Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к способам изготовления трехслойных панелей из композиционного материала и может быть использовано для получения трехслойных конструкций в авиационной и космической технике, например для изготовления панелей крыла или фюзеляжа летательных аппаратов.
Известен способ изготовления трехслойной панели из композиционных материалов, описанный в патенте США №6852192 B2, опубликованном 08.02.2005, в котором на слои нижней обшивки устанавливают сотовый заполнитель со скосами, сверху на него устанавливают слои верхней обшивки, а зоны контакта слоев верхней и нижней обшивок закрывают сначала эластичными цулагами, затем жесткими, после чего проводят отверждение изделия.
Данный способ не позволяет обеспечить точность геометрии, поскольку при формовании изделия возможно смещение сотового заполнителя с замятием острых кромок сотовой структуры, что ухудшает качество внешнего вида в зоне скосов сотового заполнителя.
Известен способ изготовления композиционных деталей с сотовым заполнителем (патент США №5897739, опубликованный 27.04.1999), в котором предварительно отверждают нижнюю композиционную обшивку, обрабатывают ее по контуру и устанавливают на формообразующую оснастку, изготавливают сотовый заполнитель и устанавливают его через клеевую пленку на нижнюю обшивку по заданным размерам относительно кромки нижней обшивки, затем на образовавшуюся сборку укладывают клеевую пленку и верхнюю неотвержденную композиционную обшивку таким образом, чтобы она выходила за торцы нижней отвержденной обшивки на строго установленный размер и при формовании сцеплялась со ступенькой, образованной торцами нижней обшивки, не позволяя слоям верхней обшивки при формовании деформировать сотовый заполнитель. После чего полученный полуфабрикат детали упаковывают в вакуумный мешок и проводят отверждение.
Недостатками данного способа являются большая трудоемкость и длительный цикл изготовления за счет необходимости механической обработки нижней обшивки и обеспечения заданного размера верхней обшивки относительно контура нижней обшивки для формирования ступенек. Кроме того, наличие ступенек по контуру влияет на качество внешнего вида панели, способствуя образованию складок в процессе отверждения при недостаточном натяжении материала верхней обшивки или зависанию слоев в зоне кромок сотового заполнителя при избыточном натяжении.
Задачей предлагаемого изобретения является снижение трудоемкости и производственного цикла изготовления трехслойных панелей, а также повышение качества внешнего вида.
Способ изготовления трехслойной панели из композиционного материала, включающий последовательную выкладку на формообразующую оснастку нижней обшивки из слоев композиционного материала, укладку на нее нижней клеевой пленки, сотового заполнителя со скосами, верхней клеевой пленки, верхней обшивки из слоев композиционного материала и отверждение полученной заготовки панели, при этом, согласно предлагаемому изобретению, на формообразующую оснастку выкладывают неотвержденную нижнюю обшивку, состоящую из слоев препрега на основе угольных или стеклянных волокон и полимерного связующего эпоксидного типа, на неотвержденную нижнюю обшивку устанавливают выполненный из металлического или неметаллического материала и покрытый антиадгезионным слоем имитатор сотового заполнителя, форма которого совпадает с формой сотового заполнителя, после чего по контуру имитатора сотового заполнителя выкладывают слои усилений, состав которых соответствует составу слоев нижней обшивки, имитатор сотового заполнителя фиксируют к формообразующей оснастке с возможностью последующего съема, затем полученную сборку упаковывают в вакуумный мешок и отверждают при температуре 175±5°С и давлении 4…7,5 атм, затем сборку распрессовывают и извлекают имитатор сотового заполнителя, в результате чего образуется гнездо под сотовый заполнитель, далее на внутреннюю сторону отвержденных нижней обшивки и слоев усилений укладывают нижнюю клеевую пленку, в полученное гнездо устанавливают сотовый заполнитель со скосами, выполненный из металлического или неметаллического материала, на верхнюю часть сотового заполнителя со скосами укладывают верхнюю клеевую пленку и верхнюю обшивку, состоящую из слоев препрега, идентичного препрегу нижней обшивки, полученную сборку упаковывают в вакуумный мешок и отверждают при температуре 175±5°С и давлении 0,8…3 атм.
