Результат интеллектуальной деятельности: СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ
Вид РИД
Изобретение
Изобретение относится к области металлообработки и может быть использовано для дробления стружки на элементы при обработке конструкционных сталей на токарных станках, оснащенных числовым программным управлением.
Известен способ механической обработки с подогревом (авторское свидетельство №665983, опубл. 05.06.1979 г.), заключающийся в том, что для осуществления дробления стружки создаются периодические кратковременные воздействия импульса тока плазматрона на поверхность резания для нанесения стружкоразделительных канавок.
Недостатком является наличие вибраций резца и ударных нагрузок на режущий клин при прохождении стружкоразделительных канавок, приводящих к снижению стойкости режущего инструмента.
Известен способ механической обработки с подогревом зоны резания плазменной дугой (авторское свидетельство №872035, 15.10.1981 г.), заключающиеся в том, что для осуществления дробления стружки создаются периодические кратковременные воздействия плазмообразующим газом на поверхность резания для нанесения стружкоразделительных канавок.
Недостатком данного способа являются технологические сложности одновременного совмещения процесса нанесения канавок и процесса резания.
Известен способ механической обработки с подогревом (авторское свидетельство №860936, опубл. 07.09.1981 г.), при котором перед резцом на поверхности резания источником-плазмотроном на пересечении поверхности резания и обработанной поверхности образуют канавку и осуществляют нагрев слоя металла, подлежащего в дальнейшем удалению обычным резцом, до температуры, при которой его механические свойства изменяются.
Недостатками этого способа являются возможность применения только для черновой обработки, вследствие рассеивания тепла и попадания его на обработанную поверхность заготовки, снижение стойкости резца, вследствие работы при повышенных температурах.
Известен способ механической обработки заготовок из сталей с нагревом срезаемого слоя (авторское свидетельство №982847, опубл. 23.12.1982 г.), в соответствии с которым осуществляют локальный нагрев срезаемого слоя выше температуры рекристаллизации металла.
Недостатком известного способа является относительно низкая производительность, обусловленная тем, что производятся одновременный опережающий нагрев срезаемого слоя и последующая обработка при высоких температурах резания.
Известен способ механической обработки с дроблением стружки (авторское свидетельство №1024155, опубл. 23.06.1983 г.), включающий нагрев обрабатываемой поверхности заготовки, осуществляемый газовой горелкой по винтовой линии с последующим охлаждением и на этапе резания со снятием слоя металла.
Недостатком является неустойчивость сегментирования стружки при механической обработке на различных режимах вследствие неопределенности параметров теплового воздействия и несогласованности их с параметрами механической обработки, что в свою очередь приводит к неравномерным нагрузкам на режущий инструмент.
Известен способ механической обработки с дроблением стружки (патент RU №2578875, опубл. 27.03.2016 г.), принятый за прототип, включающий нагрев обрабатываемой поверхности заготовки пламенем газовой горелки, направленным по касательной к обрабатываемой поверхности, перед обработкой по винтовой линии с последующим охлаждением и срезанием припуска.
Недостатком известного способа является необходимость иметь в пограничной зоне наибольшую разницу в физико-механических свойствах исходного материала заготовки и зоны по линии локального термического воздействия.
Техническим результатом изобретения является создание способа механической обработки с дроблением стружки, включающего предварительный локальный электроконтактный нагрев заготовки по винтовой траектории с последующей механической обработкой, что позволит повысить точность и качество механической обработки, повысить стойкость режущего инструмента, а также расширить сортамент обрабатываемых сталей.
Технический результат достигается тем, что производят электроконтактный нагрев срезаемого слоя осуществляют посредством контактирующего элемента, , ориентированного по нормали к оси заготовки, токами короткого замыкания, возникающими в точке контакта контактирующего элемента с поверхностью обрабатываемой заготовки, при этом выбирают силу тока, пропускаемого через контактирующий элемент, и скоростью его перемещения, обеспечивающие фазовый переход на глубину припуска, срезаемого за один проход при последующей обработке, а угол наклона линии электроконтактного взаимодействия устанавливают более 21°.
