Результат интеллектуальной деятельности: Внутренняя облицовка коксового барабана установки замедленного коксования
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу увеличения усталостной долговечности коксовых барабанов установок замедленного коксования, применяемых при термической переработке тяжелой нефти и, в частности, к применению внутренних облицовок в коксовых барабанах установок замедленного коксования для увеличения их усталостной долговечности.
Предшествующий уровень техники
Замедленное коксование представляет собой способ, применяемый в нефтеперерабатывающей промышленности для повышения выхода жидких продуктов из тяжелых нефтяных остатков, таких как остатки вакуумной перегонки.
При замедленном коксовании подаваемую тяжелую нефть нагревают в печи до температуры, при которой начинается термический крекинг, но которая является достаточно низкой для снижения степени крекинга в самой печи. Нагретый подаваемый материал затем направляют в большой барабан, где происходит крекинг в течение продолжительного периода пребывания в барабане. В результате крекинга получают углеводороды с более низкой молекулярной массой, чем в подаваемом материале, которые при температурах, в основном поддерживаемых в барабане, находятся в парообразной форме и которые поднимаются в верхнюю часть барабана, откуда их отводят в находящуюся ниже по потоку установку извлечения продукта, включающую оборудование для фракционной перегонки. При термическом крекинге подаваемого материала, который происходит в барабане, также образуется кокс, который постепенно накапливается в барабане в течение цикла замедленного коксования. При достижении определенного уровня кокса в барабане, введение подаваемого материала прекращают, а продукты крекинга, остающиеся в барабане, удаляют, продувая его водяным паром. После этого кокс быстро охлаждают водой, давление в барабане снижают, верхнюю и нижнюю крышки открывают, а затем кокс выгружают через нижнюю крышку барабана с применением системы резки водными струями высокого давления. Затем цикл крекинга может быть повторен. Обычно этот способ осуществляют при нагревании подаваемой тяжелой нефти до диапазона температур, при которых нефть находится в состоянии, пригодном для перекачивания, в котором ее подают в печь, и нагревают до температуры в диапазоне от 380 до 525°С; температура выпуска из печи установки для коксования обычно составляет приблизительно 500°С, а давление 0,4 МПа (4 бар). Горячую нефть затем подают в коксовый барабан, в котором поддерживают низкое давление для облегчения выпуска парообразных продуктов крекинга, обычно в диапазоне от 0,1 до 0,6 МПа (от 1 до 6 бар), в частности, приблизительно от 0,2 до 0,3 МПа (от 2 до 3 бар). На стадии быстрого охлаждения цикла коксования используют большие объемы воды: по одной из оценок, в данной отрасли промышленности в обычном крупном коксовом барабане диаметром приблизительно 8 м и высотой приблизительно 25 м требуется приблизительно 750 тонн воды только для быстрого охлаждения, и еще больше воды требуется для операции резки после открытия барабана и выгрузки кокса. Один из полезных и часто цитируемых обзоров способа замедленного коксования доступен онлайн в публикации "Tutorial: Delayed Coking Fundamentals", Ellis et al., Great Lakes Carbon Corporation, Port Arthur, TX, AlChE 1998 Spring National Meeting, New Orleans, LA, 8-12 March 1998, Paper 29a, Copyright ©1998 Great Lakes Carbon Corporation.
Коксовые барабаны для замедленного коксования традиционно представляют собой большие резервуары, обычно по меньшей мере 4 м и возможно до 10 м в диаметре, высотой от 10 до 30 м или даже более. Обычно барабаны эксплуатируют по два или по три, при этом каждый барабан проходит через цикл загрузка - быстрое охлаждение - разгрузка, причем подачу нагретого подаваемого материала переключают на барабан, находящийся в фазе загрузки цикла. Обычно барабаны изготовлены из стали, не имеющей покрытия, или из плакированной стали, базовая толщина которой может составлять от приблизительно 10 до 30 мм. Толщина внутреннего покрытия номинально составляет 1-3 мм, и его применяют для защиты от сернистой коррозии. В настоящее время общепринятой промышленной практикой является применение в установке замедленного коксования барабанов из плакированной стали 401S или неплакированной стали CS, С-1/2 Мо или стали с низким содержанием хрома. По форме барабаны включают вертикальные цилиндры с либо эллипсоидальной, либо полусферической верхней крышкой и конической нижней крышкой. Нижняя крышка снабжена либо фланцем, либо, в альтернативном варианте, узлом с механическим клапаном, как описано, например, в документе US 6843889 (Lah). Впускное отверстие для подаваемого материала и подводы для пара/воды расположены в этой нижней конической секции резервуара. Для снижения усталостного растрескивания в этом оборудовании применяют определенные эксплуатационные режимы и методики проверки/ремонта.
