Результат интеллектуальной деятельности: Способ получения многокомпонентных покрытий из цветных металлов
Вид РИД
Изобретение
Изобретение относится к металлургии, а именно к получению многокомпонентных покрытий с широкой вариацией элементного состава, включающего элементы Al, Ti, Ni, Cr, Fe, Mo, Mn, Cu, Zn, W, Nb, Zr, Та или их сплавы и может быть использовано в металлургической, электротехнической, автомобильной и авиационной промышленности.
Известен способ получения многокомпонентных покрытий системы Al-Cr-Si-Ti-Cu-N методом ионно-плазменного синтеза (Коротаев А.Д., Дитенберг И.А., Березовская В.Р., Денисов К.И., Пинжин Ю.П., Борисов Д.П. Влияние режимов ионно-плазменного синтеза на особенности структурно-фазового состояния многокомпонентных нанокомпозитных покрытий системы Al-Cr-Si-Ti-Cu-N // Известия Вузов. Физика. - 2014. - Т. 57. - №10. - С. 3-9.), позволяющий получать пленки толщиной несколько микрометров.
Однако, известный способ является технологически сложным и для его осуществления требуется чистота поверхности образцов и вакуума.
Наиболее близким по технической сущности решением, выбранным в качестве прототипа, является способ получения многокомпонентных сплавов (Фирстов С.А., Горбань В.Ф., Крапивка Н.А., Печковский Э.П., Даниленко Н.И., Карпец М.В. Механические свойства литых многокомпонентных сплавов при высоких температурах // Современные проблемы физического материаловедения. 2009. Вып. 18. С. 140-147), который заключается в выплавке электродуговым способом с нерасходуемым вольфрамовым электродом в атмосфере очищенного аргона на медной водоохлаждаемой подине с дальнейшей многократной переплавкой с проливкой либо в медную водоохлаждаемую изложницу (Vохл ≈ 800-900 К/с) или непосредственно на подину (Vохл ≈ 3000 К/с). Последнее необходимо для образования большого количества центров кристаллизации в жидком растворе, то есть для создания сверхмелкозернистой структуры сплава в твердом состоянии - как дополнительный фактор достижения высокой прочности.
Для осуществления этого способа необходима многократная переплавка с последующим быстрым охлаждением, что требует применения специального оборудования и существенных энергозатрат.
Техническим результатом предложенного изобретения является разработка способа получения многокомпонентных (на основе 5 и более элементов) наплавок и покрытий с вариацией элементного и концентрационного состава.
Способ получения многокомпонентных покрытий из цветных металлов, также как в прототипе, включает переплав исходных металлических материалов на подложке электрической дугой с нерасходуемым вольфрамовым электродом в атмосфере инертного газа.
Согласно изобретению исходные металлические материалы используют в виде заготовок из скрученных проволок, пакета пластин или смеси порошков, приготовленных из Al, Ti, Ni, Cr, Fe, Mo, Mn, Cu, Zn, W, Nb, Zr, Та или их сплавов, а переплав осуществляют в импульсном режиме, обеспечивающем динамический режим горения электрической дуги, с амплитудой импульсов тока 100-400 А, длительностью импульсов 20-500 мкс, частотой следования импульсов 200-5000 Гц, дежурным током на интервале между импульсами 12-50 А, при перемещении подложки с относительно электрода.
Вследствие концентрированного дозированного теплового потока электрической дуги расплавляется незначительный объем материала во время импульса плазмы (катодной струи) и происходит последующая слоистая кристаллизация. Газодинамический удар плазмы способствует перемешиванию компонентов материала в жидком состоянии, а последующая пауза между импульсами способствует быстрой кристаллизации и фиксации равномерного распределения компонентов.
