Результат интеллектуальной деятельности: МНОГОСЛОЙНАЯ ПЛЕНКА И ПЛЕНОЧНАЯ УПАКОВКА, ВЫПОЛНЕННАЯ С ВОЗМОЖНОСТЬЮ ПОВТОРНОГО ЗАКРЫВАНИЯ
Вид РИД
Изобретение
Перекрестная ссылка на родственную заявку
Настоящая заявка испрашивает преимущество предварительной заявки на патент США №62/116,813, поданной 16 февраля 2015 г., и предварительной заявки на патент США №62/195,059, поданной 21 июля 2015 г., описание обеих из которых включено в настоящий документ путем ссылки.
Область техники
В настоящем документе описана многослойная пленка, а также изготовленная из такой многослойной пленки упаковка, а более конкретно многослойная пленка, имеющая выполненный с возможностью повторного закрывания открывающий элемент.
Уровень техники
Выполненные с возможностью повторного закрывания пленочные упаковки могут содержать двухслойный ламинат с внутренними и наружными штампованными надрезами, определяющими выполненный с возможностью повторного закрывания клапан и запечатывающую закраину. В таких упаковках два слоя обычно соединены вместе с использованием множества клеев или матирующих веществ на стадиях печати, нанесения покрытия или ламинирования, или же на упаковку наносят этикетку с контактным клеем. Впоследствии эти клеи или этикетки вырезают в соответствии с предварительно разработанной формой или особым образом так, чтобы способствовать созданию запечатывающего клапана в упаковке. Использование множества клеев, матирующих веществ или этикеток, а также стадии ламинирования или нанесения этикетки приводят к особым требованиям и ограничениям, которые могут повышать себестоимость и усложнять производственный процесс.
В другом типе упаковки используют слой контактного клея и применяют традиционные паяные швы для обеспечения повторно закрываемого элемента упаковки. Таким образом, потребитель может оттягивать паяный шов, что может приводить к надлому формирующей упаковку пленки с раскрытием контактного клея в области паяного шва. Затем потребитель может прижимать пленку обратно для повторного закрывания упаковки. Однако для первоначального надлома пленки при открывании может требоваться значительное усилие, что может усложнять для потребителя использование и контроль.
Сущность изобретения
В настоящем документе описана многослойная пленка для формирования упаковки и пленочная упаковка, сформированная из многослойной пленки, которые содержат запечатывающие материалы на другой плоскости или слое пленки, а не между листами, составляющими пленку. При этой конфигурации между листами пленки необходимо применять клей только одного типа, а не двойные рисунки упаковки, в которых в одном слое между листами пленки используется как перманентный клей, так и многоразовый клей. Это дает преимущество, которое заключается в возможности предотвращать связанные с этим дополнительные расходы и сложности. Более того, данный подход позволяет избежать использования отдельных этикеток для повторного закрывания.
Многослойная пленка, подходящая в соответствии с настоящим документом, содержит: наружную часть пленки, включающую внедренный липкий слой, и внутреннюю часть пленки. По меньшей мере часть пленки может быть сформирована посредством одностадийной многослойной соэкструзии, что позволяет предотвращать расходы и избегать дополнительных стадий процесса ламинирования. Кроме того, внедренный липкий слой может отличаться от обычных контактных клеев. Открывающий элемент, сформированный в многослойной пленке, содержит клапан, выполненный так, чтобы пользователь мог манипулировать им для создания отверстия в многослойной пленке. Клапан содержит верхнюю часть, по меньшей мере частично определяемую наружным надрезом, проходящим по меньшей мере частично через наружную часть пленки, и нижнюю часть, определяемую внутренним надрезом, проходящим по меньшей мере частично через внутреннюю часть пленки. Эти надрезы позволяют потребителю легко открывать упаковку с меньшим усилием, чем то, которое требуется для надлома паяного шва в упаковках предшествующего уровня техники.
В одной форме наружный лист пленки содержит верхний слой пленки, липкий слой и нижний слой пленки; внутренняя часть пленки представляет собой внутренний лист пленки; а перманентный клеевой слой размещен между наружным и внутренним листами пленки и склеивает их. Например, липкий слой может представлять собой липкую прослойку, инкапсулированную между верхним слоем пленки и нижним слоем пленки. В этой форме наружный надрез может проходить через верхний слой пленки в средний липкий слой, а внутренний надрез может проходить через внутренний лист пленки, перманентный клеевой слой и по меньшей мере части нижнего слоя пленки.
Наружный надрез может содержать язычковую часть, плечевые части и боковые части, проходящие продольно от концов плечевых частей. Кроме того, перманентный клеевой слой может иметь отверстие, выровненное с по меньшей мере частью язычковой части наружного надреза так, чтобы потребитель мог бы легко захватывать язычковую часть. Более того, наружный лист пленки может быть прозрачным или полупрозрачным, а перманентный клей перманентного клеевого слоя может содержать краску, видимую через наружный лист пленки. Внутренний надрез может содержать передний край, задний край и проходящие между ними боковые края, определяющие отверстие в ламинате.
Открывающий элемент может дополнительно обеспечивать легкое контролируемое открывание, и повторное запечатывание посредством комбинации надрезов, проходящих частично через ламинат, и нанесение перманентного клея в перманентном клеевом слое.
В соответствии с одним подходом внутренний надрез дополнительно содержит насечки, проходящие назад и наружу от его переднего края, которые выровнены с язычковой частью наружного надреза. При такой конфигурации насечки направляют неконтролируемый надрыв к боковым краям внутреннего надреза так, что остальная часть надрыва распространяется так, как необходимо.
В соответствии с другим подходом открывающий элемент может содержать передний надрез, проходящий через по меньшей мере одно из внутреннего листа пленки, перманентного клеевого слоя и нижнего слоя пленки. Передний надрез может быть размещен спереди переднего края и выровнен между плечевыми частями наружного надреза. При этом перманентный клеевой слой может содержать отверстие, выровненное с передней частью язычковой части, так что перманентный клей перманентного клеевого слоя окружает передний надрез.
В соответствии с еще одним подходом открывающий элемент может дополнительно содержать средний язычковый надрез, проходящий через нижний слой пленки, выровненный с язычковой частью наружного надреза. Средний язычковый надрез может дополнительно отстоять от переднего края внутреннего надреза. Кроме того, передний край внутреннего надреза в нижнем слое пленки может содержать разрыв, выровненный сзади язычковой части наружного надреза. Далее, перманентный клеевой слой может содержать отверстие, выровненное с язычковой частью наружного надреза и проходящее назад, чтобы он отстоял от переднего края внутреннего надреза.
В другой форме упаковка сформирована из соэкструзионной пленки, имеющей наружную часть пленки, которая может включать один или более слоев, внутреннюю часть пленки, которая может включать один или более слоев, и липкий слой, инкапсулированный или размещенный между ними. Открывающий элемент, сформированный в этой многослойной пленке, содержит клапан с верхней частью, по меньшей мере частично определяемой наружным надрезом, который проходит по меньшей мере частично через наружный слой пленки, и нижней частью, по меньшей мере частично определяемой внутренним надрезом, который проходит по меньшей мере частично через внутренний слой пленки. Внутренняя часть пленки может содержать отделительный слой, выполненный специально с возможностью взаимодействия с липким слоем для обеспечения требуемого усилия отделения и функции повторного запечатывания. Более того, наружная часть пленки может содержать наружный слой пленки, размещенный на противоположной стороне липкого слоя относительно отделительного слоя, выполненного с возможностью перманентного приклеивания к липкому слою для обеспечения разделения между липким слоем и отделительным слоем во время открывания пленки.
Кроме того, в настоящем документе также описана упаковка, сформированная из многослойной пленки, содержащей любое из вышеописанного. Упаковка может быть сформирована с использованием любого подходящего способа для окружения внутренней части упаковки, которая может необязательно содержать пищевой продукт, такой как печенье или бисквиты, который может необязательно находиться в лотке для поддержания в нем пищевых продуктов, для получения доступа через отверстие, обеспечиваемое открывающим элементом, описанным выше. Другие подходящие варианты применения описанных в настоящем документе упаковок могут включать упаковки для предметов личной гигиены, фармацевтических препаратов, для сельскохозяйственной и электронной отраслей.
Также описана многослойная пленка, полученная путем одностадийной соэкструзии, имеющая два смежных слоя, которые можно отделять друг от друга с предопределенной отрывной прочностью как при первоначальном отделении, так и после открывания и повторного закрывания. Разделение этих двух смежных слоев для повторного закрывания упаковки имеет преимущество, которое заключается в том, что оно не ограничено областями паяных швов и вместо этого может распространяться на любую требуемую часть пленки. Это позволяет открывающему элементу иметь любой требуемый дизайн, рисунок или форму, которая задается линиями штамповки или биговки. Как описано в настоящем документе, два смежных слоя могут представлять собой липкий слой термопластичного материала, эластомерный материал или их смеси, а смежный отделительный слой - полиамидный материал или его смеси. Липкий слой и отделительный слой обладают преимуществом в виде сродства друг к другу, так что для разделения слоев требуется усилие отделения, которое может обеспечить обычный потребитель, но которое также обеспечивает повторное закрывание и запечатывание. Соэкструзионная многослойная пленка может дополнительно содержать третий слой, размещенный на противоположной стороне липкого слоя так, что липкий слой находится между отделительным слоем и третьим слоем. Третий слой может быть перманентно прикреплен к липкому слою так, что липкий слой отделяется от отделительного слоя и остается прикрепленным к третьему слою при отделении потребителем.
Описана гибкая упаковка, созданная с использованием многослойной соэкструзионной пленочной структуры, имеющей инкапсулированный липкий слой, например, из экструдируемого термопластика и/или эластомеров и отделительный слой, смежный с инкапсулированным липким слоем. Открывающий элемент в пленочной структуре содержит смещенные внутренние и наружные линии биговки, которые образуют клапан, выполненный с возможностью оттягивания пользователем. Внутренняя линия биговки определяет отверстие во внутреннюю часть упаковки, которое раскрывается при оттягивании клапана. Смещение между внутренними и наружными линиями биговки определяет запечатывающий край, где инкапсулированный липкий слой выполнен с возможностью отделения от отделительного слоя вдоль запечатывающего края, когда клапан оттягивают.
В соответствии с одним подходом обеспечена многослойная гибкая соэкструзионная пленка, содержащая отделяемый и повторно запечатываемый липкий инкапсулированный термопластичный и/или эластомерный слой, который можно ориентировать на раме в процессе растягивания и ориентирования. В соответствии с другим подходом многослойную гибкую соэкструзионную пленку, имеющую внедренный или инкапсулированный липкий слой, можно получать любым подходящим способом преобразования пленки, в том числе, например, получения пленки, отлитой из раствора, получения пленки экструзией с раздувом (обычным раздувом, двойным раздувом, тройным раздувом, с закалкой в воде), машинной ориентации, двухосной ориентации, экструзионного покрытия. Таким образом, многослойную пленку можно использовать независимо для применения в упаковке для пищевых продуктов, или же ее можно ламинировать посредством проклеивания для применения в конечной упаковке для пищевых продуктов. В одной форме многослойная пленка может представлять собой ламинат, полученный посредством проклеивания к двухосно-ориентированному полипропилену или полиэтилентерефталату с печатью на оборотной стороне, включая, например, металлизированный, с покрытием из поливинилиденхлорида, с покрытием из оксида алюминия, с покрытием из оксида кремния.
Краткое описание чертежей
На ФИГ. 1А представлен вид сверху в перспективе пленочной упаковки, имеющей открывающий элемент, который содержит клапан, выполненный с возможностью оттягивания.
На ФИГ. 1В представлен вид сверху в перспективе альтернативной пленочной упаковки, имеющей два открывающих элемента, оба из которых содержат клапаны, выполненные с возможностью оттягивания.
На ФИГ. 1С представлен вид сверху в перспективе альтернативной пленочной упаковки, имеющей два открывающих элемента, оба из которых содержат клапаны, выполненные с возможностью оттягивания.
На ФИГ. 1D представлен вид в перспективе альтернативной вертикальной пленочной упаковки, имеющей открывающий элемент на части ее передней стенки.
На ФИГ. 2 представлен вид сверху в перспективе пленочной упаковки, изображенной на ФИГ. 1А, на котором показан клапан открывающего элемента, оттягиваемого для открывания лотка и пищевых продуктов во внутренней части упаковки.
На ФИГ. 2А представлен вид сверху в перспективе альтернативной пленочной упаковки, имеющей открывающий элемент, который содержит клапан, выполненный с возможностью оттягивания и проходящий за концевой шов упаковки, на котором показано, что клапан оттянут для открывания лотка и пищевых продуктов во внутренней части упаковки.
На ФИГ. 3 представлен вид в перспективе в разрезе сегмента первого варианта осуществления верхней части упаковки, изображенной на ФИГ. 1А, на котором показан клапан открывающего элемента в открытой конфигурации.
На ФИГ. 3А представлен вид в перспективе в разрезе первого варианта осуществления сегмента пленки, имеющего открывающий элемент с клапаном, который проходит к паяному шву, и язычок открывающего элемента, который проходит за концевой шов, на котором клапан открывающего элемента показан в открытой конфигурации.
На ФИГ. 4 представлен вид в поперечном сечении сегмента верхней части упаковки, изображенной на ФИГ. 3, взятом вдоль линии 3-3, на котором показаны внутренние и наружные надрезы открывающего элемента в закрытой конфигурации.
На ФИГ. 5 представлен вид в поперечном сечении сегмента верхней части упаковки, изображенной на ФИГ. 3, на котором показаны разделенные внутренние и наружные надрезы в открытой конфигурации.
На ФИГ. 6 представлен вид сверху в горизонтальной проекции выреза в верхнем листе пленки, имеющем три слоя, перманентном клеевом слое и нижнем листе пленки, на котором подробно показан пример открывающего элемента.
На ФИГ. 7 представлен вид сверху в горизонтальной проекции выреза в верхнем листе пленки, имеющем три слоя, перманентном клеевом слое и нижнем листе пленки, на котором подробно показан второй пример открывающего элемента.
На ФИГ. 8 представлен вид сверху в горизонтальной проекции выреза в верхнем листе пленки, имеющем три слоя, перманентном клеевом слое и нижнем листе пленки, на котором подробно показан третий пример открывающего элемента.
На ФИГ. 9 представлен вид сверху в горизонтальной проекции выреза в верхнем листе пленки, имеющем три слоя, перманентном клеевом слое и нижнем листе пленки, на котором подробно показан четвертый пример открывающего элемента.
На ФИГ. 10 представлен вид в перспективе в разрезе сегмента второго варианта осуществления верхней части упаковки, изображенной на ФИГ. 1А, на котором показан клапан открывающего элемента в открытой конфигурации.
На ФИГ. 10А представлен вид в перспективе в разрезе второго варианта осуществления сегмента пленки, имеющей открывающий элемент с клапаном, который проходит к паяному шву, и язычок открывающего элемента, который проходит за концевой шов, на котором клапан открывающего элемента показан в открытой конфигурации.
На ФИГ. 11 представлен вид в поперечном сечении сегмента верхней части упаковки, изображенной на ФИГ. 10, взятом вдоль линии 11-11, на котором внутренние и наружные надрезы открывающего элемента показаны в закрытой конфигурации.
На ФИГ. 12 представлен вид в поперечном сечении сегмента верхней части упаковки, изображенной на ФИГ. 10, взятом вдоль линии 12-12, на котором показаны внутренние и наружные надрезы, разделенные в открытой конфигурации.
На ФИГ. 13 представлен вид в поперечном сечении нескольких примеров соэкструзионных, а также соэкструзионных и ламинированных пленочных структур.
На ФИГ. 14 представлен вид в поперечном сечении альтернативной пленки.
На ФИГ. 15 представлен вид в поперечном сечении альтернативной пленки, изображенной на ФИГ. 14, на котором открывающий элемент в пленке показан в открытой конфигурации.
На ФИГ. 16 представлен вид в перспективе гибкой пленочной упаковки, имеющей открывающий элемент.
На ФИГ. 17 представлен вид в перспективе гибкой пленочной упаковки, изображенной на ФИГ. 16, на котором открывающий элемент показан в частично открытой конфигурации.
На ФИГ. 18 представлен вид в перспективе гибкой пленочной упаковки, изображенной на ФИГ. 16, в конфигурации непрерывного горизонтально-поточного получения упаковки после формирования концевых швов.
На ФИГ. 19 представлен вид в перспективе упаковки, содержащей пленку, припаянную к основанию.
На ФИГ. 20 представлен вид в перспективе упаковки, изображенной на ФИГ. 19, на котором показана пленка, частично отделенная для обеспечения отверстия в основании.
На ФИГ. 21 представлен вид сверху в горизонтальной проекции упаковки, изображенной на ФИГ. 19.
На ФИГ. 22 представлен вид сбоку в поперечном сечении, на котором показана пленочная структура и основание упаковки, изображенной на ФИГ. 19, когда пленка отделена для открывания упаковки.
На ФИГ. 23 представлен вид в перспективе другой упаковки, содержащей пленку, припаянную к основанию.
На ФИГ. 24 представлен вид в перспективе упаковки, изображенной на ФИГ. 23, на котором показана пленка, частично отделенная для обеспечения отверстия в основании.
На ФИГ. 25 представлен вид сверху в горизонтальной проекции альтернативной конфигурации упаковки, изображенной на ФИГ. 23, на котором в углу пленки показан оттягиваемый язычок.
На ФИГ. 26 представлен вид в перспективе альтернативной конфигурации упаковки, изображенной на ФИГ. 23, на котором показан открывающий элемент в пленке с оттягиваемым язычком, проходящим за пределы паяного шва пленки к основанию.
Подробное описание
В настоящем документе описана пленочная упаковка, в которой используется пленка, имеющая липкий или связывающий слой или прослойку, которая может содержать материал, обеспечивающий клейкое или слегка клейкое ощущение, который размещен между слоями пленки, а также отделительный слой для избирательного отделения. При использовании в настоящем документе липкий или связывающий слой имеет избирательную липкость при комнатной температуре относительно смежного отделительного слоя, что означает, что липкий или связывающий слой демонстрирует избирательную липкость или связывание со смежным отделительным слоем и допускает многократное отделение и повторное запечатывание липкого или связывающего слоя при комнатной температуре относительно отделительного слоя для избирательного отделения, как более подробно описано в настоящем документе. Как также указано в настоящем документе, липкий или связывающий слой представляет собой слой, расположенный посередине или между двумя другими слоями, который приклеивается к связующему веществу другого слоя. Отделительный слой представляет собой слой, смежный с липким или связывающим слоем, который можно отслаивать от связывающего слоя, но который сохраняет достаточные характеристики клеевого связывания так, что он будет повторно запечатан со связывающим слоем, когда связывающий слой и отделительный слой повторно входят в контакт друг с другом. Посредством различных открывающих элементов, таких как те, которые описаны в настоящем документе, липкий слой выполнен с возможностью отслаивания от одного или обоих смежных слоев пленки для сохранения своей липкости, чтобы обеспечить возможности запечатывания при открывании и закрывании пленочных упаковок. Липкий слой может быть нанесен непрерывно по всей пленке и предпочтительно покрывает 100% слоя пленки, таким образом устраняя потребность в нанесении, покрытии или ламинировании многоразового клея в соответствии с конкретным рисунком. Кроме того, при такой конструкции пленка снабжена механизмом повторного закрывания без потребности в использовании отдельной клеевой этикетки или контактного клея.
Упаковка также снабжена соэкструзионной многослойной пленкой, причем два соэкструзионных слоя многослойной пленки разделены соэкструзионным центральным слоем. Многослойная пленка содержит отделяемый и повторно запечатываемый клапан, так что многослойную пленку можно отделить между двумя соэкструзионными слоями с соэкструзионным центральным слоем, прилипающим к одному или обоим из двух соэкструзионных слоев, и запечатать, вернув клапан так, чтобы соэкструзионный центральный слой удерживал два соэкструзионных слоя вместе. В соответствии с одним подходом отделение и запечатывание могут выполняться по меньшей мере 10 раз. В соответствии с дополнительным подходом отделение и запечатывание могут выполняться по меньшей мере 20 раз. В различных формах соэкструзионный центральный слой может представлять собой экструдируемый термопластик и/или эластомеры, такие как материалы липкого слоя, описанные в настоящем документе, а один из двух соэкструзионных слоев может представлять собой полиамидный материал. В соответствии с одним подходом или вариантом осуществления упаковка содержит соэкструзионную часть, причем слои части могут отслаиваться без повреждения слоев. Часть содержит линии биговки, так что, когда часть отделяют вдоль линий биговки, в упаковке создается отверстие, открывающее доступ к содержимому, отслоенные слои имеют достаточную остаточную адгезию друг с другом, так что, когда отделенные части возвращаются на свои исходные места, упаковка запечатывается. В соответствии с другим подходом все слои пленки, ламината или упаковки, описанные в настоящем документе, могут иметь одинаковую протяженность. Слои пленки, ламината или упаковки могут быть соэкструдированы за одну операцию или же могут быть соэкструдированы в рамках отдельных операций экструзии, а затем ламинированы или собраны вместе.
Липкий слой может быть инкапсулирован или внедрен между смежными слоями пленки, так что липкий слой будет иметь одинаковую протяженность со смежными слоями пленки и будет раскрываться при первом открывании упаковки, таким образом запечатывая упаковку. В одном примере формы липкий слой представляет собой смолу на основе полибутена. Несомненно, также могут применяться и другие липкие смолы или натуральные склеивающие материалы, такие как сополимер полипропилена и полиэтилена, пластомеры и эластомеры или их смеси. В соответствии с некоторыми подходами липкий слой может представлять собой смеси полибутеновых смол и олефиновых эластомеров, а отделительный слой может представлять собой смолы на основе полиамида. При этом липкий слой может прилипать или приклеиваться к смежным слоям пленки, так что упаковку можно легко и многократно запечатывать и повторно открывать. Более конкретно, для открывания упаковки лист пленки может быть внутри разделен между липким слоем и отделительным слоем с применением надрезов или других линий надрыва, таких как продавленные линии, перфорированные линии или т.п., раскрывая липкий слой в требуемых областях для запечатывания. Кроме того, в настоящем документе описаны альтернативные конфигурации точного штампования, которые не только обеспечивают запечатывание упаковки, но и обеспечивают легкое открывание и требуемое распространение надрыва.
