Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ ЛУЖЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДНИКОВ ВТОРОГО ПОКОЛЕНИЯ
Вид РИД
Изобретение
Область техники.
Изобретение относится к изготовлению высокотемпературных сверхпроводников (ВТСП) второго поколения, в частности, к их лужению низкотемпературными припоями, конкретно, к установке для лужения.
Предшествующий уровень техники.
ВТСП второго поколения - металлическая лента с нанесенными на нее наноструктурированными оксидными покрытиями. Технология производства ВТСП ленты состоит из нескольких последовательных этапов: получение металлической ленты-подложки, осаждение буферных и функциональных слоев и покрытие защитными и стабилизирующими слоями металлов. Один из последних этапов реализуется при помощи лужения.
Под лужением в уровне техники понимается образование на поверхности материала металлического слоя путем плавления припоя, смачивания припоем поверхности и последующей его кристаллизации.
Известные из уровня техники устройства для лужения лент, включая сверхпроводниковые ленты (см., например, JP S54122641, фиг. 1), как правило включают подающие и принимающие узлы, состоящие из катушек с намотанными на них сверхпроводящими лентами, вспомогательные ролики для обеспечения передвижения ленты и ванну с припоем. В ванне с припоем на некоторой глубине, как правило, также размещается ролик для перемещения ленты через ванну с припоем.
К недостаткам таких устройств относится то, что ВТСП лента в устройстве поступает в ванну с припоем под углом, а также при прохождении через ролик, установленный в ванне с припоем огибает этот ролик с образованием загиба ВТСП ленты.
Поступление ленты в ванну под углом и ее загиб на ролике, находящемся в ванной, вызывают рост термических напряжений в ленте, что приводит к нарушению ее архитектуры. Кроме того, качество лужения на такой установке не обеспечивает равномерной толщины луженого слоя, а застывание припоя на поверхности ВТСП в изогнутом положении повышает механические напряжения.
Эти недостатки (см. там же, фиг. 2) пытаются устранить установкой для лужения, в которой также имеются подающий и принимающий узлы, направляющие ролики и ванна для лужения с жидким припоем. В данной ванне установлена меньшая ванна, сообщающаяся с большей посредством насоса. В стенках меньшей ванны выполнены две щели - во входную щель сверхпроводящая лента заходит, а в выходную - выходит. Меньшая ванна установлена таким образом, что лента передвигается через нее горизонтально, не претерпевая никаких изгибов. Припой в меньшую ванну подается насосом и поступает непосредственно на движущуюся ленту и через входную и выходную щели для ленты вновь поступает в большую ванну.
Авторы данного изобретения отмечают, что такое устройство обеспечивает получение равномерного покрытия на ленте без ее изгиба.
Однако, на наш взгляд, покрытие при работе такого устройства не может получиться равномерным по толщине в силу нескольких причин, что будет являться технической проблемой при реализации известного устройства.
Несмотря на то, что лента движется через ванну в горизонтальном положении, ее геометрическое положение не фиксировано и лента испытывает как продольные, так и поперечные колебания, что, безусловно, влияет на равномерность наносимого при лужении покрытия. Кроме того, лента входит и выходит из меньшей ванны в щели, через которые, также, излишки припоя вновь поступают в большую ванну. Понятно, что для того, чтобы излишки припоя беспрепятственно удалялись из меньшей ванны нужно, чтобы щели обладали достаточной толщиной, однако, увеличение толщины щели будет способствовать еще большему развитию колебательных процессов в ленте при ее лужении, а, следовательно, припой будет слетать в некоторых местах ленты, а на других местах будут скапливаться его излишки.
Еще одним недостатком известного устройства будет его низкая производительность, т.к. необходимо уменьшать скорость движения ленты в малой ванне, чтобы насос успевал поддерживать в ней необходимый уровень припоя, а также создавать химическую однородность жидкой фазы припоя.
Раскрытие сущности изобретения.
Предложенное изобретение устраняет эти технические проблемы.