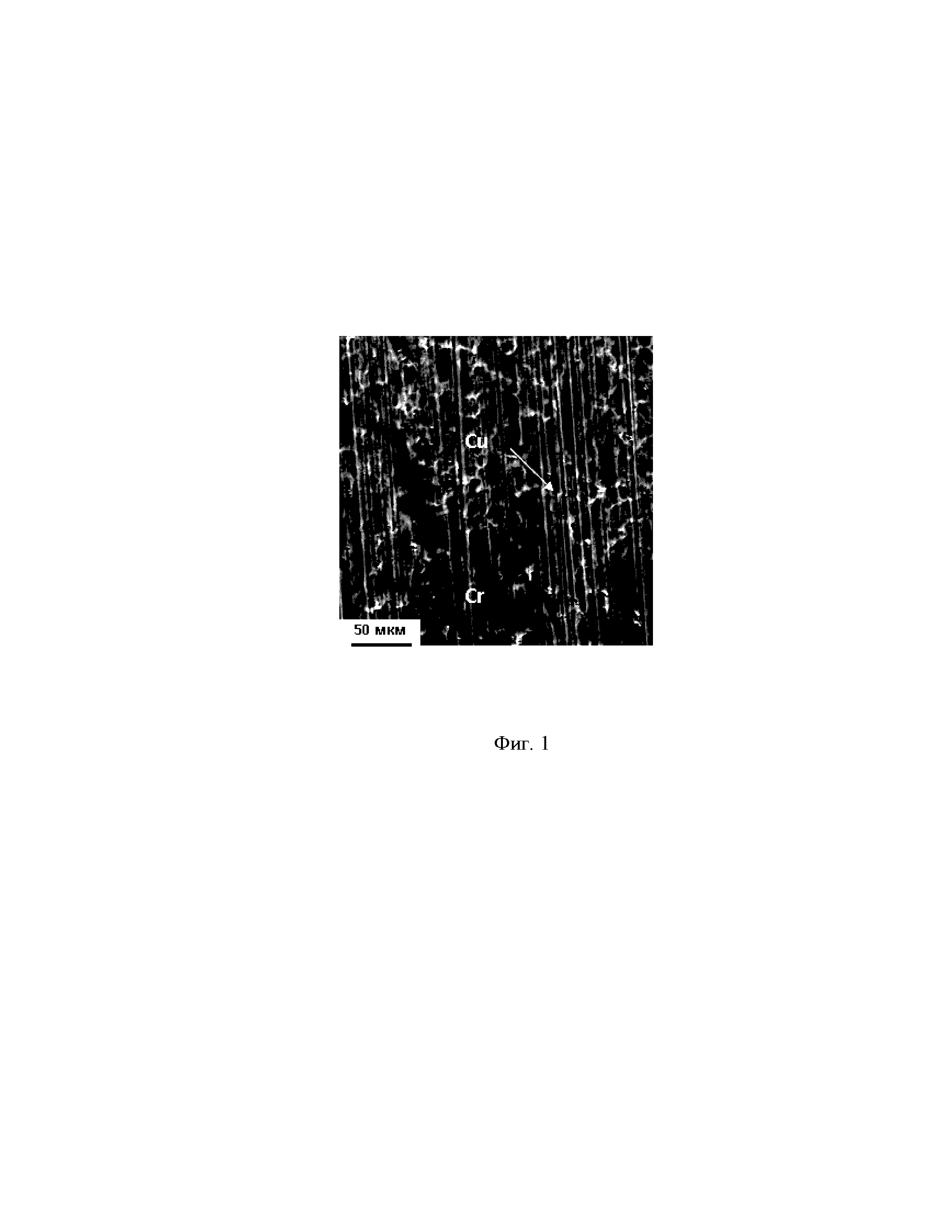
Использование указанного импульсного режима обеспечивает качественное перемешивание компонентов расплава. В частности, при переплавке хрома в тонкостенной медной трубке было получено структурное состояние с однородным по объему образца распределением меди (фиг. 1).
На фиг. 1 показан пример перемешивания в системе Cr-Cu. Белые прожилки - выделения меди, формирующиеся на границах.