Описанные в настоящем документе пленки и упаковки могут дополнительно содержать отделительный слой рядом с липким слоем в соэкструзионной многослойной структуре. Отделительный слой имеет преимущество, которое заключается в том, что он имеет достаточное сродство с липким слоем, чтобы их можно было соэкструдировать в виде одной многослойной пленки, но сродство достаточно низкое, чтобы отделительный слой можно было оттянуть или легко отделить от липкого слоя в требуемых местах без нежелательной отрывной прочности, например, с применением обычных усилий, прилагаемых руками человека для открывания упаковки с оттягиваемым язычком, предназначенным для упаковки. Это тонкое равновесие требуемого сродства между отделительным слоем и липким слоем с сохранением удовлетворительного усилия отделения, как описано в настоящем документе, включает использование смолы полярного полимера, такого как полиамид или смесь полиамида или других полярных полимеров, включая, без ограничений, полистирол, сложный полиэфир, полиметилметакрилат, поликарбонат, поликапролактон, полимолочную кислоту, полигидроксиалканоат и их сополимеры или смеси.
Описанные в настоящем документе пленки и упаковки также могут содержать наружный слой на противоположной стороне липкого слоя относительно отделительного слоя, так что липкий слой будет размещен между наружным слоем и отделительным слоем. Наружный слой может быть перманентно приклеен к липкому слою, так что наружный слой и липкий слой невозможно отделить без повреждения пленочной структуры. При этом разделение пленки при необходимости относится к отделению отделительного слоя и липкого слоя.
Описанные в настоящем документе липкий слой и внутренний отделительный слой в одной форме могут быть разделены предварительно вырезанным оттягиваемым язычком или частью так, что липкий слой и отделительный слой можно открывать и запечатывать более 10 раз, а в другой форме - более 20 раз.
В первой форме многослойная пленка может представлять собой ламинированную пленку. В этой форме липкий слой обеспечивает возможности запечатывания на другой плоскости или слое ламината многослойной пленки, чем между листами пленки, ламинированными вместе. В процессе ламинирования перманентный клей может применяться для соединения вместе двух или более листов пленки с формированием многослойной пленки, а один из листов пленки в ламинате может содержать липкий слой. Во второй форме многослойная пленка может представлять собой соэкструзионную пленку, которая может быть преимущественно получена в рамках одностадийного процесса соэкструзии. Соэкструзия создает многослойную пленку со встроенным липким слоем за одну стадию, а не в рамках многостадийного процесса создания ламинатов, который включает в себя нанесение клея на листы пленки. Соэкструзионная многослойная пленка сама по себе может применяться для формирования упаковки или может быть приламинирована к одному или более дополнительным листам или слоям пленки, оба из которых описаны в настоящем документе.
Упаковка, сформированная из такой многослойной пленки, может содержать линии надрыва, которые проходят через части пленки для создания в ней открывающего элемента. В соответствии с одним подходом открывающий элемент может представлять собой клапан или другой элемент захвата в пленке или упаковке. Линии надрыва могут проходить через верхнюю часть пленки, через нижнюю часть пленки или их комбинации и могут быть выполнены с возможностью направления надрывов и/или отрывных частей пленки в процессе открывания, таким образом отслаивая липкий слой во время открывания. В форме, в которой используется ламинат, линии надрыва могут также проходить через перманентный клеевой слой. В соответствии с одним подходом линии надрыва могут использовать перманентный клей во время отрывания, так что первоначальное открывание упаковки требует разрыва или отслаивания части перманентного клея, таким образом обеспечивая тактильную индикацию первоначального открывания или элемент, указывающий на нарушение целостности и/или начало отслаивания липкого слоя. Кроме того, перманентный клеевой слой может иметь матированную часть или часть с рисунком, так чтобы потребитель мог легко захватывать часть для захвата.
На ФИГ. 1А, 1В, 1С и 1D показана пленочная упаковка 10, сконструированная из многослойной пленки 12, имеющей эти свойства. Пленочная упаковка 10 может быть сконструирована с использованием стандартного процесса «флоу-пак», который включает в себя создание переднего и заднего поперечных концевых швов 14, 16 и продольного шва, соединяющего края материала (не показан), проходящего между ними и по противоположной относительно открывающего элемента стороне упаковки. В показанной форме упаковка 10 по существу имеет форму коробки с частью 22 верхней стенки, частями 23 боковых стенок и частью 18 нижней стенки. При необходимости внутренняя структура упаковки 10 может обеспечиваться самим по себе необязательным лотком 25 или содержимым упаковки 10. Открывающий элемент 20 размещен в части 22 верхней стенки упаковки 10, что позволяет потребителю открывать и многократно запечатывать упаковку 10 в процессе последовательного использования. Несомненно, как показано на ФИГ. 1В и 1С, упаковка 10 может включать в себя два или более открывающих элемента 20, при необходимости размещенных вокруг верхней части, боковых частей или нижней части упаковки 10 или перекрывающих их, в том числе проходящих поперечно, как показано на ФИГ. 1В, или продольно, как показано на ФИГ. 1С. Кроме того, как показано на ФИГ. 1D, упаковка 10 может быть выполнена с возможностью расположения на одном из своих торцов в вертикальной ориентации. При этом открывающий элемент 20 размещен в части передней стенки, а не в части 22 верхней стенки.
Открывающий элемент 20 содержит клапан 24 верхней стенки 22, который можно отделить и частично оттянуть от остальной части 26 верхний стенки 22 для открывания отверстия 28 во внутреннюю часть 30 упаковки 10. Клапан 24 может содержать язычок 32 для захвата, который выступает от основной части 34 клапана к переднему концевому шву 14. Язычок 32 выполнен с возможностью обеспечивать для потребителя удобную поверхность захвата для открывания упаковки 10. Как показано, язычок 32 содержит переднюю изогнутую часть 33 и по существу параллельные продольные стороны 35. Дополнительно, как показано на ФИГ. 1С, открывающий элемент 20 может проходить от части 22 верхней стенки к концевому шву 14, при этом язычок 32 выступает за концевой шов 14. В этой конфигурации пользователь будет захватывать язычок 32 и оттягивать клапан 24 по существу от верхней стенки 22, разрушая концевой шов 14 и открывая упаковку, как описано выше. Кроме того, варианты осуществления открывающих элементов, проходящих за концевой шов, показаны на ФИГ. 3А и 10А.
В показанной форме упаковка имеет по существу форму коробки с по существу прямоугольным поперечным сечением. Несомненно, могут применяться и другие формы упаковки, такие как другие многоугольные формы, такие как треугольные, прямоугольные, квадратные, пятиугольные и т.д., изогнутые формы, такие как круглая, овальная и т.д., изогнутые формы, такие как рельсовидная и т.д., или их комбинации. Кроме того, форма упаковки может по существу определяться лотком 25 и/или размещенным в нем содержимым.
В одной форме пленка 12 может представлять собой ламинат 13. На ФИГ. 2-4 показан вид в поперечном сечении примера ламината 13. Как показано, ламинат 12 содержит наружный и внутренний листы 36, 38 пленки, соединенные вместе перманентным клеевым слоем 40, размещенным между ними. Для целей запечатывания наружный лист 36 имеет многослойную конструкцию, включающую липкий или связывающий слой или прослойку 44, которая может быть создана в рамках подходящего процесса экструзии пленки, как описано. Этот процесс получения пленки может представлять собой экструзию с раздувом (процесс одинарного, двойного или тройного раздува), получение пленки, отлитой из раствора, одноосное или двухосное растягивание пленки (с одновременным или последовательным растягиванием), а конечный материал также может быть металлизирован, покрыт или обработан другим способом для придания дополнительной функциональности. В показанной форме наружный лист 36 имеет верхний слой 42 пленки, липкий слой 44 и нижний слой 46 пленки. Несомненно, при желании или при наличии потребности, определяемой конкретным вариантом применения, могут также применяться дополнительные слои. Внутренний лист 38 может представлять собой двухосно-ориентированный полипропилен, полиэтилентерефталат, полиэтилен, полимолочную кислоту, полигидроксиалканоат и смеси этих полимеров, металлизированные или покрытые варианты таких пленок или фактически любую другую экструзионную многослойную или однослойную пленку. Для создания ламината 12 внутренний лист 38 может быть отпечатан и ламинирован посредством проклеивания к наружному листу 36 по стандартному процессу ламинирования или другому подходящему процессу. Каждый слой пленки или комбинированных слоев может иметь толщину по меньшей мере 5 мкм, 10 мкм, 15 мкм, 20 мкм, 25 мкм, 30 мкм, 50 мкм или 100 мкм. Каждый слой пленки или комбинированных слоев может иметь толщину не более чем 750 мкм, 500 мкм, 400 мкм, 300 мкм или 250 мкм. Предпочтительный диапазон толщины комбинированных слоев составляет 10 мкм-250 мкм или 20 мкм-200 мкм.
Как показано, липкий слой 44 инкапсулирован или внедрен между верхним и нижним слоями 42, 46 пленки. При этом липкий слой может быть связан с верхним и нижним слоями 42, 46 пленки таким образом, что упаковку 10 можно легко и многократно запечатывать и повторно открывать. Для этого липкий слой 44 имеет более сильную связь с верхним слоем 42 пленки, чем с нижним слоем 46. Наружный и внутренний листы 36, 38 пленки показаны с 3 слоями и 1 слоем соответственно, но следует понимать, что любой из слоев сам по себе может быть ламинатом с многослойной конструкцией. Более конкретно, многослойная пленка с внедренным липким слоем может быть ламинирована посредством клеевого, экструзионного или тандемного ламинирования или посредством экструзии покрыта другими пленками с формированием комплексной пленки. Кроме того, хотя на фигурах разрез показан перпендикулярным, направленные под углом разрывы или надломы в липкой смоле также позволяют обеспечивать надежное запечатывание. Более того, упаковку можно запечатывать независимо от того, находится ли липкая смола полностью на клапане 24, полностью на нижнем слое 46 пленки или частично на обоих, например, когда при открывании липкая смола 44 упаковки 10 сама по себе надламывается.
Как описано по существу и показано на ФИГ. 2-4, в открывающем элементе 20 для повторного закрывания упаковки применяется липкий слой 44. При оттягивании клапана 24 по существу от верхней стенки 22 происходит разрыв или разделение надрезов в наружном листе 36 и внутреннем листе 38 с раскрытием отверстия 28, а также запечатывающей закраины 47 среднего липкого слоя 44 и запечатывающей закраины 49 нижнего слоя 46 пленки. Запечатывающие закраины 47, 49 созданы надрезами в верхнем слое 42 пленки верхнего листа и в среднем липком слое 44, которые по размерам больше надрезов во внутреннем листе 38, перманентном клеевом слое 40 и нижнем слое 46 пленки, как более подробно описано ниже. В качестве не имеющего ограничительного характера примера, чтобы обеспечивать удовлетворительное запечатывание в процессе использования, запечатывающие закраины 47, 49 могут иметь ширину от приблизительно 5 мм до приблизительно 40 мм, более конкретно от приблизительно 10 мм до приблизительно 15 мм, а более конкретно от приблизительно 12 до приблизительно 13 мм. Несомненно, по требованию или при необходимости в конкретных вариантах применения также могут применяться другие размеры и габариты. Например, в относительно небольшой упаковке запечатывающая закраина может составлять приблизительно 5 мм, а в более крупной упаковке запечатывающая закраина может составлять приблизительно 10-15 мм. При такой конфигурации потребителю предоставляется удобная повторно запечатываемая упаковка без потребности в размещении множества клеев в виде рисунков на одной и той же плоскости или слое внутри ламината.
Открывающий элемент 20 определяется надрезами или другими линиями надрыва, сформированными путем штампования, с помощью лазеров или т.п. В показанных вариантах осуществления наружный надрез 48 проходит через верхний слой 42 пленки и средний липкий слой 44, создавая верхнюю часть клапана 24. Наружный надрез 48 содержит верхнюю язычковую часть 50, проходящие наружу плечевые части 52 и противоположные боковые части 54, которые идут продольно вниз по верхней стенке 22 упаковки к заднему концевому шву 16. При необходимости дистальные концы 55 боковых частей 54 могут иметь препятствующие разрыву элементы, такие как крючки или т.п. В других вариантах осуществления, таких как показанные на ФИГ. 1С и 3А, клапан 24 может проходить до концевого шва 14, а язычок 32 может проходить далее.
В других вариантах осуществления не требуется наружный надрез, например показанный наружный надрез. Например, язычковая часть 50 быть прорезана в верхнем слое 42 пленки, и при оттягивании язычок может взаимодействовать с надрезами, выполненными во внутренних и/или нижних слоях, таких как описанные ниже. При этой конфигурации верхний слой 42 пленки надрывается при открывании. В одной форме этот надрыв можно контролировать с применением пленки со свойствами направления надрыва.
На ФИГ. 6-9 показаны различные варианты осуществления надрезов, выполненных в нижнем слое 46 пленки, перманентном клеевом слое 40 и внутреннем листе 38. В первой форме внутренний лист 38 содержит внутренний надрез 56, имеющий передний край 58, задний край 60 и боковые края 62, определяющие отверстия 28 в упаковке 10 и создающие нижнюю часть клапана 24. В этой форме внутренний надрез 56 имеет прямоугольную форму с несколько скругленными краями, которые способствуют контролируемому распространению при открывании. Несомненно, в зависимости от формы упаковки также могут применяться и другие формы для конкретного содержимого упаковки или других требуемых эстетических характеристик. Например, нижний надрез может содержать криволинейные части, создающие закругленные концы и/или боковые стороны, утонченную часть или т.п.
Перманентный клеевой слой 40 содержит клеевой надрез 64, по существу идентичный внутреннему надрезу 56. Перманентный слой 40 формирует связь между слоями 46 и 38, которые не разделяются при оттягивании и открывании упаковки. Несмотря на то что клеевой слой 40 для наглядности показан в виде отдельного слоя, следует понимать, что его наносят на один или оба из листов 36, 38 пленки. В показанной форме клеевой надрез 64 содержит передний, задний и боковые края 58, 60, 62. В рамках одного подхода нижний и клеевой надрезы 56, 64 выполнены в ламинате 12 одновременно любым подходящим способом, таким как лазерная резка или штампование. Как показано, перманентный клеевой слой 40 может быть нанесен в соответствии с рисунком, оставляющим открытую часть 66 в выравнивании с частью или всем язычком 32, что оставляет язычок неприклеенным для легкого захвата потребителем. Альтернативно на открытую часть 66 можно нанести зарегистрированное нейтрализующее клей вещество.
Нижний слой 46 пленки содержит средний надрез 68, который по большей части идентичен нижнему и клеевому надрезам 56, 64. При использовании в настоящем документе нижний слой 46 пленки можно также называть отделительным слоем. Более конкретно, задний и боковые края 60, 62 идентичны, а передний край 58 имеет другую конфигурацию в области, выровненной с язычком 32. В этой первой форме средний надрез 68 содержит среднюю язычковую часть 70, которая проходит от переднего края 58 для выравнивания с верхней язычковой частью 50, хотя и с более длинными сторонами 72, чем верхняя язычковая часть 50, которая проходит для соединения с имеющим меньшие размеры средним надрезом 68. В такой конфигурации, когда потребитель захватывает язычковую часть 32 и оттягивает его наружу и назад, он должен тянуть его так, чтобы преодолеть усилие части перманентного клея, склеивающего нижний слой 46 пленки между открытой язычковой частью 66 и передним краем 58. После разрыва этой части перманентного клея потребитель может продолжать тянуть клапан 24 назад, таким образом продолжая разрывать наружный и внутренний надрезы 48, 56 для открывания отверстия 28. Нижний слой 46 пленки может представлять собой полиамид. В соответствии с некоторыми подходами слой 46 может иметь толщину от приблизительно 0,5 до приблизительно 50 мкм, предпочтительно от приблизительно 0,5 до приблизительно 30 мкм, а более предпочтительно от приблизительно 0,5 до приблизительно 20 мкм.
В соответствии с одним подходом нижний слой пленки или отделительный слой 46 непосредственно контактирует с липким или связывающим слоем 44, как показано на ФИГ. 5 и 6. Нижний слой пленки или отделительный слой 46 содержит выбранный полимер или смесь, содержащую по меньшей мере одно из полиамидного полимера и их смеси со следующими структурами:


причем в первой структуре тип независимо представляют собой (могут быть одинаковыми или разными числами) целые числа от 4 до 64; во второй структуре m составляет 6, a n составляет 6 или 36 в зависимости от того, находятся ли они в жесткой или гибкой области полимера; и/или содержит ароматический полиамид, включающий одну или более из следующих структур:
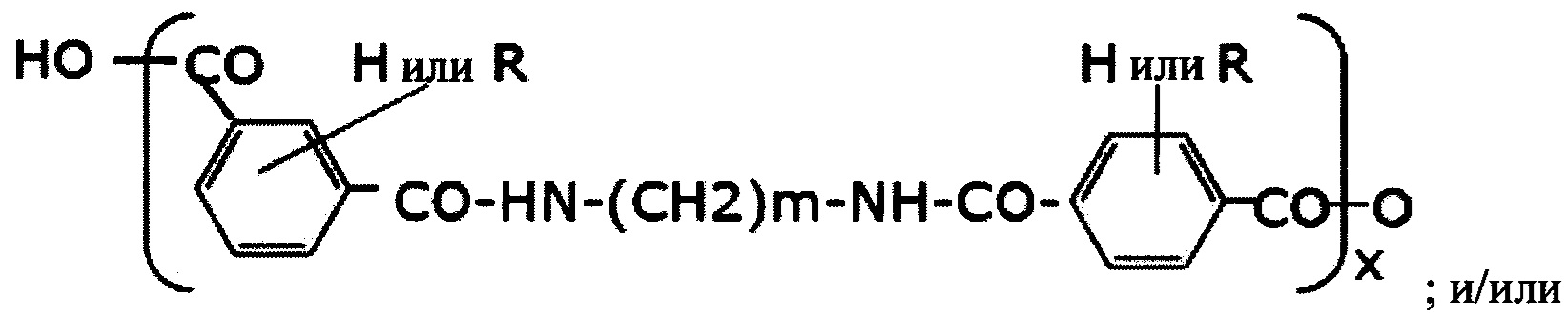

при этом m представляет собой целое число от 4 до 64, a R представляет собой алкильную группу на ароматическом кольце. В соответствии с одним подходом отделительный слой 46 может представлять собой термопластичный полиамидный эластомер, который является высокопроизводительным термопластичным эластомерным блок-сополимером на основе полиамида и простых полиэфиров, сложных полиэфиров или полиолефинов. Они могут содержать перемежающиеся жесткие и гибкие сегменты, соединенные амидными функциональными связями. В формулах выше предпочтительно каждый из х и у составляет более чем 1000, а в других подходах - более чем 2000.
Липкий слой 44 может представлять собой слой, сформированный из смол на основе полибутена-1, в соответствии с некоторыми подходами может представлять собой слой, сформированный из олефиновых эластомеров специального назначения, а в соответствии с дополнительными подходами - из смесей смол на основе полибутена-1 и олефиновых эластомеров. Несмотря на то что свойства липкости этих смол могут быть неизвестны, авторы обнаружили, что поверхностная энергия этих смол и/или смесей демонстрирует характеристики липкости и может приклеиваться к отделительным слоям, как описано в настоящем документе, с минимальным давлением, например, под весом разделенной пленки или под давлением пальца или руки в зависимости от композиции липкого слоя. Реализация и композиция как липкого слоя, так и отделительного слоя могут быть оптимизированы так, как описано в настоящем документе, для обеспечения надежных и удовлетворительных характеристик в процессе открывания, запечатывания и повторного открывания. Более того, описанные в настоящем документе смолы и смеси соответствуют европейским требованиям и требованиям Управления по надзору за качеством пищевых продуктов и лекарственных средств США для использования в вариантах применения в непосредственном контакте с пищей.
Смола полибутена-1 может представлять собой высокомолекулярную смолу с плотностью приблизительно 0,9 г/см3 и индексом текучести расплава (MFI) 3,0 г/10 мин при 190°С, 2,16 кг. В соответствии с некоторыми подходами слой 44 может иметь толщину от приблизительно 5 до приблизительно 50 мкм, предпочтительно от приблизительно 5 до приблизительно 30 мкм, а более предпочтительно от приблизительно 5 до приблизительно 20 мкм. В соответствии с некоторыми подходами смола полибутена-1 может представлять собой высокомолекулярные изотактические полукристаллические термопластичные полиолефины, получаемые посредством полимеризации бутена-1 и этилена и/или сомономеров пропилена.
Липкий или связывающий слой 44 также может представлять сбой смеси смол на основе полибутена-1 и других олефиновых эластомерных смол специального назначения. Предпочтительные смеси содержат от приблизительно 5 до приблизительно 95% смол на основе полибутена-1 и от приблизительно 95% до приблизительно 5% олефиновых смол. В соответствии с некоторыми подходами предпочтительные отношения полибутена-1 к олефиновому эластомеру могут составлять от приблизительно 5% до приблизительно 20% полибутена-1 до от приблизительно 95% до приблизительно 80% олефиновых эластомеров. Примеры олефиновых эластомеров специального назначения могут включать Vistamaxx производства компании ExxonMobil, Versify производства компании Dow Chemical, Catalloy производства компании LyondelBasell. В соответствии с некоторыми подходами липкий или связывающий слой может иметь индекс текучести расплава от приблизительно 1 до приблизительно 3,5 г/10 мин при 190°С/2,16 кг, а в соответствии с другими подходами - от приблизительно 1,4 до приблизительно 3 г/10 мин при 190°С/2,16 кг. В соответствии с другим подходом липкий или связывающий слой содержит по меньшей мере один из полибутилена, полиэтилена и полипропилена и их смесей и сополимеров.
