Результат интеллектуальной деятельности: ИЗНОСОСТОЙКИЙ ПЛУЖНЫЙ ЛЕМЕХ
Вид РИД
Изобретение
Изобретение относится к области сельскохозяйственного и лесного машиностроения, в частности к лемехам плужных корпусов и может быть использовано при их изготовлении и упрочнении.
Применение высокоскоростной техники при обработке почвы существенно повысило интенсивность изнашивания элементов рабочих органов почвообрабатывающих машин [1]. Особенно это сказалось на лемехах плугов, так как они относятся к наиболее нагруженным деталям земледельческой техники. Поэтому специалистами в данной области был предложен ряд методов и конструкций этих деталей в определенной мере увеличивающих стойкость к абразивному изнашиванию [2, 3, 4]. В большинстве своем противоизносные технологические мероприятия сводятся к нанесению твердых покрытий на поверхность наиболее вероятного износа [5]. В этом случае ограничение по наработке лимитируется предельным состоянием остова, которое определяется допустимым износом по ширине подрезающе-лезвийной области, которая позволяет проводить упрочняющие мероприятия, связанные с нанесением абразивостойких защитных покрытий в широком диапазоне технологических вариантов и геометрических схем, не оказывая заметного влияния на геометрию детали, установленную агротехническими условиями. Технологические мероприятия подобного плана известны, но им присущ ряд недостатков, не позволяющих в полной мере реализовать возможности детали по повышению ресурса и сопротивляемости абразивному изнашиванию.
В качестве аналога рассматривается цельнометаллический лемех плуга, у которого для повышения стойкости к изнашиванию, в том числе и ресурса, на лезвийной области с тыльной стороны сформирована полоса износостойкого материала (сормайта) [6]. Сплав наносится путем наплавки токами высокой частоты на ширину около 20 мм.