Установка для лужения ВТСП ленты в соответствии с изобретением содержит узел подачи ВТСП ленты, узел лужения ВТСП ленты, узел приема луженой ВТСП ленты и узел управления, где узел лужения ВТСП ленты включает средство для подачи флюса на ВТСП ленту, ванну для лужения и систему охлаждения, установленную за ванной для лужения, где ванна для лужения выполнена с возможностью расплавления в ней припоя и поддержания припоя в расплавленном состоянии и представляет собой металлический желоб с закрепленными в каждом из его торцов, по меньшей мере, двумя блоками, выполненными из термостойкого полимера, обладающего антиадгезионными свойствами, и расположенными один под другим с возможностью образования между соседними блоками регулируемого зазора для протяжки ВТСП ленты в горизонтальном направлении.
В частных воплощениях изобретения в установке закрепленные в торцах желоба блоки выполнены из фторопласта, в частности, из политетрафторэтилена.
В других воплощениях изобретения блоки со стороны узла подачи ВТСП ленты могут быть выполнены из политетрафторэтилена, а со стороны узла приема ВТСП ленты выполнены из меламина.
Блоки в желобе могут быть снабжены ограничителями перемещения.
Блоки в желобе могут быть закреплены посредством прижимной пластины с регулировочными болтами.
Узел лужения может быть снабжен вытяжкой.
Ванна для лужения может быть снабжена трубчатым нагревателем.
Узел подачи ВТСП ленты может включать посадочное место с двигателем, на которое установлена подающая катушка и направляющий ролик.
Узел приема ВТСП ленты также может включать посадочное место с двигателем, на которое установлена принимающая катушка и принимающий ролик.
Сущность заявленного технического решения состоит в следующем и поясняется чертежами.
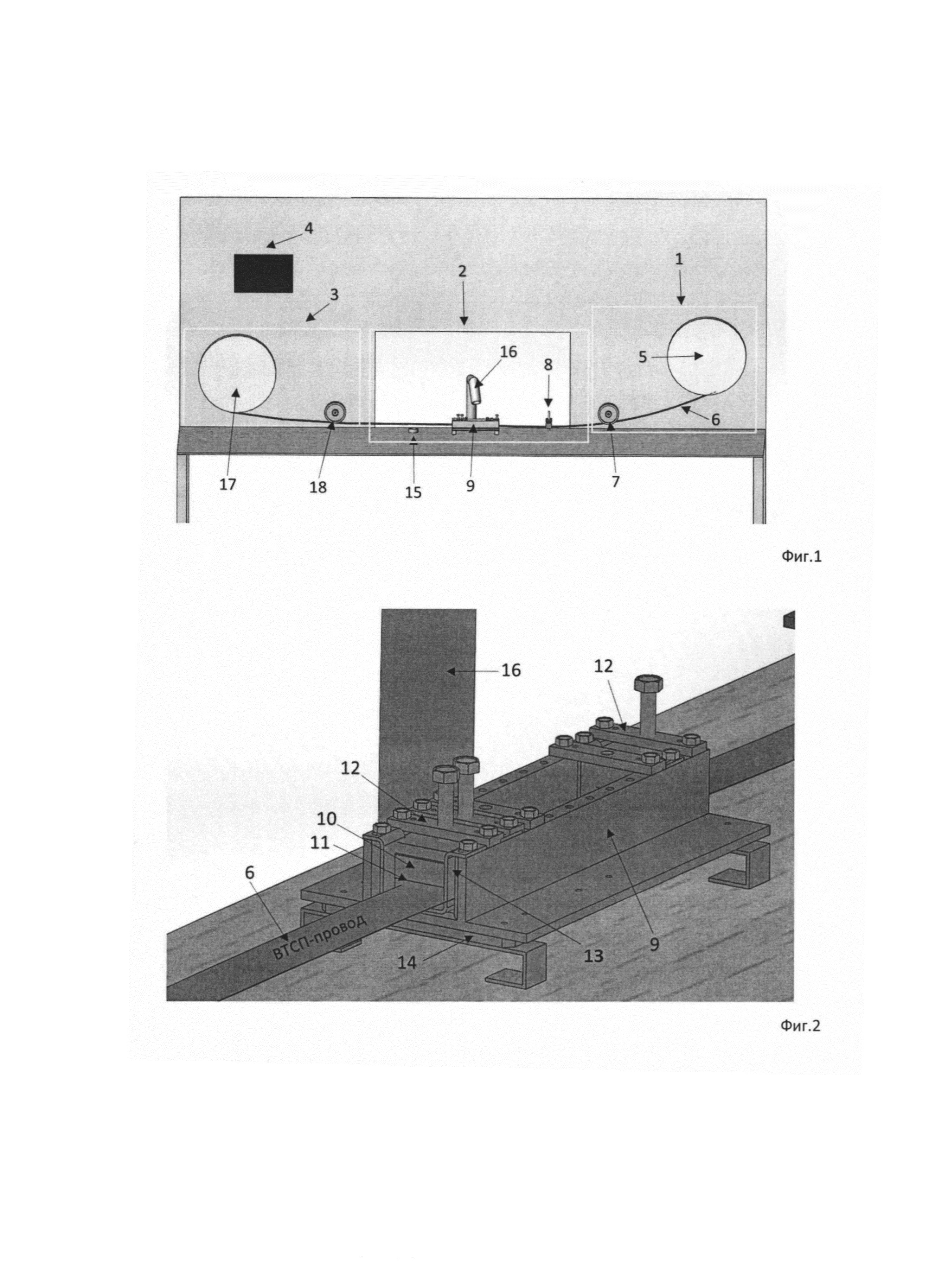
На фиг. 1 приведен общий вид установки.