В соответствии с одним подходом липкий слой 44 может содержать сополимеры на основе пропилена либо отдельно, либо в смеси с другими смолами. Эти сополимеры можно получать по технологии металлоценового катализатора. Сополимер на основе пропилена содержит полукристаллические сополимеры пропилена и этилена. Сополимеры могут иметь высокие уровни пропилена, например более чем 80% мас., с изотактической стереохимией. Сополимеры могут дополнительно иметь равномерную меж- и внутримолекулярную композицию и распределение кристалличности. Кристалличность может модулироваться этиленом с получением очень мягкого конечного продукта с эластичностью, отличающейся от других полиолефиновых полимеров, смесей или сплавов. Например, от приблизительно 5 до приблизительно 25% кристалличности имеет большую аморфную фракцию. Путем изменения количества сополимеров полиэтилена можно получать различные сорта этих сополимеров. Было установлено, что различные сорта, в том числе 7010FL, 6102FL, 3980FL, 3020FL, обеспечивают подходящую отрывную прочность и способность к запечатыванию, хотя и на различных уровнях.

Несмотря на то что ламинат, описанный со ссылкой на ФИГ. 6, может обеспечивать удовлетворительные результаты, показанные на ФИГ. 7-9 альтернативные ламинаты не имеют 74 добавленной длины сторон 72 средней язычковой части 68, так что надрезы, выровненные по всей толщине ламината 12, отсутствуют. Это гарантирует, что во время хранения, транспортировки и демонстрации пленочной упаковки 10 будет сохраняться герметичное запечатывание. Таким образом, каждая форма содержит альтернативную структурную деталь для обеспечения легкости открывания и требуемого распространения надрыва при открывании упаковки 10 в отсутствие боковых частей 74.
Во второй форме, показанной на ФИГ. 7, в дополнение к отсутствию частей 74 сторон средней язычковой части 70 открытая часть 66 перманентного клеевого слоя 40 является более крупной и проходит на дополнительное расстояние к переднему краю 58 клеевого надреза 64, оставляя относительно небольшую полосу перманентного клея 76, размещенную рядом с передним краем 58. Ширина полосы снижена для того, чтобы способствовать надрыву во время открывания, который минует или обходит эту область и распространяется правильно вдоль переднего, бокового и заднего краев 58, 62, 60, раскрывая запечатывающие закраины 47, 49. В одном не имеющем ограничительного характера примере ширина полосы может составлять от приблизительно 5 мм до приблизительно 40 мм, более конкретно от приблизительно 10 мм до приблизительно 15 мм и более конкретно от приблизительно 12 мм до приблизительно 13 мм для обеспечения удовлетворительного запечатывания в процессе использования. Несомненно, следует понимать, что конкретные варианты применения, содержимое и размеры упаковок могут требовать использования других размеров. Соответственно, ширина полосы может быть оптимизирована для каждого конкретного варианта применения.
Кроме того, передний край 58 в нижнем слое 46 пленки имеет разрыв в своей промежуточной части, который, как показано, выровнен с язычковой частью 70. Без сторон 72 средней язычковой части 68 надрыв, создаваемый потребителем при открывании, может распространяться неконтролируемо, создавая нежелательное отверстие. Чтобы избежать этого, открывающий элемент 20, как описано в этой второй форме, разрывает передний край 58 в нижнем слое пленки, чтобы избежать нежелательного распространения надрыва внутрь, а не наружу к боковым частям 62. Более того, часть перманентного клея между открытой язычковой частью 66 и передним краем 58 минимизирована, гарантируя при этом первоначальное герметичное запечатывание, что минимизирует усилие, которое необходимо приложить потребителю при открывании, и это дает потребителю лучший контроль над надрывом после разрывания этой части перманентного клея.
В третьей форме, показанной на ФИГ. 8, в дополнение к отсутствию частей 74 сторон 70 средний передний край 58 не разорван, так что он по существу идентичен нижнему и клеевому надрезам 56, 64. Более того, каждый из нижнего, клеевого и среднего надрезов 56, 64, 68 содержит насечки или небольшие надрезы 78, которые выступают внутрь от их переднего края 58. Более конкретно, насечки 78 проходят под углом по отношению к переднему краю 58 и направлены к соответствующим им боковым краям 62. Как показано, насечки 78 по существу продольно выровнены со сторонами 35 язычка 32. В такой конфигурации, если в процессе открывания надрыв не распространяется наружу правильно вдоль переднего края 58, насечки 78 направляют надрыв наружу для пересечения с боковыми краями 62, так что остальная часть надрыва распространяется правильно. Несмотря на то что насечки 78 показаны на нижнем слое 46 пленки, перманентном клеевом слое 40 и внутреннем листе 38, альтернативно могут использоваться отдельные насечки или комбинации по две из каждой.
В четвертой форме, показанной на ФИГ. 9, средняя язычковая часть 70 полностью отсутствует. Вместо этого, каждый из нижнего слоя 46 пленки, перманентного клеевого слоя 40 и внутреннего листа 38 содержит передний надрез 80, который отстоит вперед от переднего края 58 и идет по существу параллельно ему. В показанной форме передний надрез 80 по существу выровнен между плечевыми частями 52 наружного надреза 48 и предпочтительно имеет такие размеры, чтобы проходить по существу по всей длине между ними. Кроме того, открытая часть 66 перманентного клеевого слоя 40 меньше, так что перманентный клей окружает передний надрез 80. Это сохраняет герметичность запечатывания пленочной упаковки 10 и создает при открывании жесткий стопор, относительного которого должен тянуть потребитель. Передний надрез 80 создает точку разрыва, раскрывающую средний липкий слой 44 и, соответственно, запечатывающие закраины 47, 49 во время открывания, и направляет надрыв при открывании к внутреннему надрезу 56. Несмотря на то что передний надрез 80 показан на нижнем слое 46 пленки, перманентном клеевом слое 40 и внутреннем листе 38, альтернативно можно использовать отдельные надрезы или комбинации по два из каждого. В такой конфигурации потребитель может захватить язычковую часть 32 и для открывания упаковки 10 потянуть наружу и назад. При открывании потребитель должен сначала разорвать перманентный клей, размещенный спереди от переднего надреза 80. После разрывания этой части перманентного клея передний надрез 80 обеспечивает точку разрыва так, что после этого отверстие надрывается вдоль нижнего слоя 46 пленки, раскрывая липкий слой 44. Этот надрыв продолжается в направлении назад до пересечения с передним краем 58, при необходимости продолжая распространяться вдоль него.
В соответствии с дополнительным подходом наружный лист 36 может быть прозрачным или полупрозрачным, а перманентный клеевой слой 40 может содержать краску или другую печать/указания на нем. Таким образом, потребитель будет видеть перманентный клеевой слой 40 через наружный лист 36. Благодаря этому язычок 32 для захвата будет четко идентифицироваться вследствие наличия открытой части 66 перманентного клеевого слоя 40. Более того, внутренний лист 38 может быть непрозрачным, чтобы не допускать попадания света во внутреннюю часть 30 упаковки. Альтернативно печать на наружном листе 36 может осуществляться на поверхности, или может осуществляться печать на оборотной стороне.
Кроме того, открывающий элемент 20, как описано в настоящем документе, содержит элементы, указывающие на нарушение целостности вследствие разламывания перманентного клея при первоначальном открывании клапана, а также при совмещении клапана 24 во время запечатывания. Дополнительно описанный выше подход с использованием прозрачности или полупрозрачности может позволять потребителю четко видеть, что упаковку ранее открывали, поскольку во время открывания повреждается перманентный клей.
В другой форме пленка 12 может представлять собой соэкструзионную пленку. Как показано на ФИГ. 1А, 1В, 1С и 10-13, в упаковке 10 этой формы применяется соэкструзионная пленка 82. Как описано выше, при одностадийной соэкструзии получают пленку с по меньшей мере наружным слоем 84 пленки и внутренним слоем 86 пленки с липким слоем 44, инкапсулированным или размещенным между ними. Таким образом, липкий слой может приклеиваться или прилипать к наружному и/или внутреннему слоям 84,86 пленки таким образом, что упаковку 10 можно легко и многократно запечатывать и повторно открывать. В соответствии с одним подходом наружный слой 84 пленки постоянно склеен или скреплен с липким слоем 44, а внутренний слой 86 пленки представляет собой отделительный слой, выполненный с возможностью обеспечивать отделение от липкого слоя 44 и запечатывание с ним. Слои пленки могут быть получены любым из вышеописанных способов. Примеры поперечных сечений соэкструзионной пленки показаны на ФИГ. 11-13. В других вариантах осуществления, например в показанном на ФИГ. 10А, клапан 24 может проходить до концевого шва 14, а язычок 32 может проходить и дальше него.
«Традиционные» контактные клеи, как правило, основаны на акрилах, биоакрилате, бутилкаучуке, натуральном каучуке, силиконовом каучуке со специальными веществами для повышения липкости, стирольных блок-сополимерах (SBC), блок-сополимерах стирола и бутадиена с чередованием блоков (SBS), блок-сополимерах стирола, этилена/бутилена с чередованием блоков (SEBS), блок-сополимерах стирола и этилена/пропилена (SEP), стирол-изопрен-стирольных блок-сополимерах (SIS), винилэфирах, этиленвинилацетате (EVA) с высоким содержанием винилацетата и нитрилах. Эти традиционные контактные клеи могут быть изготовлены либо с жидким носителем, либо в 100% твердой форме. Изделия, такие как ленты и этикетки, изготовлены из жидких контактных клеев (PSA) путем нанесения клея на материал носителя и испарения органического растворителя или водного носителя, как правило, в устройстве для сушки горячим воздухом. Сухой клей можно дополнительно нагреть для стимулирования реакции структурообразования и повышения молекулярной массы. 100% твердый контактный клей может представлять собой полимеры с низкой вязкостью, на которые наносят покрытие, а затем подвергают воздействию излучения для повышения молекулярной массы и образования клея (контактного клея, отвержденного под действием излучения); или они могут представлять собой высоковязкие материалы, которые нагревают для снижения вязкости, достаточного для обеспечения покрытия, а затем охлаждают до их конечной формы (термоплавкий контактный клей (HMPSA)). В некоторых случаях традиционный контактный клей имеет запах вследствие наличия компонентов с более низкой молекулярной массой или неотвержденных компонентов, т.е. непрореагировавших мономеров, остающихся в отвержденных продуктах.
Преимущества соэкструзионной пленки, как описано в настоящем документе, заключаются в отсутствии запаха в готовой пленке в сравнении с «традиционными» контактными клеями, как описано выше. Преимущества использования полибутеновых и олефиновых эластомеров специального назначения и их смесей в качестве слоев соэкструзионной пленки, как описано в настоящем документе, заключаются в том, что готовая пленка не имеет запаха, поскольку они являются полиолефинами, которые не требуют отверждения и для их схватывания не требуется время.
Преимущества соэкструзионной пленки, как описано в настоящем документе, дополнительно включают в себя одностадийный процесс преобразования, повторное закрывание при контакте, где масса клапана открывающего элемента эффективно повторно закрывает открывающий элемент без потребности в приложении дополнительного давления. Многократное повторное закрывание реализовано по меньшей мере частично за счет технического решения в отношении химической структуры липкого слоя и смежного отделительного слоя, которые характеризуются сродством друг к другу, но меньшим сродством к загрязнению. Более того, липкий слой, как описано в настоящем документе, является менее липким, чем слой, образованный «традиционными» контактными клеями, и, соответственно, в меньшей степени подвержен загрязнению, чем традиционные контактные клеи, что, таким образом, обеспечивает возможность осуществления большего числа циклов открывания и повторного закрывания, чем в случае применения традиционных контактных клеев. Кроме того, липкий слой, как описано в настоящем документе, обеспечивает более полное соответствие требованиям Управления по санитарному надзору за качеством пищевых продуктов и лекарственных средств США и Европейского агентства по безопасности продуктов питания в отношении вариантов применения в непосредственном контакте с пищевыми продуктами.
Более того, как показано на ФИГ. 1В, пленочная упаковка 10, изготовленная из соэкструзионной пленки, включает инкапсулированный липкий или связывающий слой с одинаковой протяженностью, и, таким образом, открывающие элементы, как описано в настоящем документе, могут быть размещены в любом месте на упаковке, включая верхнюю часть, боковые стороны и нижнюю часть упаковки, и проходить между ними. Несмотря на то что на ФИГ. 1В показаны два открывающих элемента 20, упаковка может быть адаптирована для конкретных вариантов применения, в том числе могут быть предусмотрены упаковки с контролем размера порций, множеством вариантов исполнения, множеством отделений для специализированного применения и/или создания отдельной упаковки для формирования благожелательного отношения потребителя.
Соэкструзионную пленку с липким слоем, как описано в настоящем документе, может быть сложно изготовить. Например, сложно сконструировать отделительный слой, который имеет правильную полярность в отношении липкого слоя для достижения требуемого баланса сродства между отделительным слоем и липким слоем и последующим усилием отделения. Кроме того, в результате применения одностадийного процесса печать выполняют на наружной поверхности пленки, и, таким образом, может потребоваться дополнительная защита по сравнению с традиционными ламинированными пленками, которые могут иметь прозрачные наружные слои, которые созданы путем ламинирования после печати, или прозрачное покрытие поверх наружного слоя после печати. Более того, открывающий элемент, такой как описанный в настоящем документе, сформирован путем выполнения надрезов с обеих сторон одного соэкструзионного листа, а не на отдельных пленках, которые могут быть заламинированы вместе на более поздней стадии.
Открывающий элемент 20 показан на ФИГ. 1 и 10-13. Как и в предыдущей форме, открывающий элемент 20 по меньшей мере частично определяется надрезами или другими линиями надрыва, сформированными путем штампования, с помощью лазеров или т.п. Кроме того, несмотря на то что на фигурах линии надрыва показаны в виде перпендикуляров, направленные под углом линии отрыва или надлома на липкой смоле также обеспечивают надежное запечатывание. Более того, упаковку 10 можно запечатывать независимо от того, размещена ли липкая смола полностью на наружном слое 84 пленки, полностью на внутреннем слое 86 пленки или частично на обоих, так что при открывании упаковка 10 надламывается по самому слою липкой смолы 44. Открывающий элемент 20 содержит клапан 24 на верхней стенке 22, который может быть отделен и частично оттянут от остальной части 26 верхний стенки 22 для открывания отверстия 28 во внутреннюю часть 30 упаковки 10. Клапан 24 может содержать язычок 32 для захвата, выступающий от основной части 34 клапана к переднему концевому шву 14. Язычок 32 выполнен с возможностью обеспечивать для потребителя удобную поверхность захвата для открывания упаковки 10. Как показано, язычок 32 содержит переднюю изогнутую часть 33 и по существу параллелен продольным сторонам 35.
В отличие от более ранней формы, язычок 32 этой формы приклеен к липкому слою 44. Таким образом, потребитель может отделять язычок 32 для отслаивания липкого слоя 44 от наружного и/или внутреннего слоев 84, 86 пленки. Соответственно, после отделения язычка 32 от верхней стенки 22 потребитель может продолжать оттягивать клапан 24 от верхней стенки, чтобы открыть упаковку 10. При оттягивании клапана 24 по существу от верхней стенки 22 происходит разрывание или разделение надрезов в наружном слое 84 пленки и внутреннем слое 86 пленки, раскрывая отверстие 28, а также запечатывающей закраины 47 среднего липкого слоя 44 и запечатывающей закраины 49 внутреннего слоя 86 пленки. Альтернативно язычок 32 может проходить за концевой шов 14, например, в варианте осуществления, показанном на ФИГ. 10А, и потребитель может захватывать и оттягивать язычок 32 таким образом, чтобы пленка разрывалась на концевом шве 14 с разрыванием или разделением надрезов в наружном слое пленки и внутреннем слое 86 пленки для раскрытия отверстия 28, а также запечатывающей закраины 47. Запечатывающие закраины 47, 49 создаются по линиям надрыва в наружном слое 84 пленки, которые имеют большие размеры, чем надрезы во внутреннем слое 86 пленки, как более подробно описано ниже. В качестве не имеющего ограничительного характера примера, чтобы обеспечивать удовлетворительное запечатывание в процессе использования, запечатывающие закраины 47, 49 могут иметь ширину от приблизительно 5 мм до приблизительно 40 мм, более конкретно от приблизительно 10 мм до приблизительно 15 мм, а более конкретно от приблизительно 12 до приблизительно 13 мм. Несомненно, по требованию или при необходимости в конкретных вариантах применения также могут применяться другие размеры и габариты. Например, в относительно небольшой упаковке запечатывающая закраина может составлять приблизительно 5 мм, а в более крупной упаковке запечатывающая закраина может составлять приблизительно 10- 15 мм. При такой конфигурации потребителю предоставляется удобная повторно запечатываемая упаковка без потребности в размещении множества клеев в виде рисунков на одной и той же плоскости или слое внутри ламината.
Открывающий элемент 20 этой формы содержит наружный надрез 88, который проходит по меньшей мере частично через наружный слой 84 пленки, и внутренний надрез 90, который проходит по меньшей мере частично через внутренний слой 86 пленки. В другой форме, показанной на ФИГ. 11 и 12, внутренний надрез 90 может также проходить через соединительный слой 178 и полиэтиленовый слой 180, размещенные смежно с внутренним слоем 86 пленки. В еще одной форме, показанной на ФИГ. 14 и 15, пленка содержит наружный слой 84 пленки, липкий слой 44, внутренний слой или отделительный слой 86 пленки, герметизирующий слой 162 и необязательные области 164 запечатывания холодным способом. Более того, некоторые или все наружные и/или внутренние надрезы 88, 90 могут проходить в липкий слой 44 или через него. Наружный надрез 88 содержит верхнюю язычковую часть 91, проходящие наружу плечевые части 92 и противоположные боковые части 93, которые идут продольно вниз по верхней стенке 22 упаковки к заднему концевому шву 16. При необходимости дистальные концы 94 боковых частей 93 могут иметь препятствующие разрыву элементы, такие как крючки или т.п. Внутренний надрез 90 может содержать передний край 95, задний край 96 и боковые края 97, определяющие отверстие 28 в упаковке 10 и создающие нижнюю часть клапана 24. В этой форме внутренний надрез 90 имеет прямоугольную форму с несколько закругленными краями, которые способствуют контролируемому распространению при открывании. Несомненно, в зависимости от формы упаковки также могут применяться и другие формы для конкретного содержимого упаковки или других требуемых эстетических характеристик. Например, нижний надрез может содержать криволинейные части, создающие закругленные концы и/или боковые стороны, утонченную часть или т.п.
В других вариантах осуществления не требуется наружный надрез, например показанный наружный надрез. Например, язычковая часть 91 может быть прорезана в наружном слое 84 пленки и при оттягивании язычка может взаимодействовать с надрезами, выполненными во внутреннем слое 86 пленки. При этой конфигурации наружный слой 84 пленки разрывается во время открывания. В одной форме этот надрыв можно контролировать с применением пленки со свойствами направления надрыва.
Как описано в настоящем документе, посредством паяных швов с применением герметизирующего слоя или посредством холодной пайки с нанесением рисунка из пленок может быть сформирована упаковка, такая как упаковка для пищевых продуктов.
При создании открывающего элемента в соэкструзионной пленке с промежуточным липким слоем, таким как описанный выше, могут возникнуть две проблемы. Одна из проблем заключается в том, что открывающее усилие, необходимое для первоначального разделения слоев пленки для отслаивания слоя пленки от липкого слоя и раскрытия липкого слоя для последующего повторного закрывания, может быть слишком большим, так что контролируемое открывание может стать невозможным. Например, если открывающее усилие слишком большое, пленка может открываться не вдоль обозначенных надрезов или отмеченных линий, а вместо этого может разрываться неконтролируемым образом. Аналогичным образом, если открывающее усилие слишком мало, упаковка может открываться непреднамеренным образом или может не обеспечивать удовлетворительное запечатывание. Другая возможная проблема заключается в том, что после раскрытия липкий слой и смежный слой пленки могут не склеиваться повторно в достаточной степени для повторного закрывания упаковки после открывания.
Соответственно, цель настоящего описания заключается в обеспечении соэкструзионной пленки для упаковки, которая содержит внедренный или инкапсулированный липкий слой термопластичного и/или эластомерного материала со смежным отделительным слоем, который можно применять для получения открывающего элемента, во время открывания и повторного многократного закрывания которого требуется равномерная и устойчивая отрывная прочность. Чтобы добиться этого, липкий слой отслаивают или отделяют от смежного «отделительного» слоя пленки между штампованными надрезами. В одной форме липкий слой представляет собой контактный клей, так что для запечатывания открывающего элемента достаточно простого приведения в контакт липкого слоя и смежного слоя пленки. В другой форме описанная в настоящем документе соэкструзионная пленка может быть ориентирована в процессе растягивания и ориентирования на раме. Более того, описанная в настоящем документе соэкструзионная пленка может быть получена с использованием наиболее распространенного оборудования для обработки пленки и способов преобразования, включая, без ограничений, процессы производства многослойных пленок с раздувом (обычный раздув, двойной раздув или тройной раздув), получение многослойной пленки, отлитой из раствора, ориентацию в машинном направлении (MDO), двухосную ориентацию, экструзионное покрытие и т.п.Необязательно описанные в настоящем документе соэкструзионные пленки с инкапсулированными липкими слоями одинаковой протяженности можно комбинировать с обычным двухосно-ориентированным полиэтилентерефталатом (ВОРЕТ), двухосно-ориентированным полипропиленом (ВОРР), пленкой, полученной экструзией с раздувом или отливом из раствора, с краской или без нее, с металлизацией или без нее, с нанесением высоконепроницаемого покрытия посредством ламинирования с формированием дополнительной пленки. Кроме того, для конечного варианта применения описанные в настоящем документе соэкструзионные пленки могут быть металлизированы или обработаны более высоконепроницаемым покрытием.