В коксовых барабанах установок замедленного коксования, из-за условий их эксплуатации, в результате воздействия термических напряжений, которым подвергается сталь, в основном в течение проведения операций быстрого охлаждения / заполнения, происходит усталостное растрескивание на границе давления. Барабаны подвержены термической усталости из-за воздействия на их стенки термических напряжений, которые развиваются до того, как барабан достигнет стационарного состояния. Кроме того, существующие на участке соединения обечайки с опорным поясом временные разности температуры между границей давления и опорным поясом также приводят к возникновению больших напряжений, которые могут привести к растрескиванию сварного шва и металла основы. Это временное явление, и анализ данных показывает, что другие стадии замедленного коксования (например, разогрев барабана, подача загружаемого материала, коксование, выпуск пара и т.д.) в меньшей степени влияет на напряжения на границе давления. Как было показано Ellis (см. выше), скорость введения охлаждающей воды является критически важной. Слишком быстрое увеличение потока воды может "зацементировать" основные каналы во всей установке коксования, но не привести к охлаждению всего кокса в радиальном направлении слоя кокса. Кокс имеет низкую пористость, что позволяет воде вытекать из основных каналов в коксовом барабане, что приводит к нежелательному вздутию барабана при выполнении операции охлаждения. Если скорость подачи воды является слишком высокой, то высокое давление приводит к тому, что вода вытекает за пределы слоя кокса, охлаждая стенку коксового барабана. Коэффициент теплового расширения кокса выше, чем стали (154⋅10-7 см/(см⋅°С) для игольчатого кокса по сравнению с 120⋅10-7 см/(см⋅°С) для стали). Хотя опорные системы барабана, например, такие как описанные в патенте US 8221591 (de Para), могут снижать механические напряжения, вызываемые неравномерным охлаждением, тем не менее, было бы желательно минимизировать временные термические напряжения как в обечайке/конусе коксового барабана, так и на участке соединения обечайки с опорным поясом.
Сущность изобретения
Авторами изобретения предложено применение системы термической буферизации, чтобы снизить или минимизировать временное термическое напряжение, возникающее в стали при проведении некоторых стадий цикла коксования, при которых возникают термические напряжения. Нанесение облицовочной системы на внутреннюю поверхность коксового барабана на границе давления может эффективно снижать напряжения в барабане при осуществлении способа, в частности, при проведении таких операций цикла, как охлаждение / быстрое охлаждение. Масштабы внутренней облицовки, нанесенной на границе давления, могут меняться от нескольких метров по высоте резервуара до всей границы давления, в зависимости от (1) уровня защиты, необходимой в известных проблемных участках (т.е. в области соединения обечайки с опорным поясом, в нижнем конусе, вблизи уровня незаполненного пространства и т.д.), и/или (2) действий, направленных на минимизацию продолжительности цикла за счет более коротких стадий быстрого охлаждения, введение подаваемого материала при более низких температурах разогрева барабана и т.д.
Согласно одному из воплощений настоящего изобретения, на внутреннюю поверхность коксового барабана установки замедленного коксования нанесена монолитная, стойкая к тепловому удару, эрозионно-стойкая огнеупорная облицовка, в особенности, на участках, которые подвержены воздействию напряжений на границе давления. Монолитная облицовка, нанесенная набивкой, т.е. способом, аналогичным нанесению затвердевающего на воздухе эрозионно-стойкого огнеупорного материала, удерживается на месте с помощью подходящей системы крепления, предпочтительно системы одноточечного крепления, которая подробно рассмотрена ниже. Системы крепления этого типа традиционно применяют для крепления эрозионно-стойких огнеупорных облицовок в резервуарах для переработки нефти, и они могут быть применены для целей настоящего изобретения.
В другом воплощении настоящего изобретения коксовый барабан установки замедленного коксования включает такую же систему крепления, как упомянутая выше, но не содержит затвердевающего на воздухе эрозионно-стойкого огнеупорного материала. В этом воплощении кокс, подаваемый в коксовый барабан, заполняет систему крепления, и они вместе образуют внутреннюю облицовку на внутренней поверхности барабана. Это позволяет рассеивать временное термическое напряжение через слой кокса, а не через границу давления в коксовом барабане.
В другом воплощении настоящего изобретения коксовый барабан установки замедленного коксования включает узел "штифт и пластина". В этом узле имеются штифты, направленные внутрь от внешней стенки коксового барабана. К штифтам прикреплены защитные пластины. Пластины расположены таким образом, что они создают воздушный зазор, который будет заполнен защитным слоем кокса, расположенным между загружаемым в коксовый барабан коксом и внутренней поверхностью барабана. Это позволяет временному термическому напряжению рассеиваться через кокс и защитные пластины, а не через границу давления в коксовом барабане. Защитные пластины предотвращают удаление защитного слоя кокса при проведении цикла резки.
