Результат интеллектуальной деятельности: Способ обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом, и устройство, его реализующее
Вид РИД
Изобретение
Изобретение относится к области плазменной техники, а именно, к электролитно-плазменной обработки изделий сложной формы, изготовленных с применением аддитивных технологий.
Известен способ электролитно-плазменной обработки [Электрофизические и электрохимические методы обработки материалов. Учебное пособие (в 2-х томах), т. 2. Обработка материалов с использованием высококонцентрированных источников энергии / Под ред. В.П. Смоленцева. М., Высшая школа, 1983, с. 147], в котором в качестве электролита используется водный раствор соли низкой концентрации, нагретый до температур 70-90°С. Обрабатываемая деталь, являющаяся анодом, обычно погружается в ванну с электролитом, являющуюся катодом. При подаче между катодом и анодом напряжения 230-350 В происходит пробой электролита с образованием на границе раздела «изделие - электролит» пароплазменной оболочки и поджигом стационарного тлеющего разряда. За счет одновременного электрохимического и электрофизического воздействия на деталь, происходит сглаживание микронеровностей на ее поверхности. Технология электролитно-плазменной обработки отличается высокой производительностью и экологичностью в сравнении с традиционными методами химического, электрохимического и механического полирования.
Известен [Патент RU 20152621744 С2, C25F 1/04 (2006.01), C25F 7/00 (2006.01), опубликован 04.05.2017 Бюл. №13] способ электролитно-плазменной обработки изделия, изготовленного путем сплавления мелкодисперсных порошков металлов или сплавов с применением аддитивной технологии по пункту 1, включающий зажигание разряда между обрабатываемым изделием и катодом путем подачи на изделие положительного потенциала, отличающийся тем, что обрабатываемое изделие закрепляют на проводящей подвеске, погружают в ванну с электролитом, содержащую катод в виде проводящей пластины, и вращают, при этом устанавливают напряжение в диапазоне 100≤U≤1000 В, ток разряда - в диапазоне 0,015≤I≤250 А и обрабатывают изделие не менее 15 секунд, причем в качестве электролита применяют раствор с водородным показателем в диапазоне 2≤рН≤11; способ по п. 1, отличающийся тем, что обработку проводят в проточном или непроточном электролите; способ по п. 1, отличающийся тем, что обработку проводят в насыщенном, ненасыщенном или пересыщенном растворах. Недостатком предложенного способа является сложность обработки внутренней поверхности глубоких полостей в детали за счет эффекта электростатического экранирования обрабатываемой поверхности, в результате чего разряд в полости не возникает.
Метод электролитно-плазменной обработки, работающий в режиме пленочного кипения, критичен к стабильности образования парогазовой оболочки на детали. Поэтому качество обработки внешних и внутренних поверхностей металлических деталей сложного профиля значительно отличается - на поверхностях сложной формы постоянно происходит срыв парогазового слоя в процессе обработки. Во внутренних полостях электропроводящих деталей также сложно производить обработку за счет эффекта электростатического экранирования.
Для повышения стабильности образования парогазовой оболочки на поверхности детали сложной формы предложен способ и устройство, его реализующее [Патент RU 20162640213 С1, C25F 3/16 (2006.01), C25F 7/00 (2006.01), опубликован 27.12.2017 Бюл. №36], который включает обработку поверхности изделия - анода струей электролита, подаваемой из сопла-катода, при напряжении 230-350 В и температуре 80-85°С, при этом струю направляют вертикально вверх на обрабатываемую поверхность, причем напор струи электролита регулируют в соответствии с эталонным значением тока, выбранным из пределов рабочего тока, и данными датчиков тока в цепи питания изделие-электролит-насадка. Устройство содержит систему позиционирования изделия относительно насадки для струйной подачи электролита, емкость с электролитом, источник постоянного тока, положительный полюс которого подключен к обрабатываемому изделию, а отрицательный - к насадке, нагнетающий насос и фильтр грубой очистки электролита, при этом оно дополнительно содержит датчики тока в цепи питания изделие-электролит-насадка и терморегулирующее реле, связанные с платой управления для регулирования напора струи, при этом насадка для струйной подачи электролита на поверхность направлена вертикально вверх. В предложенном методе вертикальная ориентация струи электролита исключает фактор его растекания по поверхности изделия, а контроль подачи электролита в сопло обеспечивает локальный характер обработки изделия. Недостатком данного метода остается невозможность обработки внутренних полостей деталей со сложной формой.