Имитатор сотового заполнителя целесообразно выполнять по контуру на 0,1…0,3 мм большим, чем сотовый заполнитель.
Сотовый заполнитель может быть усилен по контуру полимерным заполнителем.
Выкладка на формообразующую оснастку неотвержденной нижней обшивки, состоящей из слоев препрега на основе угольных или стеклянных волокон и полимерного связующего эпоксидного типа, с последующей установкой на неотвержденную нижнюю обшивку выполненного из металлического или неметаллического материала и покрытого антиадгезионным слоем имитатора сотового заполнителя, форма которого совпадает с формой сотового заполнителя, и выкладкой по контуру имитатора сотового заполнителя слоев усилений, состав которых соответствует составу слоев нижней обшивки, при этом имитатор сотового заполнителя фиксируется к формообразующей оснастке с возможностью последующего съема, а затем полученная сборка упаковывается в вакуумный мешок и отверждается при температуре 175±5°С и давлении 4…7,5 атм, с последующей распрессовкой и извлечением имитатора сотового заполнителя, в результате чего образуется гнездо под сотовый заполнитель, и далее на внутреннюю сторону отвержденных нижней обшивки и слоев усилений производится укладка нижней клеевой пленки, в полученное гнездо устанавливается сотовый заполнитель со скосами, выполненный из металлического или неметаллического материала, на верхнюю часть сотового заполнителя со скосами укладывается верхняя клеевая пленка и верхняя обшивка, состоящая из слоев препрега, идентичного препрегу нижней обшивки, упаковка полученной сборки в вакуумный мешок и отверждение ее при температуре 175±5°С и давлении 0,8…3 атм позволяют с большой точностью установить на отформованную нижнюю обшивку сотовый заполнитель и исключить его смещение в процессе формования трехслойной панели, при этом нет необходимости снимать отвержденную нижнюю обшивку с оснастки и подвергать ее механической обработке, что снижает трудоемкость и производственный цикл изготовления изделия. Кроме того, при выкладке слоев верхней обшивки не следует выполнять ступеньки по контуру панели, что улучшает условия их формования, исключая появления складок и зависаний, повышая качество внешнего вида изделия.
Выполнение имитатора сотового заполнителя по контуру на 0,1…0,3 мм большим, чем сотовый заполнитель, позволяет облегчить установку сотового заполнителя в полученное гнездо, что снижает трудоемкость сборки трехслойной панели.
Усиление контура сотового заполнителя полимерным заполнителем позволяет улучшить качество внешнего вида изделия в зоне скосов сотового заполнителя.
Изобретение поясняется чертежами.
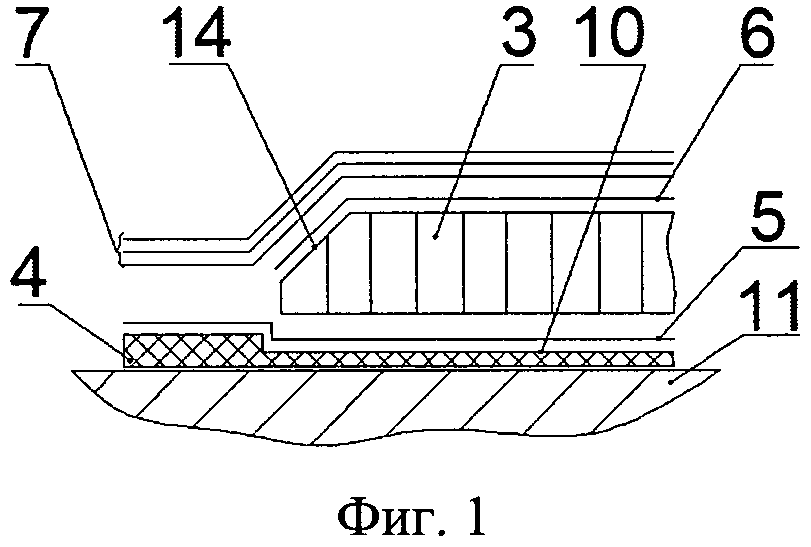
На фиг.1 представлена трехслойная панель в сборе.
