Результат интеллектуальной деятельности: СПОСОБ МАГНИТНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ РАБОЧИХ УЧАСТКОВ МЕТЧИКА
Вид РИД
Изобретение
Изобретение относится к магнитно-абразивному полированию сложнопрофильных инструментов.
Известен способ магнитно-абразивного полирования сложных поверхностей (Барон Ю.М. «Технология абразивной обработки в магнитном поле». - Л.: Машиностроение. 1975 г., стр. 79.), при котором деталь помещают между полюсами магнитной системы и задают ей вращательное и осциллирующее движение в среде магнитно-абразивной массы.
Недостатком данного способа является отсутствие определенной технологической последовательности при обработке сложных поверхностей с различными участками.
Известен способ магнитно-абразивного полирования метчика (патент №2569261, опубл. 20.11.2015 г.), который осуществляется путем последовательной обработки заборного, калибрующего и ведущего рабочих участков режущего инструмента. Для удержания магнитно-абразивной массы в границах обрабатываемого участка используют установленные перпендикулярно оси метчика круговые насадки с форсунками, через которые поступает воздух под определенным давлением. Возможность регулирования давлением воздуха позволяет контролировать магнитно-абразивную массу в границах, равных длинам рабочих участков метчика.
Недостатком данного способа является невозможность точного контролирования магнитно-абразивной массы в зонах обработки рабочих участков метчика. Предлагаемый способ хоть и ставит задачей сведение к минимуму искажение уже обработанных поверхностей, но не решает данную проблему целиком. Все это приводит к тому, что в переходных зонах от одного рабочего участка к другому формируются повышенные микрогеометрические параметры, которые отрицательно сказываются на стойкости режущего инструмента и на качестве нарезаемой резьбы.
Известен способ магнитно-абразивного полирования (патент US №5775976 А, опубл. 07.07.1998 г.), в котором с целью увеличения интенсивности съема металла предлагается использовать специальные сопла для подачи вакуума в рабочую зону между магнитно-абразивным порошком и обрабатываемой поверхностью. Подача осуществляется таким образом, чтобы магнитно-абразивный порошок перемещался относительно обрабатываемой поверхности.
Недостаток данного способа заключается в том, что обработку поверхности осуществляют одновременно по всей ее длине. В связи с этим формирование микрогеометрических параметров локальных участков, особенно сложнопрофильной поверхности, не представляется возможной.
Известен способ магнитно-абразивного полирования рабочих участков метчика (Барон Ю.М. «Магнитно-абразивная и магнитная обработка изделий и режущих инструментов». - Л.: Машиностроение. 1986 г., стр. 161-163.), с помощью которого формируют радиусы скругления режущих кромок на заборной части и падение обратного затылка на ведущей части инструмента. Данный метчик обладает двух-, трехкратным преимуществом в стойкостных характеристиках перед стандартными конструкциями метчиков и позволяет производить нарезание резьбы даже в высокопрочных и труднообрабатываемых сталях одним метчиком вместо комплекта из двух-трех метчиков.
Недостатком является то, что учтены не все функциональные особенности рабочих участков метчика. В связи с этим микрогеометрические параметры на различных участках имеют одинаковые значения. Указанный недостаток не позволяет рабочим участкам метчика выполнять предназначенные им функции в общем ходе технологического процесса резьбонарезания однопроходным метчиком.
Известен способ магнитно-абразивного полирования рабочих участков метчика (Барон Ю.М., Максаров В.В., Васильев В.Г., Скрипченко В.И. «Совершенствование технологии нарезания резьбы в изделиях энергомашиностроения» // Энергомашиностроение, 1987 г., №1, стр. 24-27.), принятый за прототип, который реализуется в три этапа, на первом этапе производится формирование микрогеометрических параметров заборного участка, на втором - калибрующего, на третьем - ведущего. Обработку выполняют при прямом и обратном вращениях резьбонарезного инструмента в магнитно-абразивной массе.
