Результат интеллектуальной деятельности: СПОСОБ ЗАГРУЗКИ ШИХТЫ В ДУГОВУЮ ЭЛЕКТРОПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к черной металлургии, в частности к способу загрузки шихты в дуговую электропечь для выплавки стали.
Известен способ выплавки стали, включающий завалку металлошихты, карбюризатора, шлакообразующих материалов, материала, содержащего оксиды железа, плавление и доводку плавки, где в качестве материала, содержащего оксиды железа, используют промасленную окалину, которую загружают на стальной лом в смеси с коксовой мелочью и известью в соотношении 1:(0,3-3):(0,1-1) соответственно по объему (Патент РФ №2194772, МПК С21С 5/04, С21С 5/28, С21С 5/52, опубл. 20.12.2002). Недостатками данного способа являются:
- высокое содержание вредных примесей в окалине;
- повышенный расход электродов и электроэнергии из-за увеличения длительности плавки, вызванным окислением примесей;
- увеличенное образование шлака.
Известен способ выплавки стали в электродуговых печах с использованием шихтовых брикетов, включающих железосодержащий материал. В состав брикетов входят компоненты, % масс.: окисленный железосодержащий материал 5-57, карбюризатор 20-30, связующее 10-20, легирующая добавка 1-15, железоуглеродистый сплав 1-30, шлакообразующий материал 1-10, пластификатор 1-10 (Патент РФ №2213788, МПК С21С 5/00, опубл. 10.10.2003).
Критичным недостатком данного способа является многокомпонентность состава брикетов, включающего вредные примеси, которые могут повлиять на состав и качество выплавляемого металла.
Известен способ выплавки стали в дуговой электропечи, включающий завалку в печь металлолома и извести, заливку жидкого чугуна, окисление углерода газообразным кислородом, дефосфорацию, последующий выпуск стали в ковш с отсечкой печного шлака и оставлением 10-15% от общей массы жидкого металла в печи. В состав завалки в количестве 5-40% от общей массы металлолома вводят горячебрикетированное железо, полученное в результате прямого восстановления окисленных руд, и/или образующийся после отсева на грохотах горячебрикетированного железа железосодержащий материал фракцией 4-25 мм, с массовой долей железа металлического не менее 70%, закиси железа в пределах 15-20% и углерода не менее 0,8%. (Патент РФ №2542157, МПК С21С 5/52 (2006.01), опубл. 20.02.2015).
Существенными недостатками данного способа выплавки стали являются:
- значительная длительность плавки, связанная с необходимостью окисления примесей, находящихся в чугуне (углерод, кремний, фосфор);
- высокий расход электроэнергии, связанный с формированием большого количества шлака, получаемого при связывании оксидов окислившегося кремния чугуна с оксидами кальция, а также необходимостью расплавления требуемых присадок шлакообразующих;
- повышенный расход ферросплавов, связанный с легированием и раскислением стали в печи и в ковше под высокоокисленными шлаками;
- на большинстве предприятий отсутствует возможность применения жидкого чугуна в дуговой сталеплавильной печи (ДСП).
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ выплавки стали (Патент РФ №2573847, МПК С21С 5/52, опубл. 27.01.2016), включающий загрузку в печь шихты, содержащей стальной лом, металлизованные окатыши, шлакообразующие материалы и металлургические брикеты со степенью металлизации (65-70)%. Металлургические брикеты изготавливают из железосодержащих отходов производства процесса прямого восстановления железа. Загрузку металлургических брикетов осуществляют на подину печи послойно со стальным ломом: лом-брикеты-лом-брикеты. Доля брикетов составляет (10-15)%. По мере расплавления шихты подают металлизованные окатыши и шлакообразующие материалы.
Недостатками данного способа являются:
- послойная загрузка металлургических брикетов, что может привести к их спеканию и последующим обвалам шихты и поломкам электродов;
- недостаточная доля металлургических брикетов не позволяет значимо снизить применение дорогостоящих металлизованных окатышей, что увеличивает стоимость металлозавалки.