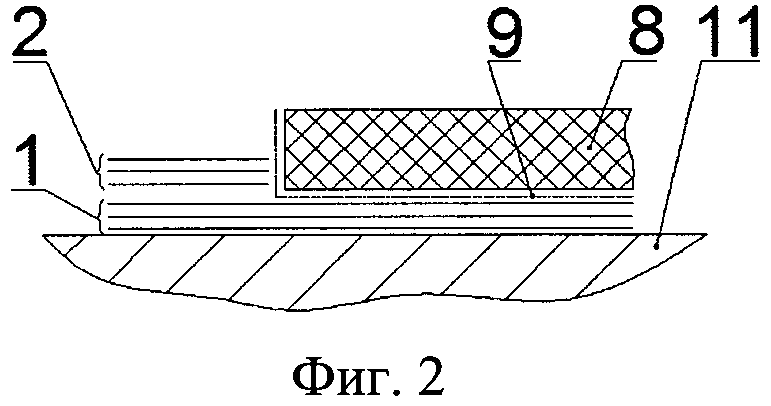
На фиг.2 показана схема выкладки слоев нижней обшивки и усиления с использованием имитатора сотового заполнителя.
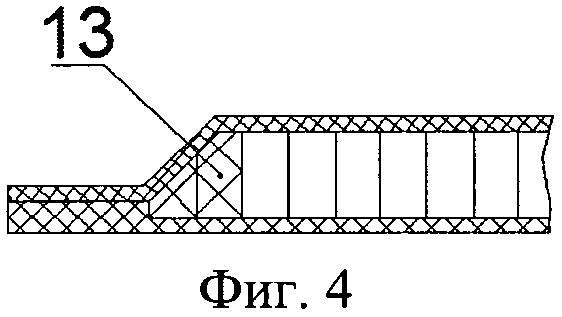
На фиг.3 представлена схема закрепления имитатора к формообразующей оснастке.
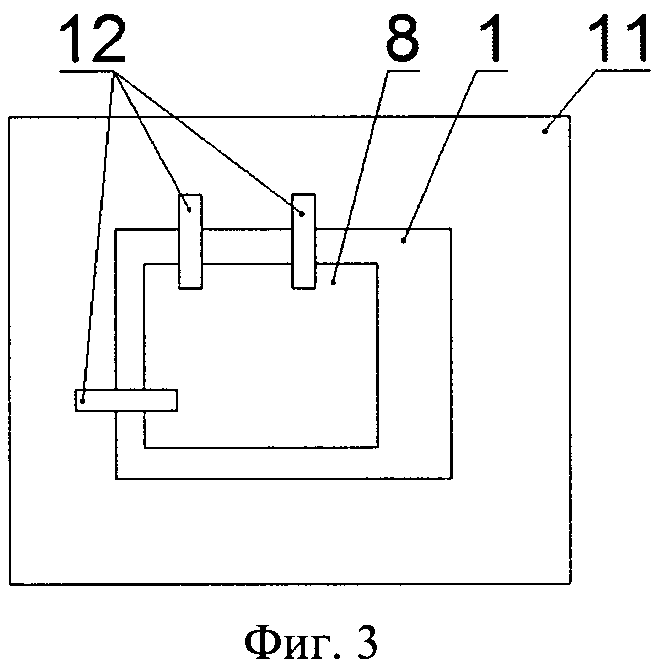
На фиг.4 показано сечение трехслойной панели с сотовым заполнителем, усиленным по контуру полимерным заполнителем.