Недостатком данного способа является то, что вне зависимости, в какой последовательности производить обработку рабочих участков метчика с помощью данного способа, будь то заборная, калибрующая, ведущая, или ведущая, калибрующая, заборная, или калибрующая, заборная, ведущая, или калибрующая, ведущая, заборная и т.д., происходит повышенное магнитно-абразивное воздействие на переходных зонах смежных рабочих участков. В результате этого помимо различно сформированных микрогеометрических параметров на трех рабочих участках метчика появляются переходные зоны, микрогеометрия которых сильно отличается от микрогеометрии на основных участках метчика. Резкие перепады микрогеометрических параметров на всем протяжении рабочей части резьбонарезного инструмента приводят к снижению стойкости резьбонарезного инструмента и его преждевременному выходу из строя, а также к ухудшению качества нарезаемой резьбы.
Техническим результатом является повышение стойкости резьбонарезного инструмента и повышение качества резьбовой поверхности при однопроходном резьбонарезании.
Технический результат достигается тем, что на первом этапе выполняют обработку всех рабочих участков метчика с временем, необходимым для формирования наименьших микрогеометрических параметров одного из трех рабочих участков, на втором этапе выполняют доводку микрогеометрических параметров одного из двух оставшихся рабочих участков до требуемых значений или пределов, при этом время обработки устанавливают исходя из наименьших микрогеометрических параметров одного из двух рабочих участков метчика, на третьем этапе выполняют доводку микрогеометрических параметров оставшегося рабочего участка до требуемых значений или пределов с временем, необходимым для окончательного формирования микрогеометрии данного участка.
