Результат интеллектуальной деятельности: Способ определения местоположения рабочей поверхности изделия относительно лазерного проектора
Вид РИД
Изобретение
Изобретение относится к области авиастроения и космической техники, судостроения и автомобилестроения и может применяться при изготовлении или сборке изделий из полимерных композиционных материалов (ПКМ) с использованием технологии лазерного проецирования.
Аналогом изобретения является патент US №7986417 МПК В23К 26/00 от 26.07.2011, в котором описан способ определения местоположения относительно лазерного проектора рабочей поверхности изделия большого размера, используя два набора метрологических датчиков: первый набор датчиков устанавливается на рабочей поверхности изделия либо на фиксированном и известном расстоянии от нее в рабочей области проектора, второй набор датчиков устанавливают на специальной раме или приспособлении, которая также является жесткой опорой лазерного проектора и выполнена с большим проемом по контуру, через который проходит проецирование контуров элементов слоев или другой требуемой проекции. С помощью специальных передатчиков определяется местоположение метрологических датчиков первого и второго типа, и осуществляется передача данных в программное устройство рабочей станции, где определяется местоположение рабочей поверхности по координатам датчиков первого типа, и местоположение проектора по координатам датчиков второго типа. Обрабатывая полученную информацию с использованием известных алгоритмов в программном устройстве рабочей станции, определяется местоположение рабочей поверхности изделия относительно лазерного проектора, и осуществляется передача данных в его программное устройство.
Недостатком данного метода является необходимость в применении передатчиков, специальной рамы или приспособления и специализированных метрологических датчиков, использование которых приводит к повышению материалоемкости способа. При этом предъявляемые жесткие требования по точности расположения датчиков увеличивают трудоемкость реализации способа.
Наиболее близким по технической сущности к заявляемому изобретению является способ определения местоположения рабочей поверхности изделия относительно лазерного проектора по патенту US 5663795 МПК G01B 11/00 от 02.09.1997 - прототип.
В данном изобретении описывается способ определения местоположения рабочей поверхности изделия относительно лазерного проектора, включающий ее размещение под проектором в строго определенном месте рабочего пространства с помощью упоров и на известном расстоянии относительно установленного количества светоотражающих маркеров, расположенных около нее, идентификацию положения маркеров, решение ПК калибровочных уравнений и определение местоположения рабочей поверхности изделия относительно проектора.
К недостаткам данного способа относится необходимость в решении калибровочных уравнений и точного размещения рабочей поверхности изделия и маркеров относительно проектора.
Кроме того, данный метод мало применим к крупногабаритным изделиям, поскольку требует высоких затрат для изготовления вспомогательного оборудования, что приводит к увеличению трудоемкости способа, а применение дополнительного вспомогательного оборудования к увеличению материалоемкости.
Задачей настоящего изобретения является снижение трудоемкости и материалоемкости за счет исключения изготовления и установки вспомогательных приспособлений.
Указанная задача решается следующим образом.
Способ определения местоположения рабочей поверхности изделия относительно лазерного проектора, включающий ее размещение в рабочей области проектора, установку на ней светоотражающих маркеров, нахождение их проектором и определение местоположения рабочей поверхности изделия, отличающийся тем, что светоотражающие маркеры устанавливают ориентировочно в точках, координаты которых предварительно обозначены в электронной 3D модели рабочей поверхности, загруженной в программное устройство лазерного проектора, определяют координаты расположения маркеров в пределах области поиска, превышающей заданную, по которой определяют погрешность местоположения рабочей поверхности изделия относительно проектора путем сопоставления координат точек светоотражающих маркеров с координатами точек рабочей поверхности изделия в электронной 3D модели и выявляют отклонения между ними, затем проводят пошаговую переустановку светоотражающих маркеров в соответствии с выявленными отклонениями на предыдущем шаге, повторно находят их расположение в пределах меньшей области поиска и выявляют отклонения между координатами их точек и координатами точек контрольной 3D модели с уменьшающейся на каждом шаге погрешностью определения местоположения рабочей поверхности изделия вплоть до заданной.