Способ механической обработки с дроблением стружки поясняется следующими фигурами:
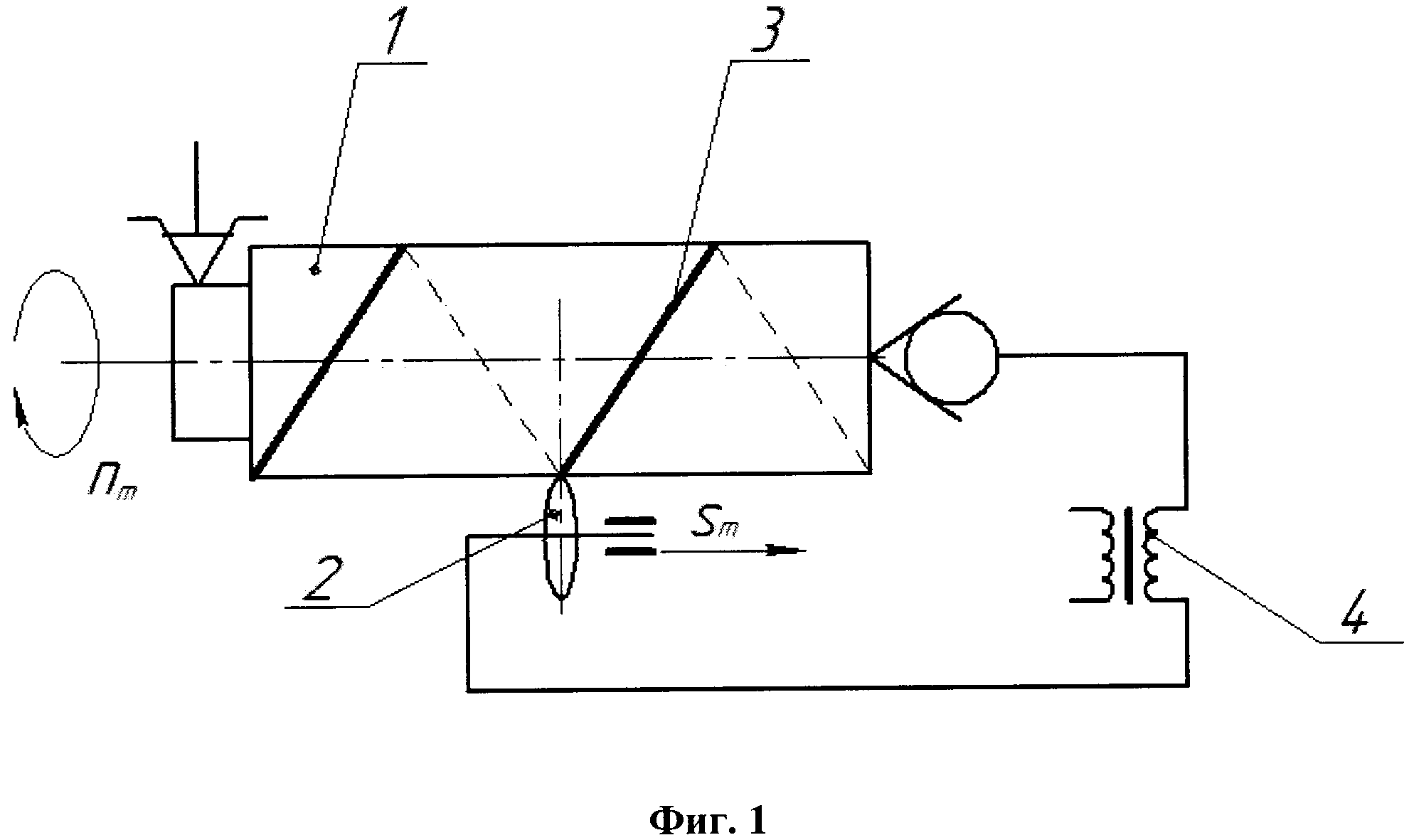
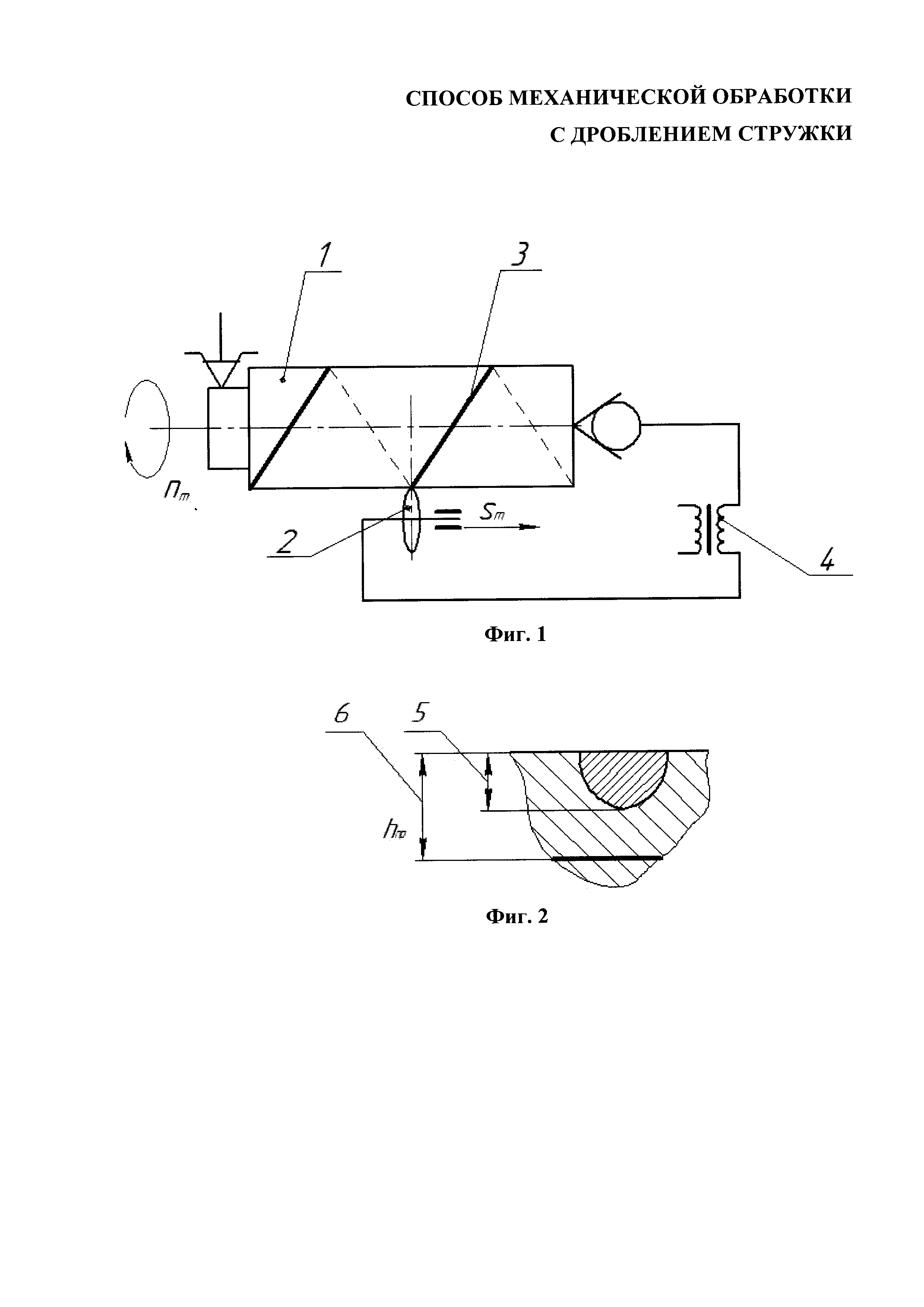
фиг. 1 - схема предварительного локального электроконтактного термического воздействия; фиг. 2 - структурные изменения в поверхностном слое при предварительном локальном электроконтактном термическом воздействии;
фиг. 3 - параметры закаленного слоя по отношению к торцовой части заготовки;
фиг. 4 - процесс лезвийной механической обработки заготовки после создания зоны локального электроконтактного термического воздействия, где:
1 - заготовка;
2 - контактирующий элемент (ролик);
3 - траектория локального электроконтактного нагрева;
4 - трансформатор;
5 – глубина зоны локального электроконтактного термического воздействия, h;
6 - величина припуска, hпр;
7 - диаметр заготовки;
8 - плоскость резания;
9 - точка пересечения (концентратор напряжений).
Способ осуществляется следующим образом.