Способ магнитно-абразивного полирования рабочих участков метчика поясняется следующими фигурами:
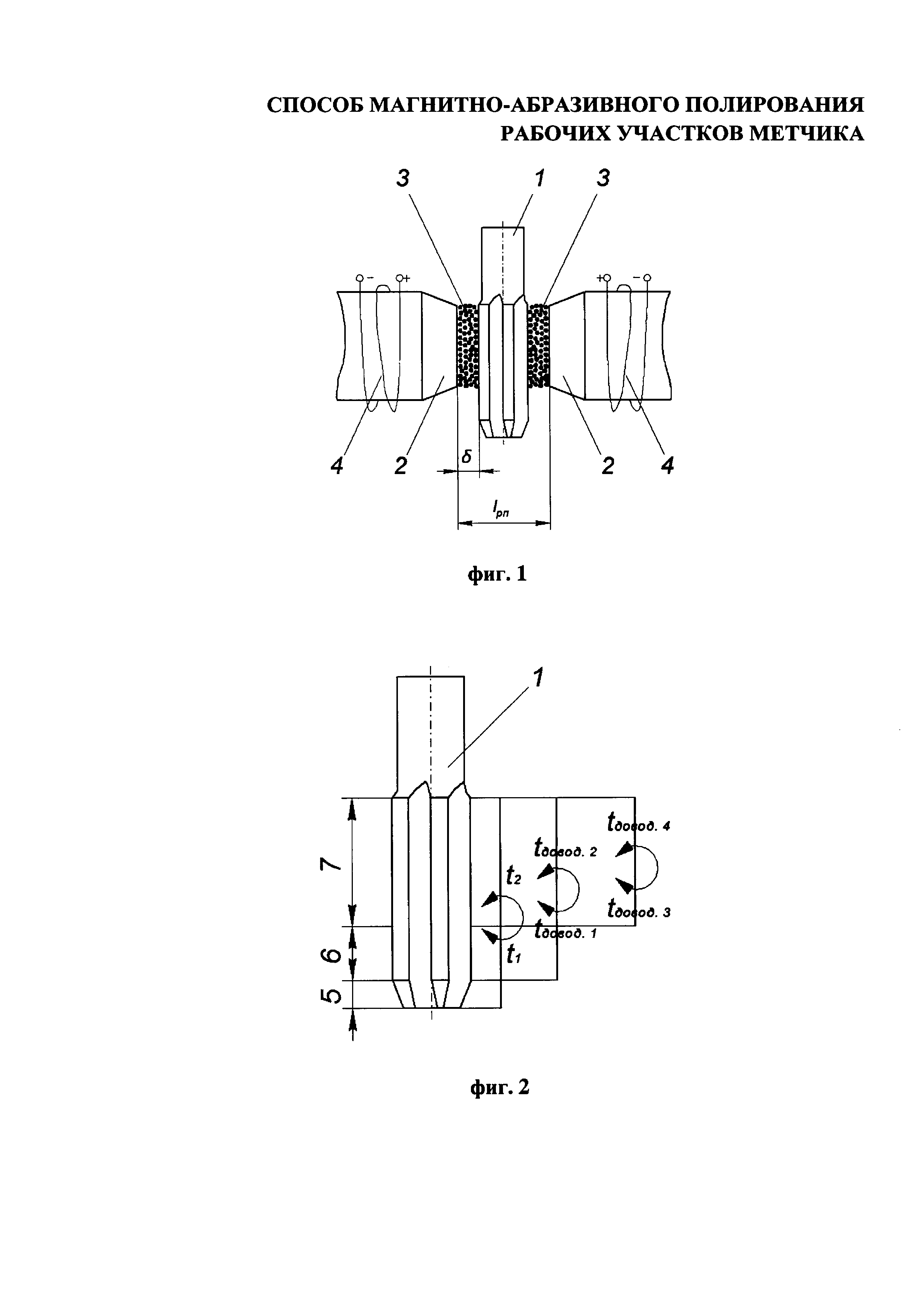
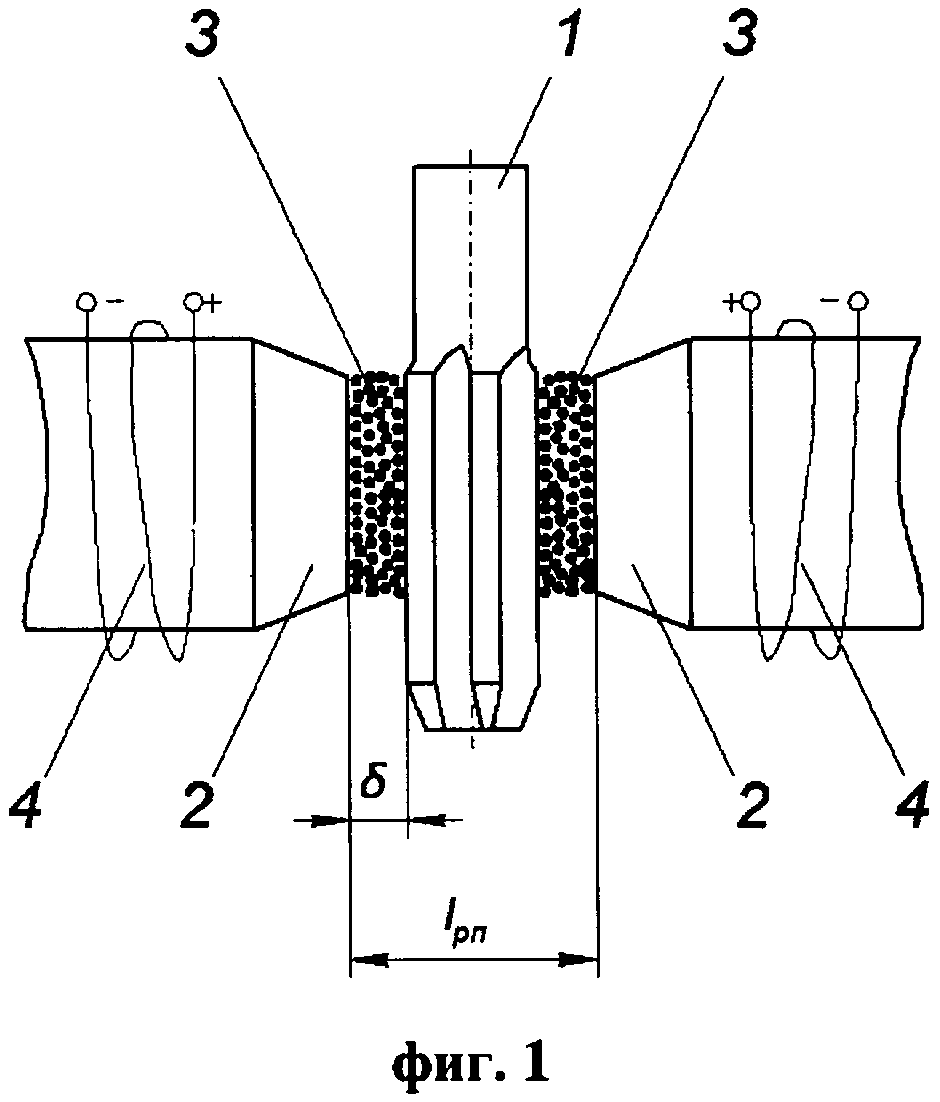
фиг. 1 - общая схема магнитно-абразивного полирования рабочих участков метчика;
фиг. 2 - схема технологической последовательности при магнитно-абразивном полировании рабочих участков метчика;
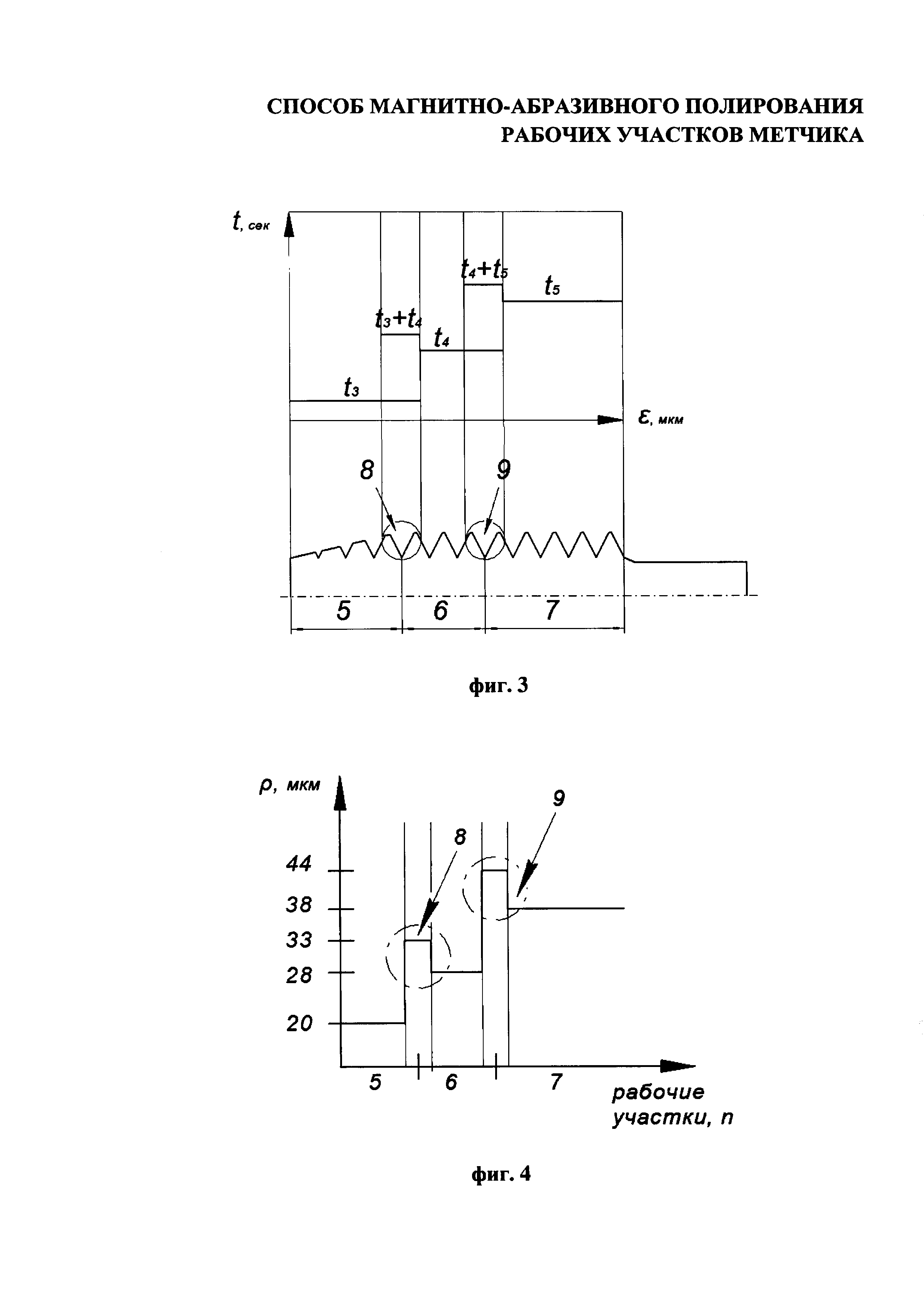
фиг. 3 - схема формирования микрогеометрических параметров при существующем способе магнитно-абразивного полирования рабочих участков метчика;
фиг. 4 - величины радиусов скругления на рабочих участках метчика при существующем способе магнитно-абразивного полирования рабочих участков метчика;
фиг. 5 - схема формирования микрогеометрических параметров при предлагаемом способе магнитно-абразивного полирования рабочих участков метчика;
фиг. 6 - величины радиусов скругления на рабочих участках метчика при предлагаемом способе магнитно-абразивного полирования рабочих участков метчика, где:
1 - метчик;
2 - полюсные наконечники;
3 - магнитно-абразивный порошок;
4 - электромагнитные катушки;
5 - заборный участок;
6 - калибрующий участок;
7 - ведущий участок;
8 - первая зона повышенного магнитно-абразивного воздействия;
9 - вторая зона повышенного магнитно-абразивного воздействия;
10 - первая переходная зона;
11 - вторая переходная зона;
t1 - время магнитно-абразивного полирования при прямом вращении резьбонарезного инструмента в магнитно-абразивной массе на первом этапе технологического процесса;