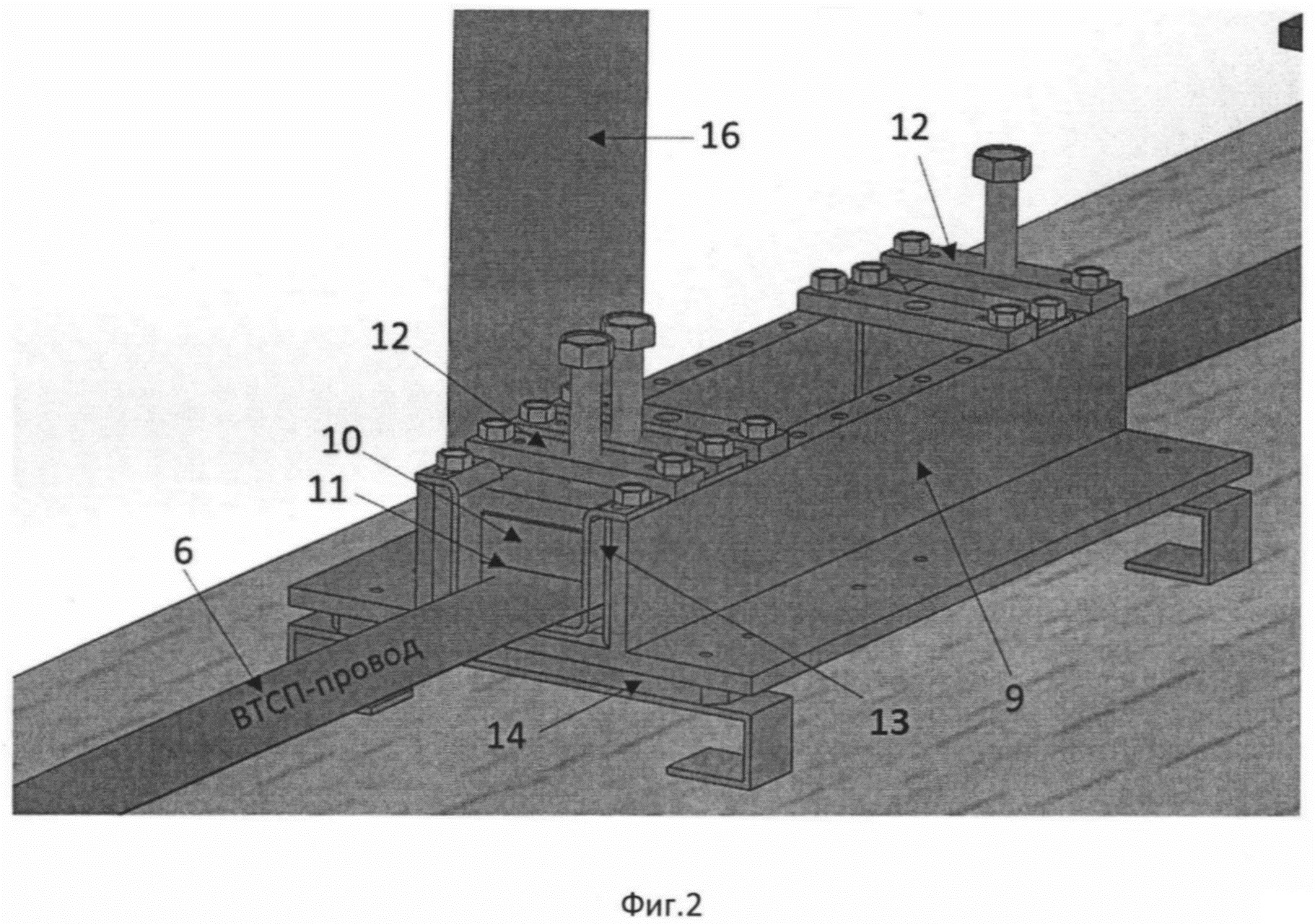
На фиг. 2 приведен общий вид ванны для лужения.