Краткое описание чертежей
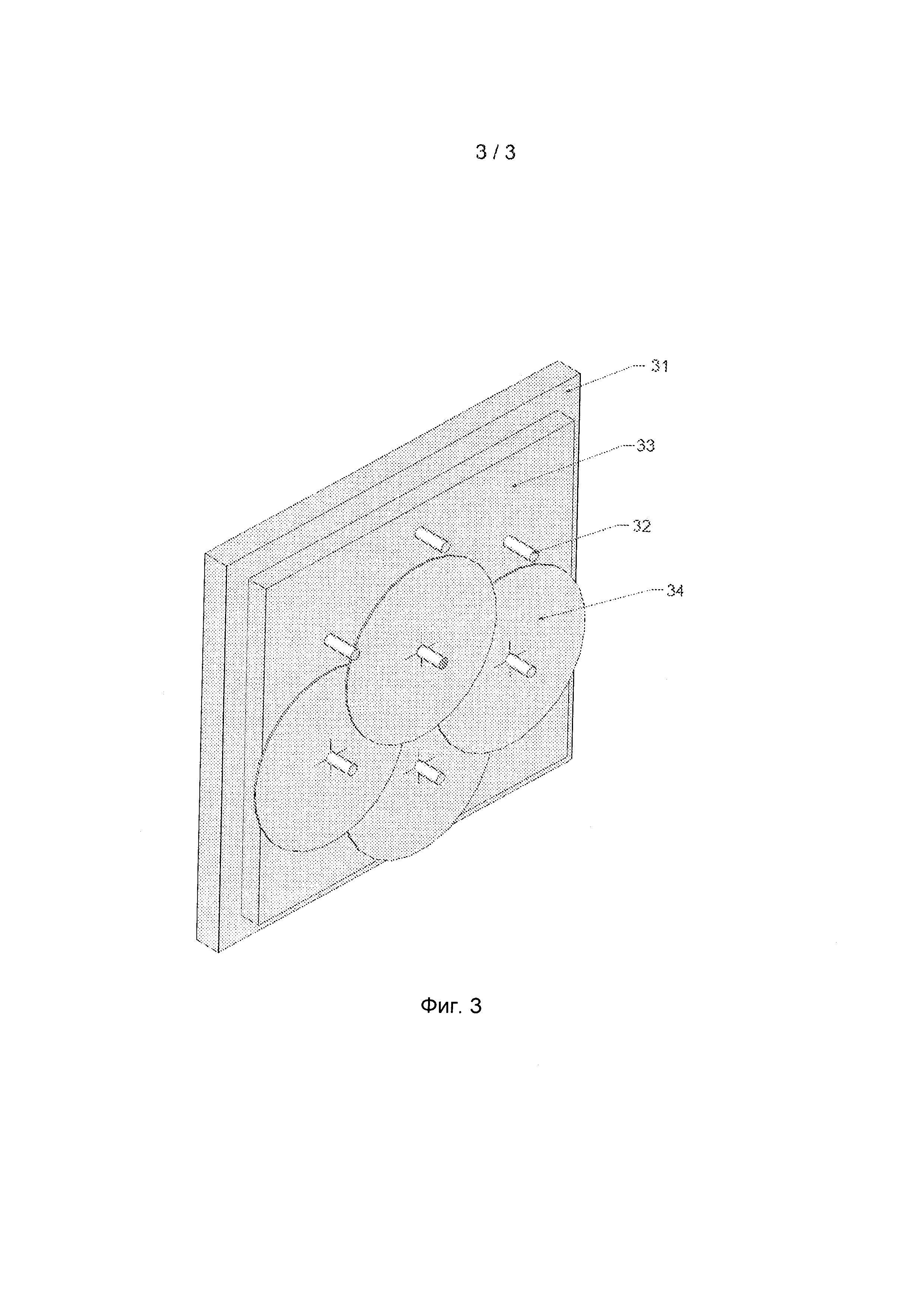
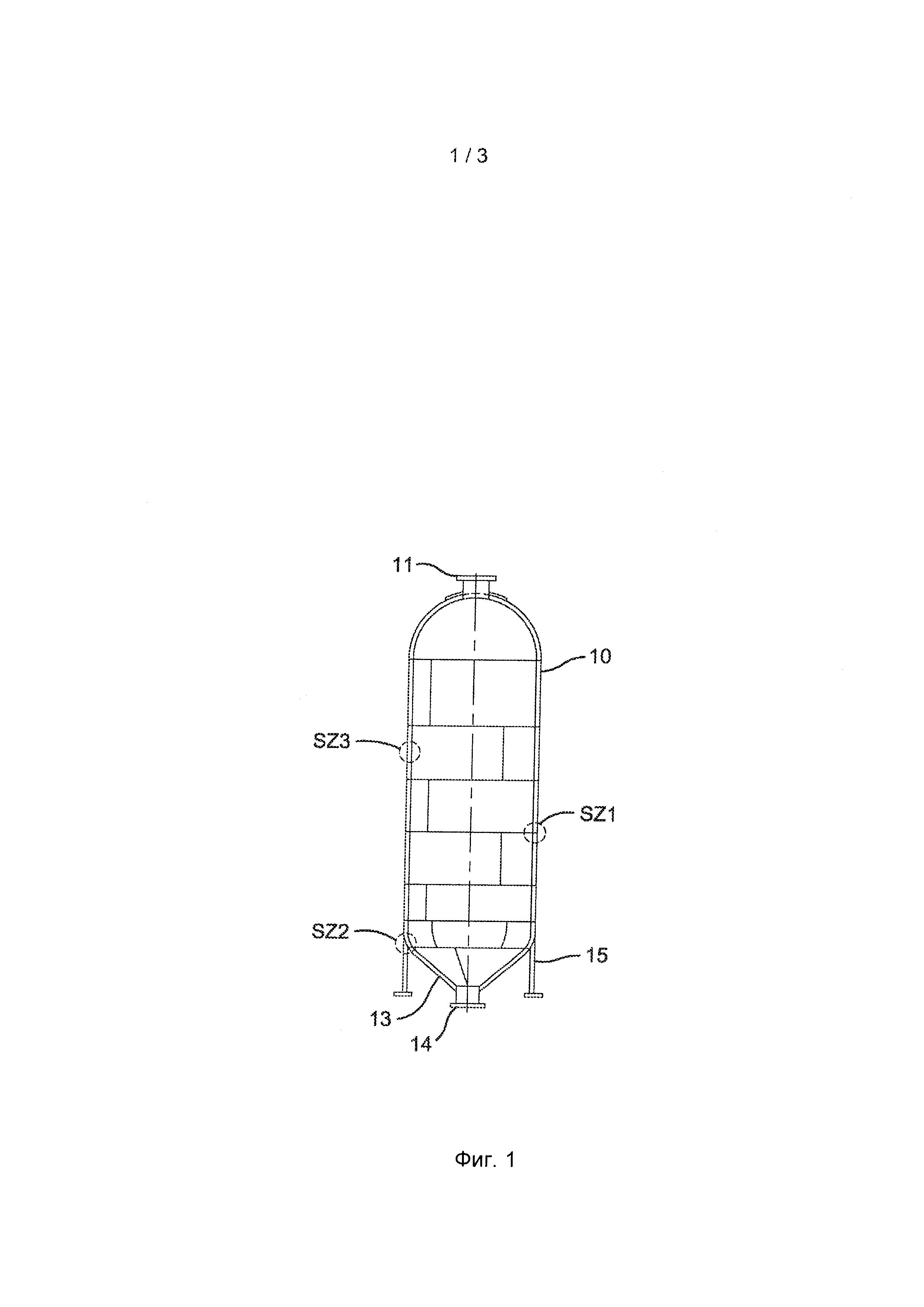
На Фиг. 1 представлен упрощенный вертикальный разрез коксового барабана установки замедленного коксования, на котором показаны потенциальные участки для нанесения внутренней облицовки.