t2 - время магнитно-абразивного полирования при обратном вращении резьбонарезного инструмента в магнитно-абразивной массе на первом этапе технологического процесса;
tдовод 1 - доводочное время магнитно-абразивного полирования при прямом вращении резьбонарезного инструмента в магнитно-абразивной массе на втором этапе технологического процесса;
tдовод 2 - доводочное время магнитно-абразивного полирования при обратном вращении резьбонарезного инструмента в магнитно-абразивной массе на втором этапе технологического процесса;
tдовод 3 - доводочное время магнитно-абразивного полирования при прямом вращении резьбонарезного инструмента в магнитно-абразивной массе на третьем этапе технологического процесса;
tдовод 4 - доводочное время магнитно-абразивного полирования при обратном вращении резьбонарезного инструмента в магнитно-абразивной массе на третьем этапе технологического процесса;
t3 - время магнитно-абразивного полирования заборного участка при прямом вращении резьбонарезного инструмента в магнитно-абразивной массе при существующем способе магнитно-абразивного полирования рабочих участков метчика;
t4 - время магнитно-абразивного полирования калибрующего участка при прямом вращении резьбонарезного инструмента в магнитно-абразивной массе при существующем способе магнитно-абразивного полирования рабочих участков метчика;
t5 - время магнитно-абразивного полирования ведущего участка при прямом вращении резьбонарезного инструмента в магнитно-абразивной массе при существующем способе магнитно-абразивного полирования рабочих участков метчика;
lрп - рабочее пространство;
δ - рабочий зазор;
t - время магнитно-абразивного полирования;