Технической задачей, решаемой предлагаемым изобретением, является - расширение базы компонентов, используемых в шихте электродуговой печи. Технический результат заключается в повышении качества стали за счет снижения примесей цветных металлов; сокращении длительности плавки; снижении расхода электродов, электроэнергии, угара металлошихты.
Поставленный технический результат достигается тем, что при выплавке стали применяется шихта, в состав которой вводят горячебрикетированное железо (ГБЖ), полученное в результате прямого восстановления окисленных руд.
Способ загрузки шихты в дуговую электропечь для выплавки стали включает загрузку в печь шихты, содержащей стальной лом, горячебрикетированное железо, шлакообразующие и углеродсодержащие материалы. Загрузка ГБЖ и металлолома производится в две корзины, при этом количество ГБЖ составляет (20-30)% от общей массы металлозавалки.
Применение ГБЖ позволяет исключить из металлозавалки дорогостоящие виды лома, такие как передельный чугун, железнодорожный лом, металлические окатыши. Использование ГБЖ позволяет повысить плотность завалки, что в свою очередь приводит к уменьшению количества подвалок металлолома.
Состав металлозавалки подобран экспериментальным путем, исходя из себестоимости применяемых материалов и необходимым снижением примесей цветных металлов в получаемой стали.
Опыт использования ГБЖ показал, что отдача ГБЖ менее 20% от общей массы металлозавалки экономически не эффективно, так как не позволяет полностью исключить дорогостоящие виды лома - окатыши металлические, чугун передельный, железнодорожный лом. Не обеспечивается необходимой плотности завалки металлошихты, не позволяет снизить содержание примесей цветных металлов до требуемого уровня.
Использование ГБЖ в металлозавалке более 30% от общей массы приводит к увеличению случаев спекания брикетов, что приводит к обвалам шихты и поломкам электродов, к значительному увеличению расхода электроэнергии, электродов, огнеупоров.
Выплавка стали по заявляемому способу осуществлялась в условиях производства на АО «Волжский Трубный Завод». Для проведения опытных плавок применялась шихта с различным соотношением материалов металлозавалки и способами их загрузки в корзины (три опытные схемы).
Были проведены три серии опытных плавок с различными схемами загрузки шихты с применением ГБЖ в количестве (20-30)% от общей массы металлозавалки.
1 схема
При выплавке стали по первой схеме ГБЖ в металлозавалке распределяется равномерно по каждой корзине. В первую корзину отдается (60-75)% от общего количества ГБЖ. Во вторую корзину - оставшиеся (25-40)%.
Недостатком выплавки стали по первой схеме является большое количество поломок электродов из-за спекания брикетов ГБЖ.
2 схема
При выплавке стали по второй схеме все количество ГБЖ (100%) укладывается на дно в первую корзину.
При использовании данной схемы значительно сокращаются поломки электродов в процессе выплавки стали. Недостатки способа - увеличение угара шихты. Сгорает легковесный лом, находящийся выше ГБЖ.
3 схема (предлагаемая). Металлолом и ГБЖ, количество которого составляет (20-30)% от общей массы металлозавалки, подают в печь двумя корзинами, на дно которых загружают подушку из 10-15 т легковесного лома, при этом в первую корзину загружают (60-75)% от общей массы ГБЖ, используемого на плавку, а во вторую - оставшуюся часть ГБЖ, причем на упомянутую подушку из легковесного лома первой корзины сначала загружают 40-65% ГБЖ, а остальное количество ГБЖ распределяют послойно по 2-5% ГБЖ через каждые 10 т легковесного лома, а на упомянутую подушку из легковесного лома второй корзины - 10-15% ГБЖ через каждые 10 т легковесного лома.
Выплавка стали при использовании данной схемы загрузки позволила сократить поломки электродов, снизить количество подвалок металла в печь по мере плавки.
Выплавка стали с применением ГБЖ в металлозавалке в количестве (20-30)% позволило снизить содержание в получаемой стали примесей цветных металлов на (20-30)%.