Обозначения на фигурах означают следующее:
1. узел подачи ВТСП лента,
2. узел лужения,
3. узел приема луженого ВТСП лента,
4. узел управления,
5. подающая катушка,
6. ВТСП лента,
7. направляющий ролик,
8. средство для подачи флюса,
9. ванна в форме металлического желоба,
10. блоки из полимера с антиадгезионными и термостойкими свойствами,
11. зазор,
12. прижимная пластина с регулировочными болтами,
13. ограничитель перемещения блоков,
14. трубчатый нагреватель,
15. система охлаждения,
16. вытяжная система,
17. принимающая катушка,
18. принимающий ролик.
Основной идей изобретения является организация лужения ВТСП ленты путем ее протяжки в строго горизонтальном направлении, что позволит улучшить качество луженого провода - равномерность лужения, а также отсутствие сколов и других повреждений функциональных слоев ВТСП ленты.
Как следует из схемы на фиг. 1, предложенная установка состоит из следующих технологических узлов:
- узла подачи ВТСП ленты (1),
- узла лужения ВТСП ленты (2),
- узла приема луженого ВТСП провода (3),
- узла управления (4) (не обязательного).
Узел подачи ВТСП ленты (1) состоит из посадочного места с двигателем (не показаны) для установки на него подающей катушки (5 ВТСП лентой (6) длиной от 400 м и выше. Двигатель обеспечивает постоянное регулируемое натяжение ленты.
После катушки (5) установлен ролик энкодера (7), который задает геометрическое положение ленты (горизонтальное) и контролирует скорость ее движения.
В состав узла лужения (2) входят средство для подачи флюса (8), представляющее собой ванну с встроенной системой подачи флюса на ленту при помощи перистальтического насоса, и ванна для лужения (9) и система охлаждения (15).
Ванна (9) представляет собой открытый желоб, выполненный из химически инертного к используемым флюсам и припоям материала. На торцах ванны установлены блоки (10) (см. фиг. 2) из полимера с антиадгезионными и термостойкими свойствами. Таким полимером, например, является политетрафторэтилен (тефлон). Он остается гибким и эластичным при температурах от -70 до +270°С и обладает очень низкими поверхностным натяжением и адгезией, обеспечивающими полимеру антиадгезионные свойства, и не смачивается ни водой, ни жирами, ни большинством органических растворителей.
Температура начала плавления политетрафторэтилена согласно стандарту ASTM D3418 (для разных типов тефлона) составляет от 260°С до 327°С. Температура припоя, с помощью которого осуществляется лужение, составляет 200-230°С.
Блоки (10) из такого полимера, по существу, выполняют функцию заглушки и предотвращают вытекание припоя. Блоки (10) устанавливаются один над другим с контролируемым зазором (11), что позволяет пропускать ВТСП ленту (6) через него и удалять излишек припоя с провода (6) на выходе из ванны (9), не повреждая металлического покрытия ВТСП ленты, а также позволяет контролировать толщину луженого слоя, создавая гладкое и равномерное металлическое покрытие.
Закрепление блоков (10) в торцах ванны (9), а также корректировка величины зазора (11) осуществляется с помощью прижимного приспособления в виде пластины (12) с регулировочными болтами. А ограничитель перемещения блоков (13) в виде П-образной пластины предотвращает перемещение полимерных блоков по ходу движения ВТСП ленты (6), т.е. наряду с прижимной пластиной обеспечивает закрепление блоков в торцах ванны и, тем самым, улучшает качество луженого слоя.