К преимуществам предлагаемого технического решения относится то, что нет необходимости в первоначальном точном размещении светоотражающих маркеров и рабочей поверхности изделия относительно проектора. Это позволяет определять местоположение рабочей поверхности изделия относительно лазерного проектора без использования дополнительного высокоточного оборудования и снизить трудоемкость и материалоемкость процесса.
Кроме этого, предлагаемый способ позволяет использовать только программное устройство проектора без решения дополнительных калибровочных уравнений с использованием дополнительных программных средств, что также приводит к снижению материалоемкости способа.
В свою очередь универсальность способа позволяет применять его к рабочим поверхностям любого типа, форм и габаритов, для реализации которого не требуется дополнительного оборудования, приспособлений, программных средств, что также приводит к сокращению материалоемкости и трудоемкости процессов.
На фиг. 1 изображено ориентировочное расположение светоотражающих маркеров на рабочей поверхности изделия.
На фиг. 2 изображен выносной элемент А, на котором показано взаимное расположение маркера и точки, обозначенной в электронной 3D модели рабочей поверхности, а также отклонение координаты b точки маркера от координаты точки контрольной 3D модели.
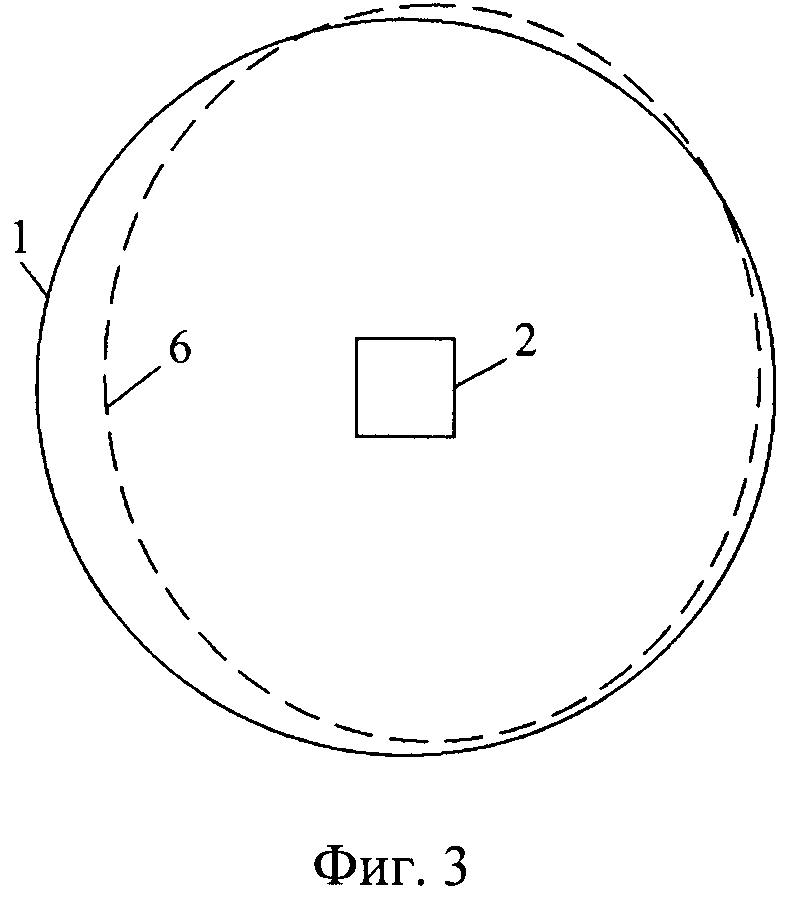
На фиг. 3 изображен пример с определением местоположения рабочей поверхности с заданной погрешностью.
Для реализации способа необходимо: разместить рабочую поверхность изделия 1 в рабочей области лазерного проектора 2, обозначить контрольные точки 5 в 3D модели рабочей поверхности изделия 1, загрузить ее в программное устройство лазерного проектора, разместить ориентировочно светоотражающие маркеры 3 на рабочей поверхности изделия 1. В точках, соответствующих обозначенным в 3D модели рабочей поверхности, произвести поиск проектором 2 светоотражающих маркеров 3, установленных на поверхности изделия в пределах области поиска 4, превышающей заданную, и определить местоположение рабочей поверхности изделия 1 проектором 2 с погрешностью 6, определяющейся областью поиска, путем сопоставления координат точек светоотражающих маркеров с координатами точек рабочей поверхности изделия в электронной 3D модели, и выявить их отклонения b.
