого лотка из волокнистого листового материала содержит
(i) охватывающую пресс-форму с полостью для формирования дна лотка снаружи,
(ii) охватываемую пресс-форму с плунжерной плитой для формирования дна лотка изнутри, способную перемещаться относительно полости с целью формирования лотка, и
(iii) зажимы с поверхностью контакта для удерживания листового материала и формирования кромки лотка,
при этом для обеспечения свободного формирования боковой стенки лотка охватываемая и охватывающая пресс-формы отстоят на определенное расстояние друг от друга в боковом направлении в вертикальном интервале между дном полости и поверхностью контакта зажимов.
В соответствии с изобретением образование складок на боковых стенках и кромках лотка предотвращается за счет размещения между дном полости и поверхностью контакта зажимов по меньшей мере охватываемой или охватывающей пресс-формы, отстоящей на определенное расстояние в боковом направлении от листового материала, для обеспечения свободного формирования боковой стенки лотка. Например, охватываемая пресс-форма может содержать находящиеся сзади плунжерной плиты проставки, которые отстоят на определенное расстояние в боковом направлении от листового материала и тем самым оставляют свободное открытое пространство с внутренней стороны формируемой боковой стенки лотка.
Охватываемая и охватывающая пресс-формы предпочтительно отстоят на определенное расстояние в боковом направлении от листового материала и тем самым оставляют свободное открытое пространство с обеих сторон формируемой боковой стенки лотка. Преимущество описанных вариантов осуществления состоит в том, что поверхности пресс-форм не пригнаны плотно к тонкому листовому материалу, как обычно, что заставляет материал растягиваться, и приводит к появлению разрывов, при этом открытое пространство позволяет листовому материалу приспосабливаться к формованию без образования разрывов и складок и возникновения последующих сложностей с плотным укупориванием упаковок.
Применение проставок для обеспечения определенного расстояния между пресс-формой и листовым материалом также позволяет регулировать положение плунжерной плиты относительно охватывающей пресс-формы. За счет возможности регулирования даже полости охватывающей пресс-формы можно варьировать глубину формируемого лотка.
В одном из вариантов осуществления изобретения охватывающая пресс-форма имеет нижнюю плиту, которую можно поднимать за счет установленных под ней проставок. Таким образом, путем добавления проставок к охватываемой пресс-форме и, соответственно, извлечения проставок из охватывающей пресс-формы, т.е. из-под нижней плиты можно увеличивать глубину лотка. Разумеется, при уменьшении глубины лотка выполняется противоположная операция.
В другом варианте осуществления изобретения охватывающая пресс-форма снабжена по меньшей мере одним винтом для регулировки расстояния до поверхности контакта зажимов. Такой винт заменяет упомянутые проставки под нижней плитой. Винт может соединять дно полости и зажим с обратной стороны кромки лотка. За счет этого можно легко и точно приспосабливать устройство к небольшим различиям в толщине листового материала без необходимости добавлять или извлекать какие-либо части конструкции.
Волокнистым листовым материалом, используемым в изобретении, может являться бумага, картон или плотная бумага. Такой волокнистый материал может не иметь покрытия или может иметь полимерное покрытие с одной или обеих сторон. В качестве альтернативы, может использоваться металлофольговая бумага или картон, возможно, с полимерным покрытием.
Изобретение особо применимо для изготовления упаковок в виде мелких (малой глубины) лотков для нарезанного ломтиками мяса, рыбы, сыра и других продуктов. Глубокая вытяжка может осуществляться на одной стадии с получением лотков без складок глубиной значительно более 6 мм, которая является предельной глубиной согласно FI 20125304.
