Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ПОСРЕДСТВОМ ВЫБОРОЧНОГО РАСПЛАВЛЕНИЯ ПОРОШКА
Вид РИД
Изобретение
Область техники
Изобретение относится к изготовлению детали посредством выборочного расплавления порошка.
Уровень техники
Известны способы изготовления деталей посредством выборочного расплавления порошка. Это способы состоят в изготовлении детали путем нанесения друг на друга слоев порошка, причем эти слои наносят и расплавляют локально один за другим при помощи лазерного пучка или пучка электронов, обрабатывающего поверхность каждого слоя. Прохождение пучка на каждом слое определяет система, в которой записаны трехмерные координаты точек обрабатываемых последовательных слоев. Эти способы известны под названиями прямое лазерное спекание металлов, селективное лазерное плавление, плавление лазерным лучом или электронно-лучевое плавление.
Известные примеры способов этого типа описаны в патентных документах WO 2012/160291 A1, WO 2013/060981 А2 и FR 2982182 А1.
Согласно этим способам, расплавление порошка каждого из слоев требует очень большой энергии пучка и определенного времени, соответствующего времени прохождения пучка по слою. Таким образом, стоимость изготовления детали в соответствии с этими способами является относительно высокой, в частности, по причине расхода энергии, связанного с генерированием пучка большой энергии. Кроме того, время изготовления является относительно длительным, в частности, по причине большого числа проходов пучка.
Поэтому существует потребность в способе нового типа.
В статье «Surface laser sintering of exothermic power compositions: A thermal and SEM/EDX study», Journal of Thermal Analysis and Calorimetry, Vol. 91 (2008), №2, c. 427-436, написанной И.В. Шишковским и др., описан способ, в котором лазерный луч перемещают через один слой порошка, содержащего смесь порошков никеля и алюминия. Энергия, испускаемое лазерным лучом, инициирует экзотермическую реакцию между никелем и алюминием.
Раскрытие изобретения
Изобретение относится к способу изготовления детали посредством выборочного расплавления порошка, включающему в себя этапы, на которых:
- наносят первый слой первого порошка, в котором основным элементом является первый элемент;
- на первый слой наносят второй слой второго порошка, в котором основным элементом является второй элемент, отличный от первого элемента;
- первый энергетический пучок, например, лазерный пучок или электронный пучок, перемещают по второму слою, при этом энергия, обеспечиваемая первым пучком, позволяет инициировать экзотермическую реакцию между первым элементом и вторым элементом, при этом энергия, выделяемая при этой экзотермической реакции, позволяет локально сплавлять вместе первый и второй слои.
Согласно этому способу, энергию, необходимую для локального расплавления (или выборочного расплавления) второго слоя, получают за счет инициированной экзотермической реакции. Следовательно, энергия, обеспечиваемая первым пучком, может быть меньше энергии, необходимой для локального расплавления второго слоя, оставаясь при этом достаточной для инициирования указанной экзотермической реакции.
Энергия, передаваемая первым пучком на определенную зону второго слоя, зависит от мощности пучка и от его скорости прохождения по этой зоне. Уменьшение необходимой энергии позволяет, таким образом, уменьшить мощность пучка и/или увеличить скорость прохождения пучка. Таким образом, способ позволяет снизить расход энергии, связанный с генерированием пучка, за счет уменьшения мощности пучка и/или увеличения скорости прохождения пучка по второму слою. Это позволяет снизить стоимость изготовления и/или повысить темпы производства при изготовлении детали.
Кроме того, поскольку энергию, необходимую для локального расплавления первого слоя, тоже получают за счет инициированной экзотермической реакции, можно не обрабатывать энергетическим пучком этот первый слой. Это тоже позволяет снизить стоимость изготовления за счет снижения расхода энергии и/или повысить темпы производства за счет уменьшения общего количества проходов пучка. В частности, это число проходов можно уменьшить вдвое по сравнению с известными способами.
