Результат интеллектуальной деятельности: ПРОКАТНАЯ КЛЕТЬ "КВАРТО"
Вид РИД
Изобретение
Изобретение относится к прокатному производству, а точнее, к прокатке полос и листов.
Известна конструкция прокатной клети «кварто», в которой оси рабочих и опорных валков расположены в одной вертикальной плоскости (А.А. Королев. Конструкция и расчет машин и механизмов прокатных станов - М.: Металлургия, 1969, с. 108, рис. 51). Недостатком этой прокатной клети является неустойчивость (сваливание, смещение) рабочих валков относительно опорных валков при неравенстве заднего (Т0) и переднего (T1) натяжений. Если Т0>Т1, то рабочие валки вместе с подушками сваливаются в направлении заднего натяжения Т0. При этом возможен случай, когда от действия горизонтальной силы Т0 и горизонтальной составляющей силы реакции опорного валка РОП происходит разрушение подшипников качения, размещенных в подушках рабочих валков (А.А. Королев. Конструкция и расчет машин и механизмов прокатных станов. - М.: Металлургия, 1965 с. 155, рис. 74, с. 183, рис. 90).
Наиболее близкой к заявляемой конструкции является прокатная клеть «кварто», которая включает рабочие и опорные валки с подушками, причем рабочие валки смещены относительно опорных валков в направлении прокатки. При этом очаг деформации симметричен относительно продольной оси прокатываемой полосы - симметричный процесс прокатки. (А.А. Королев. Конструкция и расчет машин и механизмов прокатных станов. - М.: Металлургия, 1969, с. 108, рис. 50). В этом случае расстояние между осями рабочих и опорных валков (свал) составляет е=5-7 мм.
Недостатком такой прокатной клети является то, что по разным причинам (неодинаковые зазоры между подушками и внутренними поверхностями станин, неравномерный износ подушек рабочих валков и сменных планок станин или лап подушек опорных валков) может возникнуть горизонтальный перекос осей рабочих и опорных валков. Другими словами, при отсутствии параллельности плоскости, проходящей через ось бочки опорного валка перпендикулярно оси прокатки, и плоскости контакта боковых поверхностей подушек рабочих валков и внутренних поверхностей лап подушек опорных валков (или сменных планок опорных поверхностей станин прокатной клети) возникают горизонтальные осевые силы, которые способствуют разрушению подшипников шеек рабочих валков, а также происходит неравномерная деформация кромок полосы, которая приводит к образованию разнотолщинности и неплоскостности полосы.
При реверсивной прокатке полосы, когда полоса движется в направлении, противоположном свалу, возникают наихудшие условия службы подшипников рабочих валков. В этом случае в результате действия горизонтальной составляющей силы прокатки происходит смещение рабочих валков вместе с подушками до упора боковых поверхностей подушек рабочих валков к поверхности лап подушек опорных валков. Суммарное действие горизонтальной, радиальной и осевой сил приводит к изгибу рабочих валков в горизонтальной плоскости и, соответственно, к разрушению подшипников качения подушек рабочих валков.
Целью представленного изобретения является разработка новой конструкции прокатной клети «кварто», в которой за счет изменения расположения рабочих валков относительно опорных обеспечивается уменьшение влияния перекосов рабочих валков и достигается повышение точности толщины и улучшение плоскостности прокатываемых полос, а также уменьшение количества случаев разрушения подшипников рабочих валков.
Для решения поставленной задачи предлагается новая конструкция прокатной клети «кварто» непрерывных и реверсивных станов, которая включает рабочие и опорные валки с подушками и смещением оси рабочих валков относительно оси опорных валков, причем оси верхнего и нижнего рабочих валков смещены относительно оси опорных валков в противоположных направлениях.
