Результат интеллектуальной деятельности: Способ гибки длинномерных полых изделий с профилем открытого типа
Вид РИД
Изобретение
Способ гибки длинномерных полых изделий с профилем открытого типа
Изобретение относится к обработке металлов давлением и может быть использовано в различных областях промышленности при изготовлении изогнутых длинномерных профилей открытого типа.
Известны следующие способы гибки профилированных изделий.
Патент RU №1417281, от 07.03.1986 «Оправка для гибки труб». Способ реализуется с помощью специализированной гибочной оправки. Гибку трубы осуществляют протягиванием через верхнюю и нижнюю матрицы с профилем изгибаемой трубы и гибочную оправку, расположенную между ними. Оправка содержит секции эластичного наполнителя, несущего на конце упругую ступенчатую шайбу, металлический калибрующий вкладыш с пазом для размещения ступенчатой шайбы и с хвостовиком для размещения секций эластичного наполнителя. Эластичный наполнитель гибко связан с многоэлементным гибочным узлом. Изгиб осуществляют протягиванием через матрицу металлического калибрующего вкладыша, воздействующего наружной поверхностью на переднюю кромку заготовки с одновременным колебательным движением.
Патент SU №1433546, от 30.10.1988 «Устройство для гибки трубных заготовок». Способ гибки трубных заготовок, реализуемый устройством, состоящим из гибкой оправки, разъемной матрицы с криволинейным каналом, полого толкателя и механизма создания давления в гибкой оправке. Гибкая оправка выполнена в виде жестких звеньев, шарнирно связанных один с другим и установленных внутри эластичной втулки и упора, шарнирно связанного с нижним крайним жестким звеном. Устройство предназначено для получения крутоизогнутых одноколейных патрубков с высоким радиусом кривизны и реализует способ гибки трубных заготовок следующим образом. В отверстие трубной заготовки вводят упругую оправку. При подаче давления жесткие звенья сжимают эластичную втулку, растягивая трубную заготовку в окружном направлении и создавая внутреннее давление, препятствующее потере ее устойчивости. Затем проталкивают трубную заготовку через разъемную матрицу и этим формуют деталь.
Недостатками указанных способов являются сложность их реализации и высокая стоимость оправки.
Патент RU 2245206 от 27.01.2005 «Способ гибки труб». Способ, заключающийся во введение в полость трубы наполнителя, ее изгиб путем протягивания вдоль гибочных и вспомогательных роликов и извлечение наполнителя. В качестве наполнителя используют трос, введенный с обеспечением постоянного контакта его поверхности с внутренней поверхностью трубы, а в качестве гибочных роликов используют профилированные ролики, один из которых выполняют нажимным, а другой -подпружиненным.
Недостатком данного способа является сложность извлечения троса из изогнутой трубы и значительное усложнение оснастки в случае использования данного способа при изгибе профиля с незамкнутым контуром.
Патент SU №1692708, от 23.11.1991 «Оправка для гибки труб». Способ основан на использовании оправки, содержащей полую штангу, на которой подвижно установлен гибкий контейнер с наполнителем. В зону гибки трубы вводят оправку, закрепляют неподвижно тягу, движением полой штанги к заходному концу заготовки выдвигают контейнер, при этом наполнитель перемещается в трубу в зону ее гибки, затем закрепляют полую штангу, освобождают тягу и движением тяги к заходному концу заготовки подпрессовывают уплотнитель в зоне гибки и закрепляют тягу неподвижно.
Недостатки способа: при использовании в качестве наполнителя песка недостаточна упругость воздействия на стенки трубы, что приводит к изменению геометрии сечения трубы в местах гибки, при использовании в качестве наполнителя полиэтиленовых шариков их жесткость низка, что приводит к возникновению овальности трубы в местах гибки, Также затруднен возврат полиэтиленовых шариков обратно в контейнер из-запотери геометрии стенок трубы в местах гибки наполнителя. К тому же, при гибке незамкнутого профиля из-за невозможности обеспечить равномерное распределение давления наполнителя на внутренние стенки при открытом сечении профиля не исключено образование гофр.
Общим недостатком вышеуказанных способов является то, что они предназначены для гибки профилей закрытого типа в виде труб и не могут быть использоваться для гибки профилей с открытым типом.