Известно устройство для электролитно-плазменной обработки изделия сложной формы [Патент BY 201013648 С1, МПК (2009) C25F 3/00, МПК (2009) C25F 7/00]. Устройство содержит станину с установленным на ней рабочим модулем, включающим заполняемые электролитом бак и выполненную из диэлектрического кислотостойкого материала ванну с установленным в ней катодом, отличающееся тем, что на станине смонтирован привод вертикального перемещения консоли, на которой закреплено контактное устройство, включающее вал с приводом и токоподводом, при этом вал закрыт изолятором, верхний конец вала связан с приводом вращения и положительным полюсом источника питания постоянного тока, а на нижнем конце вала установлен контактный диск для закрепления обрабатываемого изделия, причем на консоли закреплена форсунка с соплами для подачи под давлением из бака посредством гибкого шланга отрицательно заряженного электролита на внутреннюю поверхность обрабатываемого изделия.
Недостатком предложенного устройства является сложность обработки внутренних протяженных поверхностей детали, поскольку форсунка с соплами не имеет возможности поступательного перемещения относительно детали, а только деталь совершает вращательное движение относительно неподвижной форсунки.
Известен способ плазменно-электролитной обработки изделий [Патент RU 20182675612 С1, МПК (2006.01) C25F 3/00 опубликован 20.12.2018 Бюл. №35], включающий зажигание разряда между обрабатываемым изделием и электролитическим катодом путем подачи на изделие положительного потенциала, при этом обрабатываемое изделие закрепляют на проводящей подвеске, погружают в ванну с электролитом, содержащую катод в виде проводящей пластины, и вращают, устанавливают напряжение в диапазоне 100≤U≤1000 В, ток разряда - в диапазоне 0,015≤1≤250 А и обрабатывают изделие не менее 15 секунд, причем электролит применяют в виде раствора с водородным показателем в диапазоне 2≤рН≤11, отличающийся тем, что на ванну с электролитом и изделием воздействуют одновременно ультразвуковыми колебаниями с частотой в диапазоне 18-120 кГц посредством излучателя с генератором.
Недостатком предложенного способа является сложность обработки внутренних протяженных поверхностей детали, поскольку ультразвуковые колебания, распространяющиеся в электролите, не имеет возможности изменить глубину проникновения электрического разряда во внутренние частично открытые полости изделия. Ограничения проникновения разряда в полости обусловлены эффектами электростатического экранирования и определяются геометрией детали.
Технической проблемой, на решение которой направлено предлагаемое техническое решение, является уменьшение степени шероховатости внешних и внутренних поверхностей деталей, изготовленных с применением аддитивных технологий. Отличительной особенностью таких изделий является повышенная шероховатость поверхности, обусловленная их выращиванием путем оплавления дискретных частиц порошка.
Технический результат предлагаемого способа локальной обработки внутренней и внешней поверхности изделий и устройства, его реализующего, заключается в локальной электролитно-плазменной полировке внутренней и внешней поверхности деталей, изготовленных аддитивным методом с уменьшением степени их шероховатости.
Технический результат предлагаемого способа локальной обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом, включающий зажигание разряда между катодом и обрабатываемым изделием, являющимся анодом, закрепленном на проводящей подвеске с возможностью вращения изделия и погруженном в ванну, содержащую катод в виде проводящей пластины, с проточным или непроточным электролитом, в качестве которого используется раствор с водородным показателем в диапазоне 2≤рН≤11, напряжение разряда в диапазоне 100≤U≤1000 В, а ток разряда - в диапазоне 0,015≤I≤250 А, время обработки изделия не менее 15 секунд, а на ванну с электролитом и изделием воздействуют одновременно ультразвуковыми колебаниями с частотой в диапазоне 18-120 кГц посредством излучателя с генератором, достигается тем, что в качестве дополнительного переключаемого катода используют гибкий проводник, заключенный в гибкую изолирующую полую оболочку через которую подается электролит, закрепленный на манипуляторе для перемещения и вращения катода и обработка поверхностей изделия производится путем введения катода во внутренние полости и подвода катода к внешней поверхности изделия на заданное расстояние посредством манипулятора.
Технический результат предлагаемого устройства заключается в локальной электролитно-плазменной полировке внутренней и внешней поверхности деталей, изготовленных аддитивным методом с уменьшением степени их шероховатости.
