Результат интеллектуальной деятельности: Способ нанесения износостойкого покрытия ионно-плазменным методом
Вид РИД
Изобретение
Изобретение относится к области нанесения защитных, износостойких покрытий на рабочую поверхность долбежного инструмента, например, долбежных резцов, долбежных сверл.
Повышение износостойкости происходит либо посредством использования новых материалов, либо посредством улучшения физико-механических свойств традиционных материалов долбежных инструментов.
Известен способ ионного азотирования режущего инструмента из легированной стали, включающий размещение режущего инструмента в рабочей камере, активирование его поверхности перед ионным азотированием, подачу в камеру рабочей насыщающей среды, нагрев режущего инструмента до температуры азотирования и его выдержку при этой температуре до формирования необходимой толщины диффузионного слоя, перед ионным азотированием проводят активацию поверхности путем ионно-имплантационной обработки режущих кромок инструмента с помощью ионов иттербия или ионов иттербия и азота при энергии ионов от 20 до 25 кэВ, дозе облучения от 1,2⋅1017 см-2 до 2,0⋅1017 см-2. [Патент RU 2634400 C1, С23С 8/38, С23С 14/48, Бюл. №30, 26.10.2017]
Недостатком данного способа является длительность процесса и незначительное увеличение микротвердости.
Известен способ диффузионного титанирования изделий из твердых сплавов, содержащих кобальт в количестве более 5%, включающий проведение предварительной цементации упомянутых изделий при температуре 1000°С и последующее диффузионное насыщение их поверхности в легкоплавком свинцово-висмутовом расплаве, содержащем в растворенном состоянии титан, при температуре 1150°С в течение 20 минут, после диффузионного насыщения изделия охлаждают в диапазоне температур от 1000°С до 700°С со скоростью 100-200°С в минуту.[Патент RU 2631551 С1,С23С 10/22, С23С 2/28, Бюл. №27, 25.09.2017]
Недостатком способа является высокая температура процесса, которая превышает температуру отпуска большинства инструментальных материалов и возможность упрочнения твердых сплавов содержанием более 5% кобальта, что уменьшает номенклатуру упрочняемых инструментов.
Известен способ нанесения комбинированного покрытия на режущий твердосплавный инструмент, включающий осаждение слоев методом химического осаждения из парогазовой фазы и финишного слоя методом ионно-плазменного вакуумно-дугового осаждения, первоначально поверхность упомянутого инструмента подвергают модифицированию ионами хрома и методом ионно-плазменного вакуумно-дугового осаждения наносят барьерный слой из хрома, затем в качестве слоев, осажденных методом химического осаждения из парогазовой фазы наносят слои, состоящие из карбида титана, карбонитрида титана и нитрида титана, проводят модифицирующую обработку ионами титана, а в качестве финишного слоя, осажденного методом ионно-плазменного вакуумно-дугового осаждения, наносят слой из нитрида титана при подаче на осаждаемую поверхность отрицательного потенциала 150-460 В с формированием в нем наноструктуры за счет изменения кристаллографических направлений роста зерен нитрида титана. [Патент RU 2468124 C1 С23С 28/04, С23С 14/16, С23С 16/30, В82В 1/00, Бюл. №33, 27.11.2012].
Недостатком данного способа является сложность процесса реализации и нанесение покрытия не за один технологический цикл.
Известен способ вакуумно-плазменного осаждения покрытия на режущую пластину из твердосплавного материала, включающий осаждение первого слоя покрытия из тугоплавкого соединения и магнитно-импульсную обработку, после осаждения первого слоя покрытия наносят второй слой покрытия из тугоплавкого соединения с размером зерен 40-60 нм, а упомянутую магнитно-импульсную обработку осуществляют в течение 15-20 мин после нанесения второго слоя. [Патент RU 2494173 C1, С23С 14/35, В23В 27/14, Бюл. №27, 27.09.2013]
Недостатком данного способа является длительность процесса и не значительное увеличение микротвердости.