На этапе подготовки по поверхности заготовки 1 диаметром 7 с частотой вращения nm при холостом ходе с подачей Sm в продольном направлении суппорта станка перемещается контактирующий элемент (ролик) 2, к которому поступает ток от трансформатора 4, в результате чего по винтовой траектории наносят линию локального электроконтактного нагрева 3 (фиг. 1). При этом контактирующий элемент (ролик) 2, осуществляющий электроконтактный нагрев срезаемого слоя, ориентируют по нормали к оси детали. В точке контакта контактирующего элемента (ролика) с поверхностью обрабатываемой заготовки возникают токи короткого замыкания. Сила тока, пропускаемая через контактирующий элемент (ролик), и величина подачи Sm обеспечивают фазовый переход с образованием неравновесной структуры при последующем охлаждении на глубину h 5 (зона локального электроконтактного термического воздействия с образованием закаленного слоя), не превышающую величину припуска hпр 6 (фиг. 2), срезаемого за один проход при последующей обработке.
На этапе механической обработки заготовки 1 с частотой вращения np, происходит съем металла резцом с подачей Sp на глубину резания, превышающую глубину предварительного локального электроконтактного термического воздействия (фиг. 2, 3). Плоскость резания 8 в зоне пересечения линии с предварительным локальным термическим воздействием 3 образует концентратор напряжений 9 с измененными упругопластическими свойствами по сравнению с исходным материалом. Угол наклона закаленного слоя по отношению к торцевой части заготовки позволяет обеспечить безударное врезание в линию локального термического воздействия (фиг. 3). Проекции величины подачи локального электроконтактного воздействия и торцовой части заготовки образуют между собой прямоугольный треугольник. Таким образом, угол закаленного слоя определяется по формуле  где Sm - подача ролика за один оборот заготовки, мм; D3 - диаметр заготовки, мм. Для обеспечения устойчивой сегментации и дробления стружки угол наклона локального электроконтактного взаимодействия µm, формирующего закаленный слой, должен находиться в пределах от 21° до 42° (табл.2). Равномерно повторяющаяся закаленная структура создает кратковременные изменения угла сдвига при формировании стружки, тем самым обеспечивается равномерная сегментация стружки, что положительно сказывается на качестве и точности обработанной поверхности.
где Sm - подача ролика за один оборот заготовки, мм; D3 - диаметр заготовки, мм. Для обеспечения устойчивой сегментации и дробления стружки угол наклона локального электроконтактного взаимодействия µm, формирующего закаленный слой, должен находиться в пределах от 21° до 42° (табл.2). Равномерно повторяющаяся закаленная структура создает кратковременные изменения угла сдвига при формировании стружки, тем самым обеспечивается равномерная сегментация стружки, что положительно сказывается на качестве и точности обработанной поверхности.
Предлагаемый способ механической обработки с дроблением стружки, включающий предварительный локальный электроконтактный нагрев заготовки по винтовой траектории, позволяет существенно уменьшить динамические нагрузки на режущий клин инструмента, в результате увеличить стойкость резцов и, как следствие, повысить точность и качество шероховатости поверхности обработанной заготовки. При таком способе возможна обработка не только стальных заготовок, но заготовок из сплавов обладающих полиморфизмом.
Примеры. Для формирования закаленной локальной зоны в поверхностном слое цилиндрической заготовки (материал Сталь 40Х ГОСТ 2590-2006, производилось создание зоны локального термического воздействия по винтовой траектории, роликом (материал ролика М2р ГОСТ 859-2001)).
Точение проводилось на токарном станке 16А20Ф3 проходным резцом с механическим креплением пластины Т15К6 с главным углом в плане 45° со скоростью резания 320 м/мин и величиной продольной подачи 0,05 мм/об.