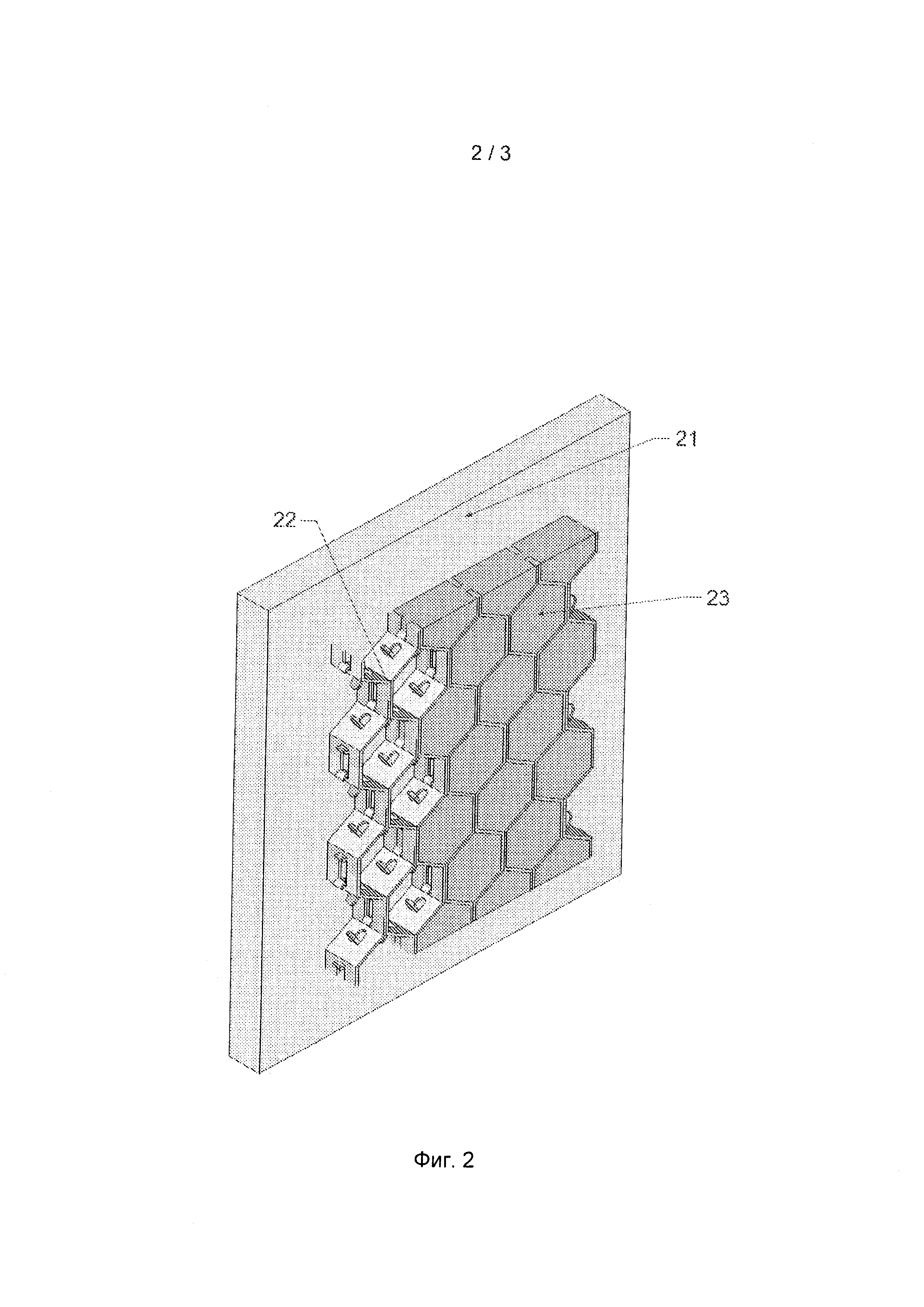
На Фиг. 2 показано альтернативное воплощение внутренней облицовки согласно настоящему изобретению.
На Фиг. 3 показано альтернативное воплощение внутренней облицовки согласно настоящему изобретению.
Подробное раскрытие изобретения
На Фиг. 1 представлен разрез типичного коксового барабана 10 установки замедленного коксования, имеющего снабженное фланцем выпускное отверстие 11 для пара на полусферической крышке, находящейся в верхней части барабана. Нижняя коническая крышка 13 оканчивается снабженным фланцем нижним выпускным отверстием 14 для кокса. Барабан установлен на опорном поясе, обозначенном позицией 15. Впускное отверстие для подаваемого материала не показано, но традиционно оно может находиться либо в днище, которое окаймляет выпускное отверстие 14, либо в конической секции 13. Если впускное отверстие расположено в конусе, то предпочтительным является наличие множества впускных отверстий для подаваемого материала, как описано в документе US 7736470 (Chen); впускные отверстия для подаваемого материала могут быть направлены под углом вверх, как описано в документе US 2013/0153466 (Axness).
Зоны внутри барабана, подверженные воздействию напряжений на границе давления, указаны на Фиг. 1 как SZ1, SZ2 и SZ3. Зона SZ1 представляет собой типичную область сварного шва в вертикальной цилиндрической секции барабана, где соединены пластины, и растрескивание происходит в круговых сварных швах, металле основы и наплавленном слое сварного шва / покрытии. В зоне SZ2, в которой барабан соединен с опорным поясом барабана (часть опорной системы барабана, приваренная к барабану вокруг нижнего периметра основной цилиндрической секции), наблюдается растрескивание участка сварного соединения опорного пояса и/или имеются щелевые трещины в опорном поясе. В основной цилиндрической секции барабана приблизительно в зоне SZ3 может происходить вздутие барабана, сопровождаемое растрескиванием на границе давления в областях вздутия. Наряду с растрескиванием кругового сварного шва, зоны теплового воздействия (ЗТВ) при сварке, металла основы и внутреннего покрытия, также может происходить растрескивание продольных сварных швов и отслаивание внутреннего покрытия.