Наиболее близким, к заявляемому способу, по решаемым задачам, является способ описанный в патенте RU №2262404, от 20.10.2005 «Способ гибки длинномерных изделий с профилем открытого типа», заключающийся в размещение внутри заготовки наполнителя из эластичного материала. При подготовке к гибке длинномерных полых изделий с профилем открытого типа размещают внутри заготовки наполнитель из твердого эластичного материала, при этом наполнитель по форме и размерам тождественен форме и размерам внутренней полости заготовки и образован из набора продольно ориентированных вдоль заготовки длинномерных вставок, толщина каждой из которых не превышает ширины незамкнутой части заготовки. В процессе гибки, которую осуществляют на трехвалковой гибочной машине, наполнитель перемещается вместе с заготовкой и, деформируясь и проскальзывая по стенкам, обеспечивает необходимое давление на стенки заготовки, исключая образование гофров.
К недостаткам указанного способа можно отнести следующее: использование в качестве наполнителя эластичного материала приводит к тому, что в ряде случаев, величина подпора может оказаться недостаточной для предотвращения гофр на изделии, не обеспечивается предотвращение потери устойчивости профильной заготовки в поперечном сечении и ограничиваются возможные радиусы гиба.
В основу изобретения поставлена задача усовершенствования способа гибки длинномерных полых изделий с профилем открытого типа, дляувеличения возможных радиусов гиба во избежание потери устойчивости в виде гофр.