Для поддержания припоя в ванне в расплавленном состоянии используют трубчатый нагреватель (14), расположенный в основании ванны (9).
На выходе из ванны (9) установлена система охлаждения (15) сжатым воздухом, представляющая собой радиальный вентилятор с подведенным к нему воздуховодом, который встроен в рабочий стол при помощи адаптера.
Данная система обеспечивает мгновенное охлаждение ленты и дальнейшее ее горизонтальное передвижение без удаления или изменения луженого слоя. Кроме того, узел лужения (2) снабжен вытяжной системой (16), которая обеспечивает поглощение газообразных продуктов нагрева припоя и флюса. Вытяжная система представляет собой дымоуловитель с присоединенным к нему дым приемником. В принимающем узле (3) расположен двигатель с посадочным местом (не показаны) для принимающей катушки (17) и принимающий ролик (18).
Узел управления (4) представляет собой программируемый логический контроллер с подключенной к нему панелью оператора. Данная система контролирует работу перистальтического насоса, системы охлаждения и вытяжки, направление движения и скорость двигателей и температуру припоя в ванне для лужения.
Изобретение осуществляется следующим образом.
К ВТСП ленте с двух сторон методом точечной сварки приваривается транспортная лента из нержавеющей стали длиной 3 метра. Устанавливается подающая катушка (5) с намотанным на нее ВТСП лентой (6), транспортная лента протягивается через подающий ролик (7), ванну для флюса (8), ванну для лужения (9) и принимающий ролик (18), далее транспортная лента закрепляется на принимающей катушке (17). Собирается ванна для лужения (фиг. 2): лента располагается между полимерными блоками (10), сверху на которые устанавливается прижимная пластина с регулирующим болтом (12). Устанавливаются П-образные ограничители (13) и пластины для термопар (12), согласно рисунку. На выходе из ванны устанавливаются полимерные блоки (10), которые служат для удаления избытка припоя с ленты. На них также устанавливается прижимная пластина с регулирующим болтом. При помощи узла управления (4) задается температура ванны, включается натяжение ленты, задается направление движения, включается система охлаждения и вытяжки, и запускается перистальтический насос, который подает флюс. В ванну для лужения заливается предварительно расплавленный припой, через пластины (12) опускаются термопары в припой. На экране оператора узла управления выставляется длина и скорость протяжки и запускается двигатель. Транспортная лента затягивает в ванну для флюса, а затем и в ванну для лужения ВТСП ленты, что позволяет избежать его перегрева во время сборки установки и потери метража. ВТСП ленты с подающей катушки (5) поступает на подающий ролик (7), далее в ванну для флюса (8), затем в зазор между полимерными блоками он проходит в ванну с жидким припоем (9) и через полимерные блоки поступает на систему охлаждения (15). Далее движение происходит через принимающий ролик (18) и готовый луженая ВТСП лента наматывается на принимающую катушку (17).
Визуальный осмотр ленты показал, что полученная в установке в соответствии с изобретением ВТСП лента обладает равномерным слоем, а также отсутствие сколов и других повреждений функциональных слоев ВТСП ленты, что позволяет сделать вывод об улучшении качества полученного луженого провода.
Способ нанесения электроизоляционного полимерного покрытия на сверхпроводники второго поколения и устройство для его осуществления
Модуль сверхпроводящего ограничителя тока и ограничитель тока
Способ гравиметрического определения толщины сверхпроводящего слоя втсп проводов второго поколения
Способ изготовления высокотемпературной сверхпроводящей ленты и лента
Способ изготовления электрического контактного соединения
Способ изготовления изолированного плоского длинномерного высокотемпературного сверхпроводящего провода второго поколения и провод
Способ диагностики транспортирующих и измерительных роликов в процессе производства высокотемпературной сверхпроводящей ленты
Установка для лужения высокотемпературных сверхпроводящих лент второго поколения
Сверхпроводящий ограничитель тока короткого замыкания
Сверхпроводящий токоввод
Модуль сверхпроводящего ограничителя тока и ограничитель тока
Применение полилактида для изготовления продукта, эксплуатируемого в криогенных средах, и продукт
Токоограничивающее устройство на основе высокотемпературной сверхпроводимости
Способ изготовления электрического контактного соединения