ε - микрогеометрические параметры рабочих участков метчика;
n - рабочие участки метчика.
Способ осуществляется следующим образом. Обрабатываемый метчик (1) размещен между полюсными наконечниками 2 с установленным рабочим зазором 3, создаваемым магнитной системой с электромагнитными катушками 4. Рабочее пространство lпр заполнено магнитно-абразивным порошком 3, который под действием сил магнитного поля удерживается и прижимается к обрабатываемой поверхности, копируя ее (фиг. 1). Жесткостью сформированной магнитно-абразивной массы можно управлять изменяя напряженность магнитного поля в рабочем пространстве lпр. Обработка выполняется при прямом и обратном вращениях резьбонарезного инструмента в магнитно-абразивной массе.
Способ магнитно-абразивного полирования рабочих участков метчика реализуется в 3 этапа. На каждом из этапов производится: окончательное формирование микрогеометрических параметров одного из обрабатываемых участков метчика; постепенное формирование микрогеометрии на смежных участках (фиг. 2).
На первом этапе одновременно обрабатывают заборный (5), калибрующий (6) и ведущий (7) рабочие участки метчика (1) (фиг. 2), при этом время магнитно-абразивного полирования t1 и t2, соответствующее прямому и обратному вращениям резьбонарезного инструмента в магнитно-абразивной массе, устанавливают исходя из наименьших требуемых микрогеометрических параметров одного из трех рабочих участков метчика. Основной целью данного этапа является окончательное формирование микрогеометрии того рабочего участка, на котором, по сравнению с остальными двумя, необходимо создать наименьшие значения микрогеометрии. Для примера на фиг. 2 данным участком является заборный (5).