Далее необходимо пошагово, переустановить светоотражающие маркеры 3 в соответствии с выявленными отклонениями. Провести повторный поиск проектором 2 нового расположения маркеров 3 с заданной меньшей областью поиска 4 и определить с уменьшающейся на каждом шаге погрешностью местоположение рабочей поверхности относительно лазерного проектора вплоть до заданной, путем сопоставления координат точек светоотражающих маркеров с координатами точек, обозначенными в 3D модели, и выявленных отклонений. Пример выполнения изобретения.
Рабочую поверхность изделия в виде усеченного конуса с диаметром у основания 3,6 м и 1,5 м при вершине расположили в рабочей области лазерного проектора LPT-8 производства Laser Projection Technologies, incorporated. В системе автоматизированного проектирования (ПО) NX Siemens PLM Software, используя созданную ранее электронную 3D модель рабочей поверхности изделия, обозначили 6 контрольных точек с координатами, указанными в таблице.
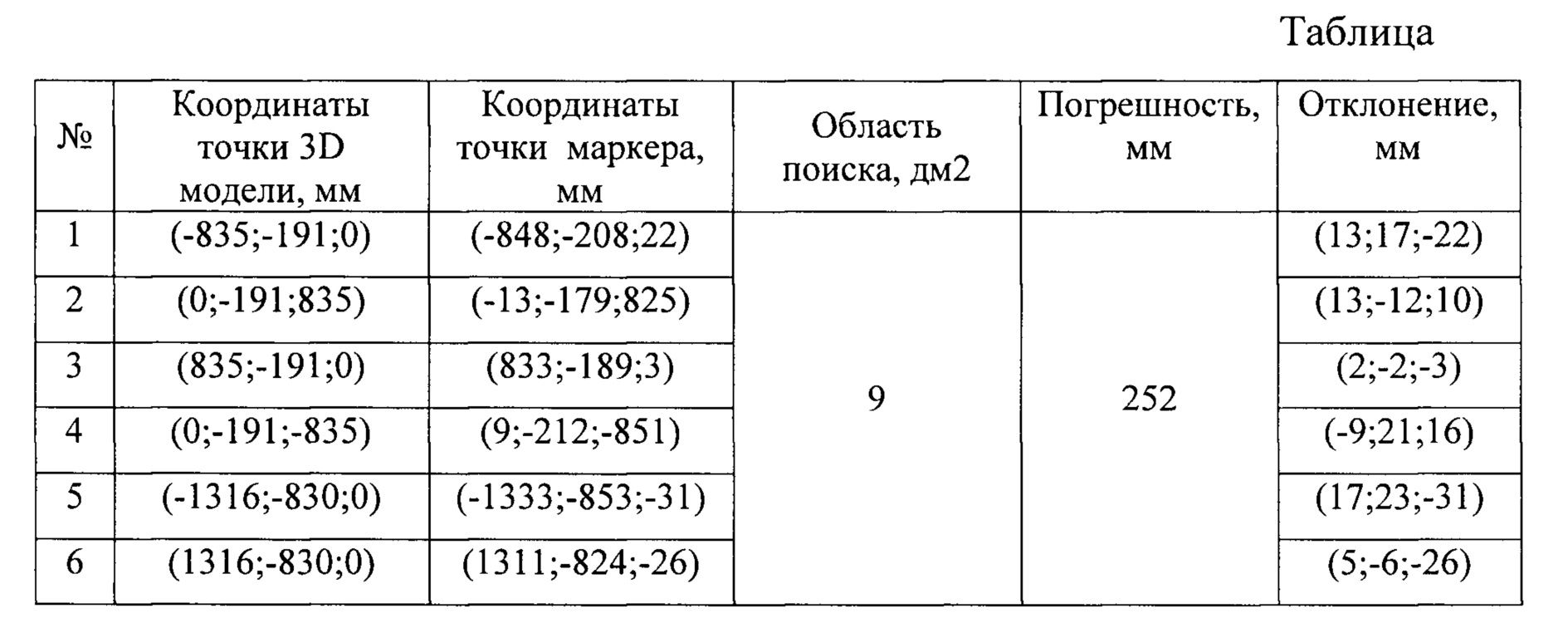
Загрузили в программное устройство проектора 3D модель рабочей поверхности изделия с обозначенными точками. В соответствии с их координатами установили на рабочую поверхность изделия ориентировочно шесть светоотражающих маркеров. Установив в специализированном ПО «RayTracer» Laser Projection Technologies incorporated область поиска точек светоотражающих маркеров площадью в 9 дм (таблица), определили проектором их расположение. Путем сопоставления координат точек установленных светоотражающих маркеров и обозначенных координат контрольных точек в 3D модели, определили местоположение рабочей поверхности изделия относительно лазерного проектора с определенной погрешностью.
