Результат интеллектуальной деятельности: Способ лазерного отжига неметаллических материалов
Вид РИД
Изобретение
Изобретение относится к технологическим процессам и может быть использовано для лазерного отжига полупроводниковых, керамических и стеклообразных материалов.
Известен способ обработки неметаллических материалов, применяемый для аморфизации кремния и заключающийся в облучении их импульсом лазерного излучения Боязитов P.M. и др. Аморфизация и кристаллизация кремния субнаносекундными лазерными импульсами. Тезисы докладов Всесоюзной конференции по взаимодействию оптического излучения с веществом. Ленинград, 11-18 марта 1988 г., с. 24.
Известен также способ лазерной обработки Кузменченко Т.А. и др. Лазерный отжиг ионно-легированного кремния излучением с длиной волны 2,94 мкм. Тезисы докладов Всесоюзной конференции по взаимодействию оптического излучения с веществом. Ленинград, 11-18 марта 1988 г., с. 29.
Недостатком указанных способов является то, что возникающие в материалах термоупругие напряжения могут привести к откольному разрушению материала со стороны облучаемой поверхности.
Известен также способ лазерной обработки неметаллических материалов, заключающийся в облучении их поверхности импульсом лазерного излучения, временная форма которого описывается соотношением

где q(t) - плотность потока энергии лазерного излучения, Вт/м2;
τ - длительность импульса лазерного излучения, с;
b1 и b2 - константы, характеризующие фронт и спад лазерного импульса;
t - текущее время от начала воздействия, с.
Лазерный импульс, описываемый уравнением (1), создает минимальные термоупругие напряжения в поглощающем слое материала. Патент Российской Федерации на изобретение №2211753, МПК B23K 26/00, 10.09.2003. Недостатком способа является то, что указанный лазерный импульс формируется при реализации схемы задающий генератор - многокаскадный усилитель. Задающий генератор должен работать в режиме модулированной добротности. Причем последний каскад усилителя должен работать в режиме, близком к насыщению. Такой режим работы неблагоприятно сказывается на долговечности активной среды твердотельных лазеров. Как правило, ресурс активных стержней последнего каскада усилителя ограничивается несколькими сотнями выстрелов. Кроме того, подобные установки не выпускаются промышленностью, требуется их специальное проектирование и штучное изготовление. Промышленно выпускаемые твердотельные лазеры, работающие в режиме модулированной добротности, имеют колоколообразную форму импульса, близкую к полуволне синусоиды, когда для модуляции добротности лазера применяют электрооптические или пассивные модуляторы добротности, или близкую к прямоугольной, когда для модуляции добротности применяют акустооптические затворы [Макогон М.М. и др. Лазеры на гранате с модуляцией добротности кристаллами  . Оптика атмосферы и океана. 1996. Том 9, №2 - С. 239-242]. Длительность импульса лазерного излучения при пассивной модуляции добротности или при применении электрооптических затворов составляет 10-50 нс, при применении акустооптических затворов - 100-150 нс и даже до 300 нс [Мюллер С. Лазеры с модуляцией добротности для обработки поверхностей. Фотоника. 2011. - №2. - С. 26-28]. Применение лазеров с акустооптическими затворами для отжига неметаллических материалов является предпочтительнее, так как эти лазеры имеют большую длительность импульса, что способствует уменьшению термоупругих напряжений.
. Оптика атмосферы и океана. 1996. Том 9, №2 - С. 239-242]. Длительность импульса лазерного излучения при пассивной модуляции добротности или при применении электрооптических затворов составляет 10-50 нс, при применении акустооптических затворов - 100-150 нс и даже до 300 нс [Мюллер С. Лазеры с модуляцией добротности для обработки поверхностей. Фотоника. 2011. - №2. - С. 26-28]. Применение лазеров с акустооптическими затворами для отжига неметаллических материалов является предпочтительнее, так как эти лазеры имеют большую длительность импульса, что способствует уменьшению термоупругих напряжений.
Известен также способ обработки неметаллических материалов, заключающийся в облучении их поверхности лазерным импульсом с плотностью энергии, определяемой по уравнению