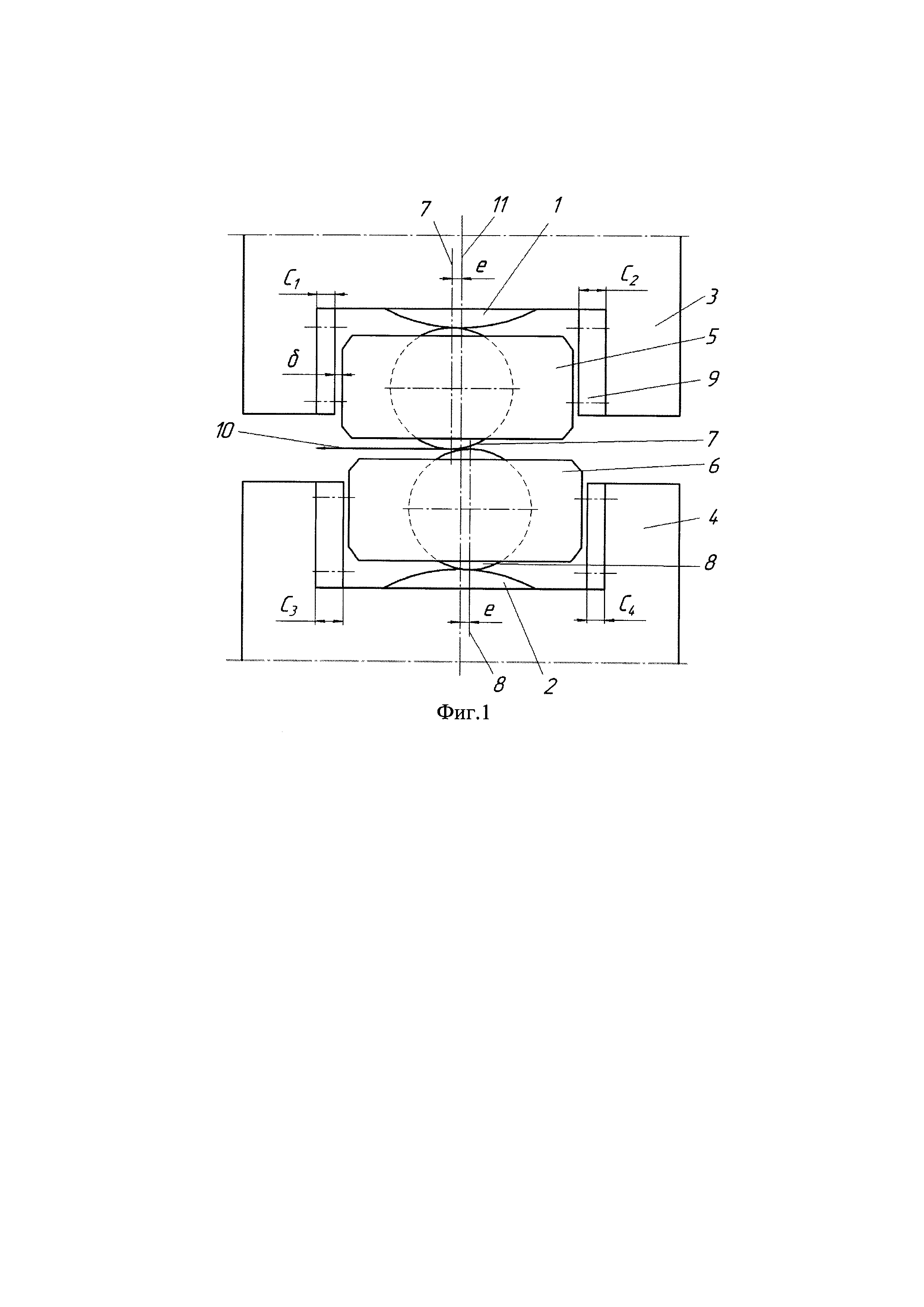
На фиг. 1 представлена схема прокатной клети «кварто» с опорными валками 1, 2 и их подушками 3, 4, в которых расположены подушки 5, 6 с верхним 7 и нижним 8 рабочими валками, которые обжимают полосу 10, и сменными накладками 9 на подушках 3, 4 (C1-С4).