На втором этапе производится доводка микрогеометрических параметров до требуемых значений (пределов), при этом доводочное время магнитно-абразивного полирования tдовод 1 и tдовод 2, соответствующее прямому и обратному вращениям резьбонарезного инструмента в магнитно-абразивной массе, устанавливают исходя из наименьших требуемых микрогеометрических параметров одного из двух оставшихся рабочих участков метчика.
На данном этапе может обрабатываться как один рабочий участок, так одновременно и два. Количество участков, подвергаемых обработке, зависит от технологической последовательности формирования микрогеометрических параметров на рабочих участках метчика. Если к примеру, как представлено на фиг. 2, микрогеометрические параметры заборного участка (5) меньше микрогеометрических параметров калибрующего участка (6), а последние, в свою очередь, меньше микрогеометрических параметров ведущего рабочего участка (7), то на втором этапе производится одновременно доводка калибрующего участка (6) и постепенное формирование микрогеометрии ведущего участка (7), т.е. в результате производится одновременная обработка двух рабочих участков ввиду их смежности. Если же микрогеометрические параметры заборного участка (5) больше микрогеометрических параметров калибрующего участка (6), а последние, в свою очередь, меньше микрогеометрических параметров ведущего рабочего участка (7), то окончательная обработка калибрующего участка осуществляется на первом этапе, так как данный участок имеет наименьшею микрогеометрию в данном случае, на втором этапе производится доводка до требуемых микрогеометрических параметров одного из двух оставшихся, а на третьем доводка микрогеометрии на последнем рабочем участке, при этом второй этап, в данной технологической последовательности, осуществляется без промежуточной постепенно формирующей операции. Данный характер действий не нарушает основного принципа предлагаемого способа.
Основной целью данного этапа является доведение микрогеометрических параметров до требуемых значений (пределов), которые необходимы для окончательного формирования микрогеометрии второго рабочего участка. В нашем случае на фиг. 2 - это калибрующий участок (6).
На третьем этапе производится обработка последнего рабочего участка метчика (1), при этом время магнитно-абразивного полирования tдовод 3 и tдовод 4, соответствующее прямому и обратному вращениям резьбонарезного инструмента в магнитно-абразивной массе, устанавливают с целью доведения микрогеометрических параметров данного рабочего участка до требуемых значений (пределов), которые необходимы для окончательного формирования микрогеометрии третьего рабочего участка метчика. В нашем случае на фиг. 2 - это ведущий участок (7).
В общем виде данный способ магнитно-абразивного полирования рабочих участков метчика возможно охарактеризовать следующим образом: на первом этапе всегда обрабатываются все рабочие участки метчика, на втором - либо два рабочих участка одновременно, либо раздельно, причем если раздельно, то обработка одного из них переходит на третий этап (данная особенность зависит от технологической последовательности), на третьем - один, при этом второй и третий этапы всегда являются доводочными. Последовательность формирования микрогеометрических параметров рабочих участков метчика может изменяться и зависит от того, на каком из рабочих участков требуется сформировать наименьшие значения микрогеометрии.
Предлагаемый способ магнитно-абразивного полирования рабочих участков метчика позволяет производить обработку рабочих участков без зон повышенного магнитно-абразивного воздействия. Данная способность позволяет более четко формировать требуемые микрогеометрические параметры, которые исключают резкие перепады в переходных зонах. В результате применения такой технологии повышается стойкость инструмента, улучшается качество и точность нарезаемой резьбы. Положительные эффекты вызваны тем, что рабочие участки резьбонарезного инструмента выполняют свои непосредственные функции в процессе нарезания резьбы однопроходным метчиком.
Пример. Поставлена задача: сформировать радиусы скругления режущих кромок на каждом из рабочих участков метчика, при этом на заборном участке радиус скругления режущих кромок должен быть равен 20 мкм, на калибрующем участке - 28 мкм, на ведущем участке - 38 мкм.
