Результат интеллектуальной деятельности: Способ контроля соосности клетей станов продольной прокатки
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении труб на станах продольной прокатки.
Известен Способ контроля положения оси прокатки непрерывного стана (патент РФ №2 607 887, В21В 38/00, В21В 38/10, приоритет 20.01.2017 г.).
Основным недостатком данного способа является тот факт, что контроль производится на собранной и установленной в стан клети, таким образом, эффект от этой длительной и технически сложной операции является кратковременным и будет потерян при установке клетей других размеров на те же места в стане.
К недостаткам данного изобретения относится так же необходимость применения дополнительного кронштейна и ручного щупа. Это усложняет контроль и снижает его точность. А применение кронштейна является сложно реализуемым в связи с большим ассортиментом отличающихся размерами валков на станах продольной прокатки. Кроме того, на некоторых разновидностях станов на входной/выходной стороне клетей расположены элементы вспомогательной механизации, которые затрудняют доступ к валкам для проведения замеров.
Техническая задача, решаемая данным способом, заключается в улучшении прямолинейности прокатываемых на станах продольной прокатки труб за счет контроля положения и устранения смещения станин клетей, нажимных винтов и прокатных валков от оси прокатки.
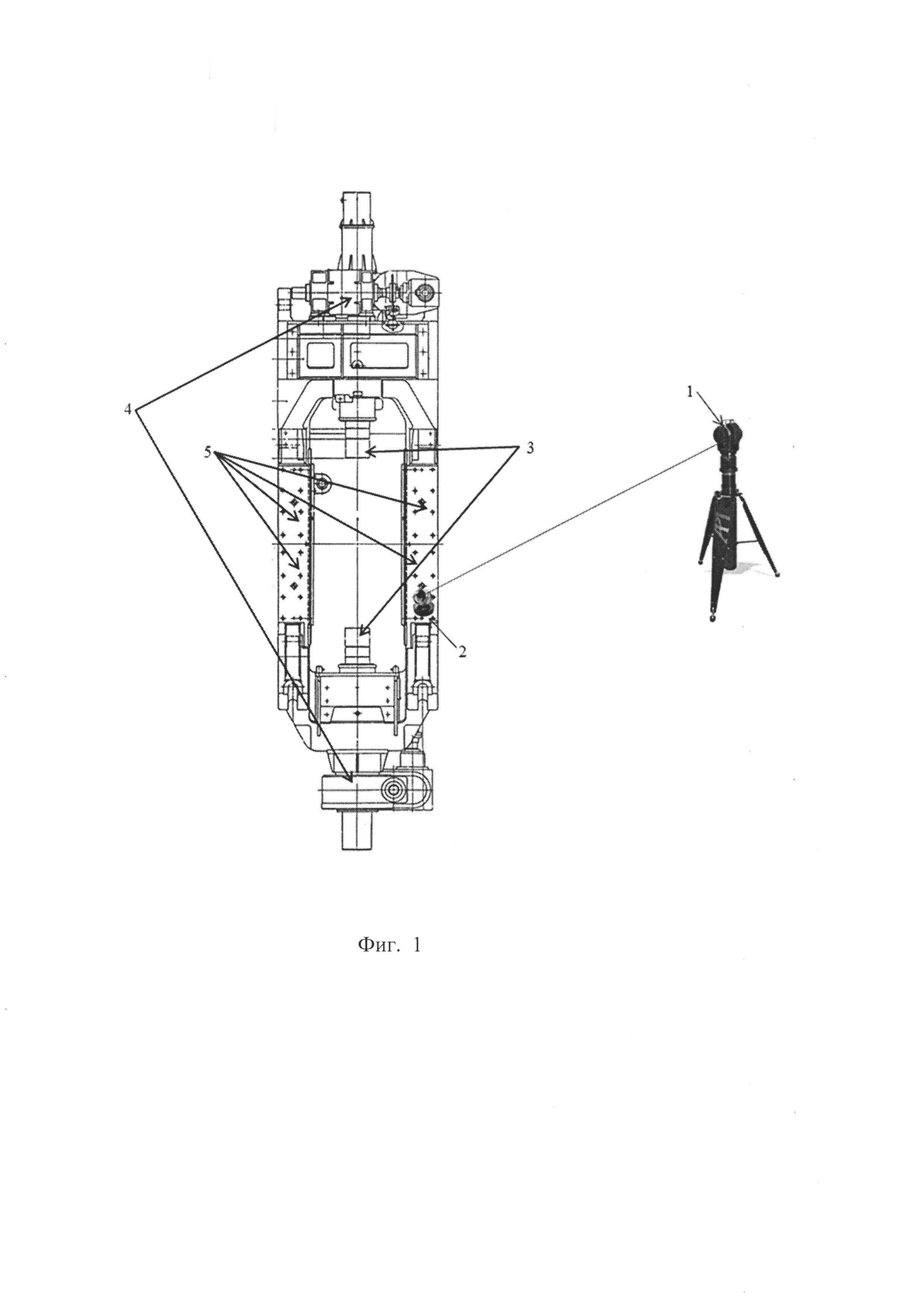
Измерения выполняются посредством лазерной координатно-измерительной системы (лазерный трекер, поз. 1) с помощью стандартных уголковых отражателей (поз. 2), по предварительно замаркированным специальным маркером по металлу контрольным точкам на опорных
пластинах валковой клети (поз. 5) и нажимных винтах валковой клети (поз. 3), относительно стационарной опорной сети точек, расположенных на взаимно перпендикулярных плоскостях (стенах цеха), и стационарной реперной точки, имеющей известную высоту относительно нулевой высотной отметки цеха.
Устранение смещения валков стана осуществляется путем замены опорных пластин валковой клети (поз. 5) на пластины нужной толщины и регулировкой редукторов нажимных винтов валковой клети (поз. 4)
Преимуществами разработанного технического решения относительно прототипа являются:
- наличие долгосрочного эффекта улучшения в связи с тем, что выравниваются относительно оси прокатки не только валки стана, но так же и станины клетей и нажимные винты.
