Результат интеллектуальной деятельности: Способ ковки раскатных колец
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно, к прессовой ковке бойком стальных раскатных колец на оправке.
Известны способы ковки раскатных колец за несколько оборотов на оправке, причем боек и оправка могут иметь фигурную форму, что улучшает проработку металла (см. статью Балясный И.М. Исследование деформации заготовки при раскатке. Кузнечно-штамповочное производство, 1965, №12, с. 5; АС СССР №685407, БИ №34, 1979; АС №432962, БИ №23, 1974; патент РФ №2279328, БИ №19, 2006 и др.). Недостатком этих способов является то, что применяется равномерный режим обжатий по периметру кольца без учета повышения сопротивления деформации при охлаждении поковки во время ее поворотов. Это может привести к появлению трещин из-за снижения пластичности металла при его охлаждении.
Наиболее близким по технической сущности к предлагаемому (прототип) является способ ковки раскатных колец с помощью бойка и оправки, включающий поочередное изменяющееся порционное обжатие стенки кольца по периметру с поворотом между обжатиями (см. Балясный И.М. Деформация металла при раскатке поковок типа бандажей. - В кн. Ковка крупных поковок, ч. II, под. ред. В.Н. Трубина. М.: Машиностроение, 1965. С. 288). В этом способе в начале нового оборота кольца величину обжатия доводят до заданного постепенно, через 3-5 подач заготовки. Достоинством прототипа, в отличие от аналогов, является использование переменного режима обжатий, что позволяет учесть изменение свойств металла при его деформации и охлаждении. Однако предусматривается увеличение обжатий, что противоречит закономерностям изменения сопротивления деформации от температуры (см. справочник Полухин П.И., Гун Г.Я., Галкин A.M. Сопротивление пластической деформации металлов и сплавов. М.: Металлургия, 1983. С. 26), которые заключаются в увеличении сопротивления деформации с падением температуры в результате охлаждения поковки. Это также может привести к появлению трещин на поковке, ее отбраковке и повышению расхода металла.
Проблема, решаемая изобретением, заключается в том, что в процессе ковки раскатных колец из трудно-деформируемых сталей с неправильно выбранным режимом обжатий могут возникнуть трещины на поковке, что является браковочным признаком и увеличит расход металла.
