Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ САМОРАЗВЕРТЫВАЮЩЕГОСЯ ОБЪЕМНОГО ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к области изготовления объемных изделий из композиционных углеродных материалов, в частности к способу изготовления изделий космического назначения, развертываемых из транспортного состояния в рабочее непосредственно на орбите, но может быть использовано для изготовления изделий наземного назначения.
Известно, что многие устройства, используемые в космосе, представляют собой комплекс элементов, соединенных между собой таким образом, чтобы оборудование перед запуском могло быть сложено для того, чтобы занимать минимальное пространство на борту космического аппарата, а после вывода на орбиту: развернуто в рабочее состояние. Для этого используются различные способы формирования связанных элементов и способы развертывания изделия.
Так, известен способ изготовления изделий из слоистого композиционного материала, заключающийся в том, что на первом этапе осуществляется дискретное нанесение связующего на предварительно размеченный плоский лист ткани по участкам, соответствующим боковым граням заполнителя складчатого типа с получением полос непропитанной ткани по линиям соединения этих граней. Пропитанная таким образом ткань в плоском состоянии помещается между обогреваемыми плитами пресса, после чего производится горячее отверждение связующего. Далее развертка выводится из плоского состояния складыванием изгибом по непропитанным полоскам ткани. Для придания заполнителю жесткости непропитанные полоски пропитываются связующим с последующим его отверждением (Патент РФ №2057647 МПК B29D 9/00, опубликован 10.04.1996, Бюл. №10). Недостатками указанного способа является то, что материал армирующего основания препрега имеет капиллярно-пористую структуру, поэтому при нанесении связующего на участки, соответствующие боковым граням формируемой конструкции при горячем отверждении, возможно его проникновение в зоны линий сгиба, т.к. способ не предусматривает решений, препятствующих этому явлению. Это лишит заготовку подвижности на линиях сгиба и затруднит процесс трансформирования плоской заготовки в сложенную конструкцию и ее последующее развертывание. Кроме того, согласно описываемому в патенте №2057647 способу, изделие выполняется в форме плоского листа и для формирования объемной конструкции необходима дополнительная сшивка изделия в условиях открытого космоса, а также наличие механизма развертывания.
Для автоматического развертывания изделия в космосе используются различные дополнительные элементы такие, как шарнирные системы автоматического развертывания (Патент РФ №2167789, опубликован 27.05.2001, Бюл. №15); устройства, содержащие упруго трансформируемые ленты («рулетки»): согнутые U-образно и закрепленные на гибкой пленке или полотне (Патент РФ №2641398, опубликован 10.06.2015, Бюл. №16,); пружины кручения-сжатия, установленные на направляющей втулке в петлях, закрепленных на соответствующих ячейках с помощью винтового соединения (Патент РФ №2337438, опубликован 27.10.2008, Бюл. №30). Общим недостатком таких конструкций является то, что все они требуют использования дополнительных механических элементов развертывания изделия, что существенно увеличивает вес конструкции, и, кроме того, все они используются преимущественно для плоских изделий.
Известен складывающийся и развертывающийся комплекс элементов (Патент РФ 2271318, МКП B64G, B64G 1/44, Бюл. №7, 10.03.2006), содержащий элементы, жестко соединенные с одной и той же стороной мягкого накачиваемого матраца. В сложенном положении элементы уложены друг на друга и удерживаются в этом положении стопорами. Для развертывания матрас накачивается при помощи источника газа. Когда развертывание полностью завершено, матрасу придается жесткость при помощи отверждающейся смолы, которой предварительно пропитаны наружные стороны матраса. Недостатком указанного комплекса является необходимость дополнительного контроля формы изделия. Так, при развертывании изделие может принять зигзагообразную форму. Надувной матрас, пропитанный смолой с одной стороны, не обеспечит жесткость конструкции. Такой комплекс практически не пригоден для формирования объемных конструкций.