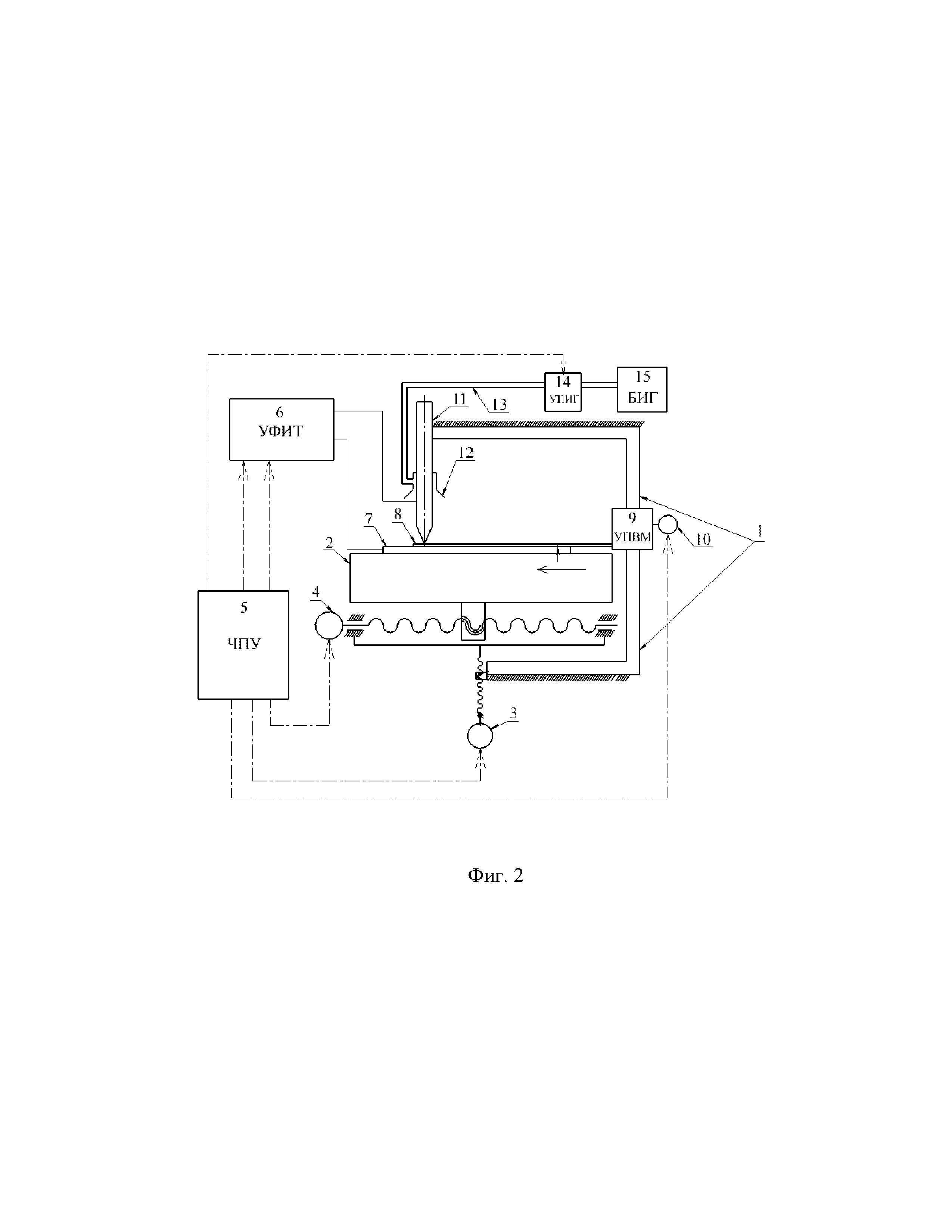
На фиг. 2 показан пример схемы установки для осуществления заявляемого способа.
На фиг. 3 показан жгут из проволок Al, Ti, Cu, Ni-Cr, Fe, Mo.
На фиг. 4 представлено электронно-микроскопическое изображение выплавки системы Fe-Cr-Mo-Ti-Ni-Cu-Al на подложке.