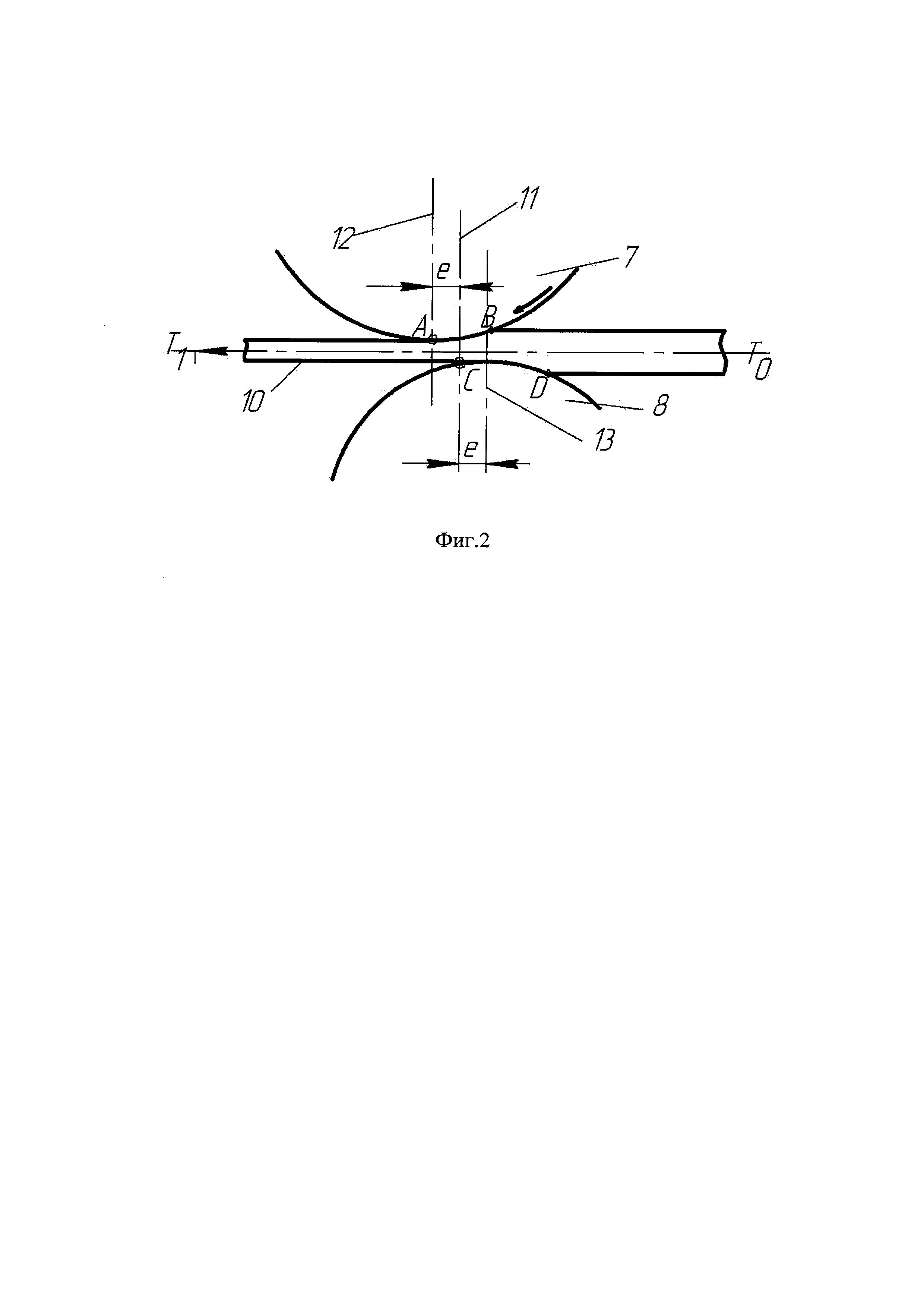
На фиг. 2 показаны рабочие валки 7, 8, ось опорных валков 11 и оси 12, 13 рабочих валков.