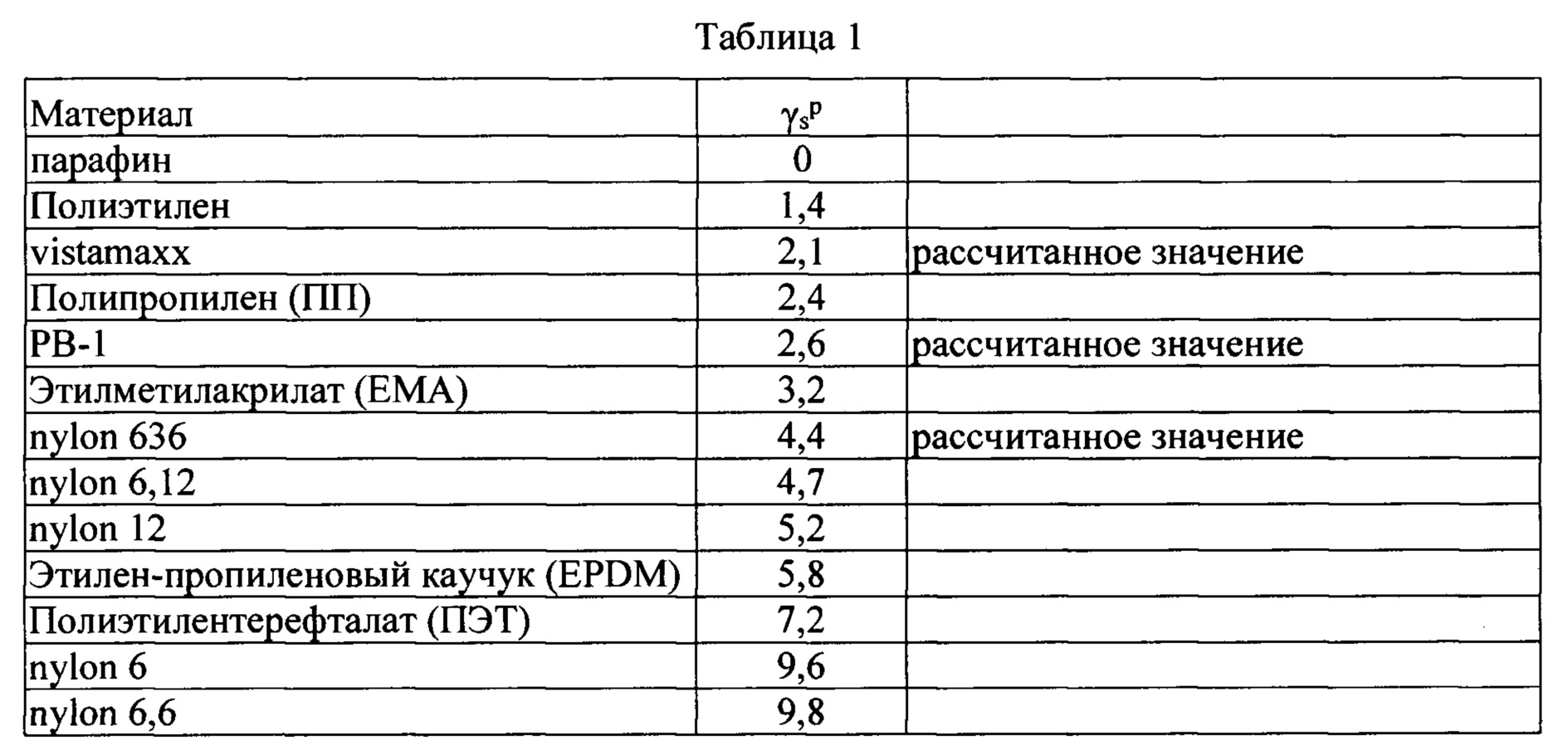
В то же время, не желая ограничиваться теорией, авторы считают, что полярности материала липкого слоя и смежного отделительного слоя влияют как на первоначальное связывание между слоями и, таким образом, на требуемое усилие распечатывания, так и на прилипаемость или клейкость при последующем запечатывании. Кроме того, считается, что в этом отношении полярность является более важным фактором, чем степень кристалличности. Описанные в настоящем документе материалы липкого слоя являются неполярными. Подходящие материалы для липкого слоя 44 включают полибутеновую смолу, олефиновые эластомеры и их смеси. Приведенные ниже примеры представлены для иллюстрации описания в настоящем документе, а не для его ограничения. Если не указано иное, все части, процентные значения и соотношения в описании и примерах приведены по массе.
В таблице 1 ниже представлен известный или рассчитанный полярный компонент поверхностной свободной энергии (представленный в мДж/м2 (эквивалент дин/см)). Материалы, имеющие аналогичное отличие от этих значений полярного компонента, т.е. приблизительно 1-5, будут демонстрировать удовлетворительное отделение и запечатывание.
Примеры соэкструзионных пленочных структур показаны на ФИГ. 13. В каждом примере полипропиленовый материал может составлять наружный слой 84 пленки, а полиамидный материал может составлять отделительный слой. Более того, в каждом примере липкий слой 44 может представлять собой смолу полибутена-1, сополимер полипропиленовых и полиэтиленовых пластомеров и эластомеров или их смеси.
Дополнительные примеры слоев показаны в различных поперечных сечениях на ФИГ. 13A-13F. Как показано, каждое поперечное сечение пленки включает липкий или связывающий слой 44 с одним или более слоями, расположенными выше и ниже липкого слоя 44. На ФИГ. 13А наружная часть 150 пленки может включать верхний слой 152 пленки, краску и/или ламинированный слой 154 и наружный слой 156. Внутренняя часть 158 пленки может содержать отделительный слой 160, изоляционный материал или внутренний слой 162 и необязательные области 164 запечатывания холодным способом. Как показано на ФИГ. 13В, в другой форме наружная часть 150 пленки может содержать слой 166 защитного покрытия, слой 168 краски, необязательный слой 170 металлизации и наружный слой 156. В этой форме внутренняя часть 158 пленки может содержать отделительный слой 160, изоляционный материал или внутренний слой 162 и необязательные области 164 запечатывания холодным способом. Как показано на ФИГ. 13С, в другой форме наружная часть 150 пленки может содержать верхний слой 152 пленки, слой 168 краски, необязательный слой 170 металлизации и отделительный слой 160. В этой форме внутренняя часть 158 пленки может содержать изоляционный материал или внутренний слой 162 и необязательные области 164 запечатывания холодным способом. Как показано на ФИГ. 13D, в другой форме наружная часть 150 пленки может содержать слой 166 защитного покрытия, слой 168 краски, необязательный слой 170 металлизации, наружный слой 156 и отделительный слой 160. В этой форме внутренняя часть 158 пленки может содержать изоляционный материал или внутренний слой 162 и необязательные области 164 запечатывания холодным способом. Как показано на ФИГ. 13Е, в другой форме наружная часть 150 пленки может содержать слой 166 защитного покрытия, слой 168 краски и необязательный слой 170 металлизации. В этой форме внутренняя часть 158 пленки может содержать отделительный слой 160, изоляционный материал или опорный слой 162 и необязательные области 164 запечатывания холодным способом. Как показано на ФИГ. 13F, в другой форме наружная часть 150 пленки может содержать слой 166 защитного покрытия, слой 168 краски, необязательный слой 170 металлизации и отделительный слой 160. В этой форме внутренняя часть 158 пленки может содержать изоляционный материал или внутренний слой 162 и необязательные области 164 запечатывания холодным способом.
Другой вариант осуществления упаковки 200 показан на ФИГ. 16-18. В этой форме непрерывная полоса пленки или укупорочный слой 202 проходит от первого концевого шва 204 ко второму концевому шву 206. Упаковка 200 может дополнительно содержать шов, соединяющий края материала, или продольный шов 208, проходящий между первым и вторым концевыми швами 204, 206. Упаковка 200 содержит надрез или биг 210 отверстия в своей верхней части 212 и надрез или биг 214 язычка на первом концевом шве 204 или смежно с ним. Укупорочный слой 202 наносят на пленку для закрывания как надреза или бига 210 отверстия, так и надреза или бига 214 язычка. Таким образом, потребитель может захватывать язычок 216 укупорочного слоя 202, который содержит часть пленки упаковки благодаря надрезу или бигу 214 язычка, и оттягивать укупорочный слой 202 от верхней части 212 и назад вдоль упаковки 200, чтобы раскрыть надрез или биг 210 отверстия. Укупорочный слой 202 может приклеиваться к части 218 верхней части 212 для раскрытия отверстия 220 во внутреннюю часть упаковки. Пленки 222, 224 упаковки 200 и укупорочный слой 202 могут принимать любую из форм, описанных в настоящем документе, за исключением того, что верхняя часть 212 упаковки представляет собой описанный в настоящем документе отделительный слой и что нижний слой укупорочного слоя 202 представляет собой липкий или связывающий слой, описанный в настоящем документе. Таким образом, укупорочный слой 202 может быть нанесен на верхнюю часть 212 упаковки и легко отделен от нее.
Как показано, укупорочный слой 202 лишь частично проходит по ширине гибкой пленки, которая формирует пленочную упаковку 200. Однако также предполагается, что укупорочный слой 202 может проходить по всей ширине упаковки, но может быть лишь частично размещен по длине пленки. Более конкретно, укупорочный слой 202 предпочтительно не проходит по всей ширине и всей длине упаковки. Укупорочный слой 202 частично проходит в любом направлении (т.е. в длину или в ширину) и непрерывно проходит в другом из направлений. В соответствии с одним подходом укупорочный слой 202 непрерывно наносят вдоль одной оси пленки и лишь частично наносят вдоль оси, которая перпендикулярна оси непрерывного нанесения. Таким образом, гибкие пленочные упаковки 200 могут иметь укупорочный элемент 202, который идет по всей длине упаковки и только над частью ширины, или укупорочный элемент 202, который идет по всей ширине упаковки и только над частью длины упаковки.
Преимущественно упаковки 200, выполненные так, как описано выше в отношении ФИГ. 16 и 17, можно получить с использованием непрерывного горизонтально-поточного процесса изготовления упаковки. Как отмечено, укупорочный слой 202 можно наносить непрерывно вдоль продольного направления потока или листа пленочной упаковки 222. После того как продукты были по меньшей мере частично обернуты и запечатаны внутри листа пленки 222, пленка 222 и укупорочная пленка 224 могут быть разрезаны на отдельные упаковки 200. На ФИГ. 18 показана последовательность сформированных упаковок, еще не отделенных друг от друга. Как показано, язычки 216 могут быть частично сформированы посредством дугообразного надреза или бига 214 язычка, частично выполненного на рулоне пленки и размещенного по меньшей мере частично на переднем концевом шве 204. Когда отдельные упаковки 200 вырезают из пленки 222, 224, может быть сформирован передний край или профиль язычка 216. Например, передний шов на первой упаковке имеет профиль, соответствующий заднему шву на второй упаковке. Таким образом, язычок 216 может иметь передний край, который является дугообразным и частично определяется передним краем упаковки, и может иметь задний, концевой край, который является дугообразным и частично определяется дугообразной линией 214 биговки.
Как описано в настоящем документе, в способе производства и сборки упаковок могут применяться механизмы для паяных швов, механизмы для запечатывания холодным способом, механизмы для растяжения и ламинирования посредством проклеивания, а также механизмы для соэкструзии. Применяемое оборудование может зависеть от требуемой конфигурации упаковки. Например, если язычок содержит вырезанную часть пленки, приклеенную к укупорочному слою, язычок может быть создан путем приклеивания или нанесения укупорочного слоя на пленку и биговки и/или надрезания язычка. Кроме того, могут применяться различные конфигурации бига, и оборудование для формирования линии биговки может зависеть от конфигурации бига.
Пленка 300, имеющая любую из описанных в настоящем документе конфигураций, также может применяться в упаковке 302, имеющей жесткое или полужесткое основание 304. Основание 304 может содержать нижнюю часть 306 стенки, боковую часть 308 стенки, расположенную вертикально от нижней части 306 стенки, и фланец 310, выступающий наружу от верха части 308 боковой стенки. Как показано, пленка 300 припаяна к основанию 304 вдоль его фланца 310, создавая область 312 паяного шва пленки 300, соответствующую фланцу 310. Для простоты пленка 300, показанная на ФИГ. 22, содержит три слоя, наружную часть 150 пленки, липкий или связывающий слой 44 и внутреннюю часть 158 пленки. Однако следует понимать, что наружная и внутренняя части 150, 158 пленки могут иметь любую форму, как описано в настоящем документе.
Чтобы обеспечить открывающий элемент, пленка 300 может содержать штампованный надрез или биг 314, который полностью или частично проходит вокруг фланца 310 внутрь и смежно с ним. Кроме того, пленка 300 может иметь язычок 316 для обеспечения удобного захватного элемента для потребителя. При такой конфигурации пользователь может захватывать язычок 316 и оттягивать пленку 300 по существу от основания 304. Пленка 300 разрывается в области 312 паяного шва, так что внутренняя часть 158 пленки остается припаянной к фланцу 310, а липкий или связывающий слой 44 раскрывается. После этого отверстие достигает штампованного надреза или бига 314, а внутренняя часть 158 пленки, расположенная внутри от штампованного надреза или бига 314, остается приклеенной к липкому или связывающему слою 44. Соответственно, липкий или связывающий слой 44 раскрывается только в области, совпадающей с фланцем 310, и при необходимости может быть многократно приложен и отделен от нее.
Упаковка 302 может принимать любую требуемую форму. В форме, изображенной на ФИГ. 19-22, основание 304 содержит круглую часть 306 нижней стенки и кольцевую часть 308 боковой стенки. В форме, изображенной на ФИГ. 23-25, основание имеет по существу форму коробки с прямоугольной частью 306 нижней стенки с четырьмя частями 308 боковой стенки. В конфигурации, имеющей множество частей 308 боковых стенок, язычок 316 может быть выполнен так, что он выступает вдоль края, как показано на ФИГ. 23, или может представлять собой угол, как показано на ФИГ. 25.
В другой форме пленка 300 может содержать открывающий элемент 20, как описано в настоящем документе. Например, упаковка 302 может содержать открывающий элемент, например, показанный на ФИГ. 1А, причем открывающий элемент отстоит внутрь от фланца 310 и области 312 паяного шва пленки 300. Альтернативно, как показано на ФИГ. 26, пленка 300 может содержать открывающий элемент 20, например, показанный на ФИГ. 1С, с клапаном 24, проходящим к области 312 паяного шва, и язычком 316, проходящим за область 312 паяного шва.
На образцах связывающего или липкого материала также проводили испытание на клейкость скатывающегося шарика, который представляет собой модифицированную версию испытания ASTM D3121 и соответствует параметрам способа испытания ASTM D3121, если не указано иное. Клейкость по существу определяют методом со скатывающимся шариком, где стальной шарик отпускают в верхней части наклонной поверхности, позволяя ему скатываться с ускорением вниз по этой наклонной поверхности и двигаться по горизонтальной поверхности контактного клея. Относительную липкость определяют путем измерения расстояния, которое шарик проходит по клею до остановки. Относительную степень липкости сравнивают для различных композиций по расстоянию, которое шарик проходит от конца уклона. Чем больше расстояние, тем меньше липкость поверхности. Таким образом, чем меньше пройденное расстояние, тем выше липкость. В этой модифицированной версии вместо стального шарика использовали стеклянный шарик, а точка отпускания на наклонной поверхности была расположена ниже вследствие низкой липкости наших поверхностей. В рамках модифицированного испытания измеряли, в какой степени поверхность покрытия приклеивается к непохожим материалам, таким как полярная поверхность скатывающегося стеклянного шарика. В модифицированном испытании на клейкость скатывающегося шарика в данном случае использовали самый маленький стальной шарик (2/5 см) (5/32 дюйма), а точка отпускания находилась на расстоянии от 5,72 до 6,4 см (от 2,25 до 2,5 дюйма) вверх по уклону. Убедитесь в том, что перед проведением испытания было выполнено выравнивание испытательного устройства. Также убедитесь в том, что стол для испытаний выровнен, а пленка остается разровненной. Для обеспечения плоскостности пленки перед проведением испытания с обоих концов использовали ленты. Связывающий или липкий слой в настоящем документе предпочтительно составляет от приблизительно 4 до приблизительно 100 мм клейкости скатывающегося шарика.
Способ со скатывающимся шариком включал: отпускание стеклянного шарика или стального шарика, помещенного на расстояние от пяти до 6,4 см (от двух дюймов до 2,5 дюйма) вверх на стандартной наклонной поверхности, установленной в способе ASTM, что позволяет шарику ускоряться вниз по наклонной поверхности и катиться по горизонтальной поверхности образца контактного клея. Модифицированная версия испытания включала использование стеклянного шарика вместо металлического шарика, причем стеклянный шарик имеет диаметр приблизительно Уя дюйма, и использование более низкой точки отпускания на наклонной поверхности (т.е., как указано выше, два дюйма вверх по наклонной поверхности). При использовании в настоящем документе использовали стальной шарик 2/5 см (5/32 дюйма), помещенный в точку, расположенную на расстоянии приблизительно от 5,72 до 6,35 см (приблизительно от 2,25 до 2,5 дюйма) вверх по уклону (предпочтительно 5,72 см (2,25 дюйма)). Относительную липкость определяли путем измерения расстояния, на которое шарик перемещался по клею до остановки, начиная от конца уклона. Более длинное расстояние перемещения скатывающегося шарика указывало на сниженную прилипаемость стеклянного шарика к полярной поверхности и указывало на то, что покрытие имеет более низкую склонность к прилипанию к валкам и металлическим поверхностям упаковочного оборудования по сравнению с покрытиями с более коротким расстоянием перемещения скатывающегося шарика, что указывало на более высокий уровень липкости. Более длинное расстояние перемещения скатывающегося шарика может также коррелировать с более низкой склонностью к приклеиванию к крошкам еды. В данном измерении результат измерения был ограничен максимумом 4 дюйма, поскольку максимальный размер образцов, доступных для испытания, составлял 10,2 см×10,2 см (4,0 дюйма×4,0 дюйма). Результаты испытания на клейкость скатывающегося шарика приведены в таблице ниже.
Поверхностную энергию подложки измеряли по углу контакта. Оборудование, использованное для этого испытания, включало гониометр G 10 для измерения угла контакта, дийодметан, дистиллированную воду двойной дистилляции, два шприца, таймер и микрометр. Процедура испытания является следующей.
(1) Поместить подложку на предметный столик и создать вакуум для разравнивания поверхности. Включить освещение позади столика с помощью рифленой ручки на задней панели устройства для подсветки столика. Снять крышку объектива непосредственно перед столиком.
(2) Посредством шприца нанести на поверхность неподвижную каплю деионизированной воды или дийодметана с максимальным диаметром 1-2 мм. Выполнить это, выдавив небольшую каплю из шприца, а затем поднимая столик до тех пор, пока он не окажется достаточно близко для того, чтобы капля могла перейти на поверхность без касания поверхности самой иглой. Использовать микрометр для измерения размера капли. После этого опустить столик до тех пор, пока капля не станет видимой через окуляр.
(3) Поместить перекрестие на точку контакта капли жидкости и измеряемой поверхности. Переместить столик, используя (е) и (f), чтобы выровнять начальную точку перекрестия с правым концом капли в точке контакта (т.е. в точке, в которой нижняя часть капли соприкасается с пятном капли). Поместить каплю в фокус, используя (а) или более предпочтительно (h).
(4) Повернуть перекрестие в положение точки касания с поверхностью капли от точки контакта капли и поверхности, используя (d).
(5) По угловой шкале определить и зафиксировать угол касания в градусах (от 0 до 180°). Отметить время, требуемое для помещения капли, для фиксации угла, поскольку поверхностная энергия зависит от времени. С практикой повторные измерения можно с удобством выполнять через 1,5 минуты.
(6) Повторить пять раз, чтобы получить пять значений, в течение того же интервала времени, что и в (5).
(7) Заменить жидкость на другую и повторить стадии (2)-(6).
(8) Получают средние значения и вычисляют поверхностную энергию подложки с использованием уравнения Фоукса для вычисления полярной и дисперсионной поверхностных энергий, а также общей поверхностной энергии.
Поверхностную энергию также измеряли с использованием другого испытания. Поверхностная энергия подложки является показателем того, насколько легко подложка смачивается клеем или веществом покрытия. Это позволяет измерять степень обработки и пригодность полиолефинов для применения с данным клеем или покрытием. Оборудование, необходимое для этого испытания, включает ватные палочки и промышленные растворы для проверки уровня обработки (например, маркеры для испытания AccuDyne производства компании Diversified Enterprises или их эквиваленты). Процедура испытания является следующей.
(1) Выбрать раствор для проверки уровня обработки исходя из обоснованного предположения о том, какой будет поверхностная энергия, или начать с раствора с поверхностной энергией 3,8 Паскаля (38 дин/см2).
(2) Опустить чистую ватную палочку (не использовать палочку дважды, даже в одном и том же растворе) в раствор и отжать избыточный раствор на боковой стороне бутылки под ободком.
(3) Протереть поверхность боковой стороной палочки, чтобы покрыть приблизительно один квадратный дюйм (но необязательно один квадратный дюйм), и сразу же начать отсчет от тысячных долей секунды до приблизительно секунд.
(4а) Если раствор распадается менее чем за две секунды, то поверхностная энергия меньше числа дин, указанного на используемой бутылке. Утилизировать палочку, выбрать бутылку с раствором с более низким числом в Паскалях (дин/см2), взять чистую палочку, выбрать новую область на поверхности подложки и повторить стадии (2) и (3).
(4b) Если раствор не распался за три секунды, то поверхностная энергия больше величины в Паскалях (дин/см2) на бутылке с раствором, взять чистую палочку, выбрать новую область на поверхности подложки и повторить стадии (2) и (3).
(4с) Если раствор распался за период от двух до трех секунд, зафиксировать число Паскалей (дин/см2) использованного раствора в качестве поверхностной энергии подложки.