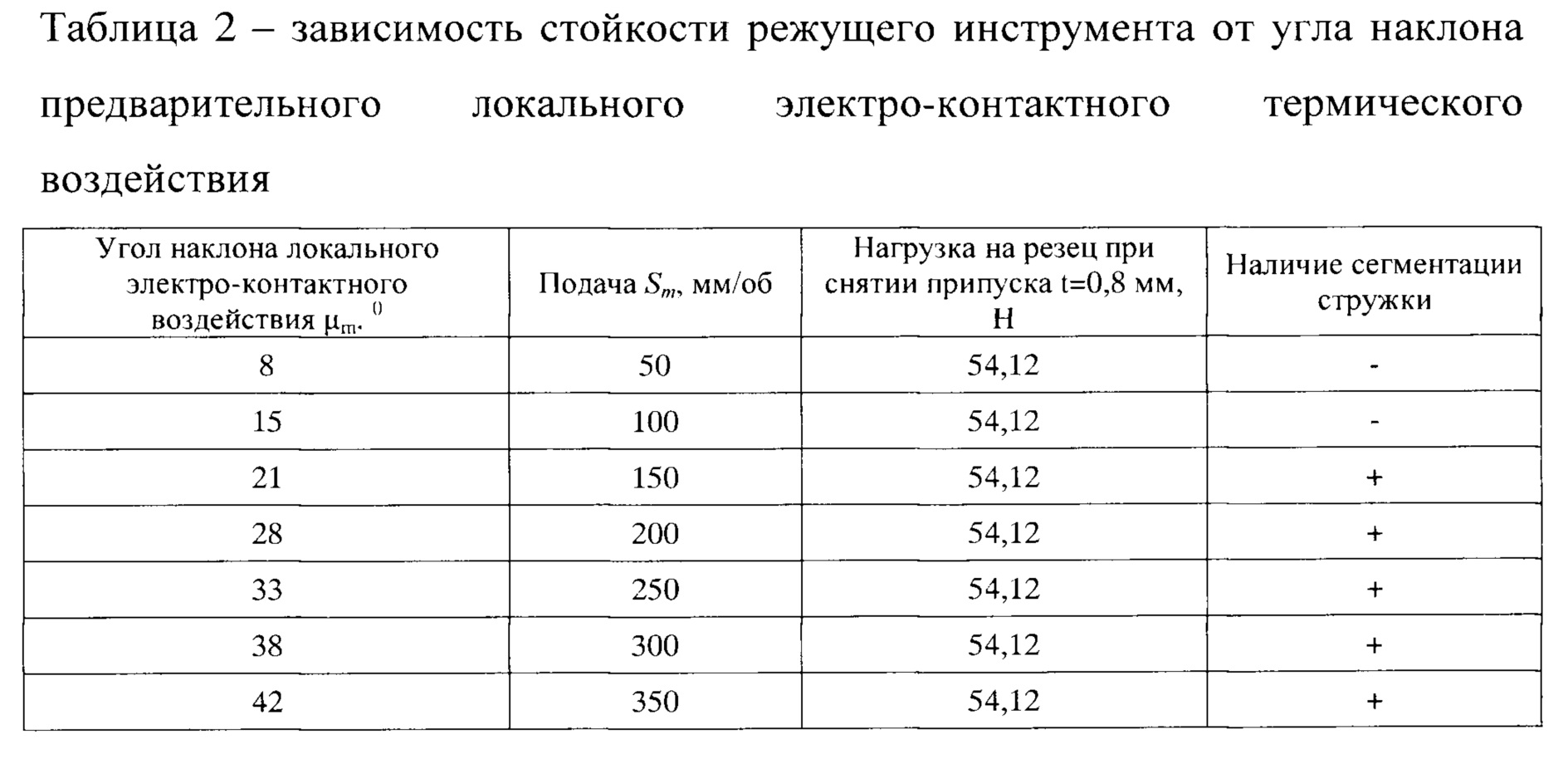
Согласно проведенным экспериментам, при обработке заготовки со снятием припуска t=0,8 мм (табл. 2), выполненным в соответствии с представленной расчетной формулой, выявлено, что стойкость режущего инструмента не зависит от величины подачи Sm и угла наклона μm локального электроконтактного термического воздействия. Для надежного процесса сегментации стружки для данных режимов обработки угол наклона линии локального электроконтактного воздействия μm должен превышать 21°.
