Результат интеллектуальной деятельности: Способ виброобработки конструкции для изменения напряженно-деформированного и структурного состояния материала
Вид РИД
Изобретение
Изобретение относится к области мостостроения, в частности к стабилизации геометрических размеров сварных конструкций методами виброрезонансного нагружения, и может быть использовано для снятия остаточных напряжений в сварных главных и продольных балках проезжей части пролетных строений мостов.
Известен способ виброрезонансной обработки конструкции, заключающийся в том, что проводят сканирование всего частотного диапазона и запись частотной характеристики изделия, виброобработку на резонансном пике максимальной частоты в течение 10-20 мин до уменьшения силы тока, потребляемого двигателем, виброобработку на каждом резонансном пике в сторону уменьшения частоты по 3-5 мин на каждом пике, повторное сканирование всего частотного диапазона и сравнение результатов, полученных до и после виброобработки (см. Рагульскис, К.М., Стульпинас Б.Б., Толутис К.Б. Вибрационное старение. Л.: Машиностроение, 1987, с. 36-43).
Недостаток указанного способа заключается в том, что для виброобработки крупных конструкций необходимо использование мощных вибровозбудителей, что приводит к росту их габаритов и усложнению устройств для крепления, а также не обеспечиваются возможность регулирования циклических напряжений в процессе виброобработки и однородность поля остаточных напряжений после виброобработки сложных конструкций.
Известен также способ виброобработки конструкции для изменения напряженно-деформированного и структурного состояния ее материала, заключающийся в том, что предварительно определяют резонансные частоты конструкции путем возбуждения ее колебаний при сканировании частоты возбуждения и записи частотной характеристики, производят последовательную виброобработку конструкции на выявленных резонансных частотах, начиная с более высокой частоты, после чего повторно определяют резонансные частоты и сравнением их с исходными оценивают результаты виброобработки, при этом виброобработку производят путем многоточечного возбуждения резонансных колебаний конструкции, при этом при виброобработке на каждой резонансной частоте последовательно используют каждый вибровозбудитель как задающий, а амплитуды и фазы возбуждающих сил остальных вибровозбудителей настраивают в соответствии с модой колебаний конструкции, возбуждаемой задающим вибровозбудителем (см. патент РФ №2037387, МПК В23Р 25/00, C21D 1/04, C21D 1/30).
Недостатком данного способа является то, что для снятия остаточных напряжений требуется создание колебаний на резонансной частоте всей массивной конструкции, что сложно и не приведет к снятию остаточных напряжений в локальных местах по концам сварных швов прикрепления ребер жесткости в сварных балках мостов.
Задача - повышение эффективности виброобработки сварной конструкции, предотвращение возникновения усталостных трещин и повышение усталостной долговечности, в частности сварных балок пролетных строений и проезжей части мостов.
Задача решается за счет того, что в способе виброобработки конструкции для изменения напряженно-деформированного и структурного состояния ее материала, по которому предварительно определяют резонансные частоты конструкции путем возбуждения ее колебаний при сканировании частоты возбуждения и записи частотной характеристики, производят последовательную виброобработку конструкции на выявленных резонансных частотах, первоначально определяют пиковое резонансное значение частоты собственных колебаний конструкции по концам сварного шва, с помощью построенной конечно-элементной трехмерной модели конструкции, затем возбуждают колебания методом малых воздействий в диапазоне ±20% от этой частоты, осуществляют запись виброграмм, и по характеру возрастания амплитуд колебаний фиксируют 1-ю резонансную частоту на виброграмме, на которой производят виброобработку в течение 10-20 мин.
При этом снятие остаточных напряжений от сварки в стенках балок осуществляется за счет возбуждения резонансных горизонтальных колебаний стенки балки, а снижение остаточных напряжений достигается в результате суммирования их с вибрационными, вследствие чего напряжения в металле достигают предела текучести и происходят пластические деформации материала, и перераспределение напряжений в конструкции.