Отличной особенностью предложенной конструкции прокатной клети «кварто» (фиг. 1) с противоположным размещением рабочих валков (ПРРВ) является смещение осей рабочих валков 7, 8 относительно оси 11 опорных валков 1, 2 на величину е=2…20 мм (или e/R=0,01…0,05, где R - радиус рабочего валка). Меньшие величины e/R относятся к станам холодной прокатки, а большие - к станам горячей прокатки полос. Подушки рабочих валков устанавливают в подушках опорных валков с монтажным зазором δ≤0,5 мм. Символами Т0 и Т1 обозначены соответственно силы заднего и переднего натяжения полосы. Величина смещения е=2…20 мм (или e/R=0,01…0,05) меньше длины дуги контакта и регулируется толщиной сменных накладок 9 на лапах подушек опорных валков.
На фиг. 2 показан в увеличенном масштабе несимметричный очаг деформации при прокатке полосы 10. В отличие от прототипа (симметричный процесс) в предлагаемой прокатной клети «кварто» за счет противоположного относительно оси опорных валков смещения самих рабочих валков 7, 8 и их осей длина очага деформации DC больше, чем длина АВ. Причем дуга контакта АВ со стороны верхнего рабочего валка 7 смещена по направлению прокатки относительно дуги контакта DC со стороны нижнего рабочего валка 8. Кроме того, момент контакта полосы с валками 7 и 8 различен во времени. В контакт с нижним валком полоса входит (точка D) раньше, чем входит в контакт с верхним валком (точка В). Со стороны верхнего и нижнего валков зоны опережения различны, и это обусловливает появление в очаге деформации внутренних продольных напряжений растяжения.
Таким образом, в предлагаемой прокатной клети «кварто» присутствуют все признаки несимметричного процесса прокатки, когда в очаге деформации возникают внутренние растягивающие напряжения и продольные силы (В.А. Николаев. Теория и практика процессов прокатки. - Запорожье, ЗГИА, 2002, с. 61, с. 68; Николаев В.А., Скороходов В.Н., Полухин В.П. Несимметричная тонколистовая прокатка - М.: Металлургия, 1993. - 99 с.). Наличие растягивающих напряжений и горизонтальных продольных сил в очаге деформации обеспечивает прижатие бочек рабочих валков к бочкам опорных валков и снижение энергосиловых параметров прокатки.
При этом верхний рабочий валок 7, смещенный по направлению прокатки, будет прижиматься горизонтальной составляющей силы прокатки к верхнему опорному валку своей бочкой, а не подушками 5 к лапам подушек 3 опорного валка 1. На нижний рабочий валок 8 со стороны полосы на длине дуги контакта DC будет действовать продольная сила, которая прижимает его к нижнему опорному валку 2 и препятствовать смещению рабочего валка 8 с подушками 6 в сторону лап подушек 4 опорного валка 2. Созданный таким образом несимметричный очаг деформации и наличие в нем продольных напряжений растяжения уменьшает влияние контактных сил трения, снижает уровень продольных подпирающих напряжений и, следовательно, уменьшает величины средних нормальных контактных напряжений и энергосиловые параметры прокатки.
Предлагаемая прокатная клеть «кварто» обеспечивает уменьшение вероятности поломок подшипников качения, которые установлены в подушках рабочего валка. Наличие внутренних продольных растягивающих напряжений, уменьшающих влияние горизонтального перекоса осей рабочих валков на очаг деформации, обеспечивает повышение точности толщины и уменьшение неплоскостности прокатываемых полос, существенно снижает энергосиловые параметры прокатки метала.
Таким образом, в сравнении с прототипом предлагаемая конструкция прокатной клети «кварто» обеспечивает уменьшение количества поломок подшипников качения рабочих валков и способствует улучшению плоскостности и повышению точности толщины полосы и энергосиловых параметров прокатки.