Краткое описание чертежей
Изобретение в качестве примера проиллюстрировано на чертежах, на которых:
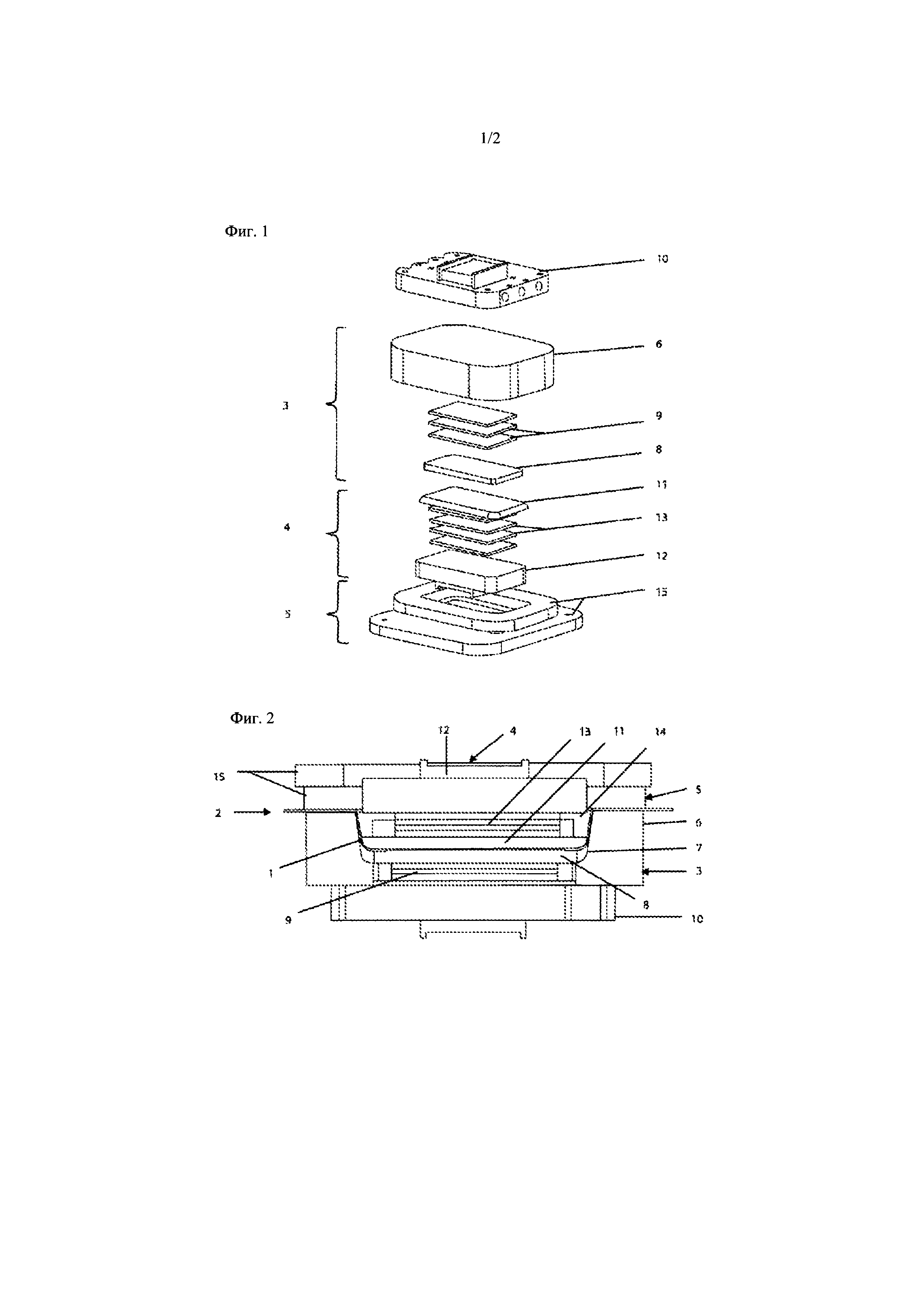
на фиг. 1 показан вид по частям устройства согласно изобретению,
на фиг. 2 показана заготовка листового материала, из которой вытянут лоток в устройстве, проиллюстрированном на фиг. 1,
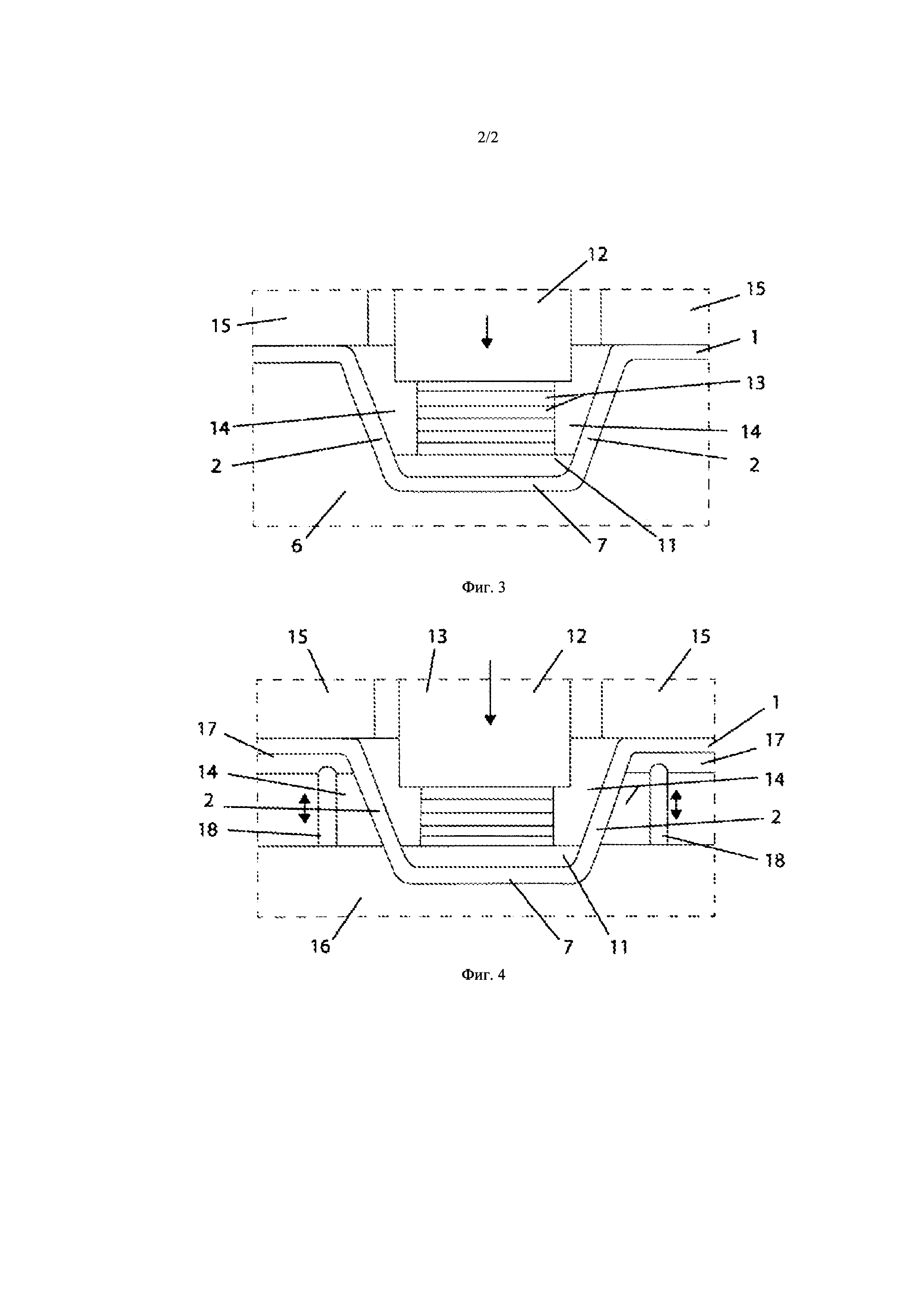
на фиг. 3 показан глубокотянутый лоток и части устройства согласно другому варианту осуществления изобретения, и
на фиг. 4 показан глубокотянутый лоток и части устройства согласно третьему варианту осуществления изобретения.
Подробное описание
В устройстве, показанном на чертежах, путем глубокой вытяжки формируют упаковочный лоток 1 из заготовки листового материала 2. Листовым материалом предпочтительно является картон или бумага с полимерным покрытием, но также может являться металлофольговый картон или бумага, возможно, с дополнительным полимерным покрытием, картон или бумага без покрытия или листовой или пленочный полимер.
Основными частями устройства, показанного на фиг. 1 и 2, являются охватывающая пресс-форма 3 для формования лотка снаружи, охватываемая пресс-форма 4 для формования лотка изнутри и зажимные средства 5 для удерживания заготовки листового материала во время глубокой вытяжки и формирования кромки лотка.
Охватывающая пресс-форма 3 содержит раму 6 с полостью 7, которая в целом соответствует форме изготавливаемого лотка 1. В варианте осуществления, проиллюстрированном на фиг. 1 и 2, в полости 7 установлена отдельная нижняя плита 8, которую можно поднимать с помощью проставок 9 для уменьшения глубины изготавливаемого лотка. Тем не менее, проставки 9 можно извлекать, чтобы нижняя плита 8 находилась на одном уровне с дном полости 7, и форма и глубина лотка 1 определялись только рамой 6.
Под рамой 6 охватывающей пресс-формы 3 находится нагревательный элемент 10.