Поставленная задача решается тем, что в способе гибки длинномерных полых изделий с профилем открытого типа, включающем размещение внутри заготовки набора вставок и совместную гибку заготовки и вставок в каждую из открытых полостей заготовки устанавливают набор вставок из стальных полос с возможностью продольного смещения каждой из полос друг относительно друга и соответственно относительно заготовки в процессе гибки, гибку заготовки с набором вставок производят на валках, выполненных в виде роликов с шириной рабочей части между ограничителями равной ширине заготовки с размещенными в ней вставками, причем гибку профиля осуществляют в зоне пластических деформаций, а изгиб стальных полос в области упругих деформаций, что способствует увеличению устойчивости заготовки к образованию гофр.
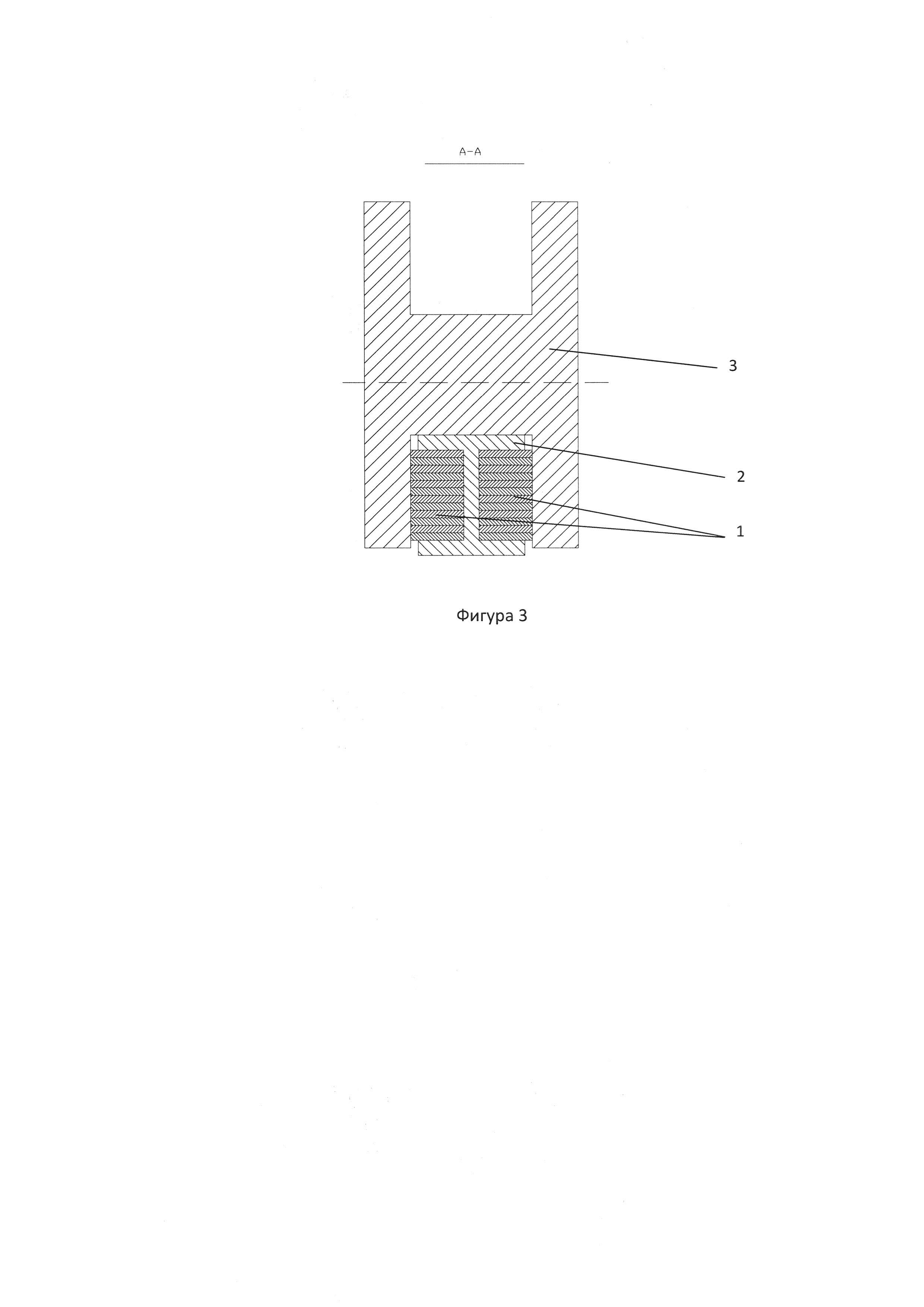
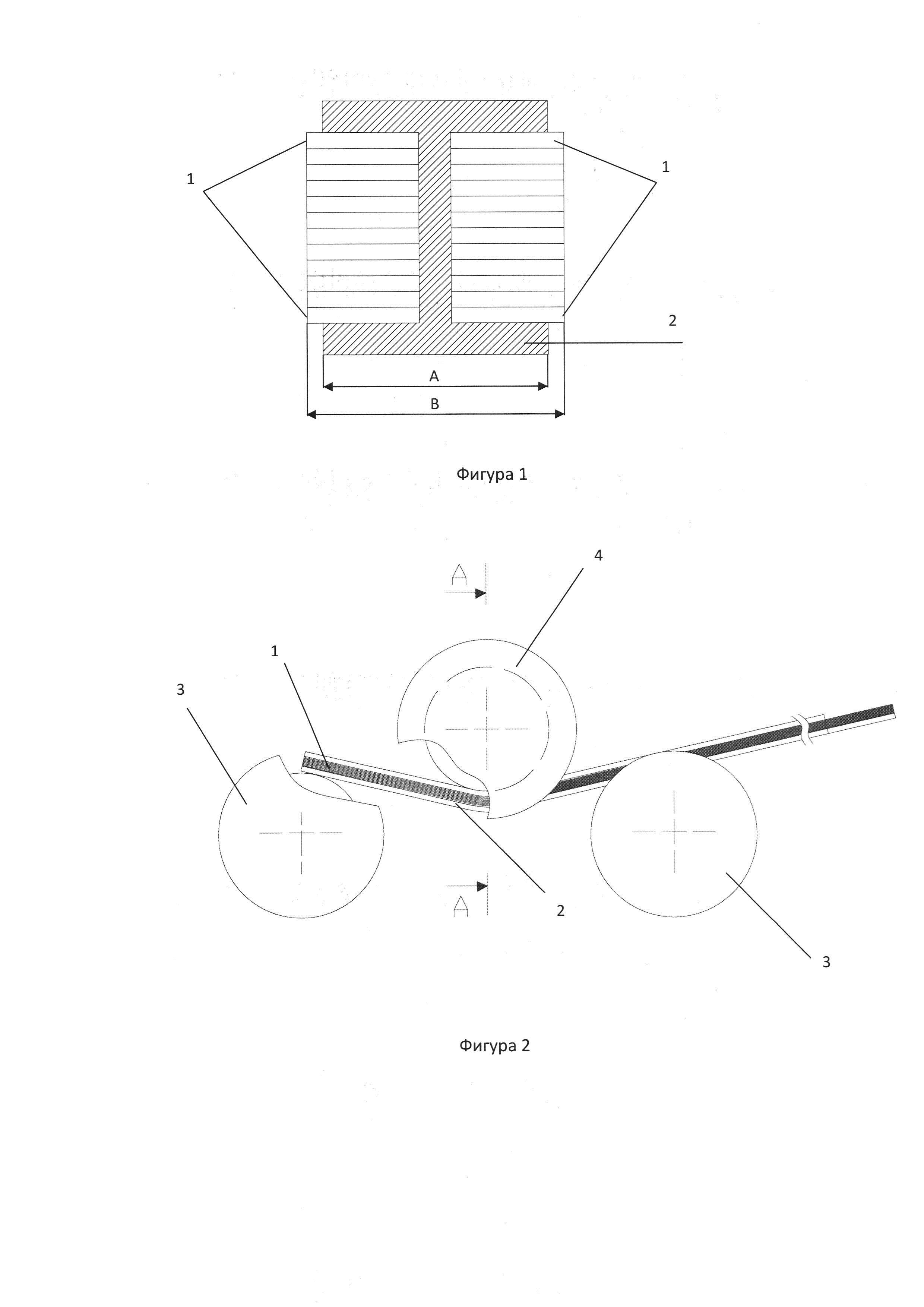
На фиг. 1 показана установка стальных вставок в профиль открытого типа; фиг. 2 - установка сборной заготовки в гибочную машину; фиг. 3 - сечение А-А фигуры 2, с расположением сборной заготовки в валках гибочной машины.
Способ гиба длинномерных полых изделий с профилем открытого типа осуществляют следующим образом.
Между полками профиля 2 размещают вставку 1, набранную из стальных полос. Высота вставки 1 должна соответствовать зазору между полками профиля 2, при этом толщина стальных полос выбирается из тех соображений, чтобы каждая отдельная полоса, при изгибе профиля 2, деформировалась в упругой области. Ширина стальных полос В выбирается таким образом, чтобы ширина сборной заготовки профиля 2 под гибку (профиль с установленными между его полками наборами стальных пластин) в целом превышала ширину А профиля 2. Между стальными пластинами вставки 1 и между пластинами и профилем 2 наносится смазка, дляобеспечения сдвига пластин, как между собой, так и относительно полок профиля 2 при его изгибе.