Известен способ изготовления гофрированных конструкций из слоистых композиционных материалов (Патент РФ №2267404 МПК В32В 3/12, опубликован 10.01.2006, Бюл. №01). Способ включает укладку плоского листа заготовки армирующего материала, его пропитку связующим и горячее отверждение под прессом для получения препрега. Отверждение связующего производится в процессе горячего прессования, что позволяет получить плоскую заготовку-полуфабрикат в виде совокупности относительно жестких участков, имеющих форму граней заполнителя, отделенных один от другого на некоторое расстояние, не пропитанное связующим. Подвод тепла для отверждения связующего в полученном препреге осуществляют только в пределах пропитанных участков. По полосам препрега между этими участками создают условия, замедляющие процесс отверждения. Данный способ изготовления трансформируемой конструкции принят за прототип.
Недостатком указанного способа является необходимость использования дополнительного оборудования в виде горячих прессов и ограниченная возможность применения готового препрега для развертывания в объемную конструкцию, так как, для придания изделию объемной формы, необходима сшивка изделия в условия открытого космоса.
Задачей заявляемого изобретения является создание способа изготовления изделия заданной формы, предназначенного для быстрого развертывания из сложенного состояния в объемную конструкцию за счет эффекта памяти формы композиционного материала с использованием в качестве заготовки-полуфабриката готового преформ-рукава.
Техническим результатом, достигаемым при использовании данного изобретения, является снижение трудоемкости, энергоемкости и сокращение производственного цикла изготовления изделия, а также снижение трудоемкости приведения изделия в рабочее состояние.