Технический результат в устройстве для локальной обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом, включающем ванну, выполненную из диэлектрика, заполняемую электролитом, термостатируемую систему циркуляции электролита, стационарный катод, расположенный по периметру стенок ванны, источник питания, обеспечивающий регулируемое постоянное напряжение между катодом и обрабатываемой деталью, проводящую подвеску с возможностью вращения для обрабатываемой детали, соединенную с положительным полюсом источника питания, устройство позиционирования для перемещения детали по трем пространственным координатам, излучатель ультразвуковых колебаний, расположенный в электролите с ультразвуковым генератором, достигается тем, что с выхода системы циркуляции сделан отвод с регулировочным вентилем для подачи электролита в гибкую полую диэлектрическую оболочку подвижного гибкого катода, подвижный катод может вращаться вокруг собственной оси и перемещаться по трем пространственным координатам при помощи устройства позиционирования, и установлен переключатель, обеспечивающий поочередное подключение подвижного или стационарного катода к отрицательному полюсу источника питания.
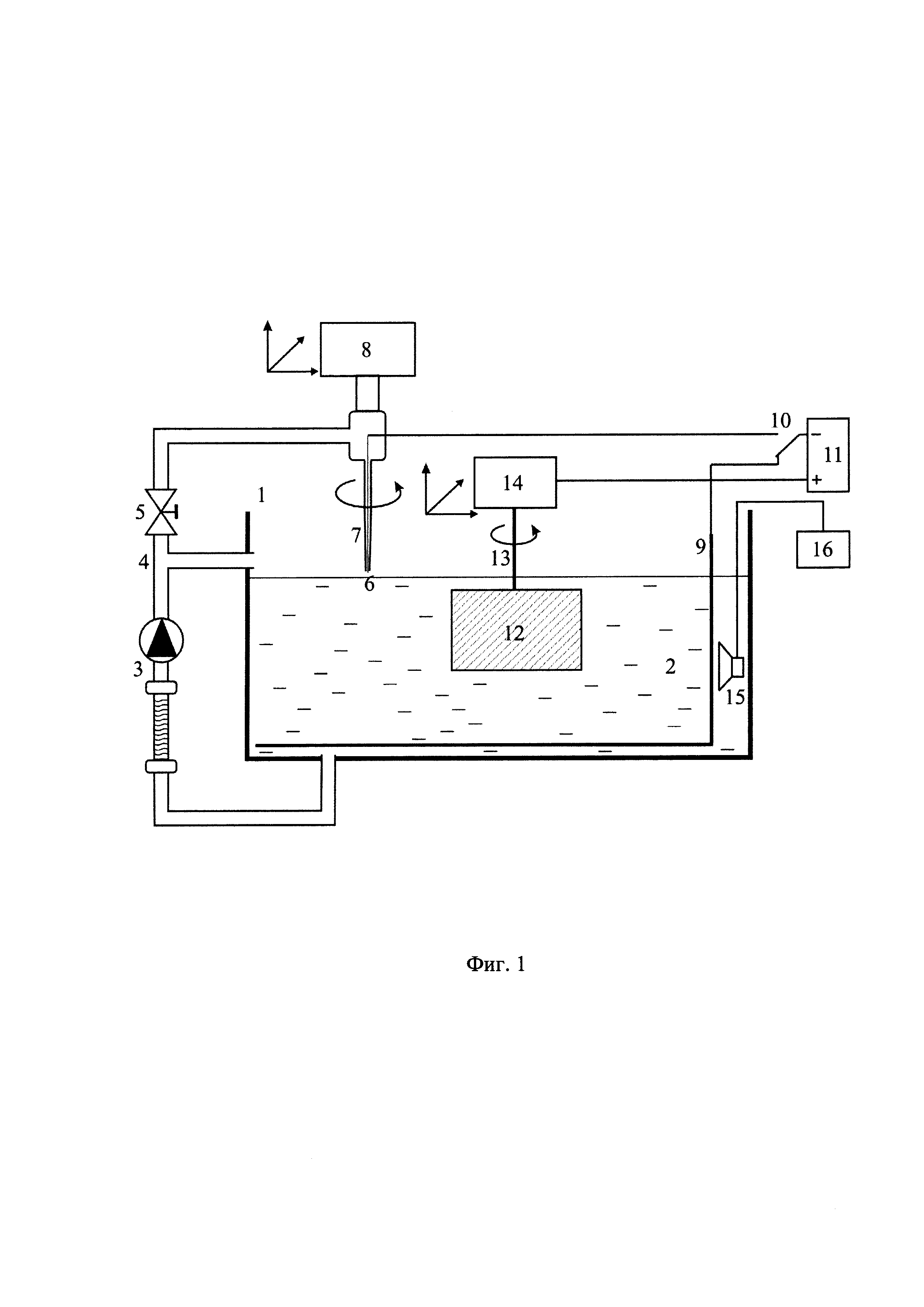
На Фиг. 1 схематически изображено устройство для осуществления предлагаемого способа обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом.