Данные по среднему содержанию цветных металлов в получаемой стали в зависимости от содержания ГБЖ в металлозавалке представлены в таблице №1.
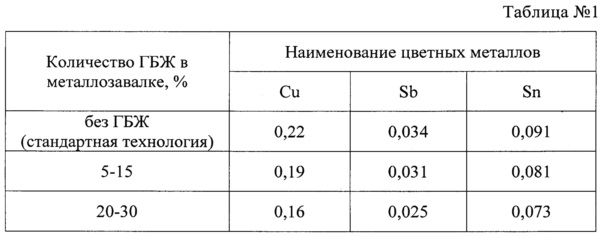
Снижение вредных примесей в получаемой стали позволило уменьшить количество переводов плавок в пониженные марки стали, снизить ремонт (зачистку) труб по сталеплавильным дефектам, улучшить вязкопластичные свойства труб при отрицательных температурах.
Высокая насыпная плотность ГБЖ и оптимальная схема загрузки позволяют повысить плотность металлошихты в завалке и сократить количество подвалок, исключить спекание брикетов ГБЖ и обвалы шихты и, как следствие, сократить длительность плавки; снизить расход электродов, электроэнергии, угара металлошихты.
Данные по показателям выплавки стали при использовании различных схем загрузки металлошихты представлены в таблице №2.
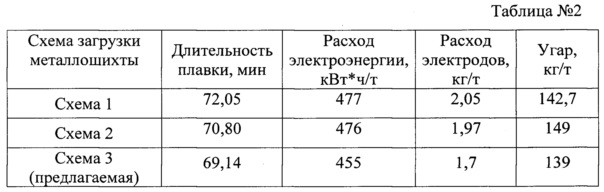
Заявляемый способ выплавки стали с применением предлагаемой схемы загрузки ГБЖ и металлолома позволяет сократить продолжительность плавки на (1,5-3) минуты. При этом расход электроэнергии на плавку снижается на (17-25) кВт*ч/т, расход электродов на (0,25-0,40) кг/т, количество угара на (2,5-3,5) кг/т.
Способ загрузки шихты в дуговую электропечь для выплавки стали, включающий подачу в печь шихты, содержащей легковесный металлолом, горячебрикетированное железо (ГБЖ), шлакообразующие и углеродсодержащие материалы, отличающийся тем, что металлолом и ГБЖ, количество которого составляет (20-30)% от общей массы металлозавалки, подают в печь двумя корзинами, на дно которых загружают подушку из 10-15 т легковесного лома, при этом в первую корзину загружают (60-75)% от общей массы ГБЖ, используемого на плавку, а во вторую - оставшуюся часть ГБЖ, причем на упомянутую подушку из легковесного лома первой корзины сначала загружают 40-65% ГБЖ, а остальное количество ГБЖ распределяют послойно по 2-5% ГБЖ через каждые 10 т легковесного лома, а на упомянутую подушку из легковесного лома второй корзины - 10-15% ГБЖ, а остальное ГБЖ распределяют послойно по 2-5% ГБЖ через каждые 10 т легковесного лома.Способ дуговой сварки кольцевых швов поворотных стыков труб
Низкоуглеродистая доперитектическая сталь для производства бесшовных труб
Способ контроля положения оси прокатки непрерывного стана
Способ контроля соосности клетей станов продольной прокатки
Способ изготовления горячепрессованных труб из стали типа 13cr
Способ изготовления бесшовных холоднодеформированных труб из титанового сплава типа ti-3al-2,5v
Способ производства холоднокатаной полосы из углеродистой стали
Способ контроля соосности клетей станов продольной прокатки
Устройство для хранения и транспортировки труб
Труба нефтяного сортамента из коррозионно-стойкой стали мартенситного класса
Способ непрерывной прокатки труб и оправочный узел для его осуществления
Способ непрерывной прокатки труб
Способ производства стали с нормируемым содержанием серы
Способ изготовления горячепрессованных труб из стали типа 13cr