Валки 3 и 4 трехвалковой гибочной машины выполнены в виде роликов. Ширина внутреннего профиля валка 3 соответствует ширине сборной заготовки В профиля 2 под гибку. Наличие внешних ограничителей на валках 3 способствует лучшему позиционированию сборной заготовки, обеспечивают ее направление и ориентацию, предотвращают ее искривление в продольном направлении.
В процессе гибки, которую осуществляют на трехвалковой гибочной машине, набор стальных пластин установленный в полость между полками профиля 2, изгибаясь в упругой области, обеспечивает необходимый подпор на стенки профиля 2 и предотвращает образование гофр и складок на них. Для компенсации разности удлинения на внешней и внутренней поверхностях гиба, стальные полосы в наборной вставке имеют возможность смещаться относительно друг друга в продольном направлении. Так как стальные пластины работают только в упругой области, то они достаточно легко извлекаются из полостей между полками профиля 2 и могут быть использованы многократно.
Данный способ позволяет получать гнутые длинномерные профили открытого типа, с многократным использованием технологической оснастки.
Литература.
1. Роспатент, www.fips.ru,
2. Бюро по патентам и товарным знакам США (USPTO, www.uspto.gov)
3. Европейского патентного бюро (ЕPО, worldwide.espacenet.com)
4. Всемирная организация интеллектуальной собственности
(www.wipo.int).