Указанный технический результат достигается тем, что для создания полой объемной конструкции используется заготовка-полуфабрикат, представляющая собой рукав, в результате чего исключается стадия последующего сшивания изделия. Придание заготовке-полуфабрикату формы готового изделия, представляющего собой полую объемную конструкцию, имеющую стенки (грани) и ребра, осуществляют путем полимеризации заготовки-полуфабриката на объемной формообразующей оснастке, выполненной в форме, которую необходимо придать готовому изделию. Формуемое изделие должно иметь эластичные ребра, по которым в последствии будет осуществляться складывание готового изделия в транспортировочное состояние.
В отличие от прототипа, где изделие сначала полимеризуют, а затем придают ему требуемую форму, в заявляемом изобретении форма изделия создается изначально и только затем осуществляют полимеризацию изделия.
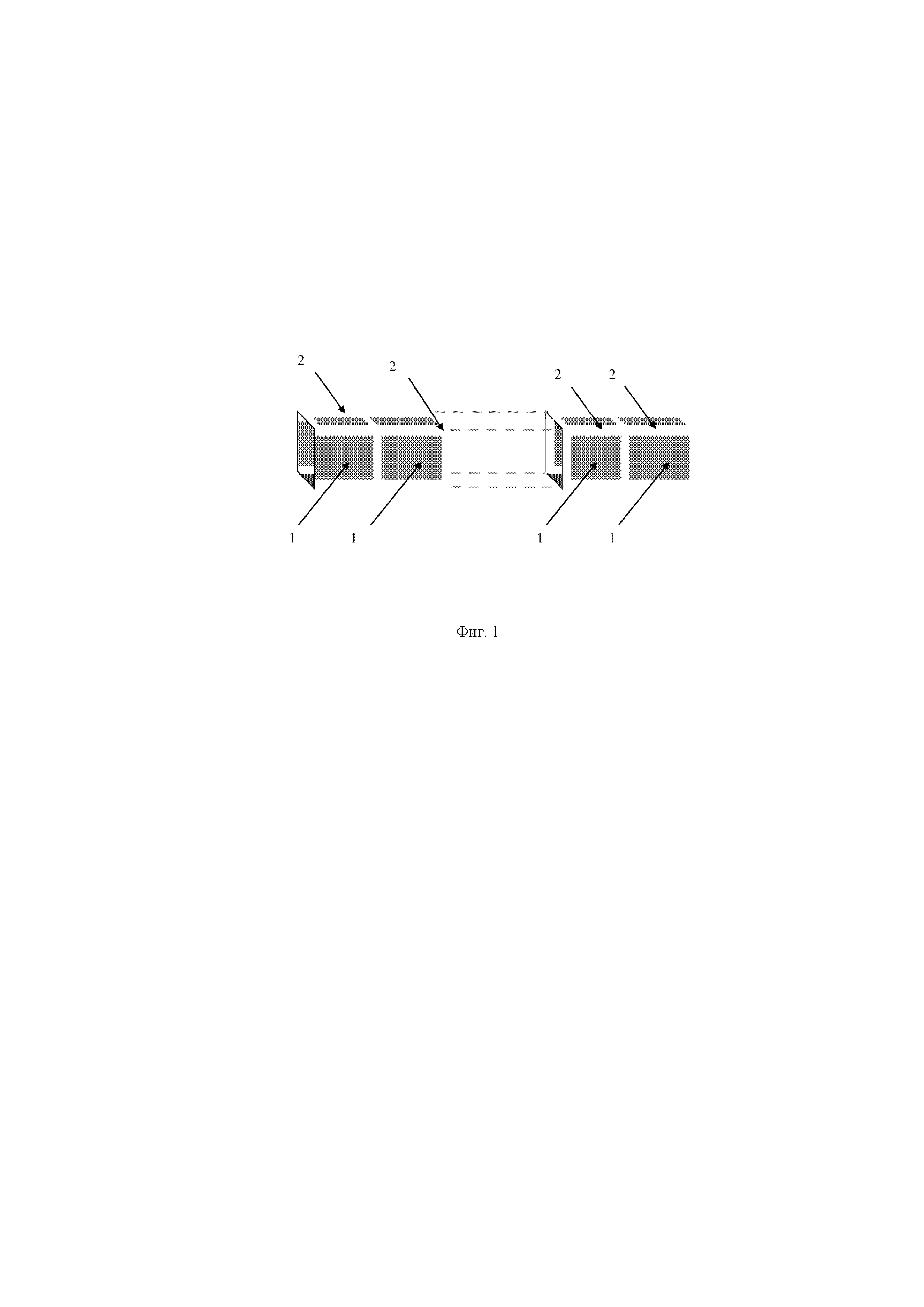
Для формования изделия заготовку-полуфабрикат натягивают на формообразующую оснастку, имеющую форму n-гранной призмы с необходимыми размерами и формой сечения. Наилучший вариант осуществления изобретения обеспечивает четырехгранная призма-оснастка, при которой реализуется наиболее простой способ укладки готового изделия в транспортировочное состояние, после чего осуществляют разметку заготовки для нанесения связующего. Схема разметки представлена на фиг. 1. Участки заготовки подлежащие полимеризации (поз. 1) располагаются на гранях формируемой фигуры и не предполагается их деформирование (сгибание), в процессе складывания изделия для транспортировки. Участки заготовки по которым будет осуществляться сгибание (складывание) готового изделия (поз. 2) в транспортировочное состояние, и требующие сохранения эластичности, связующим не пропитывают. Для более надежной защиты будущих линий сгиба от проникновения связующего можно использовать обычные клейкие ленты.
В качестве связующего используется эпоксидная композиция холодного отверждения. Это упрощает процесс изготовления изделия, т.к. не требует использования горячих прессов, упрощает защиту линий сгиба от проникновения связующего. Полимеризация изделия осуществляется при естественных температурных условиях окружающей среды.
После холодной полимеризации связующего, получают цельную конструкцию, состоящую из жестких элементов и эластичных участков препрега в зонах между ними.