Наиболее близким по технической сущности и достигаемому результату к заявленному является способ получения многослойного покрытия для режущего инструмента, по которому обрабатываемый инструмент устанавливают в вакуумную камеру, в которой осуществляют откачку воздуха до рабочего давления, затем производится ионная очистка, нагрев инструмента и последующее ионно-плазменное покрытие, состоящее из нижнего слоя нитрида титана, промежуточного - нитрида соединения титана и циркония при их соотношении, мас. %: титан 76,0-82,0, цирконий 18,0-24,0, и верхнего - нитрида соединения титана, циркония и алюминия при их соотношении, мас. %: титан 73,0-81,0, цирконий 12,0-16,0, алюминий 7,0-11,0, а затем осуществляют обработку полученного покрытия лазерным излучением с плотностью мощности 34…42 кВт/см2, при этом нанесение слоев покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, первый из которых выполняют из титана, второй - составным из титана и циркония, и располагают противоположно первому, а третий - из сплава титана и алюминия и располагают между ними, причем нижний слой наносят с использованием первого катода, промежуточный слой - с использованием первого и второго катодов, а верхний слой - с использованием всех трех катодов. [Патент RU 2596528 C1 С23С 14/06, С23С 14/24, В23В 27/14, С23С 14/58 (2006.01), Бюл. №25, 10.09.2016]
Недостатком данного способа является более длинный технологический цикл.
Задачей изобретения является повышении стойкости долбежного инструмента.
Технический результат заключается в повышении износостойкости долбежного инструмента за счет получения интерметаллидного покрытия.
Технический результат достигается тем, в способе нанесения ионно-плазменного покрытия на инструмент, включающий размещение обрабатываемого инструмента в ваккумной камере, из которой откачивают воздух до рабочего давления, затем осуществляют ионную очистку, нагрев поверхности обрабатываемого инструмента и нанесение многослойного износостойкого покрытия, активацию и ионную очистку поверхности обрабатываемого инструмента сильноточным плазменным источником с накальным катодом и электродуговыми испарителями в среде инертного