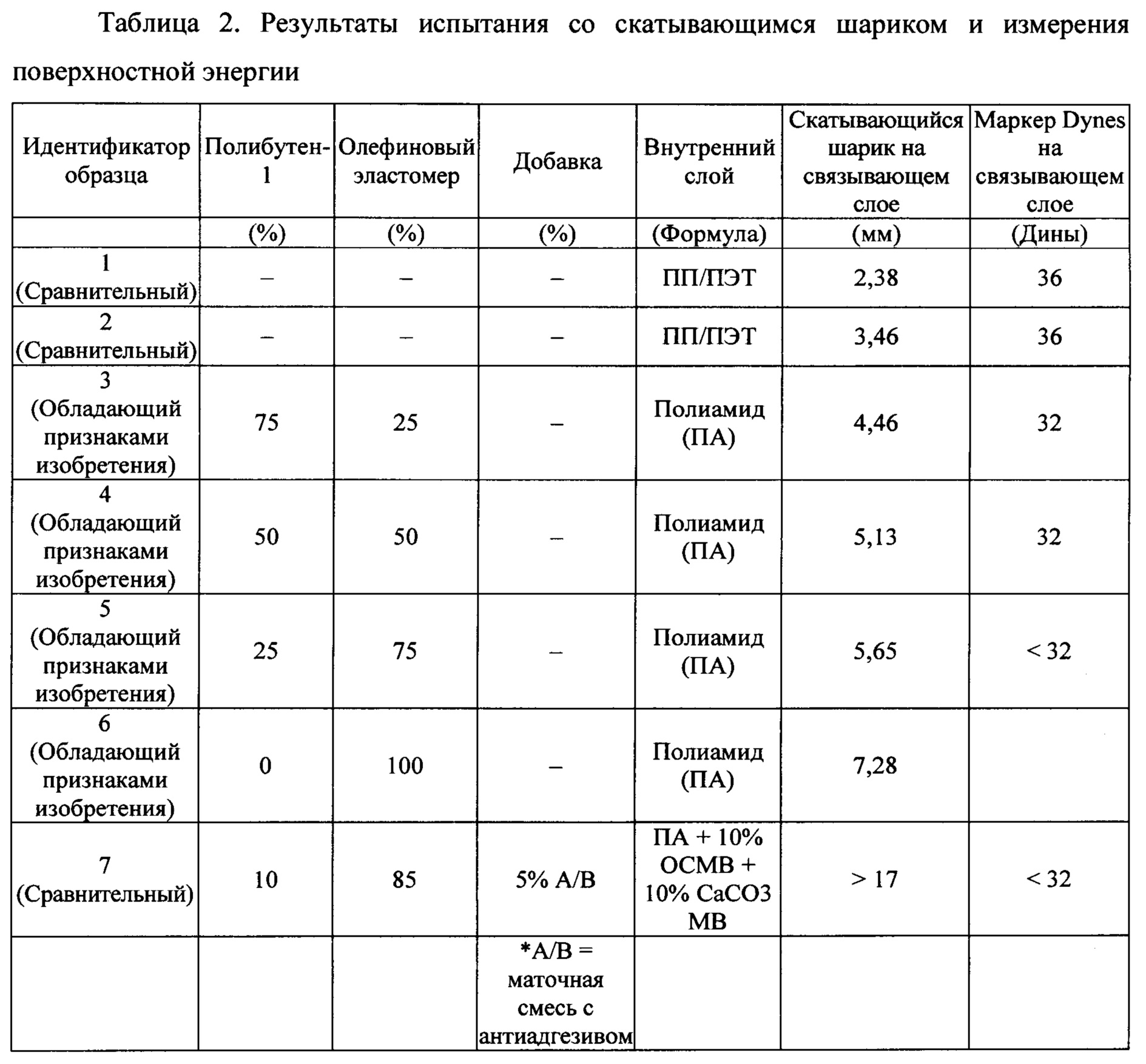
Испытания со скатывающимся шариком проводили по способам, описанным в абзаце 107 выше, как показано в таблице 2 выше. Сравнительный образец 1 представляет собой доступную в продаже транспортировочную ленту под торговым наименованием Tarten. Сравнительный образец 2 представляет собой доступную в продаже упаковку печенья Oreo. Испытания на клейкость скатывающегося шарика показали, что липкий или связывающий слой при смешивании полибутена (РВ) со смесями олефиновых эластомеров имеет гораздо более низкую энергию, чем поверхностная энергия клея, используемого в доступной в продаже упаковке печенья OREO. При контакте с поверхностью стальной шарик очень быстро прилипал к клею упаковки OREO или к контактному клею (PSA) транспортировочной ленты, что указывает на более высокую липкость поверхности. В случае применения смесей РВ с олефиновыми эластомерами шарик перемещался слишком далеко, если его отпускали с верхней точки уклона. Если в качестве точки отпускания шарика выбирали гораздо более низкое положение (расстояние на уклоне составляло 5,72 см (2,25 дюйма) от точки отпускания до верхней части столика), расстояние, которое проходит шарик, становилось измеримым. В то же время при измерении с той же высотой отпускания шарик перемещался гораздо дальше по поверхности из смеси РВ с олефиновым эластомером, чем по поверхности контактного клея Oreo или транспортирующей ленты. В отношении образцов V30, которые неспособны обеспечивать повторное закрывание, шарик проходил по поверхности гораздо большее расстояние (зафиксированное как >17 мм). В то время как на отделительном слое с полиамидной (ПА) стороны шарик может проходить полностью через всю поверхность пленки, а затем продолжать перемещение за пределами поверхности. (>30,5 см ( >12 дюймов)). С другой стороны, поверхностная энергия, зафиксированная с помощью маркера Dynes, также была более низкой для связывающих слоев, которые были сформированы путем смешивания РВ с олефиновыми эластомерами. Кроме того, поверхность из полиамида (отделительный слой) имеет гораздо более высокую поверхностную энергию. Например, для РА636 из Nycoa 2012 она составляет 50 дин, а для смеси РА2012 с РА666 - 54 дина.
ПРИМЕРЫ
Примеры, представленные в настоящем документе, приведены для иллюстрации описания, а не для его ограничения. Если не указано иное, все процентные значения, соотношения и части в настоящем описании даны по массе.
Пример 1
Примеры наружных пленок 36 получали с помощью различных смесей для липкого слоя 44. Хотя полибутен-1 (РВ-1) и олефиновые эластомеры сами по себе могут обеспечивать отделение и запечатывание с определенными значениями отрывной прочности, а РВ-1 по существу обеспечивает более высокую прочность, чем олефиновый эластомер, было установлено, что смесь полибутена-1 и олефиновых эластомеров может обеспечивать лучшее достижение свойств с получением более желательного усилия отделения, чем материалы по отдельности. Кроме того, связывающая поверхность, изготовленная из РВ, обеспечивает ощущение «застежки-молнии», а смешивание с олефиновым эластомером, как правило, обеспечивает ощущение плавного отделения. Для определения идеальной смеси примеры смесей материалов для липкого слоя 44 были испытаны на свойства с точки зрения усилия отделения, которые показаны в примерах в таблице 2 ниже. Испытуемый полибутен-1 произведен компанией LyondellBasell под торговым наименованием Toppyl RC3000. Испытуемый олефиновый эластомер специального назначения произведен компанией ExxonMobil под торговым наименованием Vistamaxx 6102FL. Как показано, олефиновые смолы смешивали со смолой полибутена-1 в соотношениях, установленных во второй колонке. Наружный слой 156 из полипропилена, внутренний слой 162 из полиамида, произведенный Nycoa под торговой маркой Nycoa 2012, и значения толщины каждого слоя поддерживали постоянными во всех испытаниях. Смолы полибутена-1 (РВ-1) представляют собой высокомолекулярные изотактические, полукристаллические, термопластичные полиолефины, получаемые посредством полимеризации сополимеров бутена-1, этилена и/или пропилена. Для полибутена-1 используют следующую обычную структуру:
Как показано в таблице 3, смесь 75% олефиновой смолы и 25% смолы полибутена-1 обеспечивала усилие первоначального отделения 942,18 Н/м (5,38 фунт-силы/дюйм) и усилие отделения при повторном открывании 183,88 Н/м (1,05 фунт-силы/дюйм) после повторного закрывания. Смесь 50% олефиновой смолы и 50% смолы полибутена-1 обеспечивала усилие первоначального отделения 977,20 Н/м (5,58 фунт-силы/дюйм) и усилие отделения при повторном открывании 285,46 Н/м (1,63 фунт-силы/дюйм). Смесь 25% олефиновой смолы и 75% смолы полибутена-1 обеспечивала усилие первоначального отделения 1117,31 Н/м (6,38 фунт-силы/дюйм) и усилие отделения при повторном открывании 299,47 Н/м (1,71 фунт-силы/дюйм). Смесь 90% олефиновой смолы и 10% смолы полибутена-1 обеспечивала усилие первоначального отделения 788,1 Н/м (4,5 фунт-силы/дюйм) и усилие отделения при повторном открывании 213,65 Н/м (1,22 фунт-силы/дюйм). Таким образом, испытанные смеси обеспечивали усилие первоначального отделения в диапазоне 788,1-1117,31 Н/м (4,5-6,38 фунт-силы/дюйм) и усилие отделения при повторном открывании в диапазоне 183,88-299,47 Н/м (1,05-1,71 фунт-силы/дюйм). На основании этих результатов было установлено, что наиболее желательное усилие первоначального отделения и усилие отделения при повторном открывании обеспечивает смесь, содержащая от приблизительно 75 до приблизительно 90% олефиновой смолы и от приблизительно 25% до приблизительно 10% смолы полибутена-1, а в одном конкретном примере - приблизительно 90% олефиновой смолы и приблизительно смолы 10% полибутена-1. Усилие первоначального отделения также определялось многими факторами, и они могут быть учтены для достижения значительно меньшего усилия первоначального отделения, чем текущее. Установлено, что усилие первоначального отслаивания изменялось в зависимости от подготовленных образцов, так что данные, представленные в таблице 3, могут различаться, если подготовлены образцы с разной шириной пленки по формату упаковки вместо полосы пленки шириной 1 дюйм и т.д.
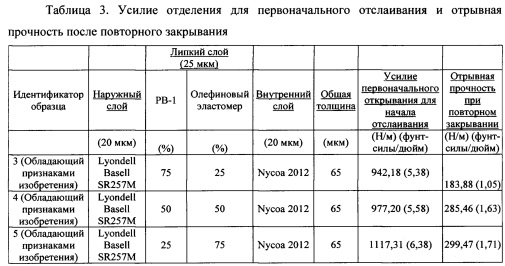

Пример 2
Другой переменной, которая может быть оптимизирована, является толщина липкого слоя 44. Было установлено, что при изменении толщины липкого слоя возникают разные результирующие усилия отделения и операции отслаивания. Как показано в таблице 3 ниже, были проведены испытания при значениях толщины, изменяющихся в диапазоне от 10 мкм до 30 мкм, для слоя смолы полибутена-1 и слоя олефиновой смолы. Испытуемый полибутен-1 произведен компанией LyondellBasell под торговым наименованием Toppyl RC3000. Испытуемый олефиновый эластомер специального назначения произведен компанией ExxonMobil под торговым наименованием Vistamaxx 6102FL.
Слои смолы полибутена-1 обеспечивали следующие значения: при толщине 30 мкм усилие первоначального отделения составило 1094,54 Н/м (6,25 фунт-силы/дюйм), а усилие отделения при повторном открывании составило 210,2 (1,2 фунт-силы/дюйм); при толщине 25 мкм усилие первоначального отделения составило 1236,40 Н/м (7,06 фунт-силы/дюйм), а усилие отделения при повторном открывании составило 224,16 Н/м (1,28 фунт-силы/дюйм); при толщине 20 мкм усилие первоначального отделения составило 932,67 Н/м (5,32 фунт-силы/дюйм), а усилие отделения при повторном открывании составило 232,92 Н/м (1,33 фунт-силы/дюйм); при толщине 15 мкм усилие первоначального отделения составило 761,80 Н/м (4,35 фунт-силы/дюйм), а усилие отделения при повторном открывании составило 203,15 Н/м (1,16 фунт-силы/дюйм); а при толщине 10 мкм усилие первоначального отделения составило 1054,26 Н/м (6,02 фунт-силы/дюйм), а усилие отделения при повторном открывании составило 220,66 Н/м (1,26 фунт-силы/дюйм). Слои олефиновой смолы обеспечивали следующие значения: при толщине 30 мкм усилие первоначального отделения составило 498,0 Н/м (2,34 фунт-силы/дюйм), а усилие отделения при повторном открывании составило 56,04 Н/м (0,32 фунт-силы/дюйм); при толщине 25 мкм усилие первоначального отделения составило 635,71 Н/м (3,63 фунт-силы/дюйм), а усилие отделения при повторном открывании составило 68,30 Н/м (0,39 фунт-силы/дюйм); при толщине 20 мкм усилие первоначального отделения составило 718,02 Н/м (4,10 фунт-силы/дюйм), а усилие отделения при повторном открывании составило 84,06 Н/м (0,48 фунт-силы/дюйм); при толщине 15 мкм усилие первоначального отделения составило 788,07 Н/м (4,50 фунт-силы/дюйм), а усилие отделения при повторном открывании составило 49,04 Н/м (0,28 фунт-силы/дюйм) с ленточной основой и 147,5444 Н/м (0,8425 фунт-силы/дюйм) без ленточной основы; а при толщине 10 мкм усилие первоначального отделения составило 943,93 Н/м (5,39 фунт-силы/дюйм), а усилие отделения при повторном открывании составило 1115,58 Н/м (0,66 фунт-силы/дюйм). Открывающий элемент, который содержит липкий слой 44 из полибутена-1 и полиамидный слой 46 или 86, обеспечивает функциональность открывания «застежки-молнии». Более конкретно, когда слои отделяют друг от друга, они последовательно разделяются небольшими участками вдоль длины открывающего элемента. Открывающий элемент, который содержит олефиновый липкий слой 44 и полиамидный слой 46 или 86, обеспечивает бесшумное плавное открывание, хотя и с приложением относительно меньшего усилия открывания. Наконец, смесь полибутена-1 и олефинового термопластичного эластомера специального назначения (например, от приблизительно 75 до приблизительно 95% олефиновой смолы и от приблизительно 5% до приблизительно 25% смолы полибутена-1) позволяла получать улучшенный открывающий элемент с плавным последовательным открыванием и удовлетворительным усилием открывания, и это усилие отделения было устойчивым и повторяемым.
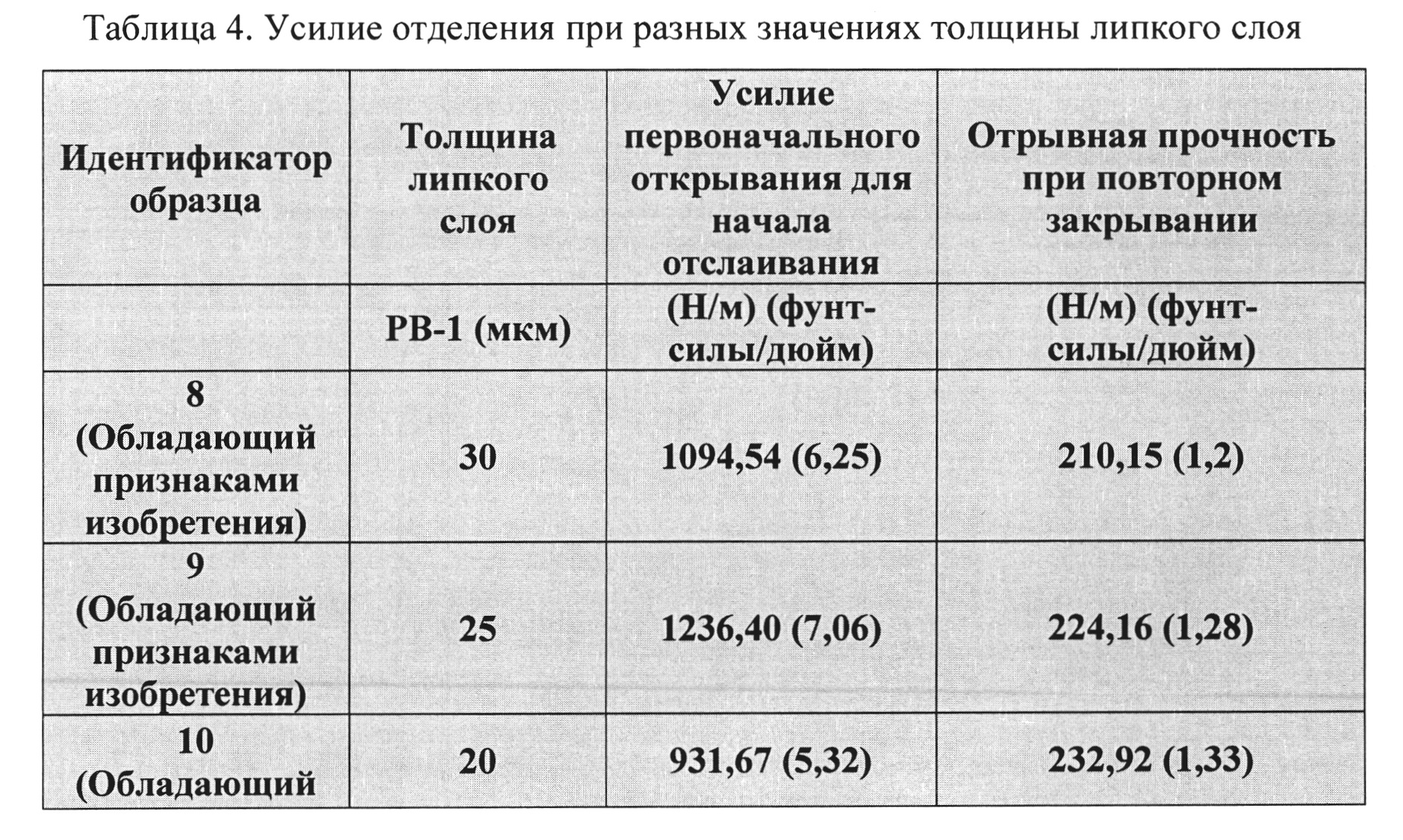
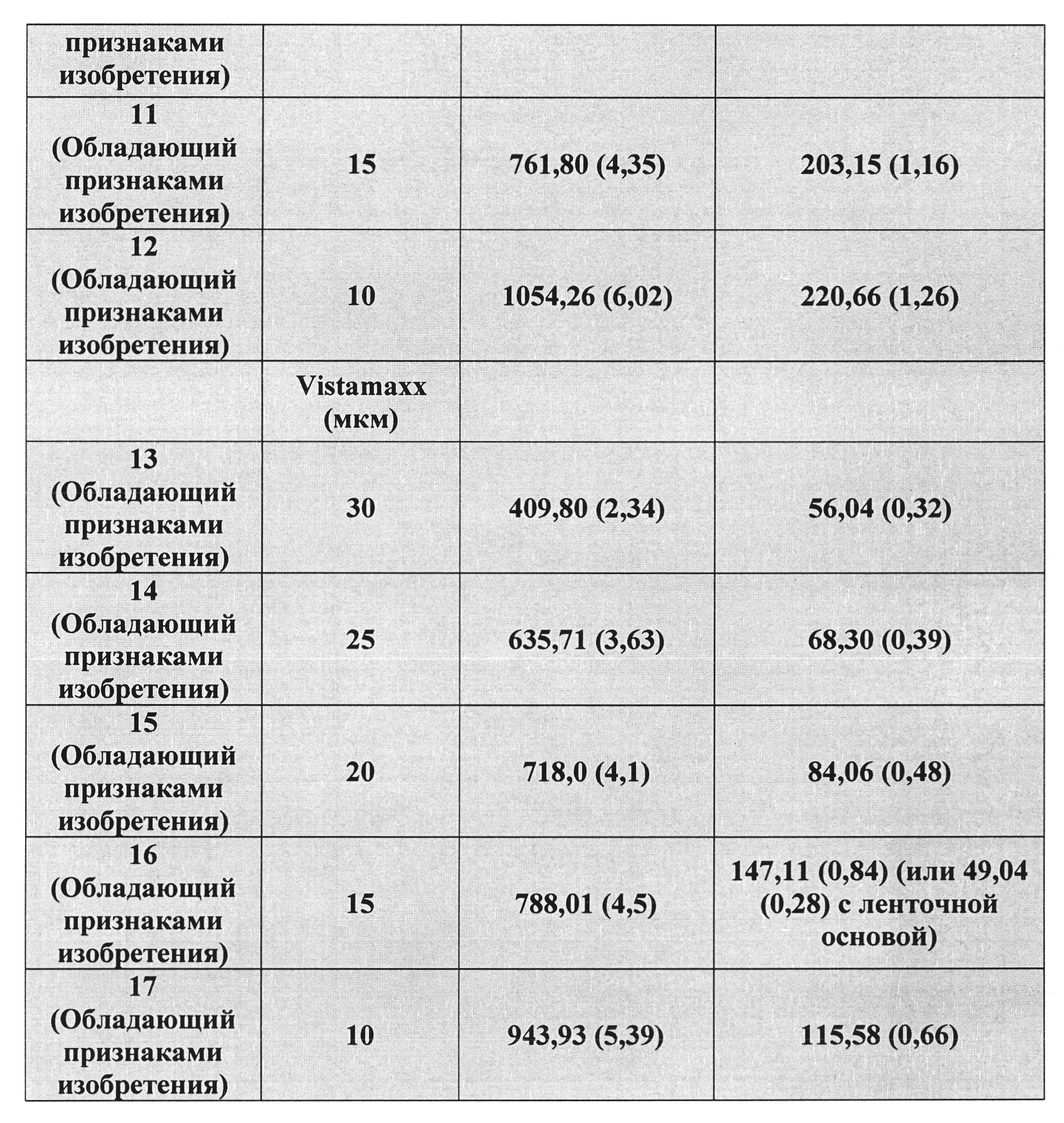
Пример 3
В первом примере испытывали соэкструзионную пленку 82, внутренний слой 86 пленки которой был также неполярным и представлял собой одно из: полиэтилена низкой плотности (ПЭНП), полиэтилена высокой плотности (ПЭВП), линейного полиэтилена низкой плотности (ЛПНП) или их смесей. Испытывали примеры смол ПЭНП NOVAPOL LF-0222-F производства компании Nova Chemicals. Испытывали примеры ПЭВП Marflex 9656 производства компании Chevron Philips. Испытывали примеры ЛПНП Dowlex 2045G производства компании Dow Chemical. Липкий слой представлял собой либо 100% полибутен-1, либо 100% Vistamaxx, либо их смесь в разном соотношении. Было установлено, что прочность связывания между липкими слоями и внутренним слоем на основе полиэтилена является настолько значительной, что усилие, требуемое для разделения, слишком высокое, и слои нельзя удовлетворительным образом отделить. Было установлено, что только в области запечатывания, где пленку запаивают вместе с другой структурой или припаивают к ней, пленка и липкие слои отслаиваются друг от друга, раскрывая липкий слой и обеспечивая возможности запечатывания. Однако усилие отслаивания является нежелательно большим. Может не происходить 100% отслаивание даже в области паяного шва, и отслаивание не является ровным или плавным, так что конфигурация не обеспечивает удовлетворительное разделение и запечатывание за пределами области паяного шва.