Существующий способ магнитно-абразивного полирования рабочих участков метчика (фиг. 3, фиг. 4)
Данный способ реализуется в три этапа, на первом из которых обрабатывается заборный участок (5), на втором - калибрующий (6), на третьем - ведущий (7), при этом последовательность обработки рабочих участков может изменяться. В результате раздельного магнитно-абразивного полирования рабочих участков метчика заметно выделяются зоны повышенного магнитно-абразивного воздействия 8 и 9, на которых формируются микрогеометрические параметры, отличные от параметров, сформированных на смежных рабочих участках, причем отличных в зоне 8 на величину t3+t4, а в зоне 9 на величину t4+t5 (фиг. 3).
Величины радиусов скругления на рабочих участках и в зонах повышенного воздействия были установлены в следующих значениях: на заборном участке (5) величина радиусов скругления режущих кромок до зоныповышенного воздействия 8 составляла 20 мкм. На калибрующем участке (6) величина радиусов скругления режущих кромок от зоны повышенного воздействия 8 до зоны повышенного воздействия 9 составляла 28 мкм. На ведущем участке (7) величина радиусов скругления кромок от зоны повышенного воздействия 9 составляла 38 мкм. В самой зоне повышенного магнитно-абразивного воздействия 8 величина радиусов скругления режущих кромок составляла 33 мкм, а зоне повышенного воздействия 9-44 мкм (фиг. 4).
Сформированные микрогеометрические параметры в зонах повышенного магнитно-абразивного воздействия 8 и 9 приводят к довольно серьезным колебаниям микрогеометрии на всем протяжении рабочей части резьбонарезного инструмента (фиг. 4), причем в зонах повышенного воздействия эти колебания могут достигать, как видно из фиг. 4, довольно высоких пределов. Естественно, что в дальнейшем указанные колебания микрогеометрии при нарезании резьбы оказывают существенное влияние на разбивание резьбового профиля, на снижение его качества, а также действующие на рабочие участки в локальных зонах переменные нагрузки способствуют уменьшению износостойкости резьбонарезного инструмента и приводят к его преждевременному выходу из строя.
Предлагаемый способ магнитно-абразивного полирования рабочих участков метчика (фиг. 5 и фиг. 6)
Обработка осуществляется в три этапа, на первом из которых обрабатываются все рабочие участки метчика, на втором этапе - калибрующий и ведущий, на третьем - ведущий. Последовательность обработки может изменяться, но главное, чтобы соблюдалось необходимое условие, при котором формирование микрогеометрических параметров осуществляется от наименьших к большим.