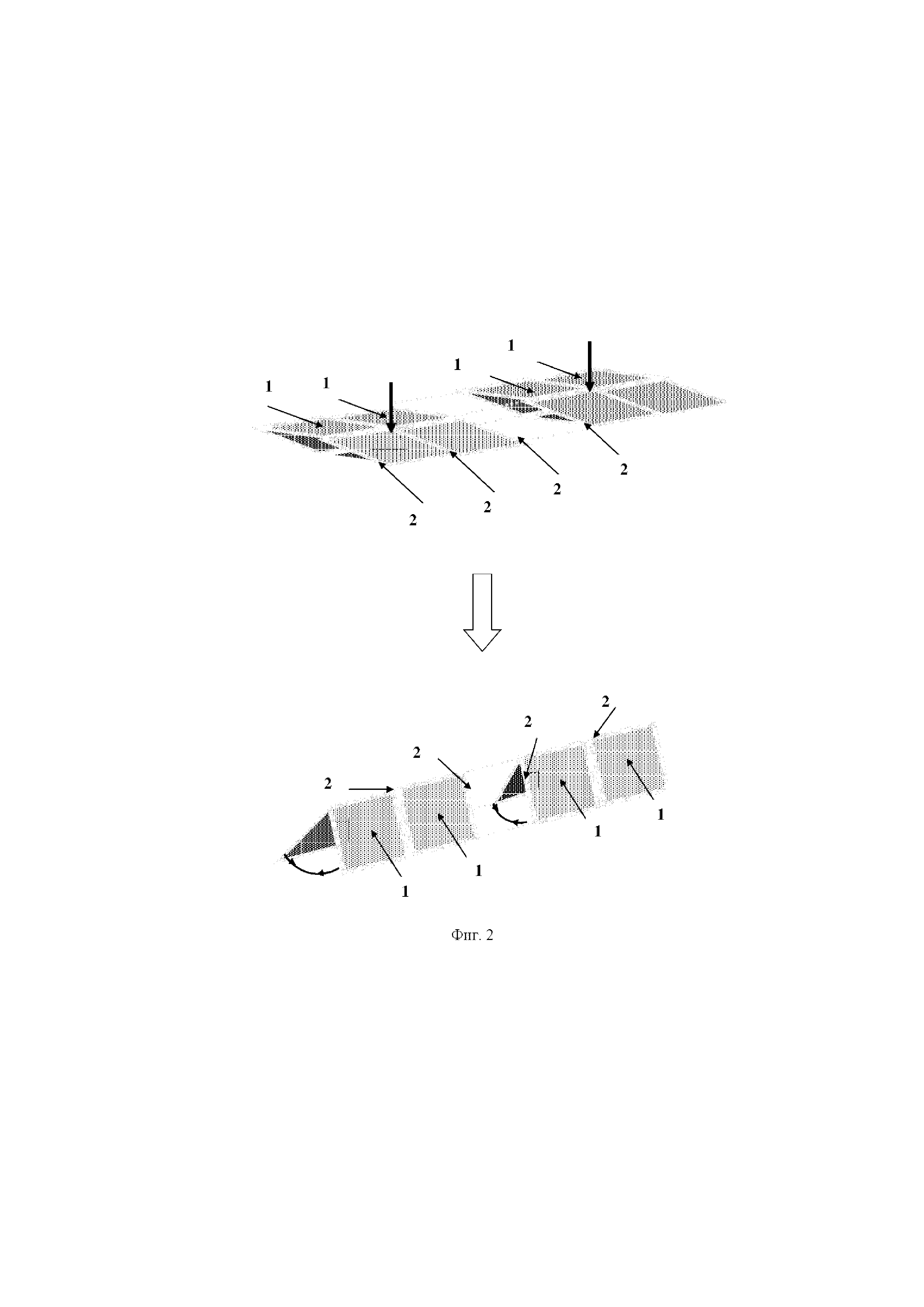
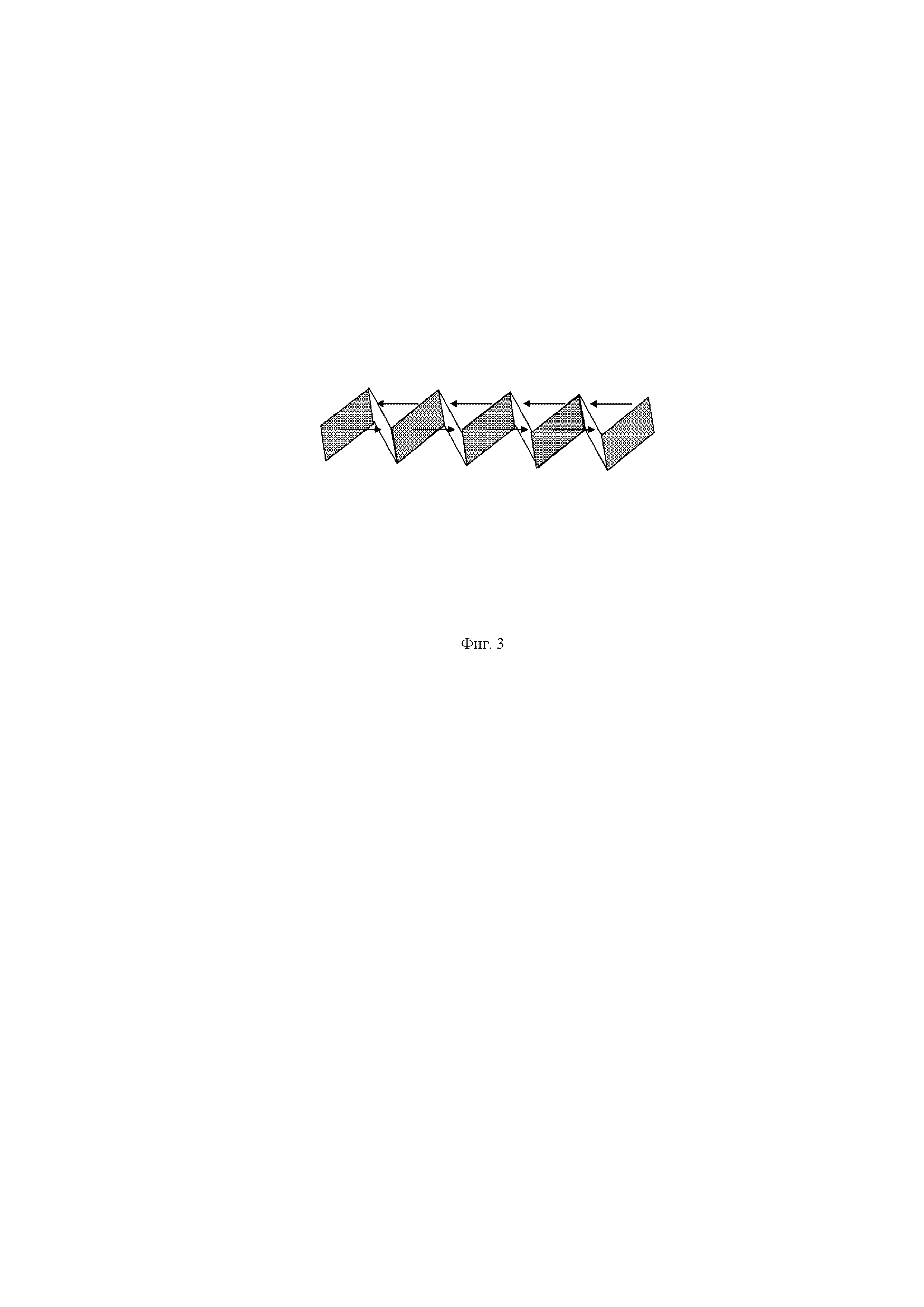
Готовое изделие снимается с формообразующей оснастки и, для приведения в транспортировочное состояние, деформируется сначала в плоскую конструкцию, последовательность складывания которой показана на фиг. 2, затем, при необходимости, «гармоникой» в ленту (фиг. 3).
Когда конструкция находится в сложенном транспортировочном состоянии, эластичные участки, испытывают деформацию растяжения-сжатия, благодаря чему конструкция способна самостоятельно раскрываться за счет эффекта памяти формы самого композиционного материала как из плоского состояния (фиг. 2), так и при укладке «гармоникой» в ленту. Так как преформ-рукав, выполнен диагональным (саржевым) плетением, это обеспечивает максимальный эффект обратной деформации при развертывании изделия.
Для создания начального импульса развертывания (при использовании изделия в условиях космоса) внутрь изделия при его складывании в транспортировочное состояние, может быть помещен эластичный герметичный резиновый рукав с небольшим остатком воздуха при атмосферном давлении.
Для придания жесткости и стабилизации формы объемной конструкции в развернутом состоянии, изделие, пропитывается связующим по всей поверхности непосредственно перед выводом на орбиту, где оно полимеризуется за счет солнечной радиации.
Предложенный способ позволяет создавать конструкции способные разворачиваться за счет эффекта памяти формы, которые не требуют использования для этих целей дополнительных механических элементов. Отсутствует проблема сшивки для превращения плоской конструкции в объемное изделие.