газа аргона при нагреве поверхности до температуры 300-450°С, при этом многослойные износостойкие покрытие состоит из нижнего слоя титана и слоя покрытия на основе интерметаллида системы Ti-Al, которое наносят посредством двух электродуговых испарителей с титановым и алюминиевыми катодами при ассистировании процесса сильноточным плазменным источником с накальным катодом в среде азота, при этом нанесение покрытия на основе интерметаллида системы Ti-Al осуществляют за один технологический цикл.
Достижения технического результата обеспечивается благодаря интерметаллидному покрытию, которое с помощью своих физических свойств увеличивает износостойкость, повышает микротвердость инструмента.
Существо чертежей поясняется чертежами.
На фиг. 1 представлена вакуумная установка.
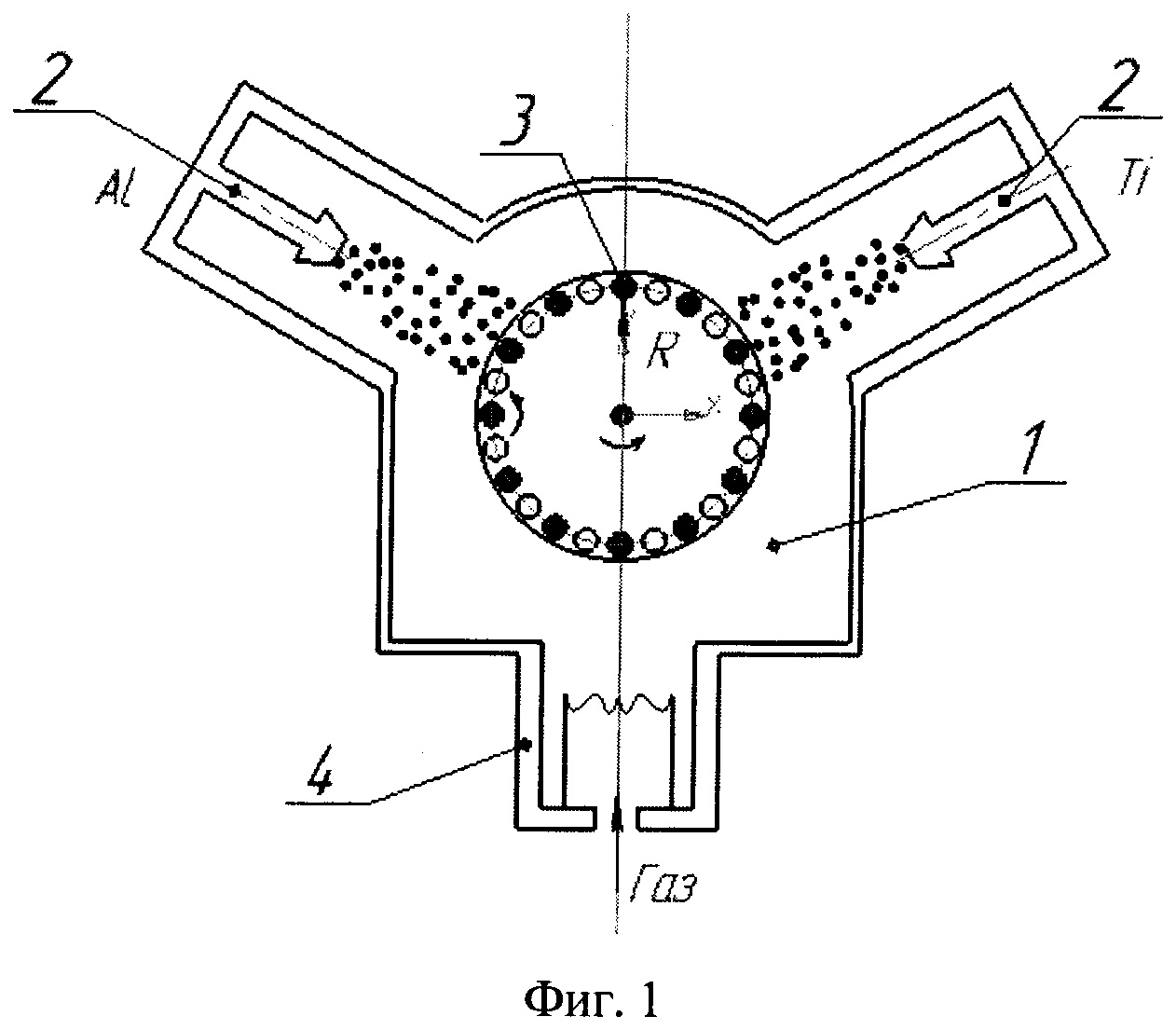
На фиг. 2 изображена схема реализации способа ионного плазменного покрытия на партию деталей.
Пример конкретной реализации способа
Устройство для реализации способа содержит: вакуумную камеру 1, электродуговые испарители (катоды) 2, обрабатываемую деталь 3, сильноточный плазменный источник с накальным катодом 4 (фиг. 1).
Пример 1.В вакуумной камере 1 устанавливают обрабатываемую деталь 3 (фрезы, сверла, долбежный инструмент). В вакуумной камере 1 создают рабочее давление Р = 10-1-10-2 Па. Ток дуги I = 60-120 А. Затем производят зачистку и нагрев детали до Т=400-450°С в среде инертного газа Ar, при разряде тока 10-50 А., напряжение смещения 100-1000 В., в течение 30-40 минут, на следующем этапе происходит напыление подслоя из Ti в течение 5 минут в среде Ar. Далее происходит процесс осаждения многослойного композиционного покрытия системы Ti-Al-(N, О, С) в течении 60 мин.
Пример 2. Покрытия наносят в среде кислорода, с использованием источника с полым катодом.
Пример 3. Покрытия наносят в среде ацетилена, с использованием источника с полым катодом.
На фиг. 2 видно, что плотности ионного тока фокусировки Iф = 0.6 А 5 достаточно для того чтобы, обрабатывать партию деталей за одну садку.
Итак, заявленное изобретение позволят повысить стойкость долбежного инструмента, за счет получения интерметаллидного покрытия.