Техническим результатом предполагаемого изобретения является уменьшение вероятности появления трещин на поковке и экономия металла за счет применения убывающего режима обжатий за один оборот кольца, учитывающего закономерности увеличения сопротивления деформации металла при его охлаждении.
Технический результат достигается тем, что в способе ковки раскатных колец с помощью бойка и оправки, включающего поочередное изменяющееся порционное обжатие стенки кольца по периметру с поворотом между обжатиями, применяют убывающий режим обжатий за один оборот кольца, и обжатие стенки кольца определяют из выражения:

где ε - относительное убывающее обжатие;
ε0=0,12…0,15 - относительное обжатие в начале ковки;
а=0,04…0,06 - коэффициент, учитывающий повышение сопротивления металла деформации при его охлаждении;
ϕ=0…2π - угол поворота кольца относительно первоначального положения.
Сущность изобретения заключается в том, что установлен убывающий режим обжатий при ковке раскатных колец, учитывающий увеличение сопротивления деформации металла при его охлаждении.
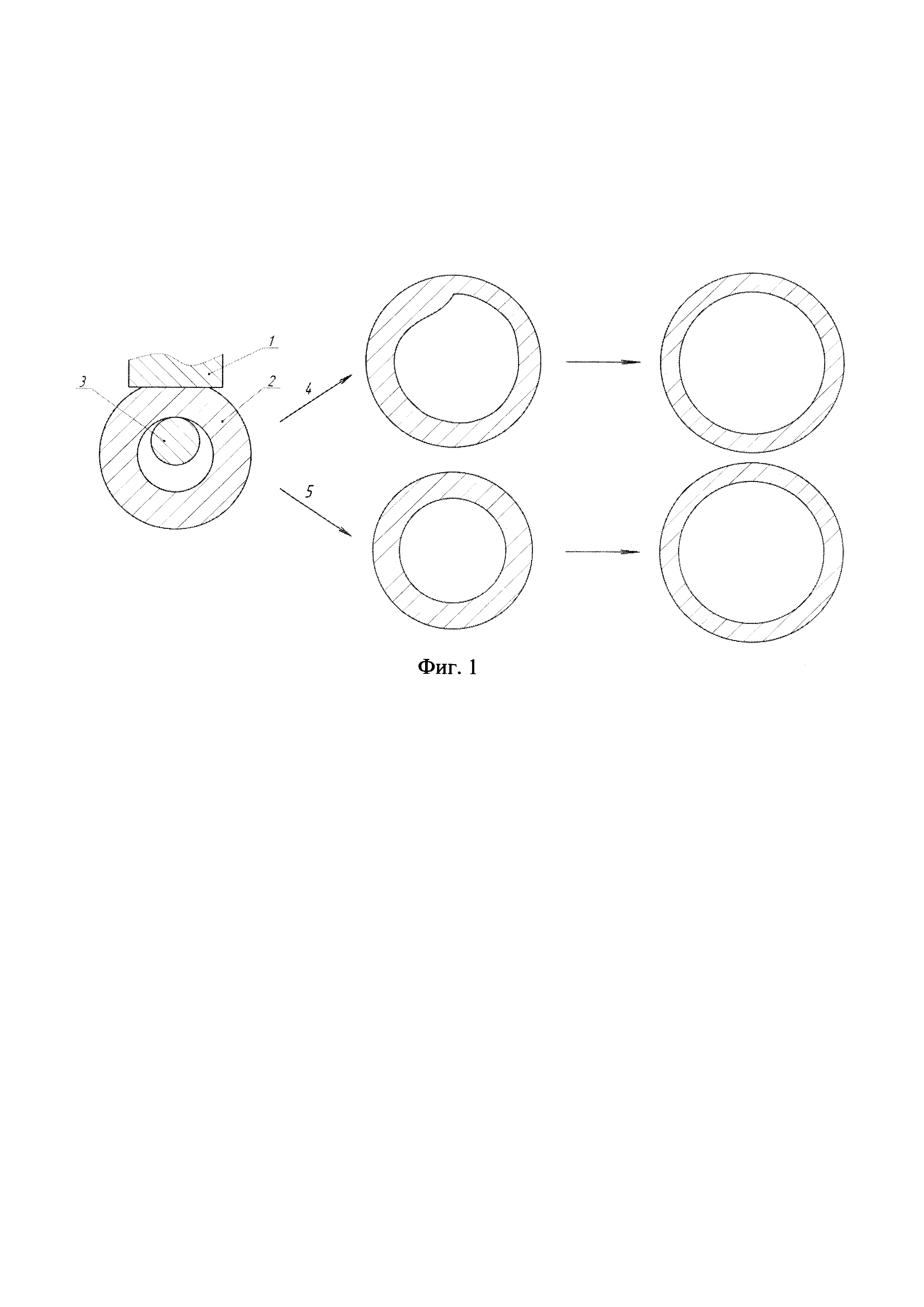
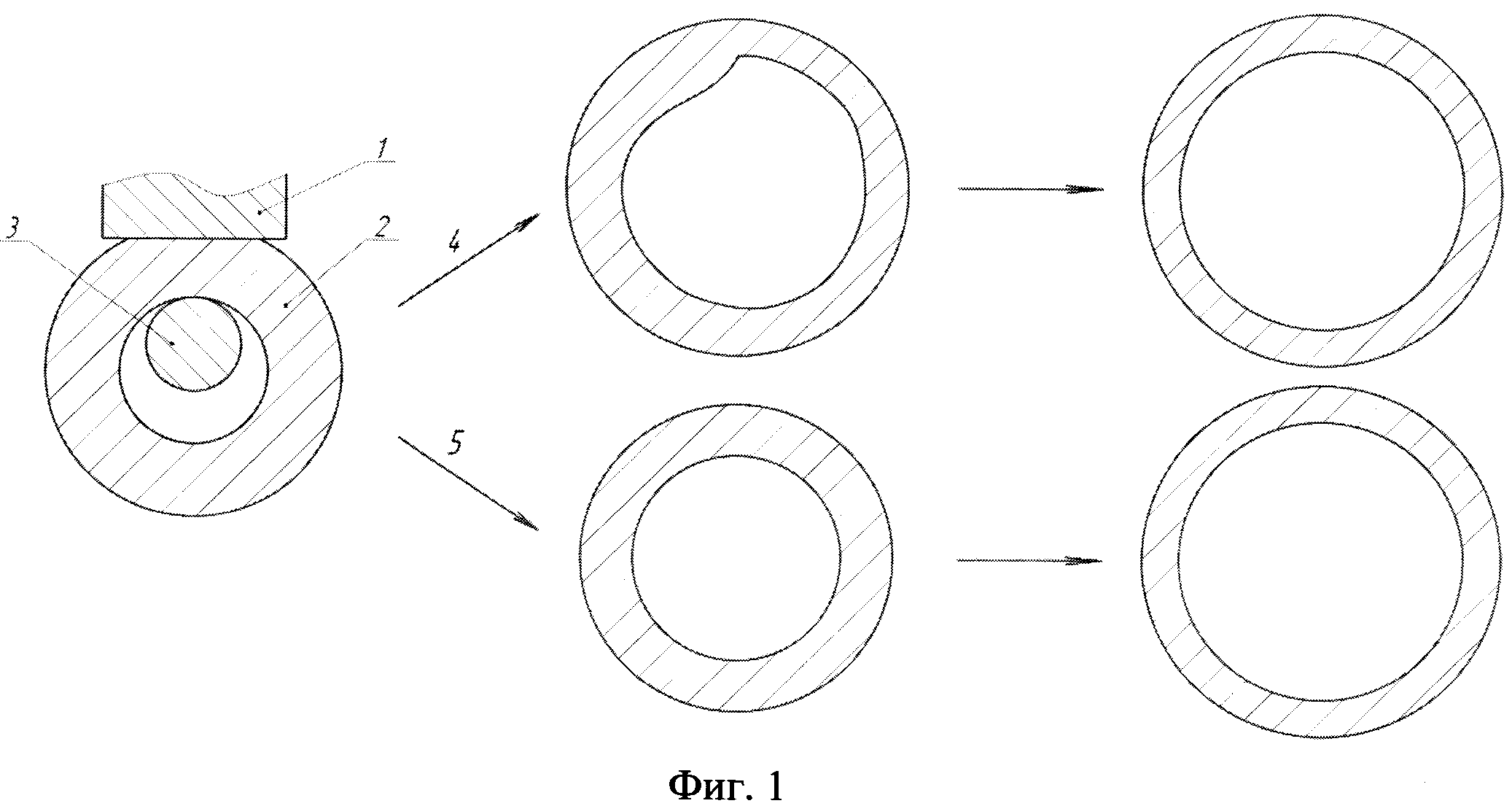
На фиг. 1 изображены схемы ковки по предлагаемому способу с убывающим режимом обжатий за один оборот кольца (поз. 4) и по известным способам (поз. 5). Также на фиг. 1 обозначено: 1 - боек; 2 - исходная заготовка в виде кольца; 3 - оправка.
Формула (1) для расчета режима обжатий в зависимости от угла поворота кольца ϕ получена с учетом закономерностей изменения сопротивления деформации от температуры, которые заключаются в увеличении сопротивления деформации с падением температуры в результате охлаждения поковки по экспоненциальной зависимости (см. справочник Полухин П.И., Гун Г.Я., Галкин A.M. Сопротивление пластической деформации металлов и сплавов. М.: Металлургия, 1983. С. 26).
В качестве примера реализации предлагаемого способа рассмотрим раскатку кольца наружным диаметром 1560 мм, внутренним диаметром 540 мм, высотой 400 мм из заготовки наружным диаметром 1530 мм, внутренним - 400 мм высотой 400 мм из высокоуглеродистой трудно-деформируемой стали, содержащей 1,2…1,4% С; 0,2…0,5% Si; 0,5…0,8% Мп; 1,4…1,7% Cr; 0,6…0,9% Ni; 0,1…0,3% Mo; 0,12% V; 0,044% Nb (патент РФ 2540241. Сталь для изготовления кованых прокатных валков / Потапов А.И., Орлов Г.А., Шестакова Е.Н., Орлов А.Г.; заявл. 31.10.2013; опубл. 10.02.2015. Бюл. №4).