Охватываемая пресс-форма 4 содержит плунжерную плиту 11 для формирования дна лотка 1 изнутри, корпусную деталь 12, способную перемещаться относительно охватывающей пресс-формы 3, которая предпочтительно является неподвижной во время глубокой вытяжки. Между плунжерной плитой 11 и корпусной деталью 12 находится несколько проставок 13 для обеспечения определенного расстояния между плунжерной плитой 11 и корпусной деталью 12. При вертикальном перемещении плунжерной плиты 11 охватываемой пресс-формы 4 заготовка 2 листового материала вдавливается в полость 7 охватывающей пресс-формы 3, и материал принимает форму, заданную нижней плитой 8 и боковыми стенками полости.
Одной из особенностей проставок 13 охватываемой пресс-формы 4 является их меньшая ширина, чем горизонтальное поперечное сечение лотка 3, в результате чего вокруг пакета проставок 13 остается свободное пространство 14 между проставками и боковыми стенками формируемого лотка. За счет этого обеспечивается свободное формирование боковых стенок лотка, и тем самым предотвращается разрыв листового материала и образование складок в углах лотка.
Зажимные средства 5 содержат рамы 15, которые окружают корпусную деталь 12 охватываемой пресс-формы 4 и способны вертикально перемещаться независимо от нее. В варианте осуществления, проиллюстрированном на фиг. 1 и 2, рамы 15 образуют верхнее зажимное приспособление, а рама 6 охватывающей пресс-формы 3 служит нижним зажимным приспособлением. Зажимные приспособления 15, 6 имеют общую поверхность контакта, которая удерживает край заготовки 2 на месте во время операции зажимания и тем самым формирует плоскую кромку изготавливаемого лотка 1.
Устройство, проиллюстрированное на фиг. 1 и 2, приводится в действие путем сначала регулировки положения нижней плиты 8 охватывающей пресс-формы 3 в соответствии с желаемой глубиной лотка 1 за счет установки под ней соответствующего числа проставок 9. Затем помещают заготовку 2 листового материала, такого как с картон полимерным покрытием, между охватывающей и охватываемой пресс-формами 3, 4, которые вместе с зажимными средствами 5 отстоят на определенное расстояние друг от друга. Затем прижимают зажимные рамы 15 к раме 6 охватывающей пресс-формы 3, чтобы зафиксировать на месте край заготовки 2 для глубокой вытяжки. Наконец, перемещают корпусную деталь 12 охватываемой пресс-формы 4 вместе с плунжерной плитой 11 и проставками 13 вниз, при этом плунжерная плита входит в полость 7 и прижимает заготовку 2 к нижней плите 8 охватывающей пресс-формы 3. Дно лотка 3 будет соответствовать форме плунжерной плиты 11, а у сторон лотка имеется припуск для свободного формирования, приобретения слегка волнистой конфигурации и тем самым предотвращения образования складок или разрывов. В частности, поскольку заготовка не имеет предварительно выполненных насечек или сгибов, а ее край зажат между зажимными приспособлениями 15, 6, обеспечивается формирование идеально плоских кромок готового лотка, за счет чего затем предотвращается протекание, когда лоток закрывают термосвариваемой пленкой или крышкой.
Вариант осуществления, проиллюстрированный на фиг. 3, является упрощенной разновидностью варианта осуществления, проиллюстрированного на фиг. 2, за счет того, что у охватывающей пресс-формы 3 отсутствует отдельная нижняя плита и проставки, и общую форму и глубину изготавливаемого лотка 1 определяет только полость 7. Плунжерная плита 11 и проставки 13 охватываемой пресс-формы 4 являются такими же, как на фиг. 1 и 2. Это также касается зажимных средств 15.
В варианте осуществления, проиллюстрированном на фиг. 4, предусмотрена такая же охватываемая пресс-форма 4 и верхние зажимные средства, как в предыдущих вариантах осуществления, проиллюстрированных на фиг. 2 и 3. Тем не менее, охватывающая пресс-форма 3 отличается. Предусмотрен нижний рамный элемент 16 с полостью 7, форма которой соответствует дну изготавливаемого лотка 1. Нижний рамный элемент и нижняя зажимная рама 17 соединены винтами 18, которые используются для точной регулировки расстояния между элементами 16, 17 и тем самым глубины готового лотка 1. Дополнительной важной особенностью является то, что по обеим сторонам боковых стенок лотка имеется достаточное свободное пространство, за счет чего увеличивается припуск на свободное формирование боковых стенок.
С учетом приведенного выше описания настоящего изобретения специалисты в данной области техники смогут предложить другие модификации и разновидности. При этом должно быть ясным, что такие другие модификации и разновидности возможны в пределах существа и объема изобретения.
Термореактивный термопластичный промежуточный продукт и способ его изготовления
Способ грунтования и покрытия
Способ и устройство для глубокой вытяжки лотка из листового материала