Способ изготовления трехслойной панели из композиционного материала включает выкладку на формообразующую оснастку 11 слоев нижней обшивки 1. Имитатор сотового заполнителя 8, обработанный антиадгезионным покрытием 9, устанавливали на слои нижней обшивки 1. Слои усиления 2 выкладывали по контуру имитатора сотового заполнителя 8, который фиксировали к формообразующей оснастке 11 с помощью пластин 12. Полученную сборку упаковывали в вакуумный мешок и отверждали, после чего проводили распрессовку, извлекали имитатор сотового заполнителя 8 с образованием гнезда 10 под сотовый заполнитель 3. На внутреннюю сторону отвержденных нижней обшивки и слоев усилений 4 укладывают нижнюю клеевую пленку 5, в полученное гнездо 10 устанавливают сотовый заполнитель 3 со скосами 14, на верхнюю часть которого укладывают верхнюю клеевую пленку 6 и слои верхней обшивки 7. Полученную сборку упаковывают в вакуумный мешок и отверждают, после чего проводят распрессовку и извлекают изделие. Для улучшения внешнего вида панели в зоне скосов 14 сотовый заполнитель 3 по контуру усиливают полимерным заполнителем 13.
Пример 1
Предлагаемый способ изготовления трехслойной панели из композиционного материала был реализован на изделии панельного типа, нижнюю обшивку которого выкладывали из слоев препрега на основе ленты из углеродных волокон и связующего эпоксидного типа КМУ-4Л 0,1 А на формообразующую оснастку. Выполненный из текстолита марки КАСТ-В имитатор сотового заполнителя, размеры которого по контуру на 0,2…0,3 мм больше номинальных размеров сотового заполнителя, покрывали антиадгезионным покрытием Release All Safeleasc 30 и укладывали на слои нижней обшивки. По контуру имитатора сотового заполнителя на нижнюю обшивку выкладывали слои усилений из препрега КМУ-4Л ОДА. Имитатор фиксировали к оснастке с помощью полос армированного скотча Герлен-12, после чего производили упаковку в вакуумный мешок и проводили отверждение при температуре 175±5°С и давлении 5,5…6 атм. После отверждения производили распрессовку и извлечение имитатора сотового заполнителя с образованием гнезда под сотовый заполнитель. Далее на внутреннюю сторону нижней обшивки и слоев усилений укладывали пленку клеевую ВК-36, в гнездо устанавливали сотовый заполнитель 2,75-5056-23П, изготовленный из алюминиевой фольги и усиленный по контуру полимерным заполнителем ПЗ-1. На верхнюю часть сотового заполнителя и по его торцам укладывали пленку клеевую ВК-36 и слои верхней обшивки из препрега, идентичного препрегу нижней обшивки. Далее производили упаковку в вакуумный мешок и проводили режим отверждения при температуре 175±5°С и давлении 2,5…3 атм, после чего производили распрессовку, извлекали изделие из оснастки и обрезали по контуру.