Краткое описание чертежей
Сущность изобретения поясняется на следующих схемах.
На фиг. 1 показано исходное состояние преформ-рукава, выполненного, для примера, в виде полой четырехгранной призмы. Формообразующая оснастка на фиг. 1 не показана. Обозначения позиций следующие: 1 - участки препрега, полимеризуемые в процессе холодного отверждения; 2 - участки не пропитанные связующим.
На фиг. 2 показана последовательность складывания изделия в транспортировочное состояние (стрелками показаны направления складывания).
На фиг. 3 показан способ укладки изделия "гармоникой" в ленту (стрелками показаны направления складывания).
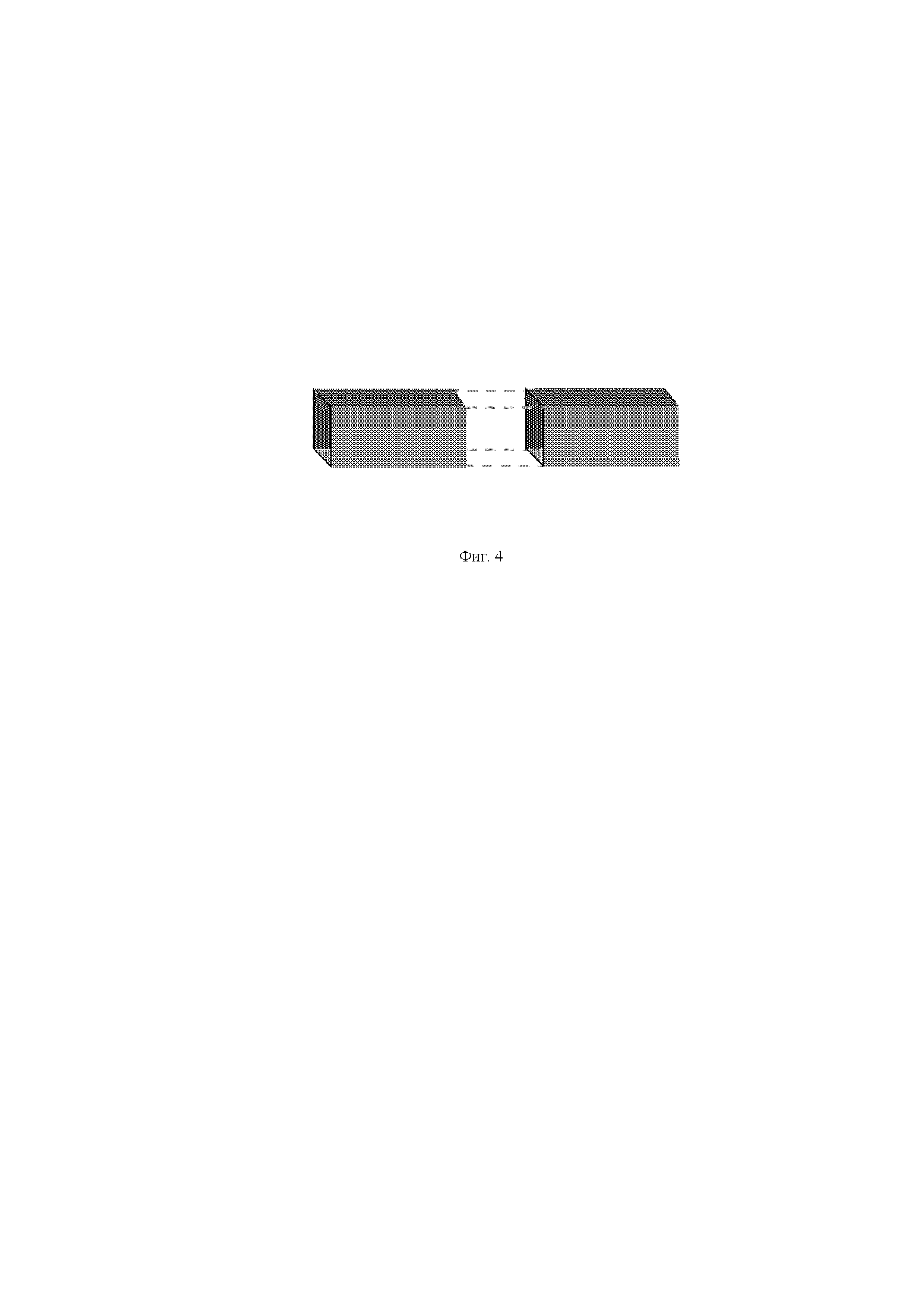
На фиг. 4 показан пример готового изделия в развернутом состоянии.