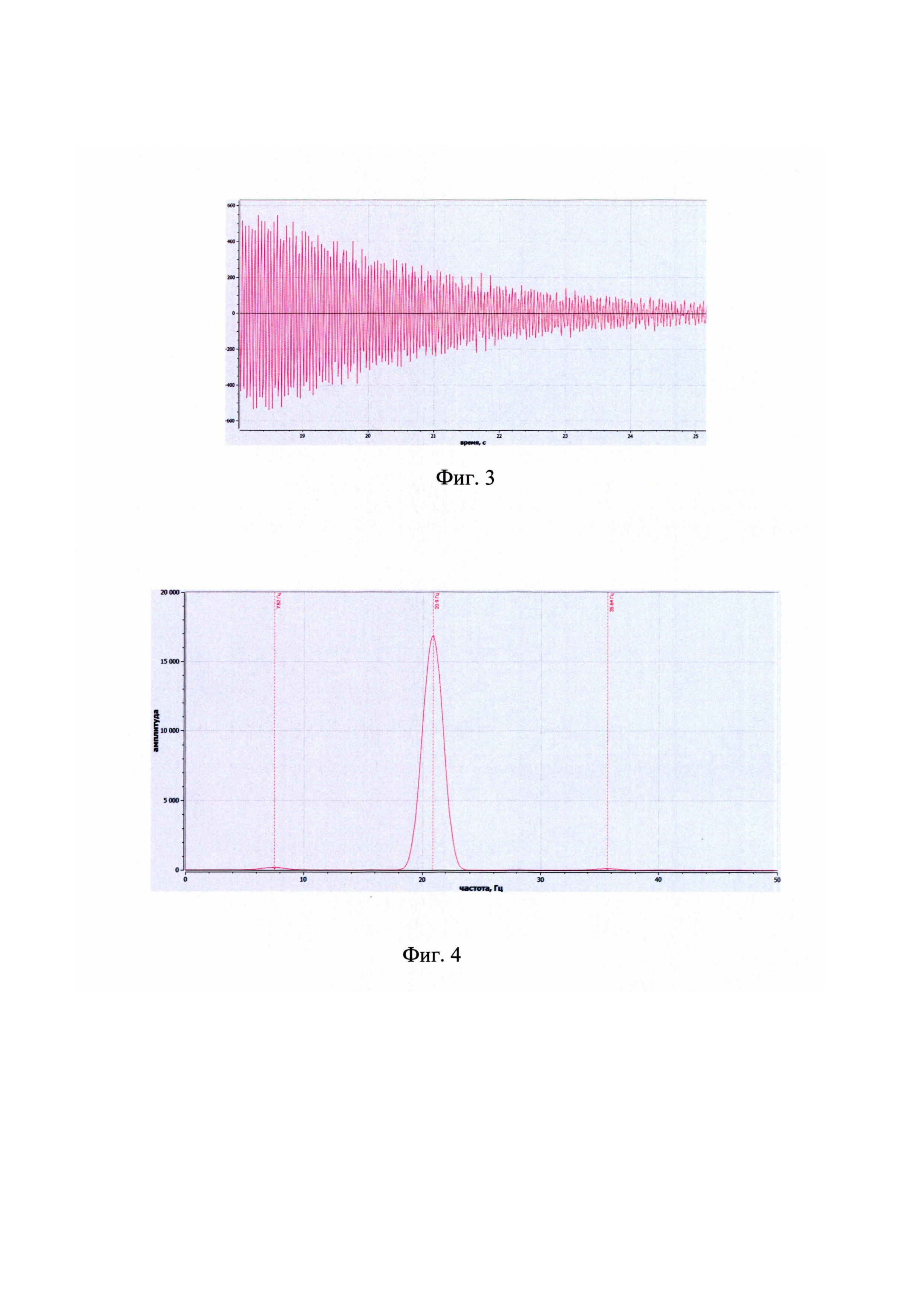
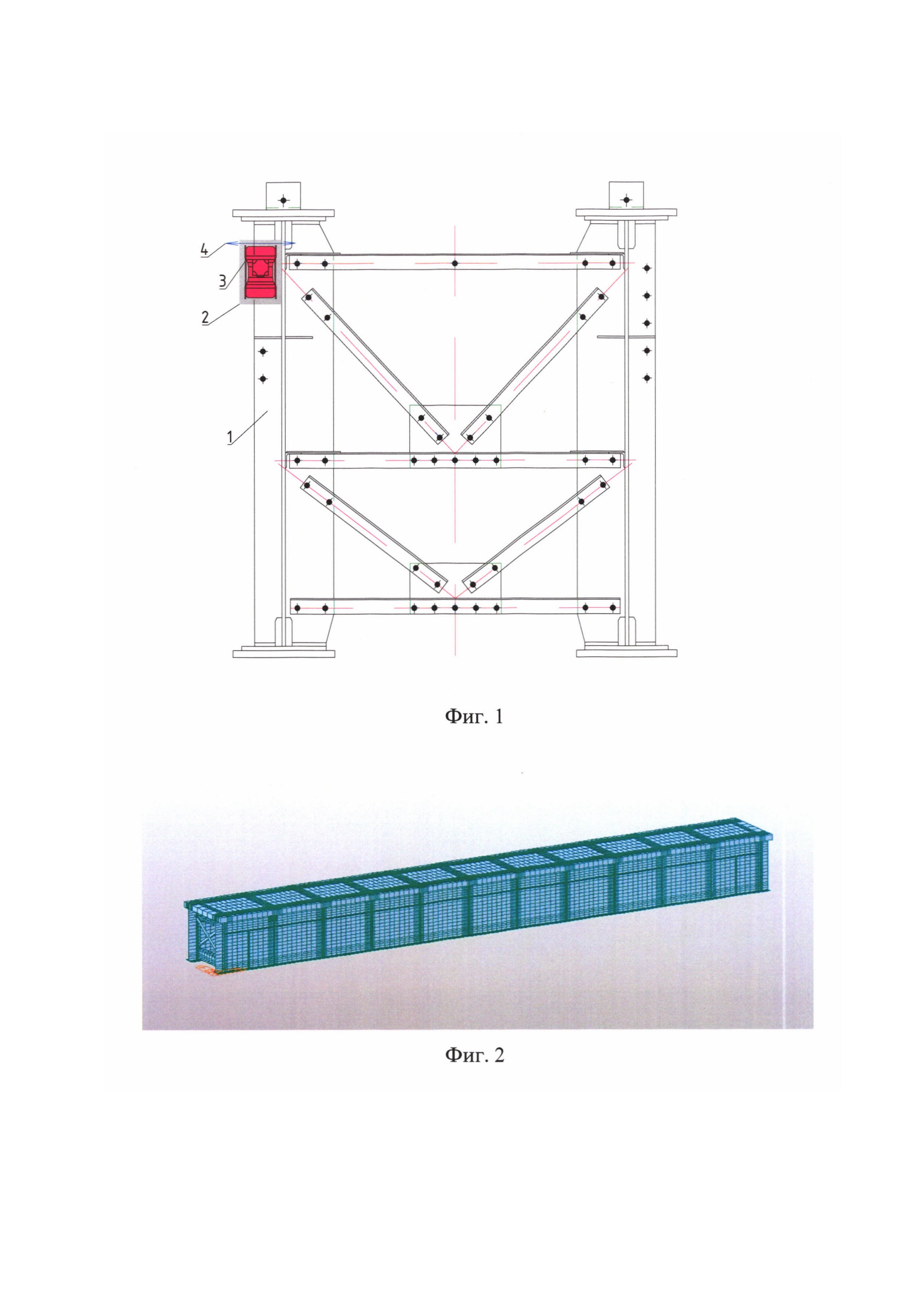
Изобретение иллюстрируется чертежами, где на фиг. 1 представлена схема установки вибрационного устройства на ребро жесткости балки пролетного строения в месте сварного шва (1 - ребро жесткости балки, 2 - станина для крепления вибрационного устройства; 3 - вибрационное устройство; 4 - направление движения поперечных колебаний участка стенки балки), на фиг. 2 - трехмерная конечно-элементная модель пролетного строения, на фиг. 3 - виброграмма колебаний, на фиг. 4 - фактическая 1-ая пиковая (резонансная) частота.