В ПО «RayTracer» Laser Projection Technologies incorporated определили отклонение координат точки каждого маркера от соответствующих координат точек контрольной 3D модели с вычислением разницы координат по каждой оси (X, Y, Z) в системе координат модели (таблица). В соответствии с полученными результатами переустановили светоотражающие маркеры. Установив в ПО «RayTracer» Laser Projection Technologies incorporated область поиска координат точек светоотражающих маркеров площадью в 0,25 дм2, осуществили нахождение проектором расположения светоотражающих маркеров. Путем сопоставления координат их точек и обозначенных координат контрольных точек в 3D модели с выявлением их отклонений, определили в ПО проектора местоположение рабочей поверхности изделия относительно лазерного проектора с погрешностью, соответствующей необходимой точности.
Таким образом, предлагаемый способ определения местоположения рабочей поверхности изделия относительно лазерного проектора позволяет сократить материалоемкость и трудоемкость изготовления изделий из ПКМ с применением технологии лазерного проецирования за счет исключения необходимости использования вспомогательных приспособлений, дорогостоящего оборудования, предварительной подготовки и дополнительного технического обслуживания рабочей поверхности изделия. Способ применим к определению местоположения поверхностей изделий любых типов, форм и габаритов.
Способ определения местоположения рабочей поверхности изделия относительно лазерного проектора, включающий ее размещение в рабочей области проектора, установку на ней светоотражающих маркеров, нахождение их проектором и определение местоположения рабочей поверхности изделия, отличающийся тем, что светоотражающие маркеры устанавливают ориентировочно в точках, координаты которых предварительно обозначены в электронной 3D модели рабочей поверхности, загруженной в программное устройство лазерного проектора, определяют координаты расположения маркеров в пределах области поиска, превышающей заданную, по которой