Известен способ, принятый за прототип [7], где после восстановления нормированных размеров остова производится упрочняющая наплавка тыльной стороны лезвийной области сплавом, обеспечивающим твердость нанесенного материала 58-62 HRC с присутствием в его структуре карбидов и карбоборидов. Формирование твердого покрытия осуществляется по всей длине и на всю ширину лезвия.
Общим недостатком аналога и прототипа является отсутствие упрочнения всего объема подрезающе-лезвийной части лемеха, износ которой, как уже отмечалось, регламентирует работоспособное состояние детали, не используя потенциальные возможности по повышению абразивной износостойкости изделия в целом и, следовательно, ее ресурса.
Техническим результатом изобретения является конструкция плужного лемеха, обеспечивающая существенное повышение его стойкости к абразивному изнашиванию и соответственно ресурса, при сохранении нормированных геометрических параметров и выполнении агротехнических требований.
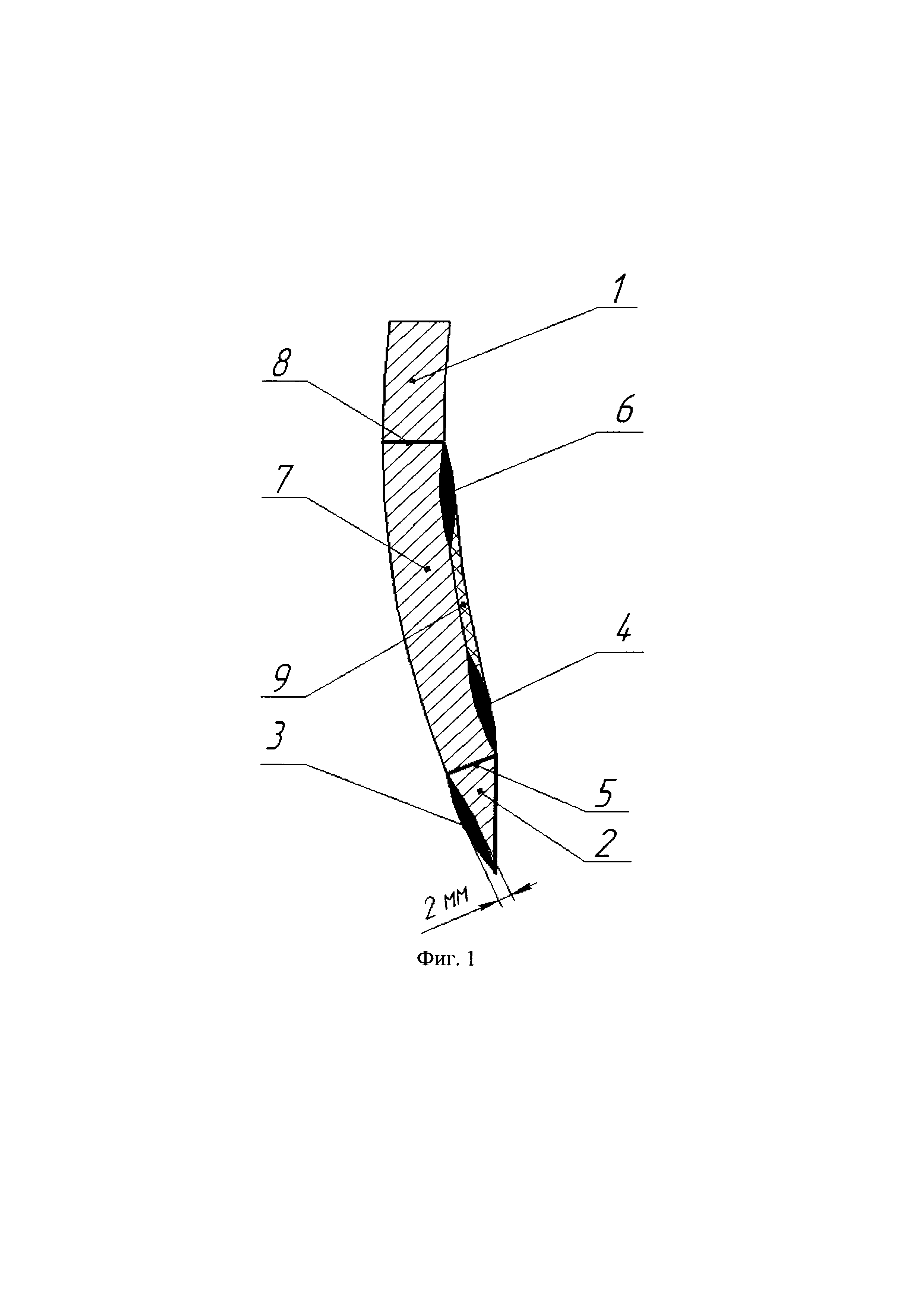
Поставленный результат достигается тем, что в известную конструкцию лемеха 1 (фиг. 1) вносятся следующие дополнения: тыльная сторона заглубляющей области 2 (выделена утолщенными линиями) наплавляется абразивостойким сплавом 3 на величину заточки; на рабочей (наружной) поверхности, также абразивостойким сплавом наносятся два валика; первый 4 наплавляется со стороны лезвийной области и его нижней границей служит верхнее сечение лезвия 5; второй 6 формируется в верхней части подрезающей области 7 и его верхней границей служит сечение 8 ограничивающее эту область; в промежутке между сформированными валиками наносится клееполимерный абразивостойкий композит 9. При этом вся площадь рабочей поверхности (поверхности трения) подрезающей части должна быть охвачена упрочняющими покрытиями (наплавленным металлом и композитом), т.е. покрытия располагаются по всей длине детали.