Согласно настоящему изобретению, на внутренние поверхности коксового барабана установки замедленного коксования нанесена стойкая к тепловому удару облицовка. Функция облицовки состоит в снижении термически индуцированных механических напряжений, обусловленных циклами изменения температуры, имеющими место при осуществлении способа замедленного коксования, в частности, обычно при проведении стадии охлаждения / быстрого охлаждения, но в меньшей степени и при проведении других стадий цикла. Облицовка эффективно минимизирует временное термическое напряжение, возникающее в обечайке и нижней крышке, и снижает высокое термическое напряжение, обусловленное разностью температур, на участке соединения обечайки с опорным поясом.
На Фиг. 2 представлено воплощение внутренней облицовки согласно настоящему изобретению. Система 22 крепления присоединена к внутренней поверхности на границе 21 давления. Система 22 крепления образует пустоты, в которые может быть помещен тепловой барьер 23.
В одном из воплощений изобретения тепловой барьер 23 представляет собой огнеупорный материал. Из-за циклической работы барабана маловероятно, что кирпичная облицовка может быть удовлетворительным решением, поскольку она не способна выдерживать тепловые нагрузки в направлении по всей толщине. Кроме того, маловероятно, что термостойкая монолитная огнеупорная облицовка может выдерживать такие циклические тепловые нагрузки, поскольку системы крепления, обычно применяемые для таких огнеупорных материалов, не подходят для этих нагрузок. Согласно одному из воплощений изобретения, для тонкослойной (номинально от 3/4 до 2 дюймов (от 1,9 до 5 см)), стойкой к тепловому удару и эрозионно-стойкой огнеупорной облицовки применяют подходящее крепление, устойчивое к временным тепловым нагрузкам.
Подходящие огнеупорные материалы представляют собой материалы, которые обычно применяют для изготовления эрозионно-стойких облицовок в установках термической обработки, такие как материалы, применяемые в установках крекинга с псевдоожиженным катализатором, но основным требованием является то, что наряду с эрозионной стойкостью эти огнеупорные материалы также должны обладать стойкостью к тепловому удару и должны выдерживать давление, возникающее при резке водными струями, необходимой для извлечения кокса из барабана, которая является частью обычного цикла удаления кокса. Во всех случаях огнеупорный материал следует выбирать таким образом, чтобы он был долговечным, насколько это возможно. С учетом эксплуатационных требований возможны три концептуальных подхода:
- Применение высокопрочного огнеупорного материала, имеющего большое содержание наполнителя из огнеупорных агрегатов с низким коэффициентом расширения. В таком случае влияние быстрых изменений температуры, происходящих в течение цикла быстрого охлаждения, минимизируют за счет снижения изменений размера при тепловом расширении. Материал создает тепловой барьер, замедляющий перенос тепла к основному материалу обечайки.
- Применение высокопрочного огнеупорного материала, имеющего большое содержание наполнителя из огнеупорных агрегатов с высокой теплопроводностью. В течение цикла быстрого охлаждения быстрые изменения температуры передаются пластине обечайки. Это минимизирует внутренние термические напряжения в огнеупорном материале. Материал создает минимальный тепловой барьер, который быстрее передает тепло основному материалу обечайки, но обеспечивает адекватную защиту стали.
- Применение высокопрочного огнеупорного материала, имеющего большое содержание наполнителя из агрегатов, тепловое расширение которых близко к тепловому расширению основной пластины. В таком случае влияние быстрых изменений температуры, происходящих в течение цикла быстрого охлаждения, минимизируют за счет снижения изменений размера при тепловом расширении. Материал создает тепловой барьер, замедляющий перенос тепла к основному материалу обечайки.
Конкретный огнеупорный материал, который применяют для реализации этих подходов, может быть выбран на основании эмпирических данных из множества коммерчески доступных литых огнеупорных материалов этого типа. Выбор конкретных огнеупорных материалов может быть сделан на основании опыта в других областях нефтепереработки, отношений с поставщиками и т.д., как это обычно происходит на практике. Для обеспечения оптимальной надежности огнеупорной системы / системы крепления необходимо провести квалификационную оценку облицовки с помощью испытаний на временные циклические термические нагрузки (моделирование реальных стадий быстрого охлаждения / заполнения в установке замедленного коксования).