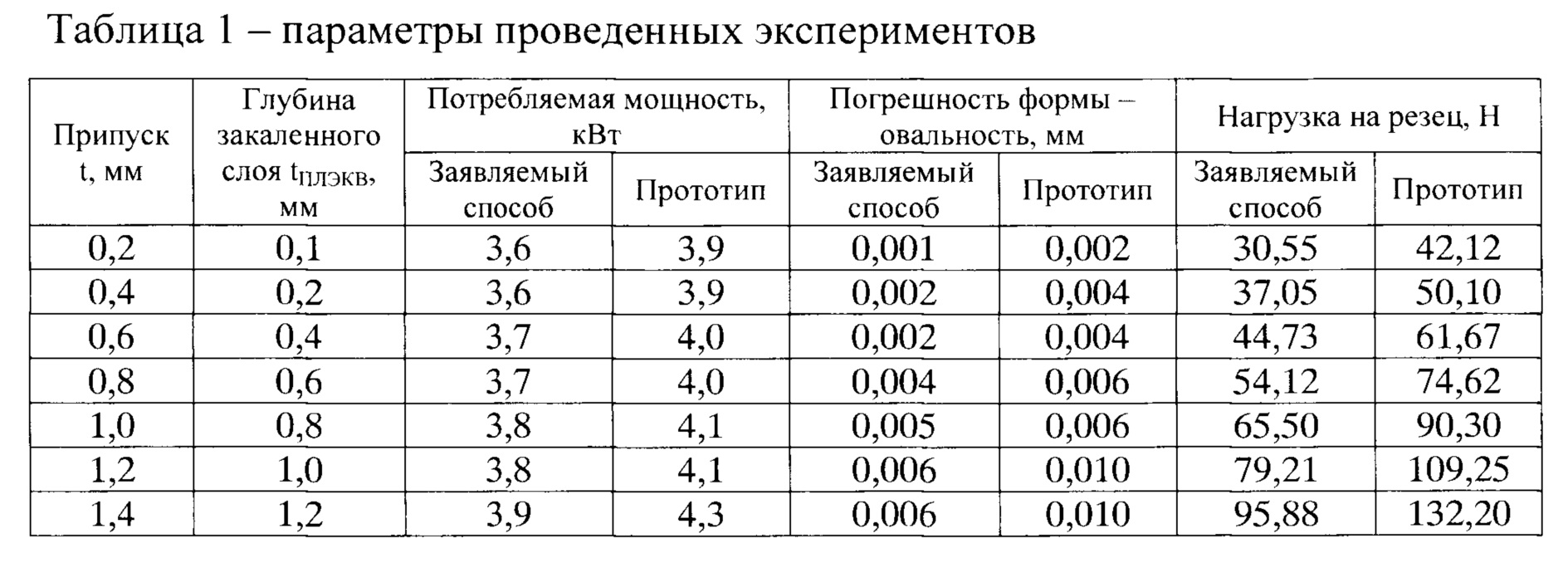
Данные параметры позволили обеспечить снижение энергоемкости процесса, уменьшить нагрузку и увеличить стойкость резца на 45-50% за счет обеспечения безударного вхождения режущего инструмента в зону с локальным электроконтактным деформированием, что позволяет увеличить точность и качество поверхностного слоя детали на 35-40% (табл. 1, 2).
Способ механической обработки с дроблением стружки, включающий предварительный локальный электроконтактный нагрев заготовки по винтовой траектории внешним источником тепла с регулируемой температурой до достижения в срезаемом слое температуры фазового перехода с последующим охлаждением и срезанием припуска, отличающийся тем, что электроконтактный нагрев срезаемого слоя осуществляют посредством контактирующего элемента, ориентированного по нормали к оси заготовки, токами короткого замыкания, возникающими в точке контакта контактирующего элемента с поверхностью обрабатываемой заготовки, при этом выбирают силу тока, пропускаемого через контактирующий элемент, и скорость его перемещения, обеспечивающие фазовый переход на глубину припуска, срезаемого за один проход при последующей обработке, а угол наклона линии электроконтактного взаимодействия устанавливают более 21°.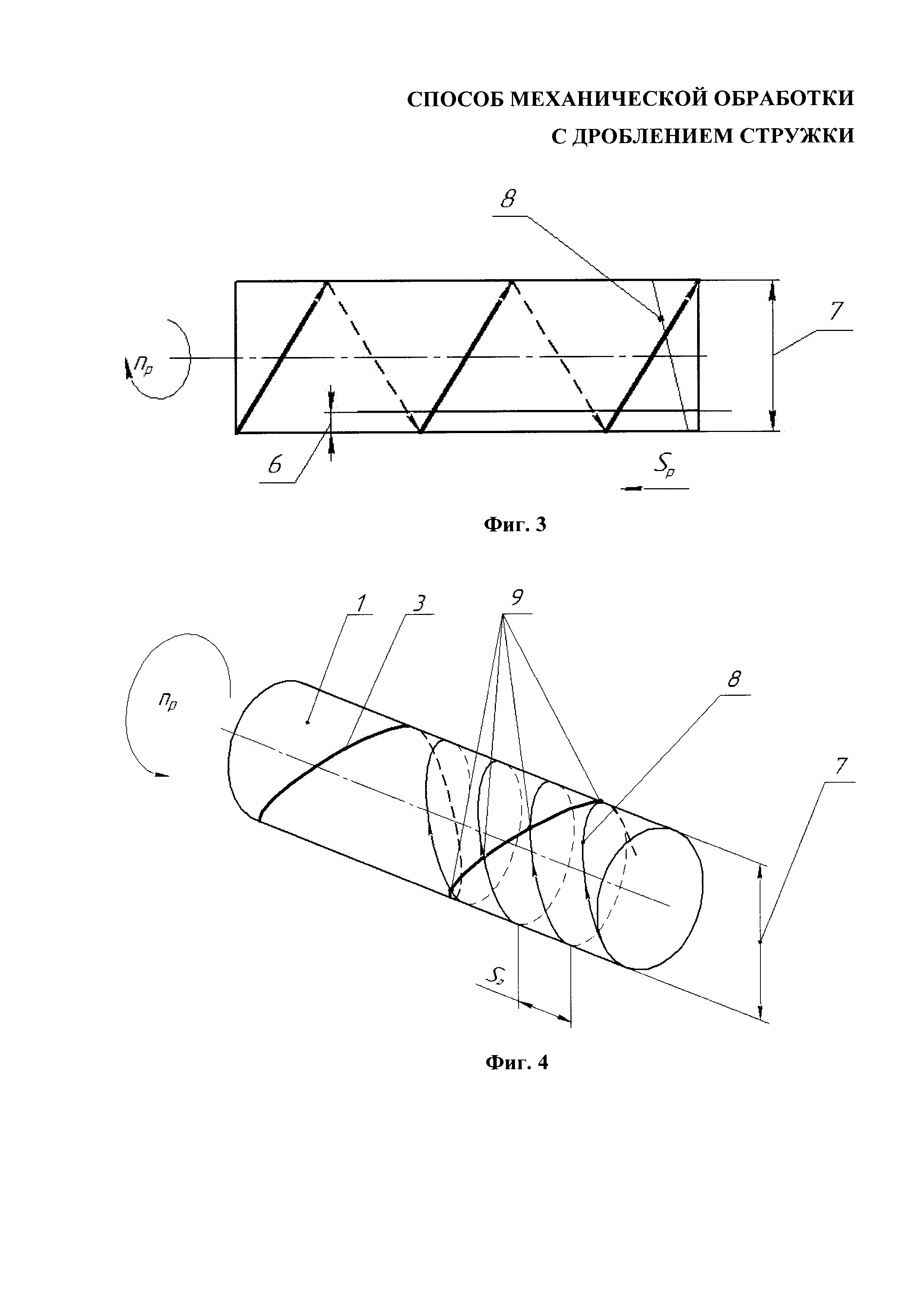
Способ получения кобальта с использованием горючих сланцев
Способ по добыче и переработке торфа и растительно-торфяных сплавин и устройство для реализации этого способа
Способ разложения алюминатных растворов при переработке нефелинового сырья
Проходческий комплекс для проведения вспомогательных выработок
Состав для предотвращения образования отложений солей при добыче нефти и газа
Способ борьбы с горными ударами и внезапными выбросами
Устройство для очистки фильтровой зоны продуктивного пласта
Устройство регулирования напряжения и передаваемой мощности электрической сети
Способ извлечения лантана(iii) из растворов солей
Устройство для перемещения грузов в скважинах малого диаметра
Способ магнитно-абразивного полирования метчика
Способ механической обработки с дроблением стружки
Способ прогнозирования работоспособности инструментов, оснащенных режущей керамикой
Метчик для нарезания точных резьб
Способ магнитно-абразивного полирования рабочих участков метчика
Способ механической обработки стальной заготовки с дроблением стружки
Способ механической обработки заготовки из титанового сплава
Способ изготовления державки режущего инструмента
Способ магнитно-абразивной обработки
Способ механической обработки стальной заготовки с дроблением стружки