Для этой стали рекомендован режим ковки с относительными обжатиями стенки кольца 10-15% во избежание появления трещин, температурный диапазон ковки - 1150-900°С (см. статью Применение сталей заэвтектоидных марок для ковки валков горячей прокатки / Потапов А.И., Шестакова Е.Н., Орлов Г.А., Беликов С.В. / Черные металлы. - 2015. - №2. - С. 33-37).
Из этих рекомендаций относительное обжатие стенки кольца (ε=Δh/h0, где Δh - абсолютное обжатие; h0 - исходная толщина стенки кольца) в начале ковки выбрано ε0=0,12, а последующие относительные обжатия при первом обороте кольца определялись по формуле (1) при а=0,06 в соответствии с увеличением сопротивления деформации с падением температуры в результате охлаждения поковки (см. вышеприведенную статью Потапова А.И. и др.).
Последующие обороты кольца при раскатке для получения требуемых размеров кольца осуществлялись по традиционной технологии с равномерным режимом обжатий (см. поз. 5, фиг. 1).
Техническим результатом заявляемого изобретения является получение кованых раскатных колец из трудно-деформируемых сталей без трещин, что увеличивает выход годного и обеспечивает экономию металла.
Способ получения люминофора на основе губчатого нанопористого оксида алюминия
Солнечный опреснитель бассейнового типа
Рабочее вещество для термолюминесцентной дозиметрии рентгеновского и гамма-излучения
Способ изготовления металлического изделия из порошкового материала методом послойного лазерного синтеза с применением деформационной обработки
Способ формирования торцов монолитной части перекрытия и конструктивный элемент для его осуществления
Объемная паровая машина для минитэц
Реагент для обнаружения катионов металлов на основе изохинолина и способ его получения
Реагент для обнаружения катионов металлов на основе 2,2’-бипиридина и способ его получения
Солнечный опреснитель с параболоцилиндрическими отражателями
Способ прокатки рельсов
Сталь для изготовления кованых прокатных валков
Способ изготовления труб
Способ получения шихты для пеностеклокерамики