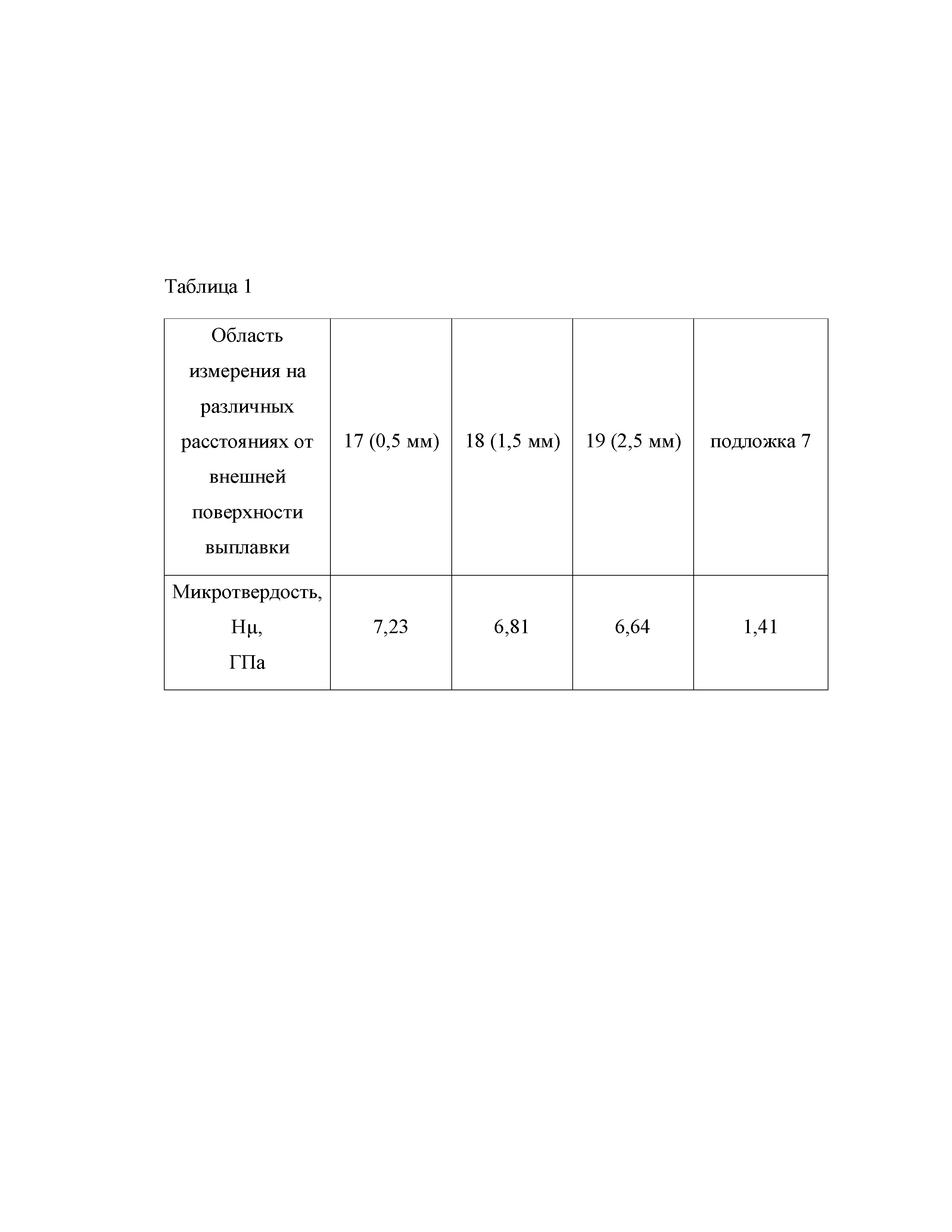
В таблице 1 приведены значения микротвердости (Нμ, ГПа) на различных расстояниях от поверхности выплавки.