В результате магнитно-абразивного полирования рабочих участков метчика зоны повышенного магнитно-абразивного воздействия не были выявлены, а переходные зоны 10 и 11 являлись началом калибрующего (6) и ведущего (7) рабочих участков. Радиусы скругления режущих кромок в зонах 10 соответствовали радиусам скругления режущих кромок на калибрующем участке и составляли 28 мкм, а радиусы скругления кромок в зоне 11 соответствовали радиусам скругления кромок на ведущем участке и составляли 38 мкм (фиг. 6).
Способ магнитно-абразивного полирования рабочих участков метчика, включающий поэтапную обработку заборного, калибрующего и ведущего рабочих участков при прямом и обратном вращениях резьбонарезного инструмента в магнитно-абразивной массе, отличающийся тем, что на первом этапе выполняют обработку всех рабочих участков метчика в течение времени, необходимого для формирования наименьших значений микрогеометрических параметров на одном из трех рабочих участков, на втором этапе выполняют доводку одного из двух оставшихся рабочих участков до формирования требуемых значений или пределов микрогеометрических параметров участка, причем время обработки устанавливают исходя из наименьших значений микрогеометрических параметров одного из двух рабочих участков метчика, а на третьем этапе выполняют доводку оставшегося рабочего участка до требуемых значений или пределов микрогеометрических параметров в течение времени, необходимого для окончательного формирования микрогеометрии данного участка.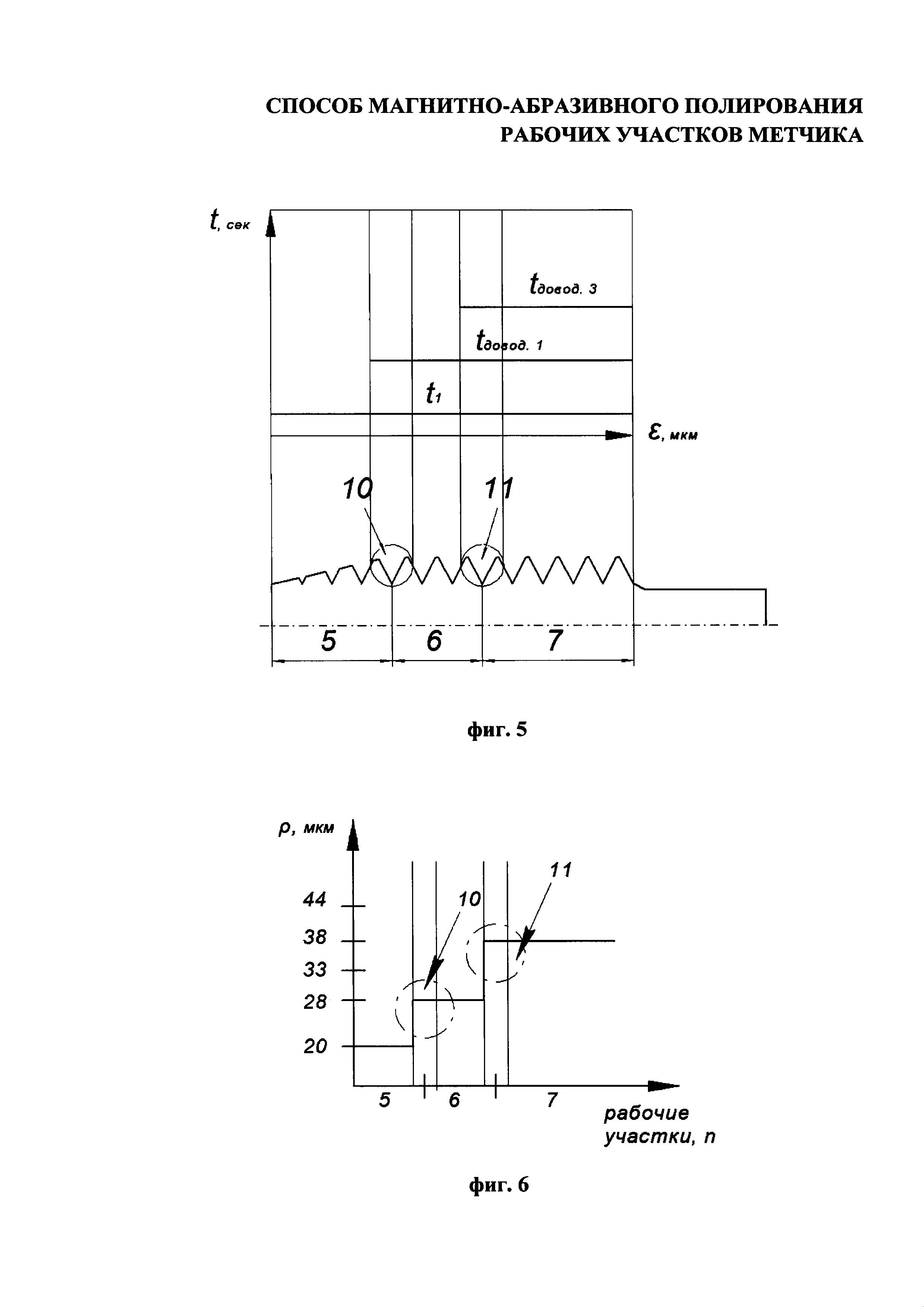
Способ магнитно-абразивного полирования метчика
Способ механической обработки с дроблением стружки
Способ прогнозирования работоспособности инструментов, оснащенных режущей керамикой
Метчик для нарезания точных резьб
Способ механической обработки стальной заготовки с дроблением стружки
Способ механической обработки заготовки из титанового сплава
Способ магнитно-абразивного полирования метчика
Способ механической обработки с дроблением стружки
Способ прогнозирования работоспособности инструментов, оснащенных режущей керамикой
Метчик для нарезания точных резьб
Способ механической обработки стальной заготовки с дроблением стружки
Способ механической обработки заготовки из титанового сплава
Способ изготовления державки режущего инструмента
Способ магнитно-абразивной обработки
Способ механической обработки с дроблением стружки
Способ механической обработки стальной заготовки с дроблением стружки