- применение стандартных уголковых отражателей лазерной координатно-измерительной системы вместо специальных приспособлений, что упрощает проведение работы. При этом нет необходимости сканировать поверхность всего валка, после контроля определенных методикой точек, профиль валка достраивается при помощи специального ПО.
Способ основан на применении лазерного трекера API Tracker 3.
Лазерная координатно-измерительная система API Tracker 3 представляет собой систему, состоящую из высокоточных лазерных измерителей расстояния на базе абсолютного дальномера (ADM) и интерферометра (IFM), а также высокоточных измерительных датчиков вертикального и горизонтального углов. Лазерная координатно-измерительная система API Tracker 3 состоит из измерительного блока на подвижном штативе, блока контроллера, портативного компьютера, соединительных кабелей. Измерительный блок содержит сервоприводы, угломерные устройства, блоки дальномеров, и имеет две перпендикулярные оси вращения. Сервоприводы позволяют наводить лазерный луч дальномера на измеряемый объект и отслеживать положение отражателя.
Применение данного технического решения позволяет избежать кривизны концов труб, вызываемой нарушением соосности валков станов продольной прокатки.
Способ дуговой сварки кольцевых швов поворотных стыков труб
Низкоуглеродистая доперитектическая сталь для производства бесшовных труб
Способ контроля положения оси прокатки непрерывного стана
Способ загрузки шихты в дуговую электропечь для выплавки стали
Способ изготовления горячепрессованных труб из стали типа 13cr
Труба высокопрочная из низкоуглеродистой доперитектической молибденсодержащей стали для нефтегазопроводов и способ её производства
Способ изготовления бесшовных холоднодеформированных труб из титанового сплава типа ti-3al-2,5v
Способ производства холоднокатаной полосы из углеродистой стали
Устройство для хранения и транспортировки труб
Способ загрузки шихты в дуговую электропечь для выплавки стали
Труба нефтяного сортамента из коррозионно-стойкой стали мартенситного класса
Способ непрерывной прокатки труб и оправочный узел для его осуществления
Способ непрерывной прокатки труб
Способ производства стали с нормируемым содержанием серы
Способ изготовления горячепрессованных труб из стали типа 13cr