Способ осуществляется следующим образом. Вибрационное устройство 3 крепится к ребру жесткости 1 таким образом, чтобы инициировались горизонтальные колебания стенки балки. Частота колебаний задается частотным преобразователем так, чтобы она совпадала с 1-ой резонансной (локальной между соседними ребрами жесткости) частотой собственных колебаний стенки балки в месте конца сварного шва.
Для определения 1-ой резонансной частоты в программном комплексе создают конечно-элементную модель пролетного строения. Исходными данными являются геометрические размеры сечений и элементов пролетного строения, а также материал из которого изготовлено пролетное строение (фиг. 2). Создавая нагрузку в виде малых воздействий на элемент пролетного строения (стенка балки у верхнего или нижнего места соединения сварного шва и стенки балки) возбуждаются колебания стенки балки. По значению максимальных амплитуд получаем первую резонансную частоту колебания стенки балки. Затем на стенку балки на конце сварного шва прикрепления ребра жесткости устанавливают виброакселерометры, и после этого методом малых воздействий (горизонтальный удар резинового молотка массой 2-3 кг) возбуждают колебания. С помощью системы для записи и обработки данных с виброакселерометров в измерительном комплексе «Тензор МС-В» (свидетельство Федерального агентства по техническому регулированию и метрологии об утверждении типа средств измерения RU.C.34.007.A №32603/1) выполняют запись виброграмм колебаний (фиг. 3). Обработка результатов измерения (виброграммы) с помощью программного обеспечения комплекса «Тензор МС-В» позволяет выделить фактическую первую пиковую (резонансную) частоту (фиг. 4), на которой и производится виброобработка стенки балки в течение 10-20 минут в диапазоне плюс - минус 20% от нее технологическим комплексом НВО «Резонанс И100-17».
В заявленном изобретении (в отличие от прототипа) производится виброобработка локальной зоны, а не всей конструкции, что способствует снижению остаточных напряжений за счет суммирования их с вибрационными, вследствие чего напряжения в металле достигают предела текучести и происходят пластические деформации материала, в результате которых происходит перераспределение напряжений в конструкции, повышается усталостная долговечность и предотвращается возникновение усталостных трещин, в т.ч. типа Т-9 и Т-10 сварных балок пролетных строений и проезжей части мостов.
Способ обжига плоских керамических деталей
Стенд испытаний боковых рам тележек железнодорожного подвижного состава
Ультразвуковой способ определения внутренних механических напряжений
Способ монтажа арматурных стержней
Способ металлизации керамических изделий
Способ акустико-эмиссионного контроля дефектов в композиционных конструкциях на основе углепластика
Способ усиления балки пролетного строения моста
Способ акустико-эмиссионного контроля конструкций
Акустико-эмиссионный способ определения типа дефекта структуры образца из углепластика
Двигатель внутреннего сгорания
Способ усиления железобетонных элементов и их сопряжений
Способ усиления имеющего трещину металлического элемента пролетных строений мостов
Способ реконструкции железобетонного пролетного строения железнодорожного моста
Способ усиления имеющего трещину металлического элемента пролетных строений мостов
Способ усиления имеющего трещину металлического тонкостенного элемента пролетных строений мостов
Способ торможения и предотвращения образования усталостных трещин
Способ усиления балки пролетного строения моста
Способ диагностики технического состояния сталежелезобетонных пролетных строений
Способ усиления имеющего трещину в сварном шве металлического элемента пролетного строения моста
Установка для механических испытаний образцов листовых материалов на усталость при изгибе