Для получения наплавкой покрытий с высокой стойкостью к абразивному воздействию используются серийно выпускаемые электродные материалы, обеспечивающие в структуре наплавленного металла наличие карбидных и карбоборидных включений с твердостью поверхности не менее 62 HRC. Наплавка противоабразивного покрытия проводится с повышенной глубиной проплавления, как на тыльную, так и на рабочую поверхность. Глубокое проплавление позволит снизить влияние фактора «скалывания» металла валика, сформированного на тыльной части лезвия от воздействия ударных нагрузок со стороны почвы, которые непосредственно воздействуют на наплавленный материал из-за присутствия эффекта «самозатачивания», когда интенсивность изнашивания наружной поверхности значительно выше темпа износа ее тыльной зоны [8]. Другой функцией тыльной наплавки лезвия является обеспечение снижения уровня остаточных напряжений, наведенных последующей наплавкой валиков на рабочую поверхность и как следствие уменьшение вероятности нарушения геометрической формы лемеха, оговоренной техническими условиями на изготовление. Высота нанесенного металла в этом случае не должна превышать 2 мм относительно поверхности детали.
Ширина упрочняющих валиков, сформированных на поверхности трения заглубляющей области должна составлять от 15 до 20 мм, а их высота не более 2 мм. Такие геометрические параметры валиков позволяют избежать существенного приращения тягового сопротивления, а большая глубина проплавления - выкрашивания твердого слоя, при контактировании с включениями значительной величины и твердости.
Пространство между валиками 4 и 6 (фиг. 1) заполняется полимерным самотвердеющим композитом на клеевой основе с дисперсным наполнителем 9, в котором наполнитель выполняет функцию противоабразивной составляющей. Применение такого рода покрытия позволит избежать негативного влияния на форму лемеха остаточных напряжений в силу их отсутствия и обеспечить защиту всей площади контактирующей с почвой поверхности от абразивного воздействия. Формирование композиционного материала на поверхности происходит в жидком состоянии, что позволяет скопировать (воспроизвести) ее геометрию. Толщина покрытия не должна превышать 2 мм, по примеру валиков. В качестве основы матрицы композита может выступать эпоксидный состав; наполнитель должен иметь размер частиц от 1 до 2 мм с твердостью не менее 7-ми единиц по шкале Мооса. Содержание наполнителя в композите около 50 масс частей. В свою очередь валики будут выполнять функцию упоров для данного покрытия, обеспечивая тем самым повышение его сопротивляемости напряжениям сдвига, возникающим в результате силового воздействия почвы.
Наличие твердых наплавленных валиков с HRC не менее 62 единиц и противоабразивного композита на рабочей поверхности обеспечат снижение интенсивности изнашивания лемеха при воздействии на него абразивных составляющих почвенной массы.
Результатом применения предлагаемого конструктивного исполнения лемеха плуга является существенное увеличение абразивной износостойкости и ресурса при минимальном воздействии остаточных напряжений на геометрию детали, с выполнением лемехом агротехнических требований при пахоте.
Указанная совокупность существенных признаков обеспечивает у заявленной конструкции остова составного плужного лемеха новых свойств, отличных от аналога и прототипа, а именно: первое - на тыльной части лезвийной области по всей ее ширине и длине наплавлен валик из абразивостойкого сплава твердостью не менее 62 HRC, с высотой относительно поверхности не более 2 мм и значительной глубиной проплавления; второе - на наружной стороне по границам (верхней и нижней) наплавляются два валика из абразивного сплава шириной 15-20 мм и высотой не более 2 мм от поверхности трения твердостью не менее 62 HRC и значительной глубиной проплавления; третье - между ними нанесено абразивостойкое полимер-клеевое композитное покрытие, состоящее из эпоксидной компоненты (матрица) и наполнителя (гравийной крошки диаметром 1…2 мм). Таким образом, заявленные признаки изобретения соответствуют критерию «новизна».
На фиг. 1 показаны: 1 - поперечное сечение лемеха; 2 - заглубляющая часть; 3 - упрочняющий валик на тыльной стороне заглубляющей части; 4 - упрочняющий валик, примыкающий к верхней границе заглубляющей части; 5 - верхняя граница заглубляющей части; 6 - упрочняющий валик, примыкающий к верхней границе подрезающей области; 7 - подрезающая область; 8 - верхняя граница подрезающей области; 9 - клееполимерный абразивостойкий композит.