В некоторых вариантах осуществления второй энергетический пучок перемещают по первому слою до нанесения второго слоя, при этом энергия, обеспечиваемая вторым пучком, позволяет производить поверхностное и локальное расплавление первого слоя. Такое поверхностное расплавление позволяет, в частности, уплотнить первый слой для облегчения нанесения на него второго слоя. В данном случае речь идет о расплавлении порошка только на поверхности первого слоя, а не о расплавлении порошка по всей толщине первого слоя. Таким образом, энергию, обеспечиваемую вторым пучком, можно выбрать меньшей, чем энергия, необходимая для полного локального расплавления первого слоя, но при этом она является достаточной для осуществления поверхностного локального расплавления. В этом случае расход энергии меньше и/или производственные темпы выше по сравнению с известными способами.
Такой способ находит свое конкретное применение при изготовлении металлических деталей. Под «металлической» деталью следует понимать деталь из металла, из металлического сплава или из кермета. Речь может идти о металлических деталях, подвергающихся действию высоких температур во время работы, и, в частности, о металлических деталях из жаростойкого сплава. Действительно, эти детали трудно изготовить правильно при помощи способов литья, при которых отмечаются проблемы химического взаимодействия с изложницами, сродства элементов разливаемого сплава к кислороду, слишком высокой скорости кристаллизации и т.д., которые часто приводят к получению несбалансированного сплава, имеющего разупорядоченную микроструктуру и большие металлургические дефекты (усадочные раковины, сегрегации, трещинообразование и т.д.). Предложенный способ изготовления, наоборот, позволяет получать детали, однородные по микроструктуре и по составу, имеющие хорошее металлургическое качество и/или хорошую стойкость к окружающей температуре.
В частности, такой способ можно применять для изготовления детали газотурбинного двигателя. Рассматриваемая деталь может быть, например, но не ограничительно частью турбины высокого или низкого давления авиационного турбореактивного двигателя. Например, речь может идти о турбинной лопатке.
Кроме вышеупомянутых отличительных признаков, способ может иметь один или несколько следующих отличительных признаков, рассматриваемых отдельно или в технически возможных комбинациях:
- первый порошок является металлическим,
- второй порошок является металлическим,
- первый элемент, то есть основной или преимущественный элемент первого порошка, выбирают среди следующих элементов: Nb, Mo, Ti, V, Та, Cr, Fe, Со, Ni,
- первым элементом является Nb, Mo или Ti, и, в частности, первым порошком является порошок сплава, в основном содержащего элементы Nb, Mo или Ti, связанные с другими переходными металлами,
- первый порошок является порошком металлического сплава, содержащего легирующие элементы, выбранные из следующих элементов: Si, Ti, Cr, Al, Hf, Mo, Sn, B, если первым элементом является Nb или Mo, и легирующие элементы, выбранные из следующих элементов: Al, Nb, Cr, Та, W, Мо, В, Hf, Zr, V, если первым элементом является Ti,
- второй элемент, то есть основной или преимущественный элемент второго порошка, выбирают из следующих элементов: Si или Al,
- второй порошок является порошком Si или порошком Al,
- экзотермическая реакция происходит между первым элементом и Si или Al и приводит к образованию силицидов или алюминидов.
Поскольку реакции образования силицидов или алюминидов являются экзотермическими реакциями с выделением большого количества тепла, они позволяют сплавлять вместе локально первый и второй слои, имеющие вышеупомянутые составы.
Эти, а также другие отличительные признаки и преимущества способа будут более очевидны из нижеследующего подробного описания примеров осуществления. Это подробное описание представлено со ссылками на прилагаемые чертежи.