определяют погрешность местоположения рабочей поверхности изделия относительно проектора путем сопоставления координат точек светоотражающих маркеров с координатами точек рабочей поверхности изделия в электронной 3D модели, и выявляют отклонения между ними, затем проводят пошаговую переустановку светоотражающих маркеров в соответствии с выявленными отклонениями на предыдущем шаге, повторно находят их расположение в пределах меньшей области поиска и выявляют отклонения между координатами их точек и координатами точек контрольной 3D модели с уменьшающейся на каждом шаге погрешностью определения местоположения рабочей поверхности изделия вплоть до заданной.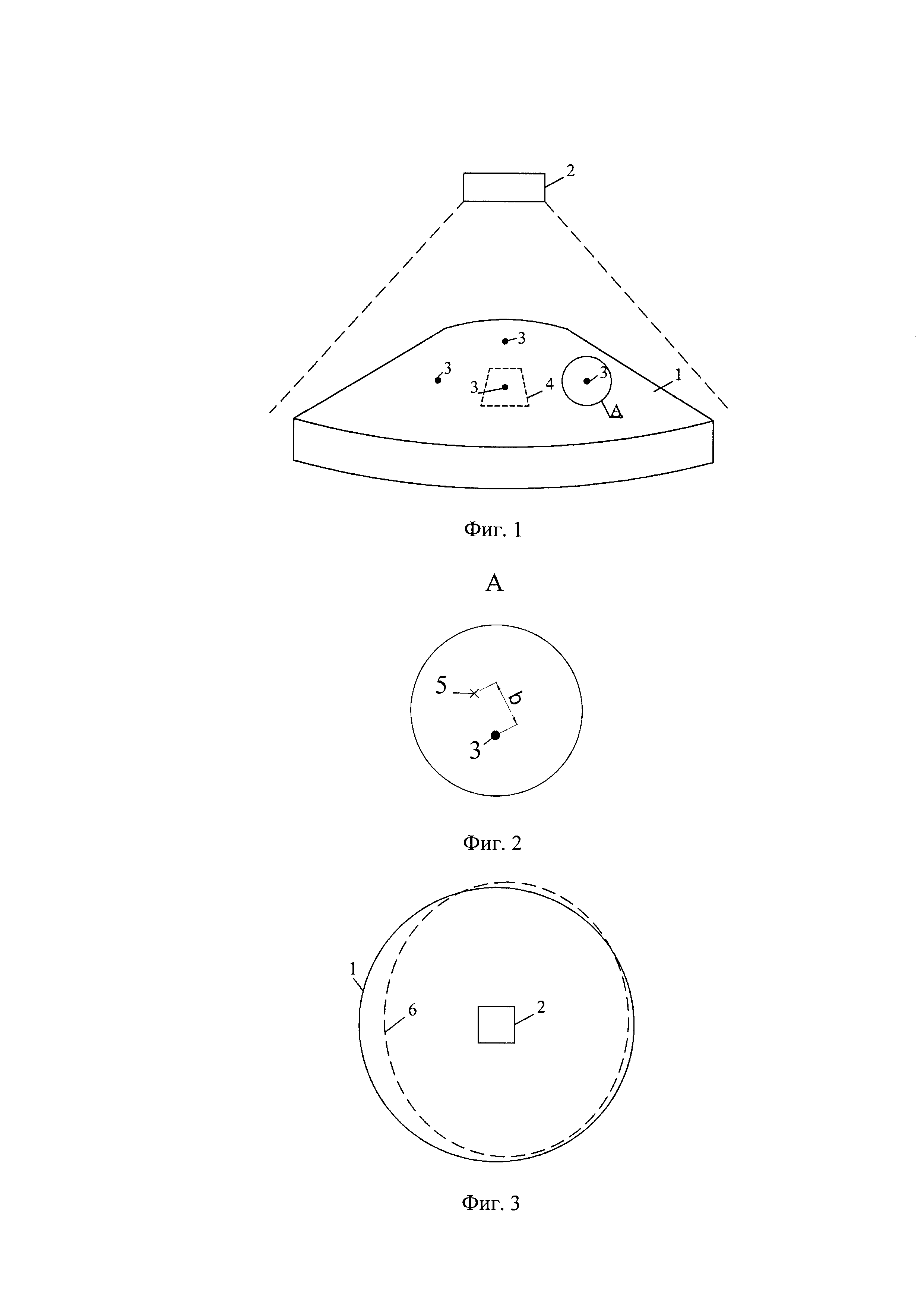
Быстроразъемное соединение отсеков корпуса летательного аппарата
Способ изготовления трехслойной панели из композиционного материала
Способ изготовления сотового заполнителя
Способ тепловых испытаний обтекателей ракет из неметаллических материалов
Способ получения полидисперсного порошка карбида бора
Способ теплового нагружения обтекателей ракет из неметаллических материалов
Способ контроля узла соединения керамического обтекателя
Устройство для измерения толщины стенки детали типа оболочка вращения
Клиновое соединение
Способ получения высокотермостойкого радиопрозрачного материала (изделия) на основе фосфатного связующего и кварцевой ткани
Способ взвешивания крупногабаритных грузов со смещенным центром тяжести
Теплоноситель на основе соединений кремния
Способ изготовления профилированной ферменной конструкции из волокнистого композиционного материала
Опорный узел трехслойной панели и способ сборки трехслойной панели с опорными узлами
Способ изготовления трехслойной панели из композиционного материала
Способ изготовления трехслойной панели из композиционного материала
Способ изготовления сотового заполнителя
Узел соединения конструкций из композиционных материалов
Способ образования галтелей клея на кромках ячеек сотового заполнителя
Способ изготовления композитного элемента жесткости