Способ гибки длинномерных полых изделий с профилем открытого типа, включающий размещение внутри заготовки набора вставок и совместную гибку заготовки и вставок, отличающийся тем, что в каждую из открытых полостей заготовки устанавливают набор вставок из стальных полос с возможностью продольного смещения каждой из полос друг относительно друга и соответственно относительно заготовки в процессе гибки, при этом вставку располагают в открытой полости заготовки по всей длине профиля, а гибку заготовки с набором вставок производят на валках, выполненных в виде роликов с шириной рабочей части между ограничителями, равной ширине заготовки с размещенными в ней вставками, причем гибку профиля осуществляют в зоне пластических деформаций, а изгиб стальных полос в области упругих деформаций.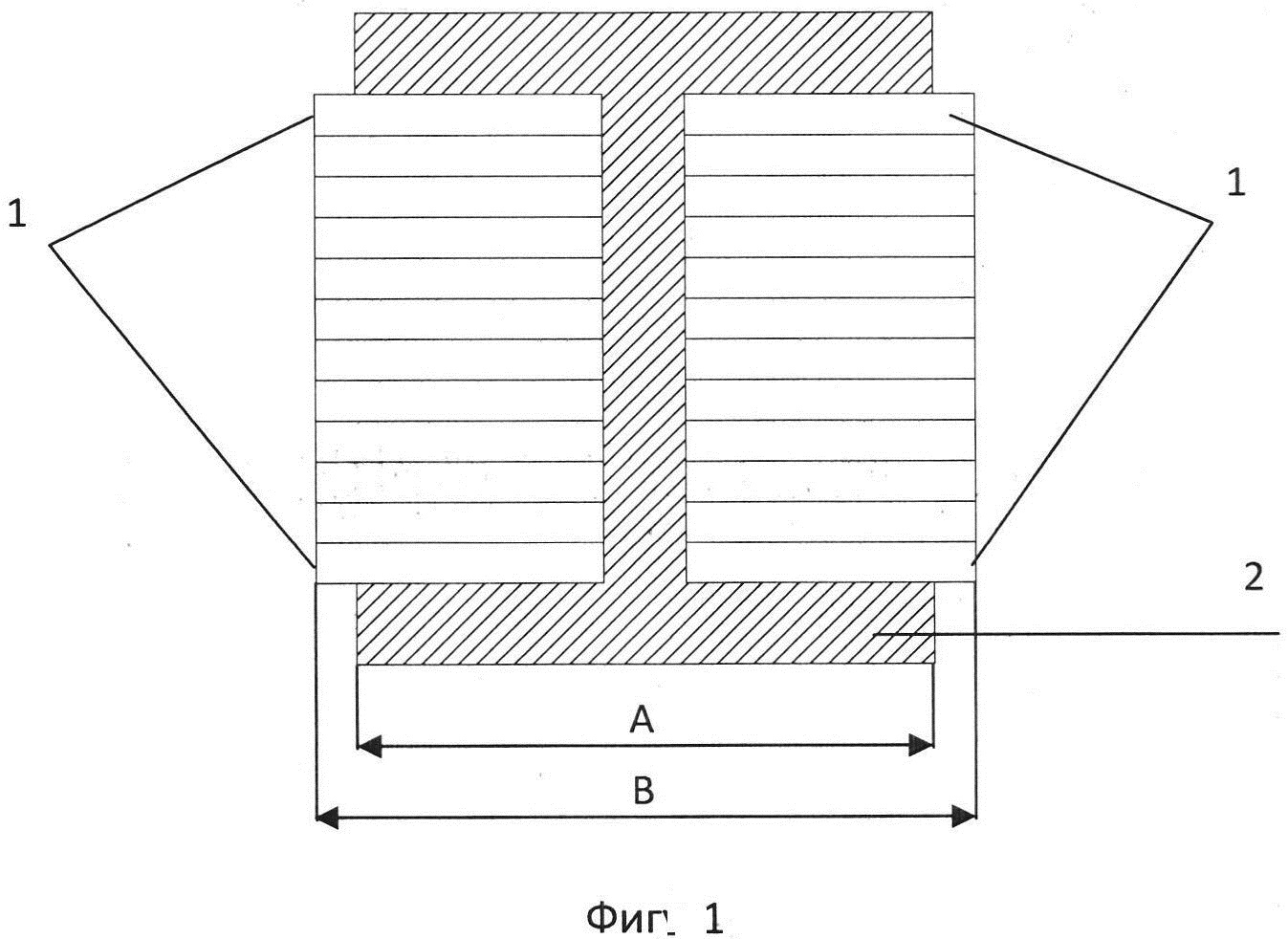
Способ управления бесплатформенной гировертикалью с радиальной коррекцией и бесплатформенная гировертикаль для его реализации
Способ управления цифровой платформой в бесплатформенной гировертикали и устройство для его реализации
Способ измерения угловой скорости одноосным микромеханическим гироскопом и устройство для его реализации
Трехосный микромеханический измеритель параметров движения
Способ измерения угловой скорости летательного аппарата и устройство для его реализации
Способ цифровой фильтрации шумовой составляющей в инерциальных датчиках