Важной особенностью облицовок барабана является система крепления. Наилучшим вариантом тонкослойной облицовочной системы является сетка с гексагональными (шестиугольными) ячейками, обычно поставляемая в виде сетки стандартной толщины, которая составляет 3/4 дюйма (19 мм), 1 дюйм (25 мм) и 2 дюйма (50 мм); тем не менее, по требованию заказчика может быть изготовлена сетка другой толщины. Гексагональная сетка состоит из длинных лент, а получаемая облицовочная система состоит из отдельных огнеупорных ячеек, связанных металлической ячейкой, образованной этими лентами. Прикрепление этих длинных лент к материалу основы приводит к накоплению тепловых деформаций на соединительных сварных швах (обычно на расстояниях 25 мм), что приводит к их разрушению. Очевидно, что по этой причине гексагональная сетка не может быть оптимальной системой крепления для эксплуатации в коксовом барабане и не является предпочтительной. Опыт использования гексагональной сетки в установках крекинга с псевдоожиженным катализатором, применяемых при коксовании, показал, что когда сварные швы начинают разрушаться, кокс накапливается с каждым проведенным термическим циклом до тех пор, пока все сварные швы не разрушатся, и секция отваливается целиком в виде листа. Если применяют гексагональную сетку, то она должна быть установлена в виде отдельных секций, которые могут проходить через выпускное отверстие и не затрудняют разгрузку, если они отделились от места крепления.
Альтернативой гексагональной сетке являются системы одноточечного крепления, в которых тепловые деформации накапливаются только на индивидуальных сварных швах (диаметр 3-10 мм): предпочтительными являются системы крепления с приваренными шпильками, которые позволяют минимизировать вероятность накопления тепловых деформаций на многочисленных соединительных сварных швах. Получаемые системы обеспечивают создание непрерывной огнеупорной системы с дискретными точками крепления, в которой разрушение одного крепления является менее вредным для облицовочной системы, чем разрушение листа, закрепленного с помощью гексагональной сетки. Потенциально могут быть использованы индивидуальные крепления I Anchors, такие как крепления Silicon CVC, крепления Hex-Alt (например, K-bars™, Half Hex™ и т.д.), такие как крепления, представленные, например, в документах US 6393789 (Lanclos) и US D393588 (Tuthill). Множество различных огнеупорных креплений поставляет компания Hanlock-Causeway Company of Tulsa, OK and Houston, TX. Также можно применять износостойкие крепления, такие как Hanlock, Flexmesh™, Tabs, hex cells, S-Anchor™ и крепления с полугексагональными ячейками, привариваемые с помощью пистолета для приваривания шпилек. Типичные системы крепления обычно приваривают точечной сваркой или приваренными шпильками к нижележащей металлической поверхности перед нанесением облицовки. Крепления должны быть приварены непосредственно к поверхности (которая может иметь или не иметь покрытие) коксового барабана, или, в качестве альтернативы, для большей эффективности монтажа может быть применена технология приваривания шпилек. Такие огнеупорные крепления обычно достигают непосредственно поверхности огнеупорной облицовки. Описание технологий огнеупорной облицовки, включая огнеупорные материалы и системы крепления, может быть найдено в публикации "Refractories Handbook", Charles Schacht (Ed), CRC Press Content, August 2004, ISBN 9780824756543, в которой описаны огнеупорные материалы, системы и технологии нанесения, которые можно применять для получения огнеупорных облицовок в коксовых барабанах.
Огнеупорный материал обычно устанавливают с помощью ручной закладки, трамбовки или набивки затвердевающей на воздухе огнеупорной смеси на требуемое место в системе крепления, прикрепленной к обечайке барабана. Огнеупорные набивные смеси обычно содержат пластичную глину, смешанную в нужной пропорции с водой (обычно 2-5 процентов). Обычно их поставляют во влажной гранулированной форме, готовой для установки с помощью ручной закладки или с применением пневматической трамбовки. Смесь, содержащая огнеупорные минералы и глину, также может включать органические пластификаторы для облегчения нанесения. Как указано выше, подходящие смеси могут быть выбраны после консультации с поставщиками огнеупорных материалов, когда определены конкретный участок и режимы эксплуатации. Типичные коммерчески доступные набивные смеси включают набивные продукты Rescobond AA-22S™, Actchem™ 75, Actchem™ 85 и ONEX™. Как указано выше, конкретный огнеупорный материал может быть выбран на основании опыта с учетом соответствующих технических условий эксплуатации.