Краткое описание чертежей
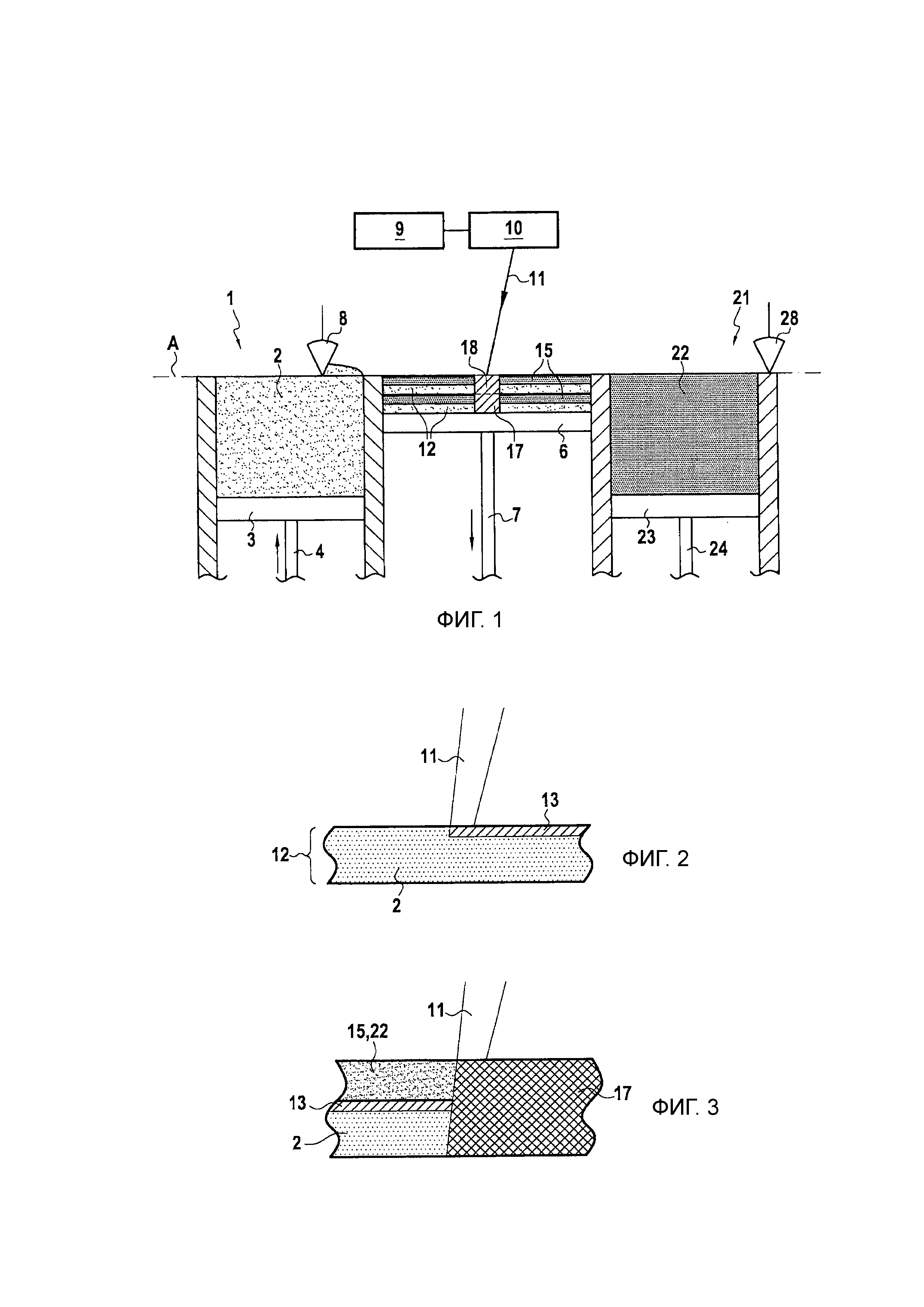
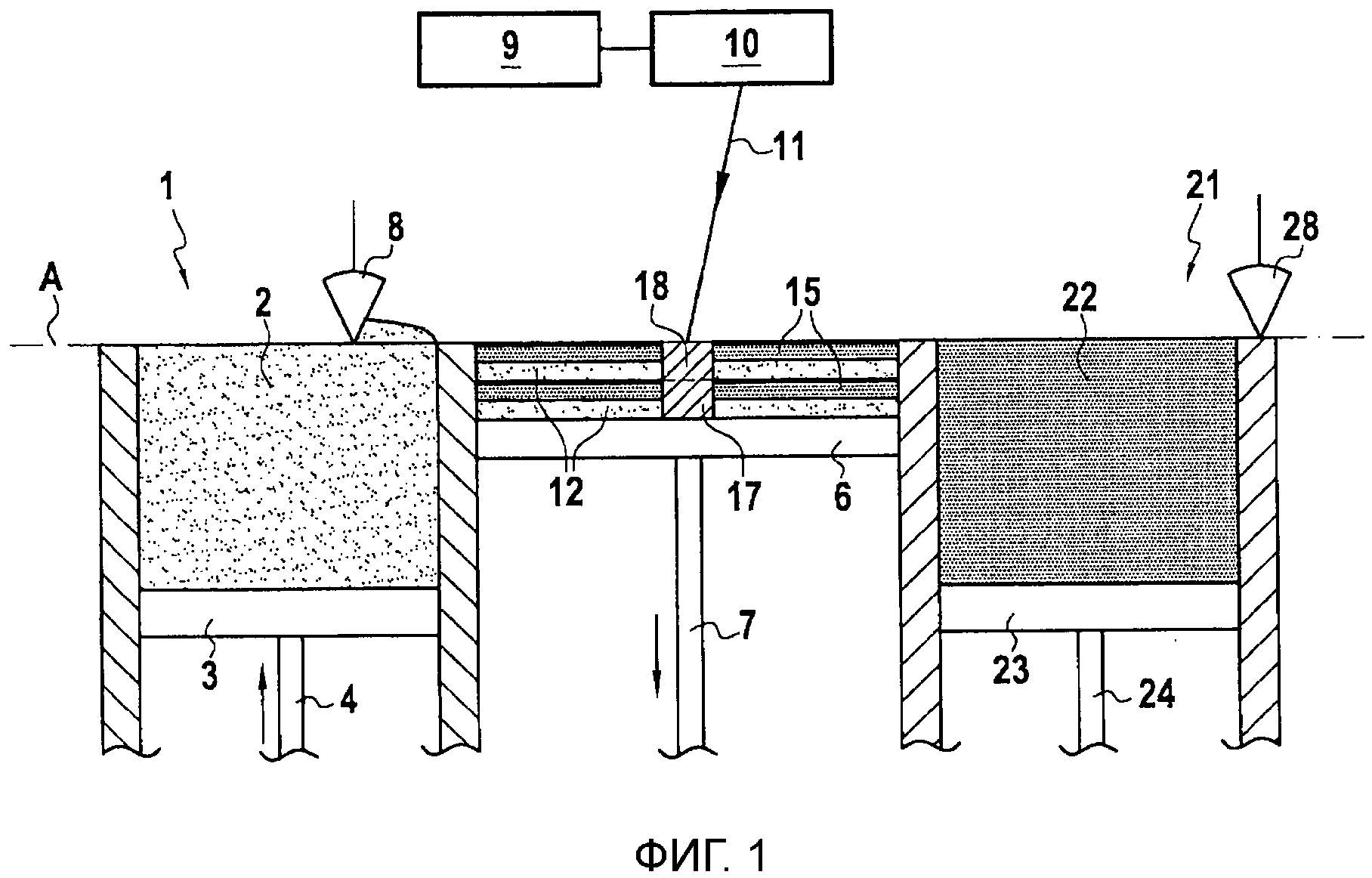
Фиг. 1 - пример установки для осуществления способа.
Фиг. 2 и 3 - схематично иллюстрируют различные этапы способа.