Пример 2
Предлагаемый способ изготовления трехслойной панели из композиционного материала был реализован на изделии панельного типа, нижнюю обшивку которого выкладывали из слоев препрега на основе стеклоткани и связующего эпоксидного типа HexPly914/33%/644 на формообразующую оснастку. Выполненный из алюминиевого сплава Д16Т имитатор сотового заполнителя, размеры которого по контуру на 0,1…0,2 мм больше номинальных размеров сотового заполнителя, обернули пленкой Tooltec CS5 и устанавливали на слои нижней обшивки. По контуру имитатора сотового заполнителя выкладывали слои усилений из препрега HexPly914/33%/644. Имитатор фиксировали к оснастке с помощью пластин из фольги алюминиевой ДПРХМ 0,12×500 НД А5, после производили упаковку в вакуумный мешок и проводили режим формования при температуре 175…180°С и давлении 7…7,5 атм. После отверждения производили распрессовку и извлечение имитатора сотового заполнителя с образованием гнезда под сотовый заполнитель. Далее на внутреннюю сторону нижней обшивки и слоев усилений укладывали пленку клеевую Redux 322, в гнездо устанавливали сотовый заполнитель ССП-1П-3,5, изготовленный из стеклопластика. На верхнюю часть сотового заполнителя и по торцам укладывали пленку клеевую Redux 322 и слои верхней обшивки из препрега, идентичного препрегу нижней обшивки. Далее производили упаковку полученной сборки в вакуумный мешок и проводили режим отверждения при температуре 175…180°С и давлении 0,8…1 атм, после чего производили распрессовку, извлекали изделие из оснастки и обрезали по контуру.
Пример 3
Предлагаемый способ изготовления трехслойной панели из композиционного материала был реализован на изделии панельного типа, нижнюю обшивку которого выкладывали из слоев препрега на основе углеткани и связующего эпоксидного типа П-150УТ-0,2-(Р) на формообразующую оснастку. Выполненный из стеклопластика ЭНФБ-Т-10-80 имитатор сотового заполнителя, размеры которого по контуру на 0,1…0,3 мм больше номинальных размеров сотового заполнителя, обрабатывали антиадгезионным покрытием Release All Safeleasc 30 и укладывали на слои нижней обшивки. По контуру имитатора сотового заполнителя на нижнюю обшивку выкладывали слои усилений из препрега П-150УТ-0,2-(Р). Имитатор фиксировали к оснастке с помощью полос из тонкого стеклопластика, после чего производили упаковку в вакуумный мешок и проводили отверждение при температуре 165…170°С и давлении 4…4,5 атм. После отверждения производили распрессовку и извлечение имитатора сотового заполнителя с образованием гнезда под сотовый заполнитель. Далее на внутреннюю сторону нижней обшивки и усилений укладывали пленку клеевую ВК-36, в гнездо устанавливали сотовый заполнитель ПСП-1-2,5-64 изготовленный из полимерной бумаги Nomex. На верхнюю часть сотового заполнителя и по его торцам укладывали пленку клеевую ВК-36 и слои верхней обшивки из препрега, идентичного препрегу нижней обшивки. Далее производили упаковку полученной сборки в вакуумный мешок и проводили отверждение при температуре 175±5°С и давлении 1,5…2 атм, после чего производили распрессовку, извлекали изделие из оснастки и обрезали по контуру.
Предлагаемый способ изготовления трехслойной панели из композиционного материала позволяет снизить трудоемкость и производственный цикл изготовления за счет исключения операций извлечения из формообразующей оснастки и механической обработки нижней обшивки, а также исключения формирования технологической ступеньки при выкладке слоев верхней обшивки. Кроме того, повышается качество внешнего вида изделия за счет устранения ступенек по контуру, исключая появление складок и зависаний.
Устройство для пропитки движущегося волокнистого материала связующим (варианты)
Антенный обтекатель
Способ взвешивания крупногабаритных грузов со смещенным центром тяжести
Способ получения многофункционального покрытия на органическом стекле
Устройство для гнутья листового стекла
Способ изгибания листового стекла
Способ моллирования листового стекла
Способ изготовления гнутых изделий из стекла
Устройство для гнутья листового стекла
Специальный станок с чпу
Устройство для пропитки движущегося волокнистого материала связующим (варианты)
Антенный обтекатель
Способ взвешивания крупногабаритных грузов со смещенным центром тяжести
Способ получения многофункционального покрытия на органическом стекле
Устройство для гнутья листового стекла
Способ изгибания листового стекла
Способ моллирования листового стекла
Способ изготовления гнутых изделий из стекла
Устройство для гнутья листового стекла
Специальный станок с чпу