В альтернативном воплощении изобретения тепловой барьер 23, изображенный на Фиг. 2, представляет собой сам кокс. В течение цикла коксования в системе 22 крепления образуется кокс, который остается в ней и изолирует барабан при проведении фазы быстрого охлаждения / заполнения, образуя тепловой барьер 23. Несмотря на то, что весь кокс или часть кокса удаляют способом резки водными струями высокого давления при проведении фазы удаления кокса, количество кокса снова пополняется к началу следующего цикла быстрого охлаждения / заполнения. В этом воплощении изобретения кокс выполняет такую же функцию, как и описанный выше огнеупорный материал.
На Фиг. 3 представлено другое воплощение внутренней облицовки согласно настоящему изобретению. Крепежные шпильки 32 присоединены к внутренней поверхности на границе 31 давления. Защитные пластины 34 присоединены к крепежным шпилькам 32 таким образом, чтобы образовывать воздушный зазор. Указанный воздушный зазор заполняется коксом, который образует in situ тепловой барьер 33. В этом воплощении термические напряжения, возникающие при проведении цикла коксования / удаления кокса, рассеиваются через защитные пластины 34 и тепловой барьер 33, а не через границу 31 давления.
Настоящее изобретение предоставляет потенциальные преимущества при решении следующих проблем:
1. Изобретение позволяет минимизировать и потенциально подавить термическую усталость в обечайках коксовых барабанов, вызываемую временным термическим напряжением, возникающим при выполнении стадий быстрого охлаждения / заполнения и разогрева в цикле удаления кокса / коксования при обычной работе установок замедленного коксования. Для подтверждения изолирующего действия огнеупорного материала в течение этих кратковременных событий и снижения (по меньшей мере на один порядок величины) термического напряжения в нижележащей стали был проведен анализ методом конечных элементов.
2. Изобретение позволяет минимизировать или подавить растрескивание в области соединения опорного пояса с обечайкой за счет снижения термического напряжения, вызванного временной разностью температур между конусом/обечайкой коксового барабана и его опорным поясом при проведении коксования и охлаждения при удалении кокса.
3. Для более полного использования преимуществ от снижения напряжений в области соединения обечайки с опорным поясом можно рассмотреть пользу от выборочного удаления внешней изоляции в этой области и оптимизации конструкции соединения обечайки с опорным поясом.
4. Применение облицовки, нанесенной на внутреннюю поверхность барабана, позволит при работе сократить продолжительность цикла удаления кокса за счет сниженной продолжительности разогрева барабана и/или стадий быстрого охлаждения / заполнения.
5. Из-за снижения продолжительности цикла имеются существенные стимулы для установок с ограничениями, обусловленными барабаном (т.е. для установок, рабочие режимы которых установлены таким образом, чтобы минимизировать термическое напряжение в барабане).
6. Если конструкция оказывается эффективной для обеспечения изоляционных характеристик, достаточных для удовлетворения требований при эксплуатации, то можно рассмотреть удаление внешней изоляции, что может привести к экономии капитальных затрат и повышения эффективности проверок в будущем.
7. Применение внутренней облицовки, нанесенной на внутреннюю поверхность коксового барабана, позволяет устранить потребность во внутреннем покрытии 410S, которое обычно используют для защиты от высокотемпературного сульфидирования, что, соответственно, может привести к экономии капитальных затрат. Отсутствие покрытия 410S в исходной конструкции также облегчит текущий ремонт коксовых барабанов в том случае, если усталостное растрескивание все же произойдет.
8. Вероятно, свойства огнеупорного материала могут улучшаться в течение его использования, благодаря упрочняющему эффекту, обеспечиваемому насыщением коксом. Термические свойства огнеупорного материала, насыщенного коксом, ухудшаются лишь незначительно.
9. Воплощения, включающие огнеупорную облицовку, потенциально могут снизить или устранить локальную эрозию, вызываемую резкой водными струями высокого давления.
Способ гидрообработки в кислой среде для производства дизельного топлива
Покрытие со сверхнизким трением для бурильных колонн в сборе
Обработка посредством гидроочистки и депарафинизации для улучшения температуры замерзания топлива для реактивных двигателей
Способ получения высокооктанового бензина с пониженным содержанием бензола путем алкилирования бензола при высокой конверсии бензола
Реактор с циркулирующим псевдоожиженным слоем с улучшенной циркуляцией
Способ и устройство для повышения в реальном времени эффективности работы трубопровода для транспортировки текучей среды
Устройства с покрытием для эксплуатации нефтяной и газовой скважины
Отпарная секция установки коксования в псевдоожиженных условиях
Гидрообработка сырья с интервалом температур кипения газойля
Пористые кристаллические материалы, их синтез и применение