Полевые сравнительные испытания лемехов, конструкция, которых дана в прототипе и предлагаемых показали повышение ресурса последних в 1,8…2,2 раза. В качестве упрочняющих материалов использовались: электроды отечественного производства Т-590; эпоксидно-гравийный композит, состоящий из клеевой компоненты (эпоксидная смола ЭД - 20-100 мас. ч., отвердитель, полиэтиленполиамин - 10 мас. ч.) и гравийной крошки с дисперсностью частиц 1-2 мм. Соотношение компонентов в композите составляет 50% эпоксидной матрицы и 50% гравийного наполнителя. При этом лемеха сохраняли свои нормированные, техническими условиями, размеры и форму, а пашня отвечала агротехническим условиям.
Источники информации:
1. Титов Н.В., Коломейченко А.В., Виноградов В.В. Анализ перспективных способов упрочнения рабочих органов почвообрабатывающих машин // Техника и оборудование для села. 2013. №10. с. 33-36.
2. Серов Н.В., Серов А.В., Бурак П.И. Технология упрочнения лемехов плуга электроконтактной приваркой // Труды ГОСНИТИ. 2015. Т. 121. с. 287-290.
3. Булычёв В.В., Пономарёв А.И., Голубина С.А. Совершенствование технологий упрочняющей наплавки деталей плугов на основе применения вибродуговых процессов // Тракторы и сельхозмашины. 2010. №4. с. 54-56.
4. Михальченков A.M., Лялякин В.П., Кожухова Н.Ю., Горбачев Р.В. Возобновление ресурса лемехов // Сельский механизатор. 2013. №2. с. 34-35.
5. Сидоров С.А., Миронов Д.А. Обоснование повышения эксплуатационно-ресурсных характеристик лемехов плугов // Сельскохозяйственные машины и технологии. 2013. №6. с. 14-17.
6. Ткачев В.Н. Индукционная наплавка рабочих органов почвообрабатывающих машин:// Повышение износостойкости рабочих органов почвообрабатывающих машин. - Ростов-на-Дону: ЦБТИ, 1962 с. 16-20.
7. Михальченков М.А., Якушенко Н.А. Способ упрочняющего восстановления плужного лемеха // Патент России №2544214. 2015 Бюл. №7.
8. Козарез И.В., Ториков В.Е., Михальченкова М.А. Анализ и особенности износов плужных лемехов различных конструкций и динамика их изнашивания // Труды инженерно-технологического факультета Брянского государственного аграрного университета. 2015. №1. с. 126-154.
Способ возделывания сельскохозяйственных культур, загрязненных радионуклидами
Ротационное почвообрабатывающее орудие
Способ шелушения семян зернобобовых культур
Зерноуборочный комбайн
Способ определения индекса экотопической приуроченности
Способ определения энергии активации десорбции обменных ионов почвы
Способ оценки содержания тяжелых металлов в атмосферном воздухе с помощью эпифитных лишайников при аэротехногенном загрязнении
Универсальная стрельчатая лапа
Самозатачивающееся долото глубокорыхлителя повышенной абразивной износостойкости
Долото глубокорыхлителя повышенной износостойкости для работы на связных почвах
Плужный отвал повышенной долговечности и ремонтопригодности
Отвал корпуса плуга
Способ упрочняющего восстановления стрельчатых лап культиваторов различного назначения
Способ восстановления и упрочнения отвала корпуса плуга
Способ упрочняющего восстановления плужного лемеха
Штампосварной плужный лемех повышенной стойкости к абразивному изнашиванию
Способ определения адгезионной прочности клееполимерных дисперсных композитов с металлической подложкой
Самозатачивающееся долото глубокорыхлителя повышенной абразивной износостойкости
Долото глубокорыхлителя повышенной износостойкости для работы на связных почвах
Способ проведения ускоренных сравнительных испытаний полимерных самотвердеющих дисперсно-упрочненных композиционных материалов на изнашивание в не жестко закрепленном абразиве