Ванна 1, выполненная из диэлектрика, заполняется электролитом 2 с водородным показателем в диапазоне 2≤рН≤11. Термостатируемая система циркуляции 3 обеспечивает непрерывную подмену электролита в ванне 1 с поддержанием его температуры в заданном диапазоне значений. С выхода циркуляционного насоса 3 сделан отвод 4 с регулировочным вентилем 5 для подачи электролита в подвижный гибкий катод 6, окруженный гибкой полой диэлектрической оболочкой 7, во внутреннем пространстве которой протекает электролит от вентиля 5. Устройство позиционирования 8 обеспечивает перемещение подвижного катода по трем пространственным координатам одновременно с его вращением вокруг оси катода 6. По периметру стенок ванны располагается стационарный катод 9. Переключатель 10 обеспечивает поочередное подключение подвижного 6 или стационарного катода 9 к отрицательному полюсу источника питания 11, обеспечивающего регулируемое постоянное напряжение в интервале 100≤U≤1000 В и токе разряда в диапазоне 0,015≤I≤250 А. Источник питания оснащен таймером, обеспечивающим установку времени обработки. Обрабатываемое изделие 12 закрепляют с возможностью вращения на проводящей подвеске 13, соединенной с положительным полюсом источника питания 11. Устройство позиционирования 14 обеспечивает перемещение по трем пространственным координатам и вращение обрабатываемого изделия 12. Для возбуждения в электролите ультразвуковых колебаний служит излучатель 15, подключенный к ультразвуковому генератору колебаний 16 с рабочим диапазоном частот 18-120 кГц.
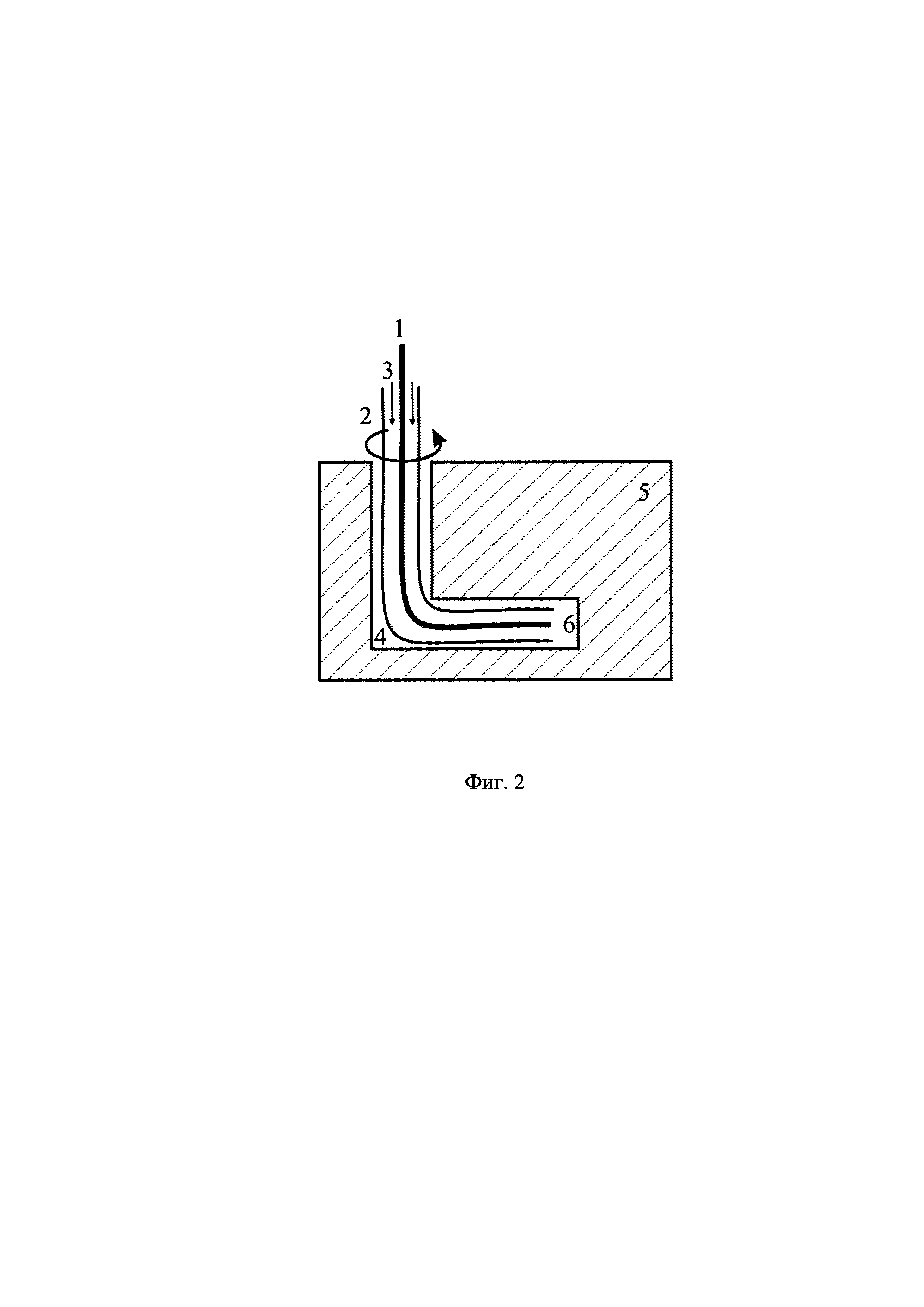
На Фиг. 2 схематически изображено расположение подвижного катода во внутренней полости обрабатываемой детали. Гибкий проводник 1 катода заключен в гибкую диэлектрическую полую оболочку 2, во внутреннее пространство которой подается электролит 3. Катод вместе с оболочкой приводится во вращение и одновременно погружается в полость 4 внутри детали 5. За счет сочетания вращательного и