где Tƒ - температура отжига;
Т0 - начальная температура;
с и ρ - удельная теплоемкость и плотность материала соответственно;
R - коэффициент отражения материала;
χ - показатель поглощения материала на длине волны лазерного излучения. [Бакеев А.А., Соболев А.П., Яковлев В.И. Исследования термоупругих напряжений, возникающих в поглощающем слое вещества под действием лазерного импульса. ПМТФ. 1982. - №6. - С. 92-98]. Недостатком способа является то, что возникающие в материале термоупругие напряжения могут привести к разрушению материала вследствие откола со стороны облучаемой поверхности.
Известен также способ лазерного отжига неметаллических материалов, заключающийся в облучении их поверхности лазерным импульсом прямоугольной временной формы с плотностью энергии, определяемой по уравнению (2), при этом диэлектрическим зеркалом с коэффициентом отражения 50% исходный лазерный импульс делят на два импульса равной мощности и осуществляют временную задержку второго импульса на время действия первого импульса. При этом временная форма лазерного импульса, воздействующего на поверхность обрабатываемого материала, будет описываться уравнением

где q - плотность мощности в исходном лазерном импульсе.
Патент Российской Федерации №2633860, МПК B23K 26/402, 18.10.2017. Данное техническое решение принято в качестве - прототипа.
Недостатком прототипа является то, что возникающие в материале термоупругие напряжения могут привести к разрушению материала вследствие откола со стороны облучаемой поверхности.
Техническим результатом изобретения является повышение выхода годной продукции в процессе лазерного отжига неметаллических материалов за счет уменьшения термоупругих напряжений и области возможного откольного разрушения материала.
Технический результат достигается тем, что в способе лазерного отжига неметаллических материалов, заключающемся в облучении их поверхности лазерным импульсом прямоугольной временной формы с плотностью энергии, определяемой по уравнению
где Тƒ - температура отжига;
Т0 - начальная температура;
с и ρ - удельная теплоемкость и плотность материала соответственно;
R - коэффициент отражения материала;
χ - показатель поглощения материала на длине волны лазерного излучения,
при этом диэлектрическим зеркалом исходный лазерный импульс делят на два импульса и осуществляют временную задержку второго импульса на время действия первого импульса, разделяют исходный лазерный импульс посредством диэлектрического зеркала с коэффициентом отражения 40%, и при этом плотность мощности первого импульса устанавливают равной 60% от плотности мощности исходного лазерного импульса.
Сущность способа поясняется чертежами.
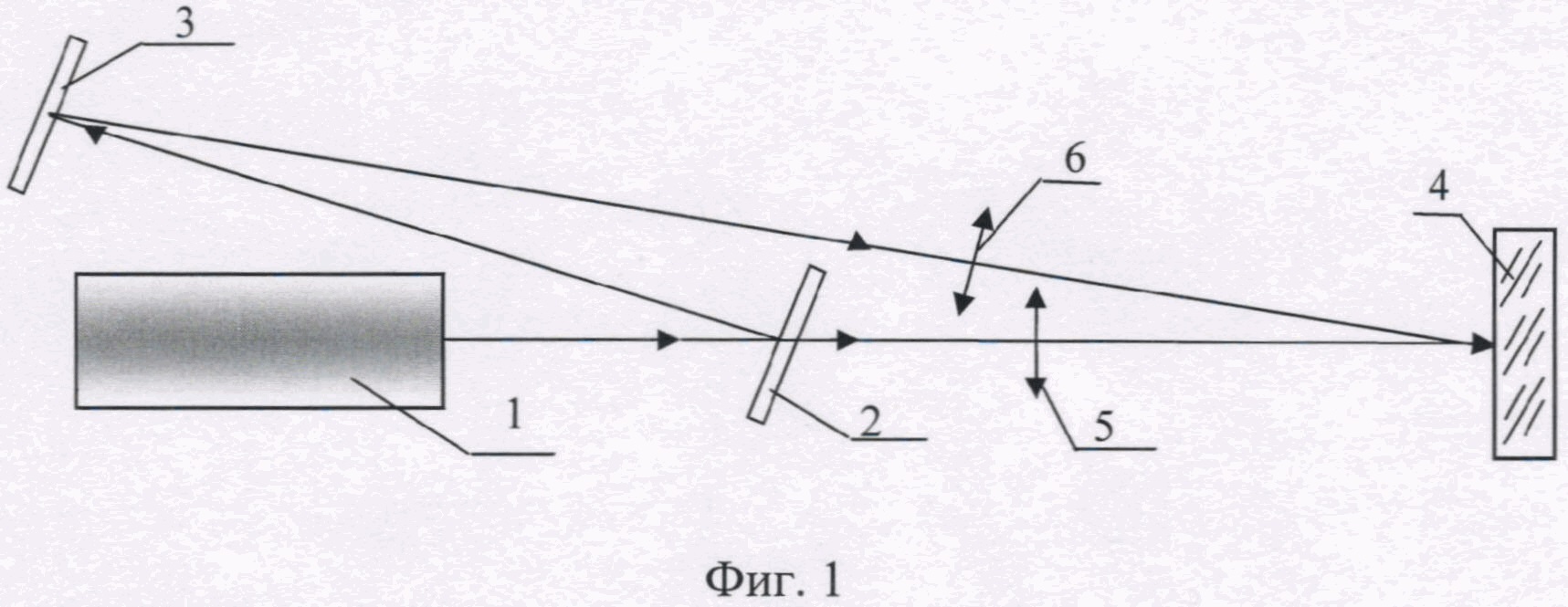
На фиг. 1 представлена установка для лазерной обработки, позволяющая реализовать заявленный способ, где: 1 - лазер с модулятором добротности на основе акустооптического затвора, 2 - диэлектрическое зеркало с коэффициентом отражения 40%, 3 - диэлектрическое зеркало с коэффициентом отражения 99,9%, 4 - обрабатываемый материал, 5 и 6 - фокусирующие линзы, создающие на поверхности обрабатываемого материала 4 требуемую плотность энергии.
Диэлектрическим зеркалом 2 лазерный импульс делится на два импульса с плотностью мощности 0,6q и 0,4q (q - плотность мощности в лазерного излучения в первоначальном импульсе). Прошедший через зеркало 2 первый импульс с плотностью мощности 0,6q линзой 5 фокусируется на поверхность обрабатываемого материала 4 в пятно требуемого диаметра. Отраженный зеркалом 2 второй импульс с плотностью мощности 0,4q направляют на диэлектрическое зеркало 3 с коэффициентом отражения 99,9%, которое совмещает отраженный импульс на поверхности обрабатываемого материала 4 с импульсом, прошедшим через зеркало 2. Линзой 6 второй импульс фокусируется в пятно требуемого диаметра. Разница длин путей первого и второго лазерных импульсов обеспечивает задержку второго импульса на время воздействия первого импульса на поверхность обрабатываемого материала. В результате на поверхность обрабатываемого материала воздействует лазерный импульс, временная форма которого описывается уравнением:

Сравним воздействие на поверхность обрабатываемого материала двух лазерных импульсов равной плотности энергии, временная форма которых описывается уравнениями (3) и (4).
В соответствии с [Бакеев А.А. и др. Исследования термоупругих напряжений, возникающих в поглощающем слое вещества под действием лазерного импульса. ПМТФ. 1982. - №6. - С. 92-98.], максимальные растягивающие напряжения в поглощающем слое материала рассчитывают по уравнению:

где σm - максимальные растягивающие напряжения в поглощающем слое материала;
K - модуль всестороннего сжатия;
α - коэффициент линейного расширения материала;
e - основание натурального логарифма;
sh(χx) - функция «гиперболический синус»;
χ - показатель поглощения материала на длине волны лазерного излучения;
х - координата, отсчитываемая от поверхности материала вглубь;
с0 - скорость звука в материале;
τi - длительность лазерного импульса.
Подставив уравнения (3) и (4) в (5) и выполнив интегрирования получим уравнения для расчета максимальных растягивающих напряжений в поглощающем слое обрабатываемого материала:


где σm1 - максимальные растягивающие напряжения в поглощающем слое материала при воздействии лазерного импульса с временной формой, описываемой уравнением (3);
σm2 - максимальные растягивающие напряжения в поглощающем слое материала при воздействии лазерного импульса с временной формой, описываемой уравнением (4);
Разделив (7) на (6) и проведя математические преобразования, получим