Способ нанесения ионно-плазменного покрытия на инструмент, включающий размещение обрабатываемого инструмента в вакуумной камере, из которой откачивают воздух до рабочего давления, затем осуществляют ионную очистку, нагрев поверхности обрабатываемого инструмента и нанесение многослойного износостойкого покрытия, отличающийся тем, что активацию и ионную очистку поверхности обрабатываемого инструмента осуществляют сильноточным плазменным источником с накальным катодом и электродуговыми испарителями в среде инертного газа аргона при нагреве поверхности до температуры 300-450°С, при этом многослойное износостойкое покрытие состоит из нижнего слоя титана и слоя покрытия на основе интерметаллида системы Ti-Al, которое наносят посредством двух электродуговых испарителей с титановым и алюминиевыми катодами при ассистировании процесса сильноточным плазменным источником с накальным катодом в среде азота, при этом нанесение покрытия на основе интерметаллида системы Ti-Al осуществляют за один технологический цикл.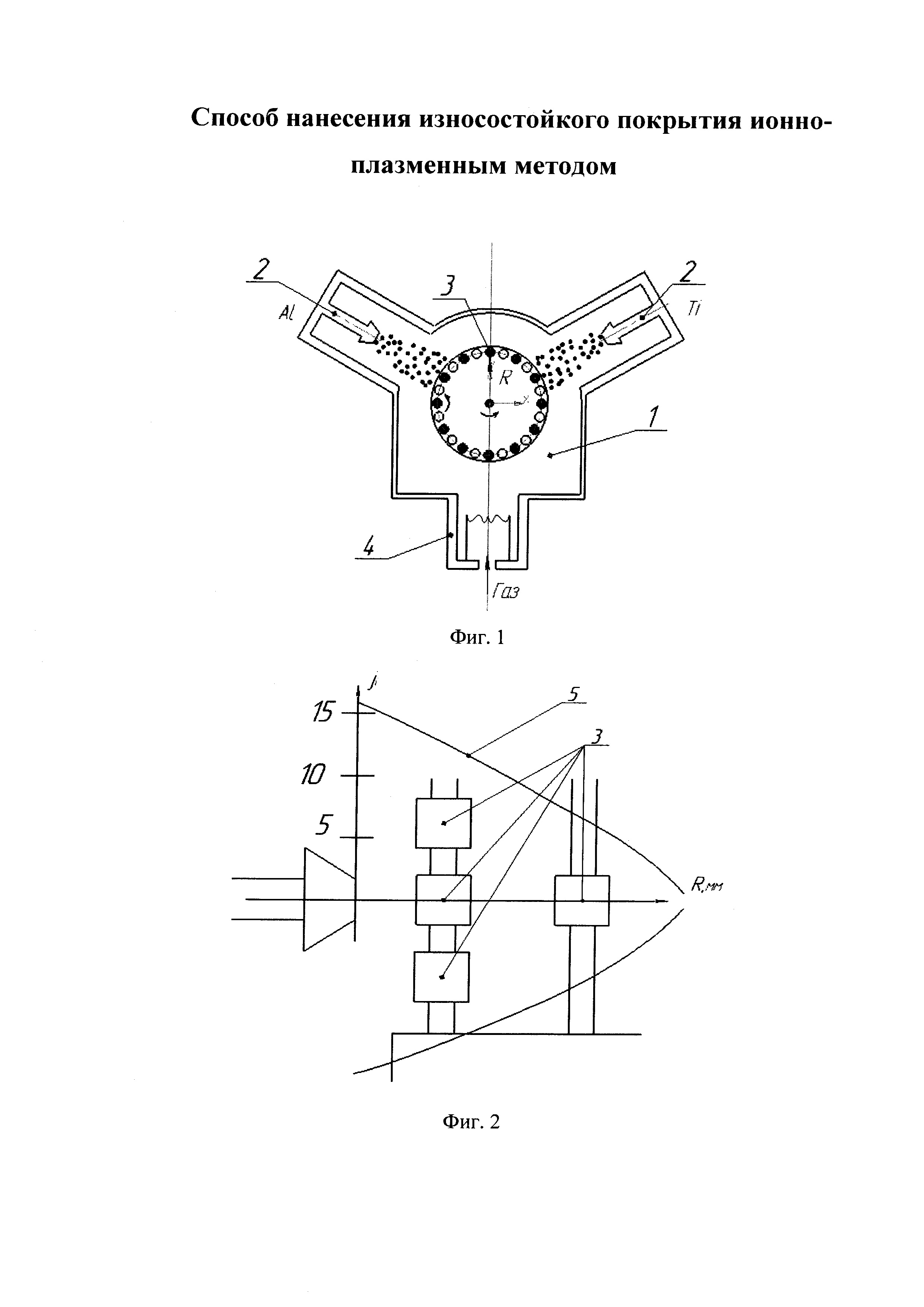
Система автоматического управления углом крена со статическим автопилотом и с ограничением угловой скорости крена летательного аппарата
Способ нанесения жаростойких покрытий y-мо-о из плазмы вакуумно-дугового разряда
Способ сухого локального электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ повышения стойкости металлорежущего инструмента
Пальчиковое уплотнение
Способ вихретокового контроля целостности бандажных оболочек роторов
Способ последовательного электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ нанесения аморфно-кристаллического покрытия на металлорежущий инструмент
Система автоматического управления углом крена и ограничения угловой скорости крена летательного аппарата
Ткань с электромагнитным и пьезоэлектрическим нагревом
Способ комбинированной обработки изделия из быстрорежущей стали
Способ комбинированной обработки изделия из быстрорежущей стали
Способ определения жаростойкости функциональных покрытий на инструментальных и конструкционных материалах с использованием синхротронного излучения