поступательного движения катода, а также его гибкости, он проходит внутри изогнутых каналов в детали. При движении катода при приложении между проводником 1 и деталью 5 напряжения в потоке электролита 3 происходит горение парогазового разряда, который обрабатывает внутреннюю поверхность полости 4. Продукты эрозии материала детали 5 потоком электролита 3 выносятся за пределы полости 4 в ванну.
Рассмотрим осуществление предлагаемого способа обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом. Перед началом работы ванна 1 (Фиг. 1) заполняется насыщенным, ненасыщенным или пересыщенным раствором электролита 2 с водородным показателем в диапазоне 2≤рН≤11. Обрабатываемая деталь 12 закрепляется на электропроводящей подвеске 13, соединенной с положительным полюсом источника питания 11. При помощи устройства позиционирования 14 деталь 12 полностью погружается в электролит 2.
Для обработки внешней поверхности детали 12 переключатель 10 устанавливается в нижнее по схеме положение, при котором подвижный катод 6 отключается, а стационарный катод 9 подключается к отрицательному полюсу источника питания 11. Вентиль 5, подающий электролит в полую диэлектрическую оболочку 7 подвижного катода 6 закрывают. При помощи устройства перемещения 8 подвижный катод 6 вынимается из ванны 1. Включают термостатируемую систему циркуляции 3 электролита 2. Включают вращение обрабатываемой детали 12 в ванне 1 с электролитом 2. Включают ультразвуковой генератор колебаний 16 и устанавливают значение частоты колебаний в интервале 18-120 кГц. При помощи источника питания 11 между деталью 12 и стационарным катодом 9 устанавливают напряжение в диапазоне 100≤U≤1000 В, ток разряда - в диапазоне 0,015≤I≤250 А и обрабатывают деталь не менее 15 секунд. По окончанию обработки источник питания, ультразвуковой генератор и систему циркуляции электролита выключают, выключается вращение детали 12 и при помощи устройства перемещения 14 ее вынимают из электролита.