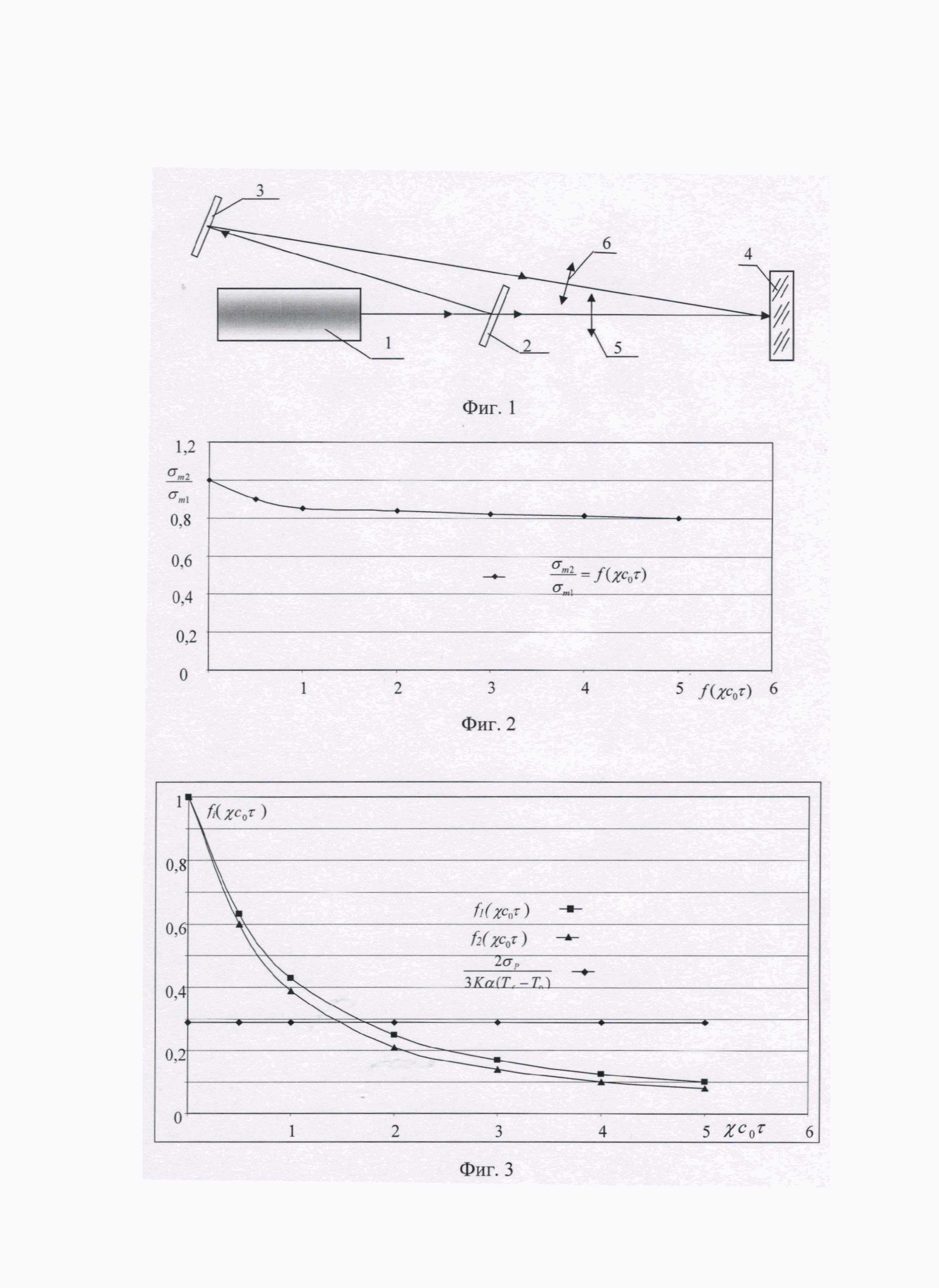
На фиг. 2 показан график зависимости  , построенный по соотношению (8). Видно, что отношение
, построенный по соотношению (8). Видно, что отношение  . Причем по мере возрастания параметра χс0τ отношение уменьшается и стремится к 0,8. Это доказывает, что лазерный импульс, описываемый уравнением (4), создает в материале максимальные растягивающие напряжения меньше, чем лазерный импульс, описываемый уравнением (3).
. Причем по мере возрастания параметра χс0τ отношение уменьшается и стремится к 0,8. Это доказывает, что лазерный импульс, описываемый уравнением (4), создает в материале максимальные растягивающие напряжения меньше, чем лазерный импульс, описываемый уравнением (3).
Из уравнений (6) и (7) определим плотность энергии лазерного излучения, вызывающую откольное разрушение материала со стороны облучаемой поверхности для воздействия лазерных импульсов, описываемых уравнениями (3) и (4) соответственно:


где σР - предел прочности материала на разрыв.
Уравнения (9) и (10) получены для минимальных значений плотностей энергии, когда  .
.
Плотность энергии лазерного излучения, необходимую для достижения поверхностью материала температуры отжига, определяют по уравнению (2). Разделив (6) и (7) соответственно на (2), получим:


Поставив условие  и
и  , после математических преобразований получим:
, после математических преобразований получим:


Проведем анализ неравенств (13) и (14). Левая часть неравенств является характеристикой материала, показывающей отношение предела прочности материала на разрыв к максимальным растягивающим напряжениям, возникающим при импульсном нагреве материала до температуры отжига. Правые части неравенств (13) и (14) являются функциями безразмерного параметра χс0τ. Если неравенства (13) и (14) выполняются, то возможен лазерный отжиг материала. В противном случае произойдет откольное разрушение материала. Анализ неравенств (13) и (14) необходимо проводить для конкретных материалов. Например, для стекла СЗС-21, у которого К=4⋅1010 Па, α=8,6⋅10-6 К-1, σР=6⋅107 Па, Tf=700 К, Т0=300 К, левая часть неравенств (13) и (14) равна 0,29. Показатель поглощения стекла СЗС-21 на длине волны 1,06 мкм составляет 22,4 см-1, скорость звука в материале - 5,7⋅103 м/с.
На фиг. 3 показано графическое решение неравенств (13) и (14) для цветного оптического стекла СЗС-21. Видно, что при воздействии лазерного импульса, временная форма которого описывается уравнением (3), неравенство (13) выполняется при χс0τ≥1,7, что соответствует длительности лазерного импульса τ≥1,33⋅10-7 с. Неравенство (14) для лазерного импульса, временная форма которого описывается уравнением (4), выполняется при χс0τ≥1,4, что соответствует длительности лазерного импульса τ≥1,1⋅10-7 с.
Таким образом, предложенное техническое решение позволяет уменьшить максимальные растягивающие напряжения в поглощающем слое материала и область изменения безразмерного параметра χс0τ, в которой возможно откольное разрушение материала, примерно на 20%, что позволит увеличить выход годной продукции при лазерном отжиге неметаллических материалов.
Пример реализации способа
Необходимо произвести лазерный отжиг поверхности оптического цветного стекла СЗС-21 импульсным лазером с длиной волны 1,06 мкм и длительностью импульса 120 нс. Требуемая плотность энергии на поверхности материала составляет 36,9 Дж/см2. Расчет проведен при с=0,76⋅103 Дж/(кг⋅К) и ρ=2,5⋅103 кг/м3 по уравнению (2). При этом плотность энергии, вызывающая откольное разрушение материала со стороны облучаемой поверхности лазерным импульсом, описываемым уравнением (3) составит 33 Дж/см2. Следовательно, лазерный отжиг не возможен, так как произойдет разрушение материала. Расчеты проведены по уравнению (9). Для осуществления лазерного отжига при помощи диэлектрического зеркала 2 (см. фиг. 1) с коэффициентом отражения 40% осуществляют разделение лазерного импульса на два импульса. Первый импульс воздействует на поверхность материала. Зеркалом 3 отраженный импульс направляется на поверхность обрабатываемого материала и совмещается с площадью первого импульса. Второй импульс должен пройти путь на 36 м больше, чем первый импульс для задержки на 120 нс. После прохождения дополнительного пути второй импульс воздействует на поверхность материала.
Таким образом, осуществляется воздействие лазерным импульсом, временная форма которого описывается уравнением (4). При этом плотность энергии, вызывающая откольное разрушение материала со стороны облучаемой поверхности составляет 38 Дж/см2. Следовательно, можно осуществлять лазерный отжиг материала. Расчеты проведены по уравнению (10). Как правило, лазеры с модуляцией добротности акустооптическими затворами работают в частотном режиме. Частота повторения импульсов составляет 1-8 кГц. Это позволяет производить лазерный отжиг поверхностей большой площади за счет перемещения заготовки после каждого импульса на требуемое расстояние.
Способ и стенд для моделирования двухосевой ударной нагрузки на объект испытаний
Способ лазерной обработки неметаллических пластин
Способ импульсного нейтрон-нейтронного каротажа
Способ лазерной пробивки сквозного отверстия в неметаллической пластине
Устройство для измерения нейтронной пористости
Способ увеличения динамического диапазона чувствительности многоканального измерителя скорости на базе гетеродин-интерферометров
Способ лазерной обработки неметаллических пластин
Способ обнаружения пуассоновского сигнала в пуассоновском шуме
Сверхширокополосный преобразователь напряжённости магнитного поля
Способ лазерной обработки неметаллических материалов
Способ лазерной обработки неметаллических пластин
Способ лазерной пробивки сквозного отверстия в неметаллической пластине
Способ лазерной обработки неметаллических пластин
Способ лазерной обработки неметаллических пластин
Способ лазерной обработки неметаллических пластин
Способ лазерной обработки неметаллических пластин
Способ лазерного отжига неметаллических пластин
Способ лазерного отжига неметаллических материалов
Способ лазерной обработки неметаллических материалов
Способ лазерной пробивки сквозного отверстия в неметаллической пластине