Способ реализуется следующим образом.
На первом этапе мягкий плетеный преформ-рукав, выполненный из углеродной нити, натягивается на формообразующую оснастку, имеющую форму n-гранной призмы с необходимыми размерами и формой сечения. Далее выполняется разметка преформ-рукава на участки 1, которые будут пропитаны связующим и участки сгиба 2, которые связующим не пропитывают. Для более надежной защиты линий сгиба 2 от проникновения связующего можно использовать обычные клейкие ленты.
На следующем этапе грани 1 пропитываются связующим холодного отверждения. Ребра будущего изделия и линии складывания 2 изделия в транспортировочное состояние оставляют свободными от пропитки связующим для сохранения эластичности.
Осуществляют холодную полимеризацию связующего.
Готовое изделие снимают с формообразующей оснастки и, для приведения в транспортировочное состояние, складывают сначала в плоскую конструкцию, последовательность складывания которой показана на фиг. 2, затем, при необходимости, «гармоникой» в ленту, согласно фиг. 3. Укладка «гармоникой» в ленту обеспечивает минимальный объем транспортировочного состояния конструкции.
Когда конструкция находится в сложенном транспортировочном состоянии, эластичные участки, испытывают деформацию растяжения-сжатия, благодаря чему конструкция способна самостоятельно раскрываться за счет эффекта памяти формы самого композиционного материала как из плоского состояния (фиг. 2), так и при укладке «гармоникой» в ленту.
Для создания начального импульса развертывания внутрь изделия, может быть помещен эластичный герметичный резиновый рукав с небольшим остатком воздуха при атмосферном давлении.
Для придания жесткости и стабилизации формы объемной конструкции в развернутом состоянии, изделие, пропитывают связующим по всей поверхности непосредственно перед выводом на орбиту, где оно полимеризуется за счет солнечной радиации.
Предлагаемый способ позволяет использовать в качестве основы для изделия промышленный плетеный преформ-рукав, что существенно снижает трудозатраты на изготовление необходимого изделия; уменьшает цикл изготовления изделия; не требует использования дополнительного оборудования для «горячего» отверждения связующего; устраняет проблему сшивки плоской формы в объемное изделие; позволяет исключить дополнительные механические элементы для развертывания конструкции.
Способ видовой дифференциации жизнеспособных родококков, иммобилизованных в гелевом носителе
Способ определения пораженности грунтов газообразующими микроорганизмами
Способ повышения встречаемости быстрорастущих семей ели финской picea × fennica (regel) kom.
Эндопротез межфалангового сустава с углеродным покрытием
Способ получения производных 5, 6-дигидро-4н-фуро[2', 3':3, 4]циклогепта[1, 2-b]бензофурана
Способ получения производных 10-метил-6, 7-дигидро-5н-пирроло[1, 2-а][1, 5]бензодиазепина
(z)-3-(2-оксо-2-(4-толил)этилиден)пиперазин-2-он, обладающий противовоспалительной и/или антиноцицептивной активностью, способ его получения, фармацевтические композиции
Способ получения производных 3-фурилпропан-1-онов
7-амино-2,2',4-триоксо-5'-фенил-1,1',2,2',3,4-гексагидроспиро{пирано[2,3-d]пиримидин-5,3'-пиррол}-6-карбонитрилы и способ их получения
(z)-этил 2-(4-(4-хлорфенил)-2,4-диоксо-3-(3-оксо-3,4-дигидрохиноксалин-2(1н)-илиден)бутанамидо)-4-метил-5-фенилтиофен-3-карбоксилат, обладающий противодиабетической активностью, и способ его получения
Способ сокращения длительности отверждения эпоксидного связующего