Осуществление изобретения
Далее со ссылками на прилагаемые чертежи следует подробное описание примеров осуществления. Эти примеры иллюстрируют отличительные признаки и преимущества изобретения. Вместе с тем, следует напомнить, что изобретение не ограничивается этими примерами.
На фиг. 1 представлен пример установки для изготовления детали посредством выборочного расплавления порошка. Она содержит:
первый резервуар 1, который содержит первый порошок 2 и стенка 3 дна которого является подвижной и выполнена с возможностью поступательного перемещения,
второй резервуар 21, который содержит первый порошок 22 и стенка 23 дна которого является подвижной и выполнена с возможностью поступательного перемещения,
бак 5, который находится между резервуарами 1 и 21 и стенка 6 дна которого тоже выполнена с возможностью поступательного перемещения.
В данном примере стенки 3, 23 и 6 дна выполнены, каждая, в виде пластины, неподвижно соединенной в поступательном движении с штоком 4, 7, 24 привода, в данном случае гидроцилиндра.
Установка содержит скребок 8 или валик, позволяющий доставлять количество порошка 2 из резервуара 1 в бак 5 посредством перемещения по горизонтальной плоскости А, и скребок 28 или валик, позволяющий доставлять количество порошка 22 из резервуара 21 в бак 5 посредством перемещения по горизонтальной плоскости А. Установка содержит также средства 9 генерирования лазерного пучка или электронного пучка, связанные с устройством 10, позволяющим ориентировать и перемещать пучок 11.
Далее следует описание этапов изготовления детали при помощи этой установки.
Прежде всего, дно 3 резервуара 1 перемещают вверх таким образом, чтобы над горизонтальной плоскостью А оказалось определенное количество первого порошка 2. При этом скребок 8 перемещают слева направо (относительно фиг. 1) таким образом, чтобы сдвигать указанный порошок 2 вверху резервуара 1 и доставлять его в бак 5. Количество порошка 2 и положение стенки 6 дна бака 5 определяют таким образом, чтобы сформировать первый слой 12 порошка выбранной и постоянной толщины.
Как показано на фиг. 2, затем лазерный пучок или электронный пучок сканирует определенную зону слоя 12 таким образом, чтобы локально и поверхностно расплавлять первый порошок 2 этого слоя 12 в местах, сканируемых пучком. Расплавленные зоны затвердевают и образуют корку 13 на поверхности слоя 12. Следует отметить, что этот этап получения корки 13 является факультативным.
После этого стенку 6 дна бака 5 опускают.
Стенку 23 дна резервуара 21 перемещают вверх таким образом, чтобы над горизонтальной плоскостью А оказалось определенное количество второго порошка 22. При этом скребок 28 перемещают справа налево (относительно фиг. 1) таким образом, чтобы сдвигать указанный порошок 22 вверху резервуара 21 и доставлять его в бак 5 на первый слой 12. Количество порошка 22 и положение стенки 6 дна бака 5 определяют таким образом, чтобы сформировать второй слой 15 порошка выбранной и постоянной толщины.
Как показано на фиг. 3, затем лазерный пучок или электронный пучок сканирует определенную зону второго слоя 15 таким образом, чтобы сплавлять вместе первый и второй слои 12, 15 в сканируемой зоне. Расплавленные зоны затвердевают, образуя первый слой 17 материала.
Стенку 6 дна опускают и на первый слой 17 материала наносят новый слой 12 порошка 2, а также новый слой 15 порошка 22 таким же образом, как и в предыдущем случае. За счет контролируемого перемещения пучка 11 на первом слое 17 материала получают второй слой 18 материала, как показано на фиг. 1.
Эти операции повторяют до полного выполнения детали путем нанесения друг на друга многочисленных слоев материала.