Во втором примере липкий слой испытывали рядом со смесью полимолочной кислоты и полигидроксиалканоатов. Было установлено, что соэкструзионную многослойную пленку можно легко разделять на липкий слой и смесь полимолочной кислоты и полигидроксиалканоатов, однако отсутствовала возможность запечатывания или возможность повторного закрывания липкого слоя смесью полимолочной кислоты и полигидроксиалканоатов.
Соответственно, было определено, что относительно легкое открывание упаковки и удовлетворительное повторное закрывание упаковки могут обеспечивать материал с промежуточной полярностью между полиэтиленом и сложным полиэфиром. В соответствии с одним подходом полиамидный материал отделительного слоя, как описано в настоящем документе, обеспечивает полярность, которая в достаточной степени отличается от полярности липкого слоя для создания удовлетворительного открывающего элемента упаковки, обеспечивая при этом приемлемое повторное закрывание упаковки. Примеры полиамидных материалов, которые можно использовать в таком открывающем элементе, включают различные типы Nylon, например РА6, РА666, РА66, РА69, РА610, РА612, РА636, PA6I6T, РАН, РА12, PAMXD6 и их смеси.
Как и в случае материала липкого слоя, отделительный слой, как описано в настоящем документе, может состоять из смеси материалов с целью обеспечения более равномерной и плавной операции открывания. Соответственно, были проведены испытания примеров смесей для отделительного слоя на свойства с точки зрения усилия отделения, которые показаны в таблице 3 ниже. Как показано, РА636 (Nycoa 2012) смешивали с органоглиновыми добавками (из маточной смеси PolyOne, запатентованной композиции, содержащей приблизительно 60% органоглины, под торговым наименованием МВ231-615) и PA6I6T (производства компании DuPont под торговым наименованием Selar 3426). Кроме того, РА636 или РА666 (производства компании BASF) смешивали с Selar 3426. Соотношения материалов показаны во второй колонке. Наружный слой из полипропилена, липкий слой из 90% олефиновой смолы, 10% смолы полибутена-1 и значения толщины каждого слоя поддерживали постоянными во время всех испытаний.
Nycoa 2012 представляет собой сополиамидный термопластичный эластомер. Он имеет среднюю вязкость, особенно подходит для экструзии и характеризуется превосходной способностью к обработке для создания эластичных упаковок. Nycoa 2012 имеет следующую формулу:
 , причем m составляет 6, а n составляет 6 или 36 в зависимости от того, находятся ли они в жесткой или мягкой области полимеров.
, причем m составляет 6, а n составляет 6 или 36 в зависимости от того, находятся ли они в жесткой или мягкой области полимеров.
Для дальнейшего приближения к требуемому первоначальному усилию отделения и усилию отделения при повторном открывании испытывали смеси из полиамида или полиамидных добавок для наблюдения за результирующим усилием отделения. Результаты испытаний показаны в таблице 4 ниже. Смесь 90% Nycoa 2012/10% маточной смеси органоглины (производства компании PolyOne под торговым наименованием ОСМВ231-615) обеспечивала усилие первоначального отделения 774 Н/м (4,42 фунт-силы/дюйм) и усилие отделения при повторном открывании 75,3 (0,43); смесь 50% Nycoa 2012/50% Selar 3426 обеспечивала усилие первоначального отделения 779 Н/м (4,45 фунт-силы/дюйм) и усилие отделения при повторном открывании 73,6 Н/м (0,42 фунт-силы/дюйм); а смесь 70% ПА 666/30% Selar 3426 обеспечивала усилие первоначального отделения 856 Н/м (4,89 фунт-силы/дюйм) и усилие отделения при повторном открывании 206 Н/м (1,18 фунт-силы/дюйм). Таким образом, испытанные смеси обеспечивали усилие первоначального отделения в диапазоне 774-856 Н/м (4,42-4,89 фунт-силы/дюйм) и усилие отделения при повторном открывании в диапазоне 73,6-207 Н/м (0,42-1,18 фунт-силы/дюйм). На основании этих результатов понятно, что, хотя большинство композиций смесей могут обеспечивать удовлетворительные характеристики отделения и запечатывания, было установлено, что смесь 50% Nycoa 2012/50% Selar 3426 обеспечивает наиболее приемлемое повторное закрывание и усилие отделения при повторном открывании.
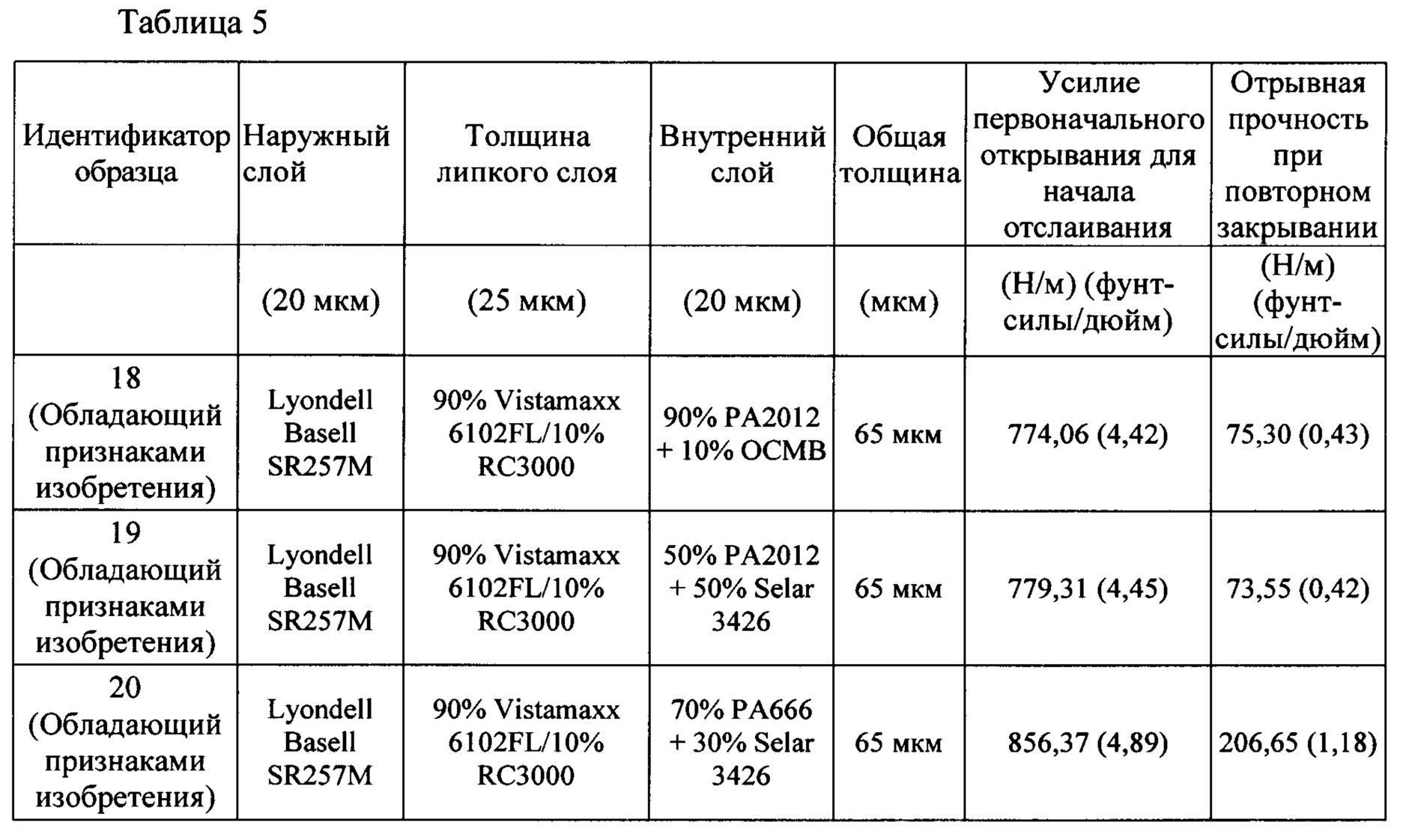
Пленка с аналогичными характеристиками отделения и запечатывания также была получена с помощью линии для отлива пленки, а затем была выполнена двухосная ориентация. Пятислойная структура была изготовлена с помощью экструдеров Davis Standard с применением многослойной структуры PA2012/EVOH/PA2012 с 10% OCMB/Toppyl RC3000/Adsyl 5С 30 при распределении слоев 25%/5%/5%/40%/25%. Общая толщина листа составила 1000 мкм. Затем полученный лист растягивали на лабораторном растяжном устройстве Каго производства компании Bruckner. Во время растягивания были испытаны различные условия, в том числе: температура в печи при растягивании (начиная от 100°С, с шагом 10°С до 180°С); время предварительного нагрева (60, 80, 100 с); скорость MD/TD (изменяемая от 2% до 400%); относительное удлинение (3×3, 5×5, 7×7); и лист, полученный путем отлива из раствора, растягивали до относительного удлинения 5×5 при следующих условиях: предварительный нагрев печи в течение 60 секунд при 170°С и растяжение при скорости 400%/с MD/TD с одновременной фиксацией температуры при 70°С. Полученная пленка могла обеспечивать наблюдаемую ранее функциональность отделения и запечатывания.
Другая соэкструзионная многослойная пленка была получена на линии для одновременной двухосной ориентации. Показан следующий пример обычной пленочной структуры: смесь 50% РА2012 и 50% Selar 3426/смесь 90% Vistamaxx 6102FL с 10% RС3000/гомо-ПП LyondellBasell HP525J, она может быть получена с толщиной слоя 5/20/10 мкм. В другом испытании эту соэкструзионную многослойную пленку получали на основании аналогичной пленочной структуры Vistamaxx 3588 в виде изоляционного материала/соединительного компонента/РА2012 + Selar 3426 (50:50)/Vistamaxx6102FL + RC3000 (90:10)/гомо-ППНР5251. Затем пленку ламинировали посредством проклеивания к полиэтилентерефталату, на котором печать выполнена со стороны полипропилена, и на конечной пленке выполняли штампованный надрез для реализации функциональности отделения и запечатывания. В соответствии с еще одним подходом аналогичная пленочная структура может быть получена по процессу последовательной двухосной ориентации путем 5-слойной или 7-слойной соэкструзии. Другие пленочные структуры также изготовлены с аналогичными характеристиками отделения и запечатывания прослойки в структуре и имеют разные поверхностные слои, а также структуру и толщину герметизирующего слоя. В точной структуре также учитывается получение плоских пленок без сильного сморщивания.
Другая соэкструзионная многослойная пленка была получена на 11-слойной линии тройного раздува. Например, пленка выполнена в виде ПЭТ/соединительного слоя/гомо-ПП/Vistamaxx + РВ1 (90:10)/РА2012+Selar 3426 (50:50)/соединительного компонента/Surlyn или изоляционной добавки ЛПНП, имеет общую толщину пленки 72 мкм и толщину слоя 14/7/5/17/12/5/10 мкм. Эта многослойная пленка была соэкструдирована на линии тройного раздува Kuhne.
Другая соэкструзионная многослойная пленка была получена на линии отлива многослойной пленки из раствора Reifenhauser. В качестве примера обычная отлитая из раствора пленочная структура представляет собой ПЭТ соединительный компонент/ПП/Vistamaxx + РВ1 (90:10)/РА2012 + Selar3426 (50:50)/соединительный компонент/изолирующий компонент Surlyn или ЛПНП или ПЭТ/соединительный компонент/ПП/Vistamaxx + РВ1 (90:10)/PA2012 + Selar3426 (50:50)/соединительный компонент/EVOH/соединительный компонент/изолирующий компонент Surlyn или ЛПНП.
ПРИМЕР 4
Представленные ниже пленки были изготовлены на линии производства пленки по способу экструзии с раздувом, и все слои, включая наружный слой, связывающий слой, отделительный слой и слой паяного шва, получали за одну стадию соэкструзии. После этого пленку ламинировали посредством проклеивания со стандартной ПЭТ-пленкой. Пленка была надрезана штампованием по форме для возможности ее отделения и повторного закрывания.
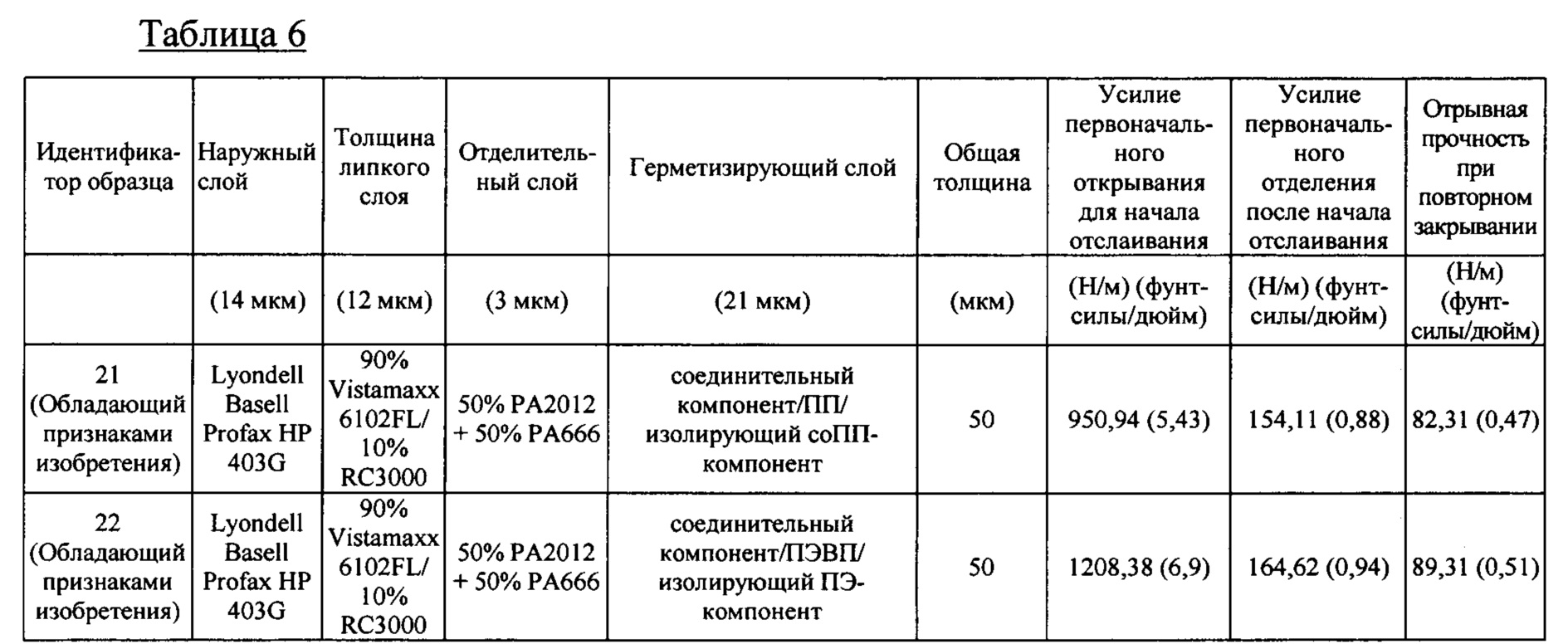
Жесткость основы пленки, как указано в таблице 6, для ПП в сравнении с ПЭВП фактически имела определенное влияние на усилие отделения, если все остальные слои оставались неизменными.
Специалисты в данной области обнаружат, что в описанные выше варианты осуществления можно внести множество разнообразных модификаций, изменений и комбинаций и что такие модификации, изменения и комбинации следует считать находящимися в рамках идеи, обладающей признаками изобретения. Например, конфигурации и идеи, описанные в настоящем документе, могут применяться к конструкции мешков, пакетов и упаковок типа «флоу-пак». В более общем смысле конфигурации и идеи, описанные в настоящем документе, можно применять в любом гибком средстве укупорки или упаковки. Кроме того, хотя в некоторых конфигурациях пленки и отверстия, как описано в настоящем документе, применяется ламинированная пленка, специалистам в данной области будет очевидно, что эти конфигурации при необходимости могут применяться к неламинированным пленкам. Дополнительно, хотя некоторые пленки описаны в настоящем документе как пригодные для термозапайки, следует понимать, что любая из пленок, описанных в настоящем документе, также может быть запечатана холодным способом для вариантов применения в упаковках для пищевых продуктов. Кроме того, специалистам в данной области будет очевидно, что элементы на фигурах показаны для упрощения и ясности описания и необязательно вычерчены в масштабе. Например, для облегчения понимания различных вариантов осуществления настоящего изобретения размеры и/или относительное расположение некоторых элементов на фигурах, например на видах в разрезе, могут быть слишком увеличены по сравнению с другими элементами.