Прокатная клеть «кварто», содержащая рабочие и опорные валки с подушками, установленные со смещением осей рабочих валков относительно оси опорных валков, отличающаяся тем, что оси рабочих валков смещены в противоположных направлениях относительно оси опорных валков.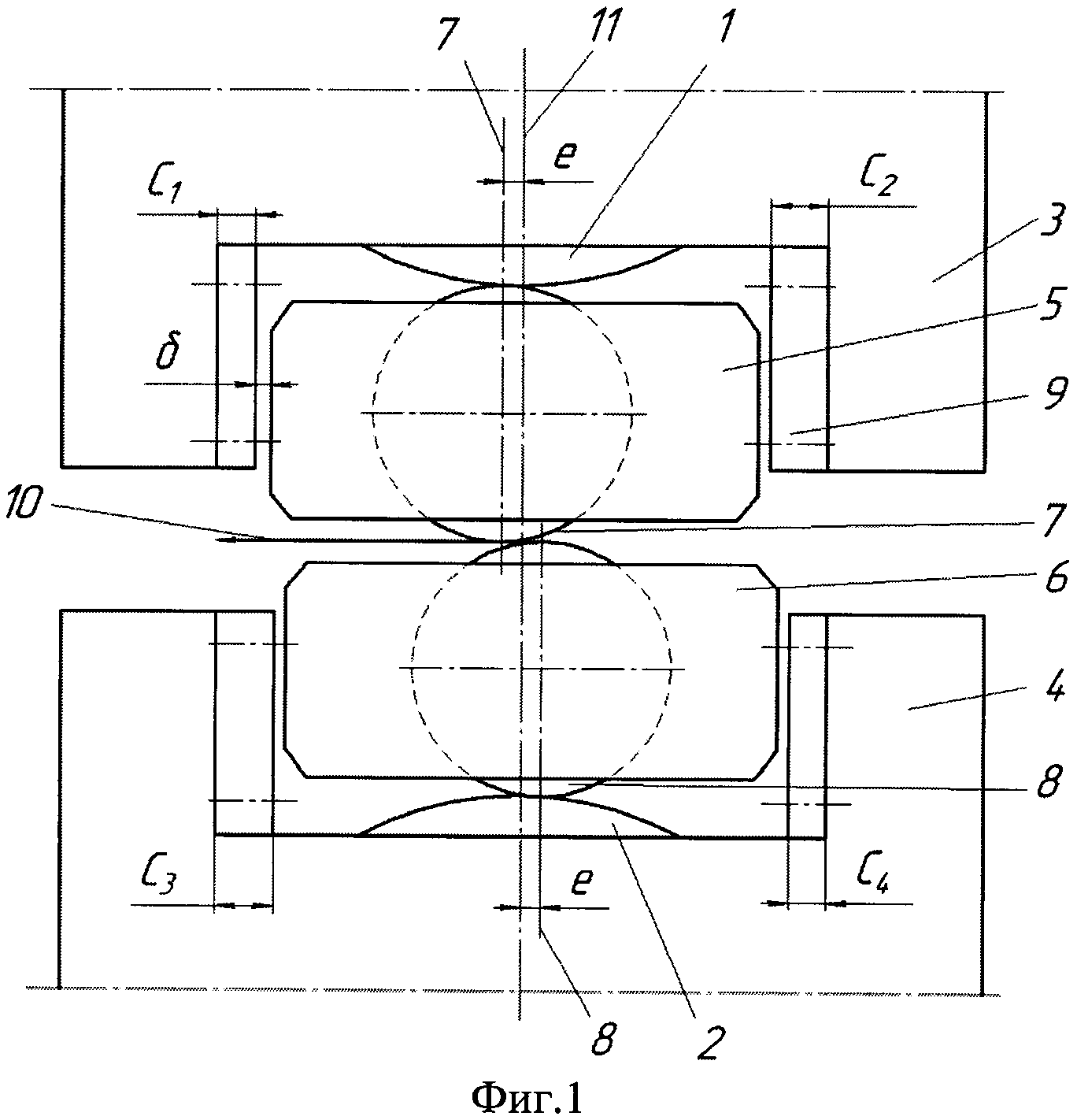
Стенд для испытания подшипников качения на долговечность
Способ горячей тонколистовой прокатки с компенсацией прикромочного износа рабочих валков
Способ управления электроприводом переменного тока
Способ разрушения материалов стесненным ударом
Способ получения добавки для бетонной смеси
Способ прокатки рельса (варианты)
Композиция для покрытия металлических изделий
Способ горячей прокатки полос
Способ подготовки рабочих валков клетей с осевой сдвижкой
Способ горячей тонколистовой прокатки с компенсацией прикромочного износа рабочих валков