Изготовленной деталью является, например, металлическая деталь, подвергающаяся действию высоких температур во время работы, в частности, температур свыше 600°С, например, температур, составляющих от 600°С до 1500°С, или температур свыше 1500°С. Этот тип детали называют «жаростойкой деталью». Разумеется, максимальная рабочая температура, которую может выдерживать деталь, зависит от состава используемого сплава.
Первый порошок 2 является, например, металлическим порошком сплава на основе ниобия (Nb) или молибдена (Мо). Эти сплавы отличаются очень высокими точками плавления, более высокими, чем у жаропрочных сплавов, используемых в настоящее время для изготовления жаростойких деталей. Кроме того, сплавы на основе Nb позволяют значительно уменьшить массу изготовленной детали по причине их низкой плотности (по сравнению с жаропрочными сплавами на основе никеля) и в то же время сохранить хорошие механическое свойства. Такие преимущества представляют интерес, например, в области авиации.
Вышеупомянутые сплавы на основе ниобия могут, например, содержать один или несколько легирующих элементов, выбранных из следующих элементов: кремния (Si), титана (Ti), хрома (Cr), алюминия (Al), гафния (Hf), молибдена (Мо), олова (Sn) и т.д. Вышеупомянутые сплавы на основе молибдена могут, например, содержать один или несколько легирующих элементов, выбранных среди кремния (Si), бора (В) и циркония (Zr).
Второй порошок 22 является, например порошком на основе кремния. Например, массовое содержание Si этого порошка превышает 80% и может приближаться к 100%.
В другом примере первый порошок 2 является металлическим порошком сплава на основе титана (Ti). Этот сплав на основе титана может, например, содержать один или несколько легирующих элементов, выбранных из следующих элементов: алюминия (Al), ниобия (Nb), хрома (Cr), тантала (Та), вольфрама (W), молибдена (Мо), бора (В), гафния (Hf), циркония (Zr), ванадия (V) и т.д. Например, второй порошок 22 является порошком на основе алюминия (Al), хотя можно предусмотреть и порошок на основе кремния (Si).
Гранулометрический размер второго порошка 22 может быть меньше, чем гранулометрический размер первого порошка 2. Гранулометрический размер первого порошка 2 может составлять от 20 до 60 микрон.
Кроме всех прочих преимуществ, второй порошок 22 может иметь температуру плавления намного ниже, чем у первого порошка 2. Кроме того, второй порошок 22 позволяет «закупоривать» возможные трещины внутри слоев материала во время их выполнения.
Описанные в настоящей заявке варианты или примеры осуществления являются иллюстративными и не ограничительными, и специалист в данной области, используя сведения из настоящей заявки, может легко изменять эти варианты или примеры осуществления или предусматривать другие, оставаясь при этом в рамках объема изобретения.
Кроме того, различные отличительные признаки этих вариантов или примеров осуществления можно использовать отдельно или комбинировать между собой. Если отличительные признаки используют в комбинации, их можно комбинировать, как описано выше, или по-другому, поскольку изобретение не ограничивается конкретными комбинациями, описанными в настоящей заявке. В частности, если только не указано иное, отличительный признак, описанный в связи с одним вариантом или примером осуществления, можно применять аналогично для другого варианта или примера осуществления.
Способ обнаружения неисправности вентиля в газотурбинном двигателе
Способ содействия обнаружению повреждения трубопровода турбореактивного двигателя
Коробка приводов для авиационного газотурбинного двигателя
Способ и устройство контроля параметра ракетного двигателя
Способ изготовления мартенситно-стареющей стали
Способ и устройство для изготовления композитной лопатки
Система и способ экстренного запуска газотурбинного двигателя летательного аппарата
Волокнистая заготовка для полой лопатки газотурбинного двигателя
Противопожарная защита картера вентилятора из композиционного материала
Лопатка спрямляющего аппарата газотурбинного двигателя
Способ, включающий спекание для образования микротрещин и обеспечения эрозионной стойкости тепловых барьеров
Деталь, содержащая покрытие для защиты против соединений cmas