Предложенный способ осуществлен с использованием установки (фиг. 2), которая содержит основание 1, на направляющих которого установлен стол 2, который соединен через соответствующие ходовые винты с электроприводом вертикального перемещения 3 и с электроприводом горизонтального перемещения 4. Электроприводы 3 и 4 подключены к системе числового программного управления 5 (ЧПУ), которая связана с устройством для формирования импульсов тока 6 (УФИТ). В качестве устройства для формирования импульсов тока 6 (УФИТ) использовано устройство для формирования импульсов сварочным током [RU 2343051 С1, опубл. 10.01.2009]. Подложка 7 с выплавляемым материалом 8 закреплена на столе 2. Над подложкой 7 размещено устройство подачи выплавляемого материала 9 (УПВМ), которое прикреплено к неподвижному основанию 1. Устройство подачи выплавляемого материала 9 (УПВМ), в зависимости от вида материала, может представлять собой механизм подачи проволоки, магазинное загрузочное устройство или вибрационное бункерное загрузочное устройство. К устройству подачи выплавляемого материала 9 (УПВМ) подключен привод 10, который соединен с системой числового программного управления 5 (ЧПУ). Над выплавляемым материалом 8 размещен прикрепленный к основанию 1 нерасходуемый вольфрамовый электрод 11, на который надето сопло 12. Верхняя часть сопла 12 соединена трубопроводом 13 через устройство подачи инертного газа 14 (УПИГ), подключенное к системе числового программного управления 5 (ЧПУ), с баллоном для инертного газа 15 (БИТ). Вольфрамовый электрод 11 соединен с устройством для формирования импульсов тока 6 (УФИТ), которое соединено с подложкой 7.
Исходные материалы для наплавляемых заготовок могут быть в виде порошков, проволоки или пластинок как чистых металлов, так и различных сплавов. Проволочные образцы компактируют путем скручивания их в жгут. Порошковые материалы могут быть скомпактированы различными способами: посредством упаковки в тонкую металлическую фольгу или в тонкостенную трубку, консолидированием за счет прессования, самораспространяющегося высокотемпературного синтеза, искрового плазменного спекания, склеивания. Подложка 7 для размещения исходного материала может быть выполнена из разных металлов и сплавов.
Перемещая стол 2 в вертикальной и горизонтальной плоскостях с помощью электроприводов 3 и 4, управляемых от системы числового программного управления 5 (ЧПУ), устанавливали зазор между электродом 11 и исходным выплавляемым материалом 8 в пределах 1-2 мм и возбуждали дугу (например, кратковременным замыканием этого зазора угольным электродом). Одновременно от системы числового программного управления 5 (ЧПУ) подавали команды на устройство для формирования импульсов тока 6 (УФИТ), привод 10 для работы устройства подачи выплавляемого материала 9 (УПВМ) и электроприводы 3 и 4, обеспечивающие передвижение стола 2.
Выплавляемый материал 8 либо подают из устройства подачи выплавляемого материала 9 (УПВМ), выполненного в виде катушек с проволокой или магазинного загрузочного устройства, приводимого в действие приводом 10, скорость вращения которого согласована со скоростью движения стола 2, либо помещают непосредственно на подложку 7. Наплавка осуществляется электрической дугой с нерасходуемым вольфрамовым электродом 11 в защитной среде инертного газа, который подается в сопло 12 с заданным расходом, при этом защитная атмосфера обеспечивается за счет непрерывной подачи инертного газа в область формирования дуги. Питание дуги осуществляют импульсами сварочного тока от устройства для формирования импульсов тока 6 (УФИТ). Режимы питания дуги: амплитуда, длительность импульсов, частота, а также скорость движения стола 2 задают системой числового программного управления 5 (ЧПУ) по заданной программе.
В процессе получения наплавки используют импульсный режим, обеспечивающий динамический характер горения дуги. Питание дуги осуществляют импульсами сварочного тока с амплитудой в диапазоне от 100 до 400 А, длительностью импульсов от 20 до 500 микросекунд и частотой от 200 до 5000 Гц. Между импульсами горит дежурная дуга в диапазоне от 12 до 50 А. Последовательная переплавка с перекрытием ванн расплава обеспечивается за счет горизонтального перемещения стола 2 с заготовкой 8.
Пример 1
Из проволок металлов и сплавов Al (чистоты 99,9), Ti (чистоты 99,9), Cu (чистоты 99,9), Ni-Cr (75% Ni - 25% Cr), Fe (чистоты 99,8), Mo (чистоты 99,9) с различным сечением (от 0.2 мм до 1 мм) скручивали жгут (фиг. 3). Получение наплавки проводили на стальной подложке 7, в среде аргона. Был реализован импульсный режим, обеспечивающий динамический характер горения дуги: амплитуда импульсов составляла 350 А, длительность - 70 микросекунд, частота - 2000 Гц, дежурная дуга - 25 А.