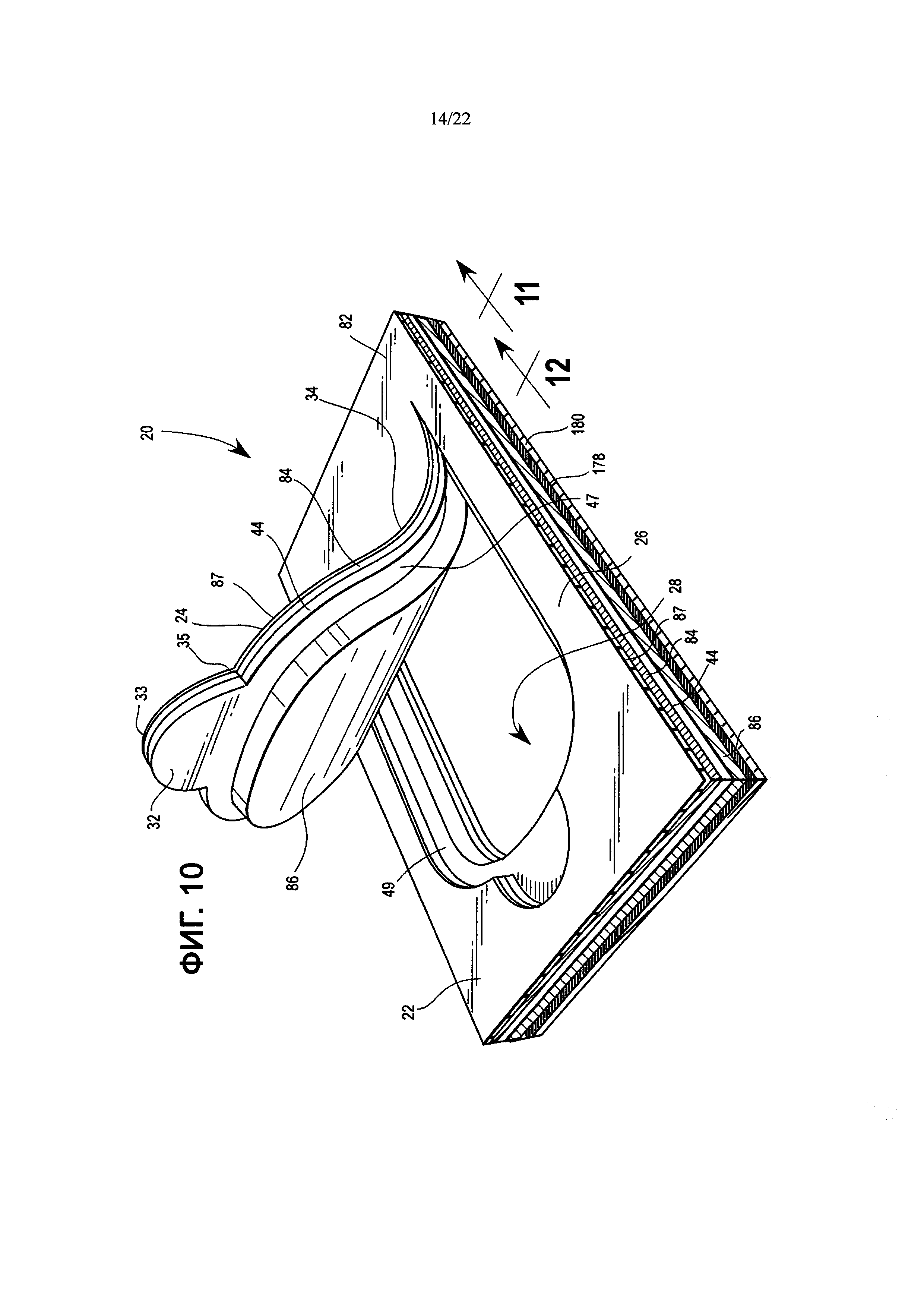
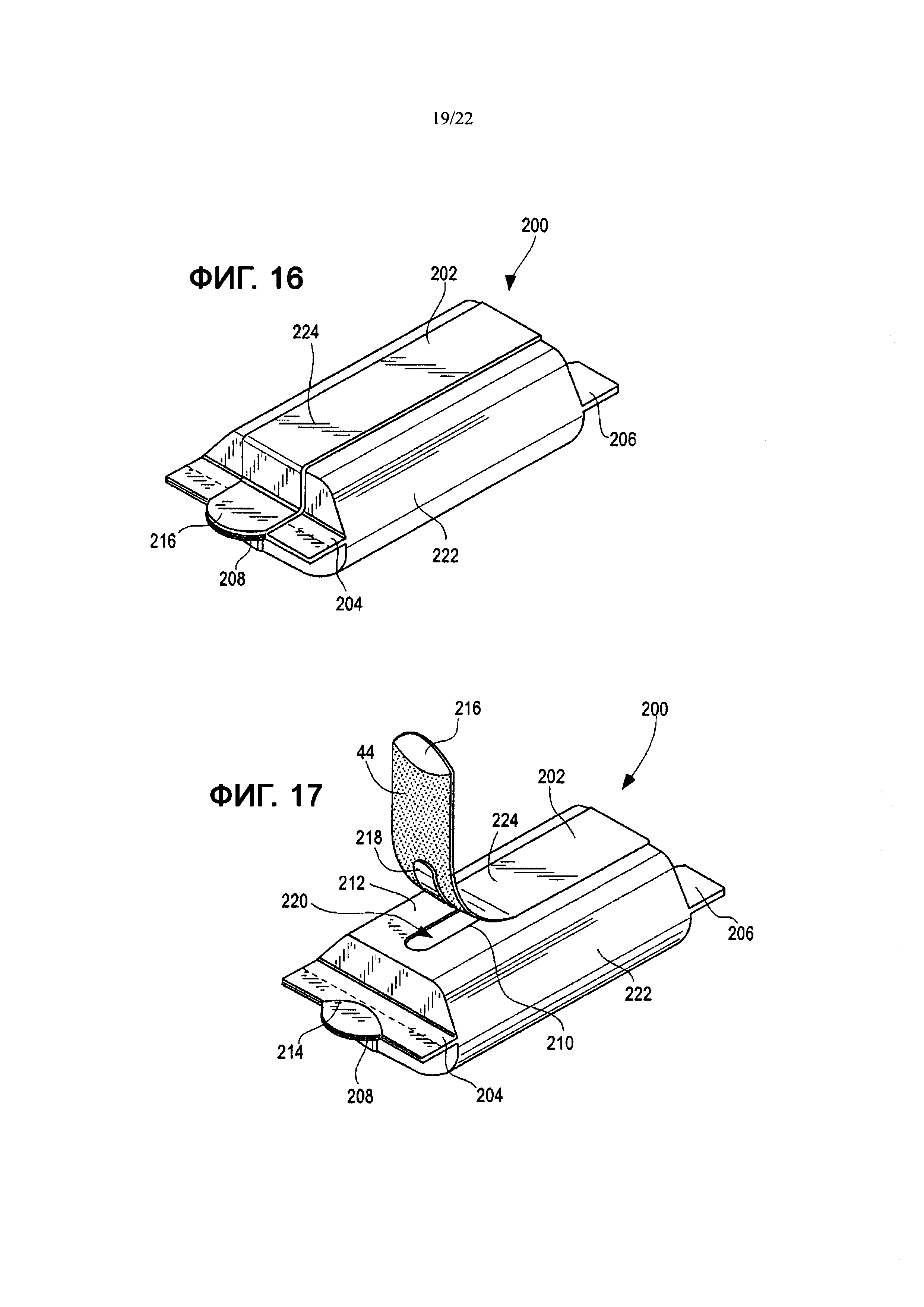

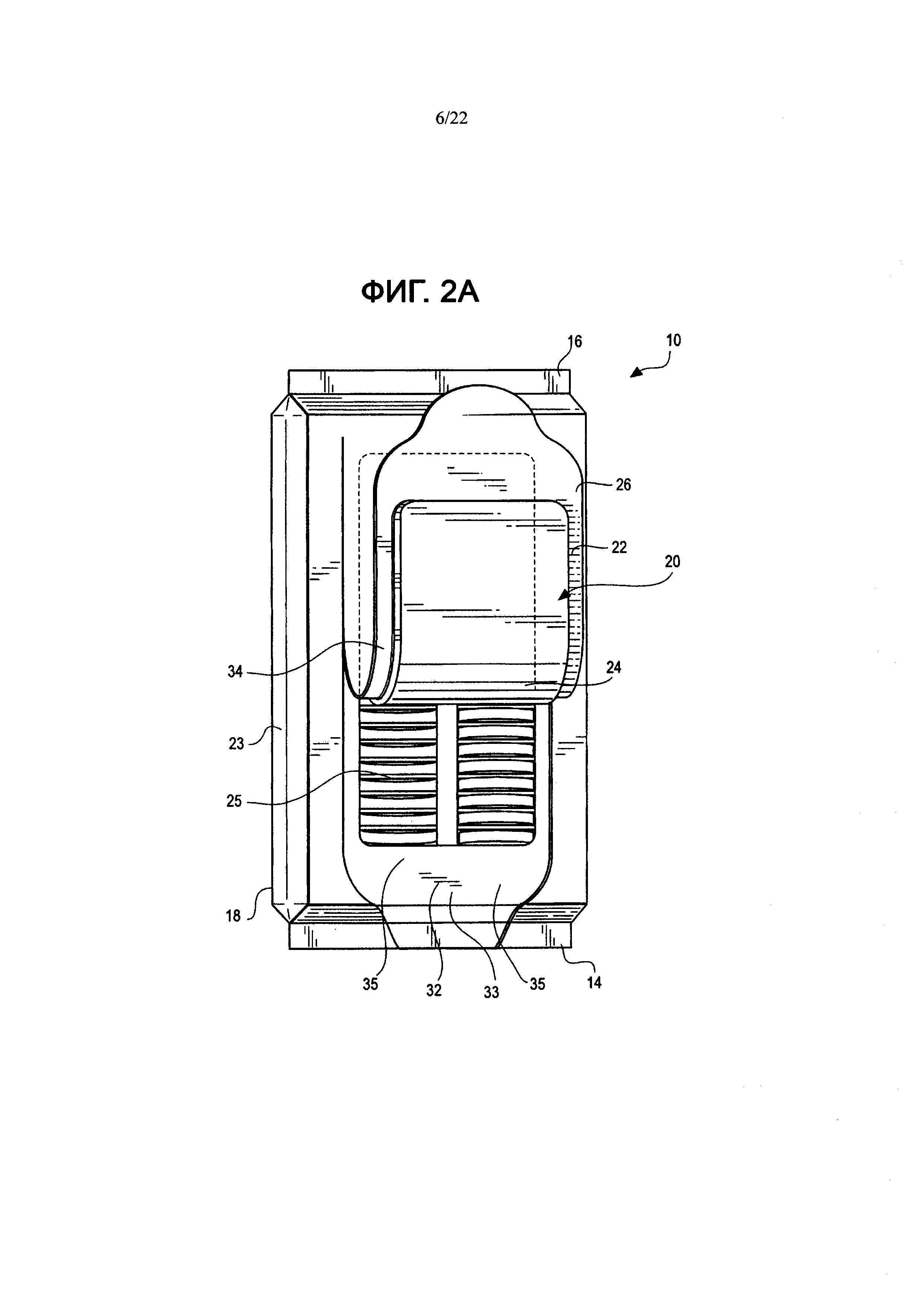
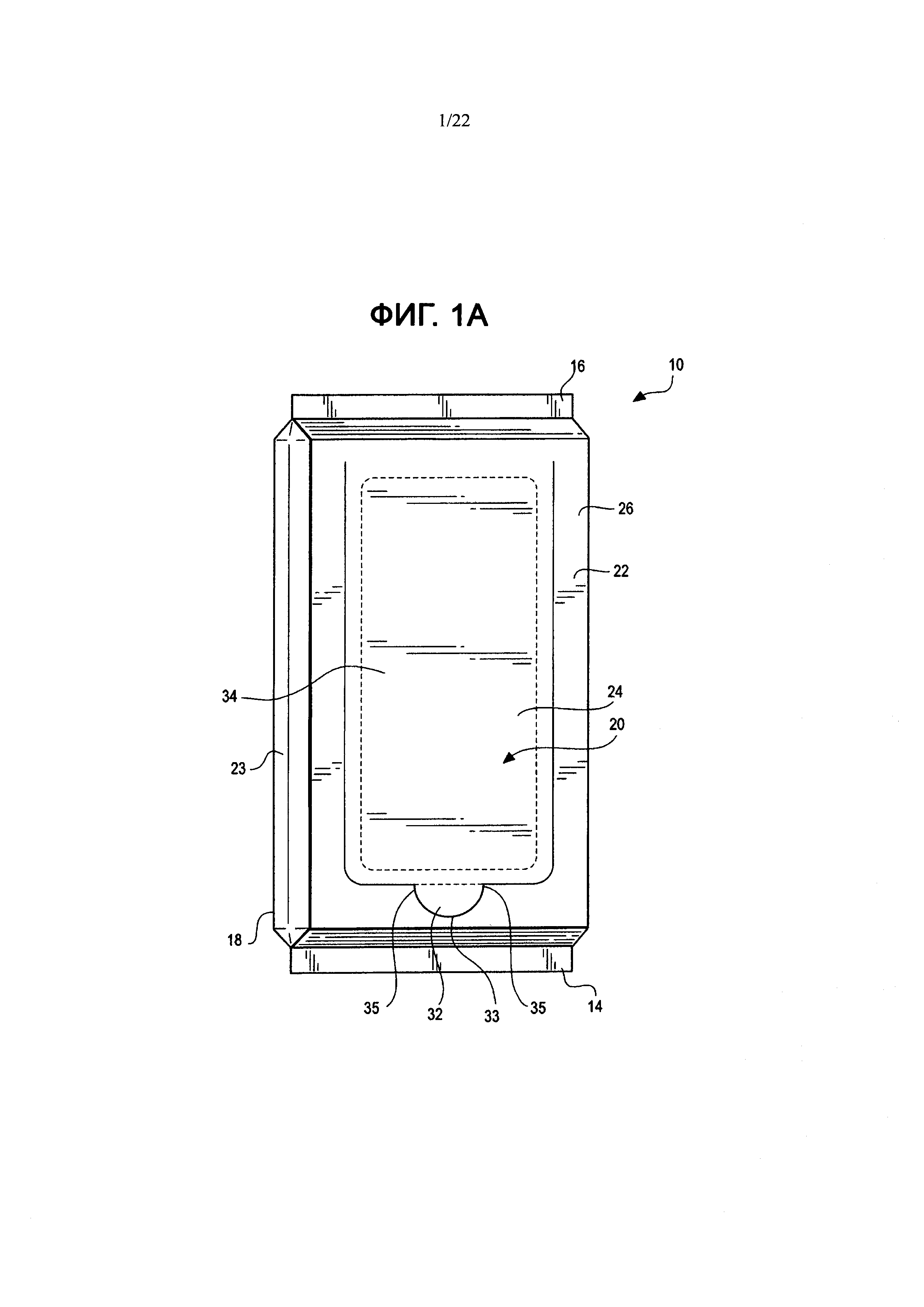
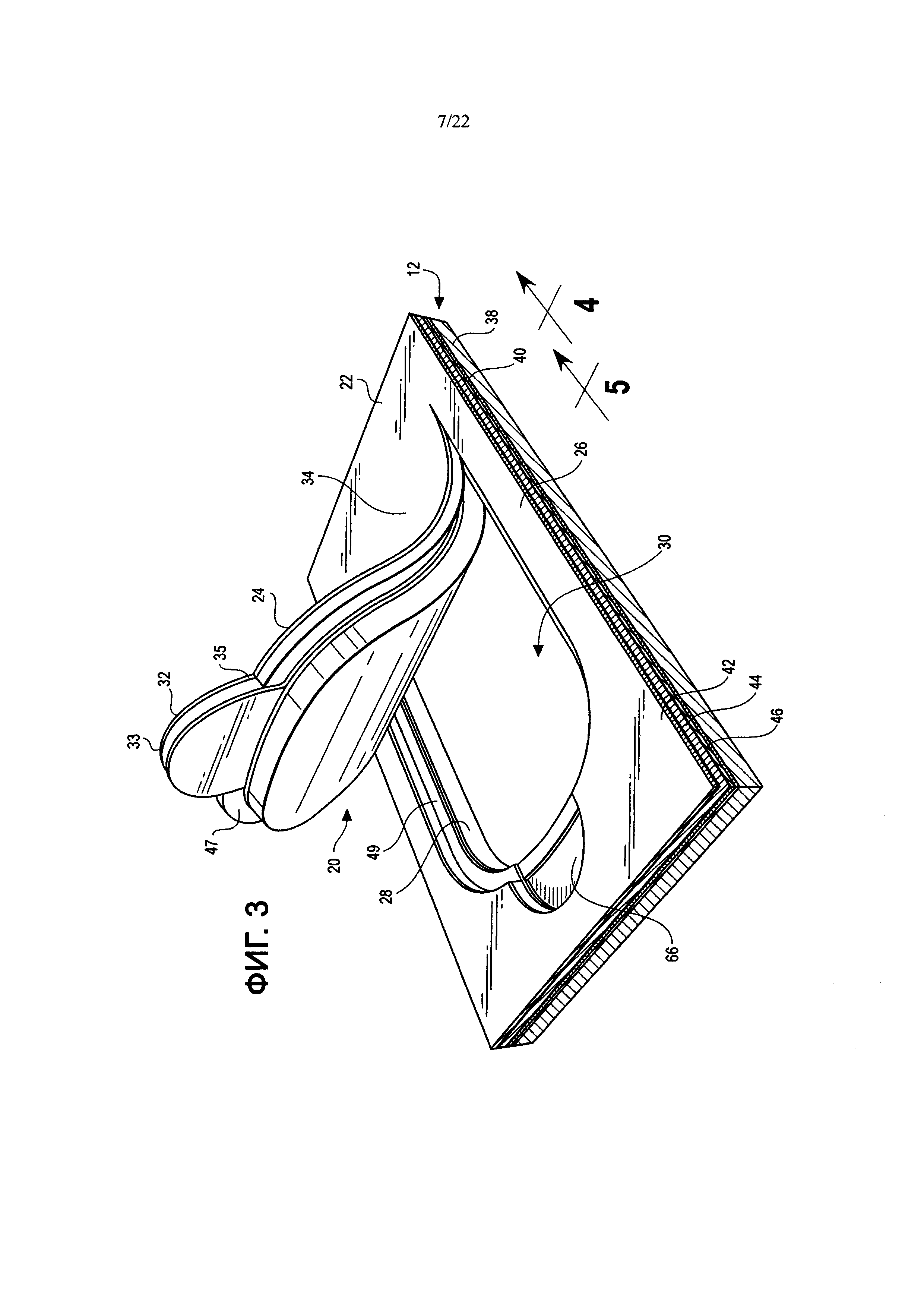
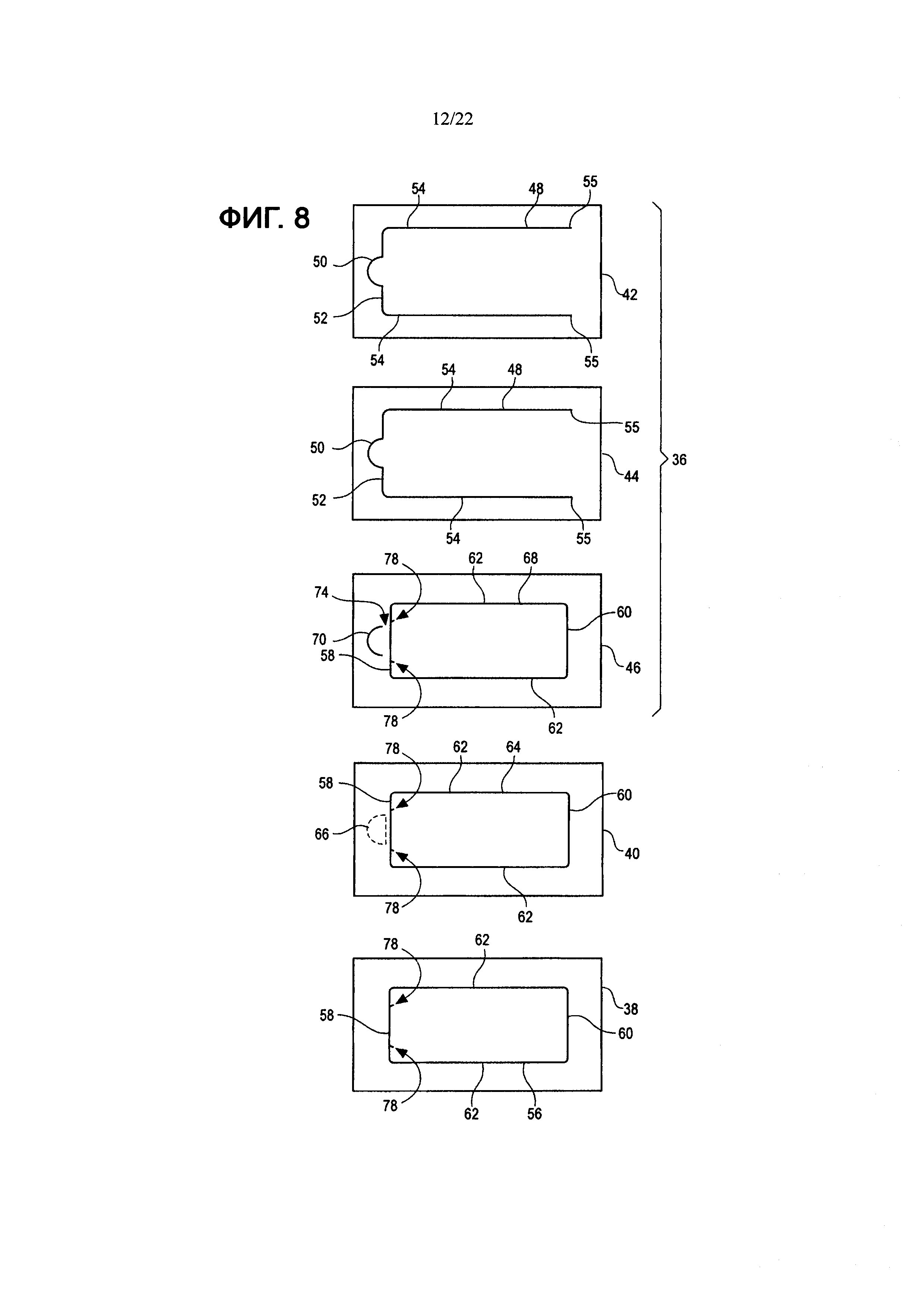