Для обработки поверхности внутренних полостей в детали 12 переключатель 10 устанавливается в верхнее по схеме положение, при котором стационарный катод 9 отключается, а подвижный катод 6 подключается к отрицательному полюсу источника питания 11. Включают термостатируемую систему циркуляции 3 электролита 2. Вентиль 5, подающий электролит в полую диэлектрическую оболочку 7 подвижного катода 6 открывают и устанавливают заданный расход электролита через оболочку 7. При помощи устройства перемещения 8 подвижный катод 6 опускается в ванну 1, включается его вращение и конец подвижного катода вводится во внутреннюю полость детали 12. Включают ультразвуковой генератор колебаний 16 и устанавливают значение частоты колебаний в интервале 18-120 кГц. При помощи источника питания 11 между деталью 12 и подвижным катодом 9 устанавливают напряжение в диапазоне 100≤U≤1000 В, ток разряда - в диапазоне 0,015≤I≤250 А и обрабатывают деталь не менее 15 секунд. Движение катода в полости детали схематично представлено на Фиг. 2. Гибкий проводник 1 подвижного катода, заключенный в полую диэлектрическую оболочку 2 погружают в полость 4 в детали 5. За счет гибкости катода и его оболочки и их вращения катод под действием устройства перемещения 8 проникает во внутренние полости сложной формы. По мере прохождения полости между концом катода 1 и деталью 5 в пространстве 6 возникает пробой и происходит горение парогазового разряда в потоке электролита 3. Подаваемый через полую оболочку 2 электролит 3 вымывает продукты эрозии детали 5 и охлаждает катод 1. Поскольку конец катода 1 несколько заглублен в диэлектрическую оболочку 2, то при прохождении поворотов во внутренних полостях 4 детали 5 не происходит короткого замыкания анода и катода путем их непосредственного касания. По окончанию обработки источник питания, ультразвуковой генератор и систему циркуляции электролита выключают, при помощи устройства перемещения 8 (Фиг. 1) подвижный катод вынимается из полости в детали 12, устройством перемещения 14 деталь 12 вынимается из электролита.
Для локальной обработки внешней поверхности детали 12 (Фиг. 1) переключатель 10 устанавливается в верхнее по схеме положение, при котором стационарный катод 9 отключается, а подвижный катод 6 подключается к отрицательному полюсу источника питания 11. Включают термостатируемую систему циркуляции 3 электролита 2. Вентиль 5, подающий электролит в полую диэлектрическую оболочку 7 подвижного катода 6, открывают и устанавливают заданный расход электролита через оболочку 7. При помощи устройства перемещения 8 подвижный катод 6 опускается в ванну 1, включается его вращение, и конец подвижного катода подводится к обрабатываемому участку поверхности детали 12. Включают ультразвуковой генератор колебаний 16 и устанавливают значение частоты колебаний в интервале 18-120 кГц. При помощи источника питания 11 между деталью 12 и подвижным катодом 9 устанавливают напряжение в диапазоне 100≤U≤1000 В, ток разряда - в диапазоне 0,015≤I≤250 А и обрабатывают деталь не менее 15 секунд. По окончанию обработки источник питания, ультразвуковой генератор и систему циркуляции электролита выключают, при помощи устройства перемещения 8 подвижный катод вынимается из ванны 1, устройством перемещения 14 деталь 12 вынимается из электролита.
Применение предлагаемого способа обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом и устройства, его реализующего, по сравнению с прототипом, позволит проводить для внешней и внутренней поверхности детали со сложной конфигурацией очистку от остатков исходного порошка, органических и неорганических загрязнений, увеличивать класс шероховатости внешних и внутренних поверхностей детали, увеличивать ее поверхностную твердость.
Мотор-колесо
Состав и способ получения пленочного связующего на основе эпоксидных смол
Связующее для пропитки волокнистого наполнителя, способ получения, препрег на его основе и изделие из него
Глушитель шума
Способ управления дифферентом буксируемого подводного объекта
Тренажер для изучения авиагоризонта
Гибкий многослойный тонкопленочный световозвращающий материал, способ получения световозвращающего материала и устройство для его получения
Способ общения глухих (слабослышащих) со слышащими
Сотовая структура
Система управления трудовыми ресурсами предприятия - "цифровой кластер "предприятие - вуз"
Способ плазменно-акустической обработки изделий
Способ сверхзвуковой лазерной наплавки порошковых материалов и устройство его реализующее
Способ лазерного выращивания изделий из металлической проволоки
Многофункциональное устройство с реализацией способа изучения иностранных языков
Устройство для изготовления структурно-градиентных порошковых материалов (варианты)
Способ изготовления структурно-градиентных порошковых материалов (варианты)
Способ обучения лексическому минимуму иностранных языков и устройство для его реализации
Способ лазерной обработки изделия и устройство его реализующее
Способ изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов (варианты)
Способ создания структурно-градиентных порошковых материалов