На фиг. 4 звездочками 17, 18, 19 обозначены области измерения микротвердости сформированной наплавки 20 на разном расстоянии от ее поверхности. Как видно из таблицы 1 значения микротвердости наплавки в области 19 (вблизи границы 21 наплавки и подложки) превышают Нμ подложки 7 в 4,7 раза, а вблизи поверхности (область 17) ее значения больше в ~ 5,2 раза.
Линзобразная форма границы 21 раздела «наплавка-подложка», определяемая геометрическими размерами ванны расплава, также свидетельствует об интенсивном перемешивании формируемой наплавки с подложкой 7. В результате теста на изгиб при комнатной температуре не обнаружено отслоений или оттрескивания сформированной наплавки от подложки, что свидетельствует о высокой адгезионной прочности.
Полученное покрытие, с одной стороны, обеспечивает высоконадежное соединение с менее прочной подложкой, с другой, позволяет формировать высокопрочные состояния в приповерхностных слоях, подвергаемых наиболее сильному внешнему воздействию при практическом применении.
Важно заметить, что близкие по элементному составу жаропрочные высоколегированные стали (типа ЭИ680) характеризуются микротвердостью ~ 1,8 ГПа, что почти в 4 раза ниже микротвердости полученной наплавки.
Пример 2
Из пластинок Аl (чистоты 99,9), Ti (чистоты 99,9), Ni (чистоты 99,9), стали типа 40Г (Fe-Mn-0.4 С), латуни Л63 (Cu-37 Zn) толщиной от 0,2 мм до 0,8 мм собирали пакет. Переплавку проводили в среде аргона на медной подложке. Был реализован режим с параметрами: амплитуда импульсов - 400 А, длительность - 500 микросекунд, частота - 5000 Гц, дежурная дуга - 50 А. Микротвердость поверхностного слоя полученного покрытия составила 7,1 ГПа.
Пример 3
В тонкостенную медную трубку упаковывали смесь порошков (W, Nb, Mo, Cr, Zr, Ti, Та). Переплавку проводили в среде гелия на стальной подложке, по предлагаемому режиму с параметрами: амплитуда импульсов - 100 А, длительность - 20 микросекунд, частота - 200 Гц, дежурная дуга - 12 А. Микротвердость поверхностного слоя полученного покрытия составила 8,3 ГПа.
Таким образом, предложенный способ может быть использован для получения наплавок из многокомпонентных сплавов, позволяющих формировать покрытия различной толщины, значительно превышающие характеристики подложки по прочностным свойствам.
Способ получения многокомпонентных покрытий из цветных металлов, включающий переплав исходных металлических материалов на подложке электрической дугой с нерасходуемым вольфрамовым электродом в атмосфере инертного газа, отличающийся тем, что исходные металлические материалы используют в виде заготовок из скрученных проволок, пакета пластин или смеси порошков, приготовленных из Al, Ti, Ni, Cr, Fe, Mo, Mn, Cu, Zn, W, Nb, Zr, Та или их сплавов, а переплав осуществляют в импульсном режиме, обеспечивающем динамический режим горения электрической дуги, с амплитудой импульсов тока 100-400 А, длительностью импульсов 20-500 мкс, частотой следования импульсов 200-5000 Гц, дежурным током на интервале между импульсами 12-50 А, при перемещении подложки относительно электрода.
Способ получения заготовок сплавов ванадия
Способ получения квазисферических частиц титана
Способ обработки заготовок ванадиевых сплавов
Средство гемостимулирующего действия
Средство, обладающее противовоспалительным и анальгезирующим действием
Способ обеспечения автоматизации стрельбы группы переносных зенитно-ракетных комплексов и устройство для его осуществления
Устройство для очистки дорожных покрытий от наледи и снега
Устройство для определения динамической жесткости несущих элементов металлорежущих станков
Способ обработки сплавов на основе ванадия системы v-4тi-4cr
Устройство для демпфирования ударных и вибрационных нагрузок