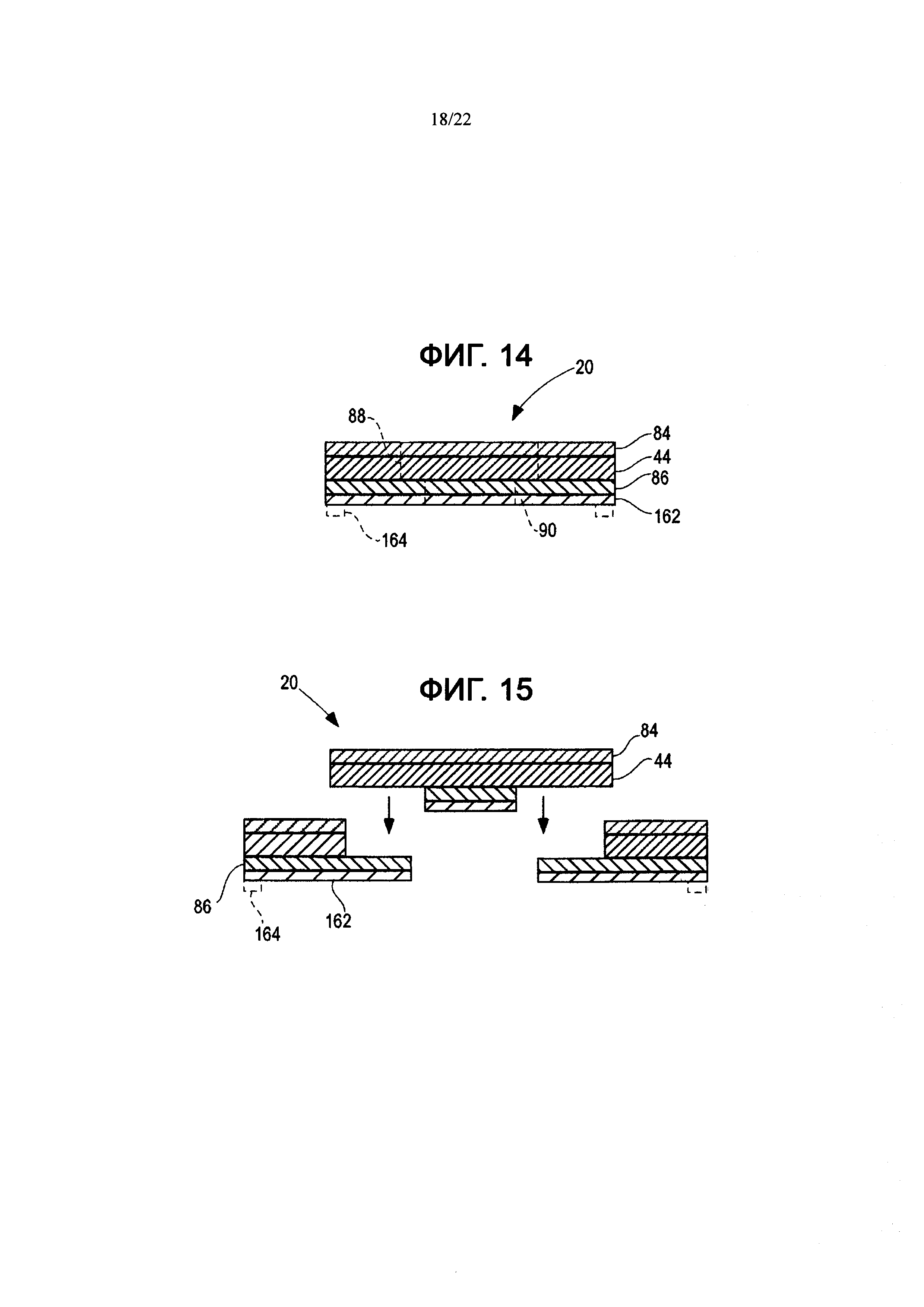
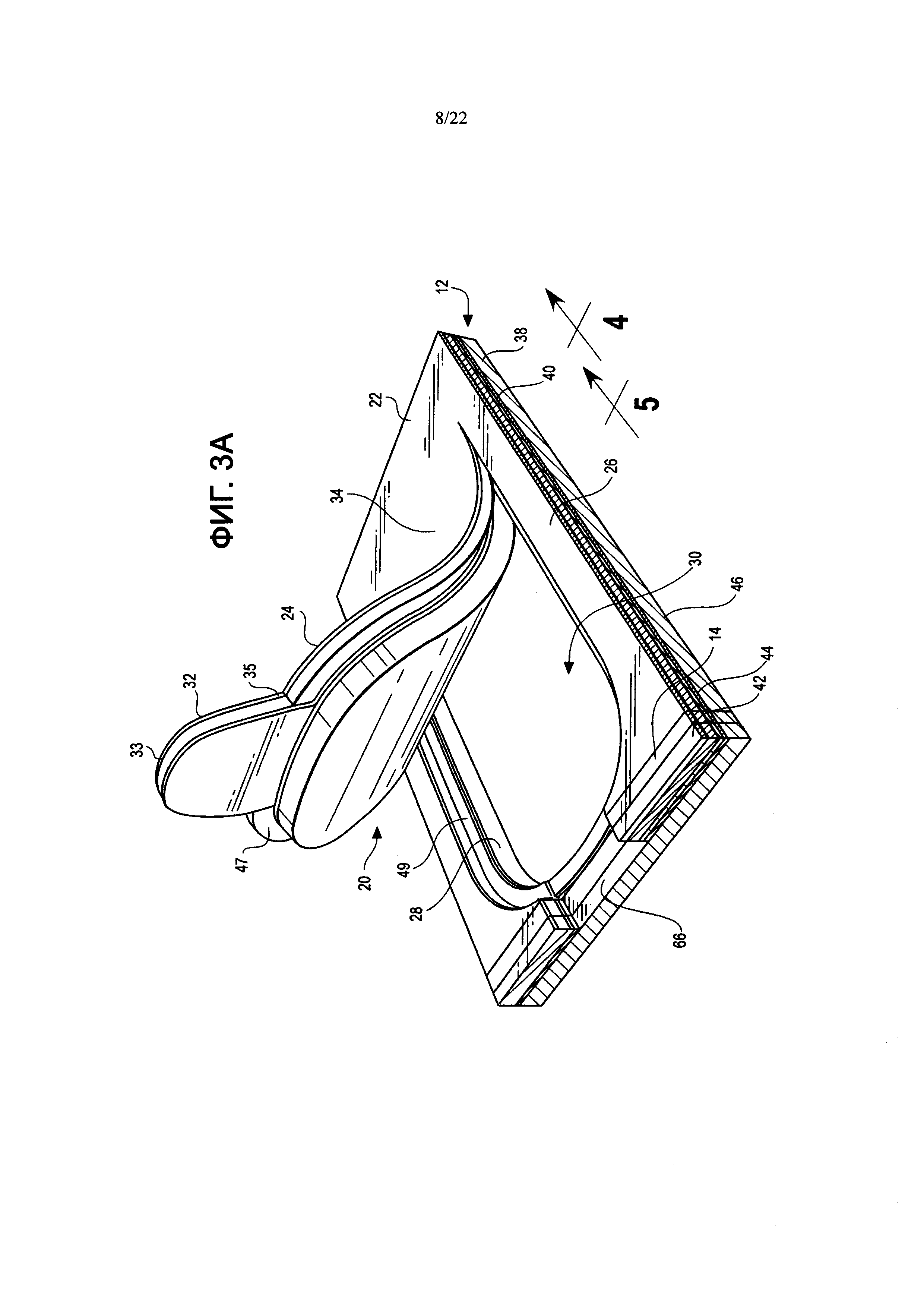
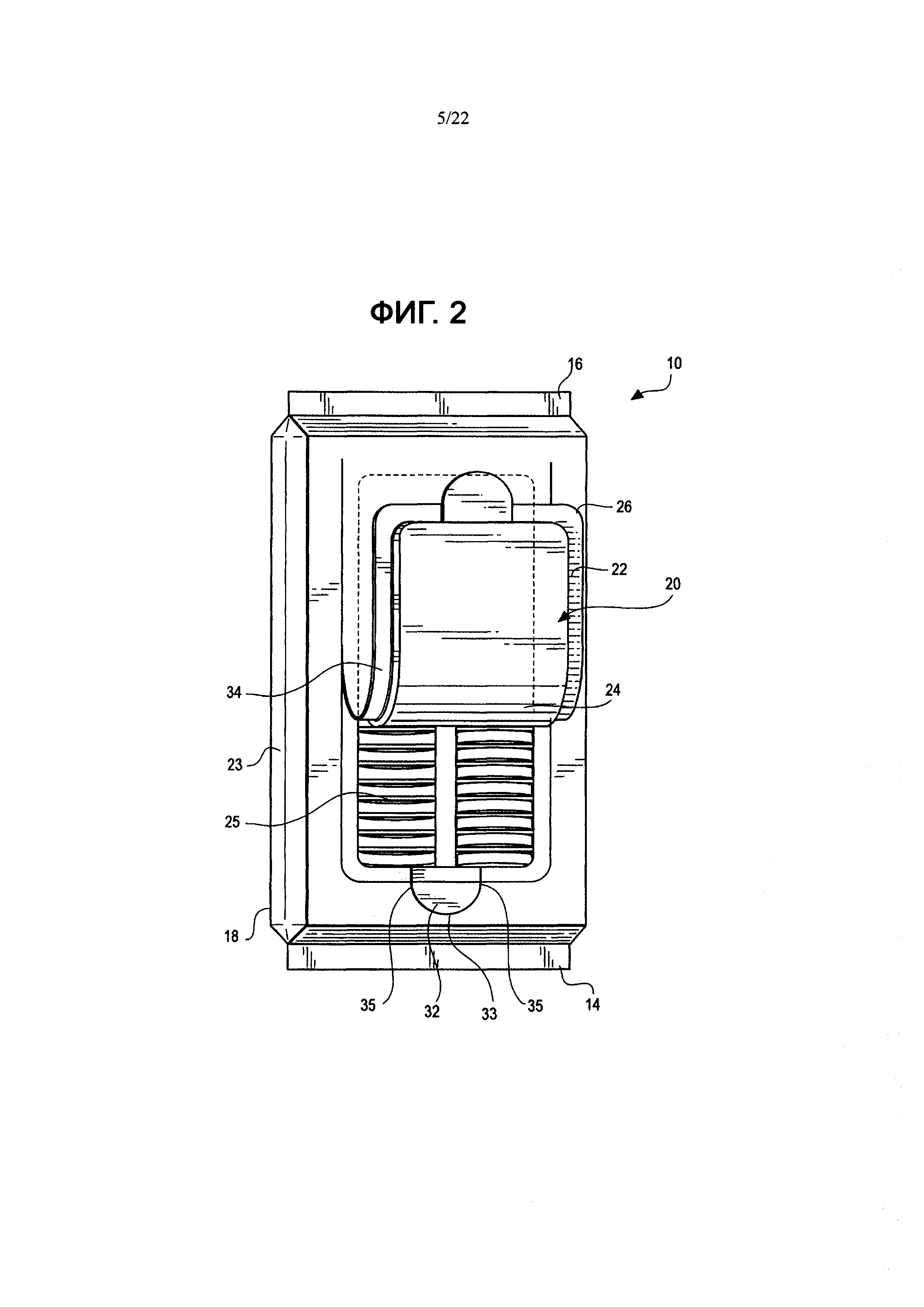
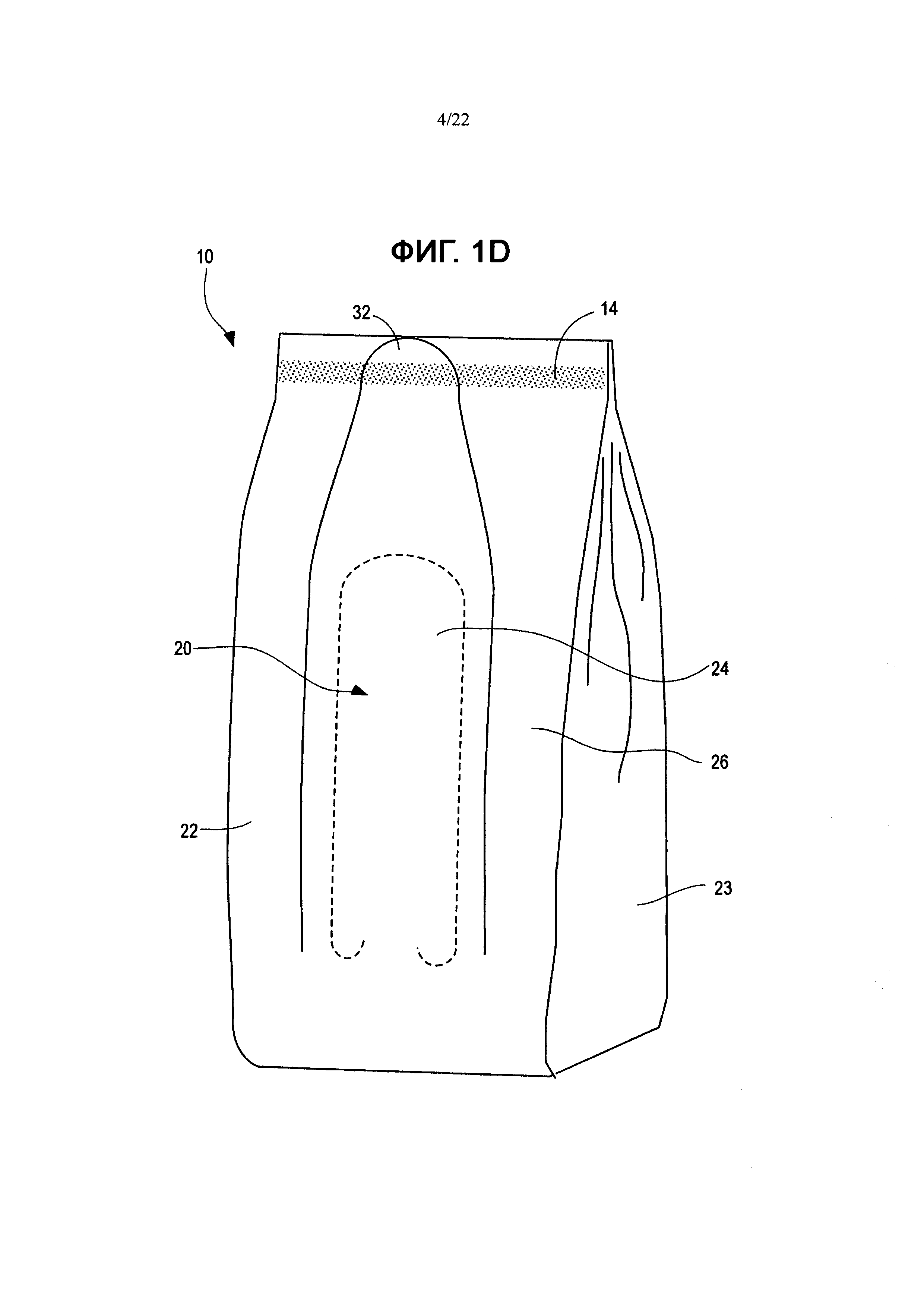
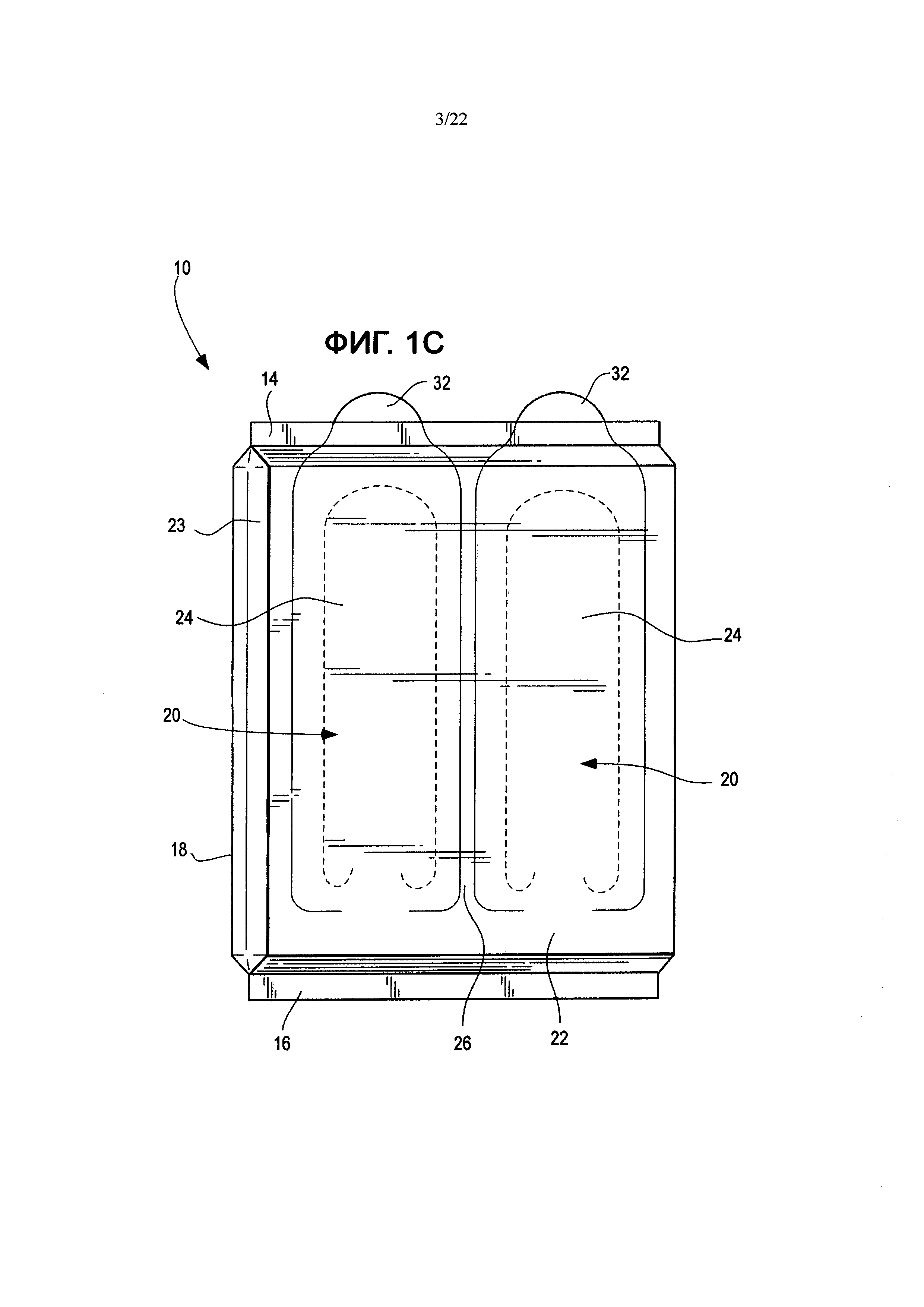

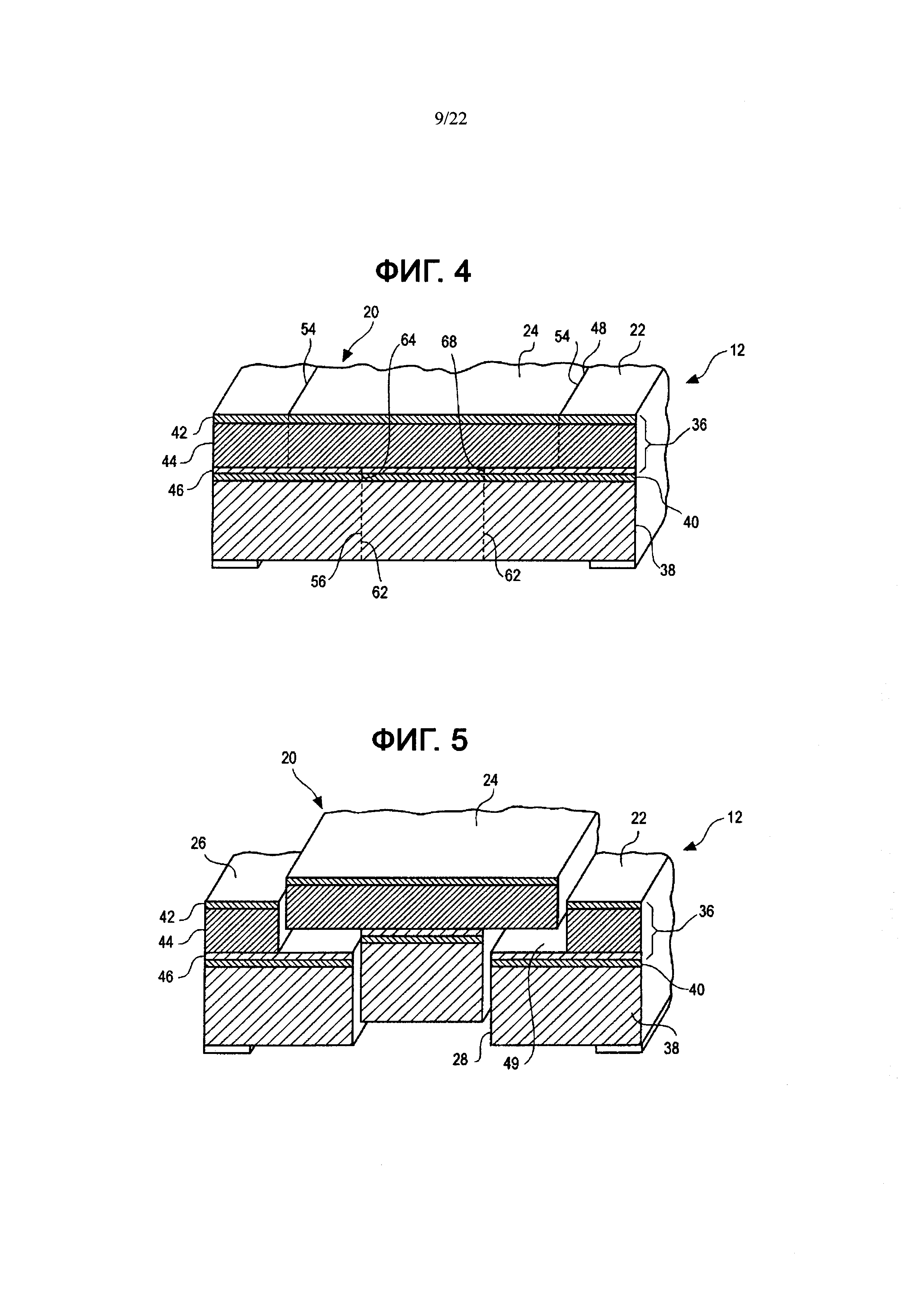
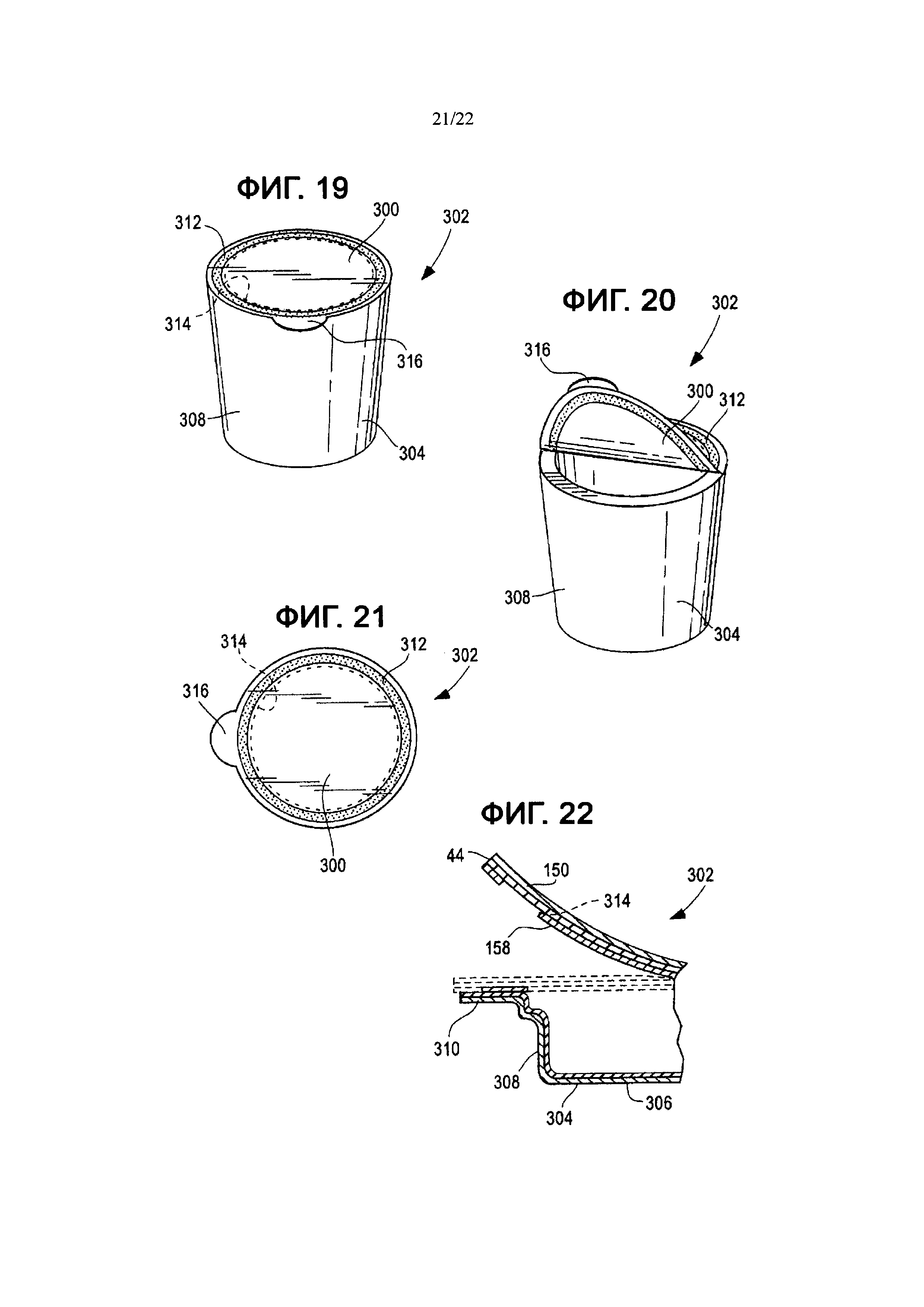
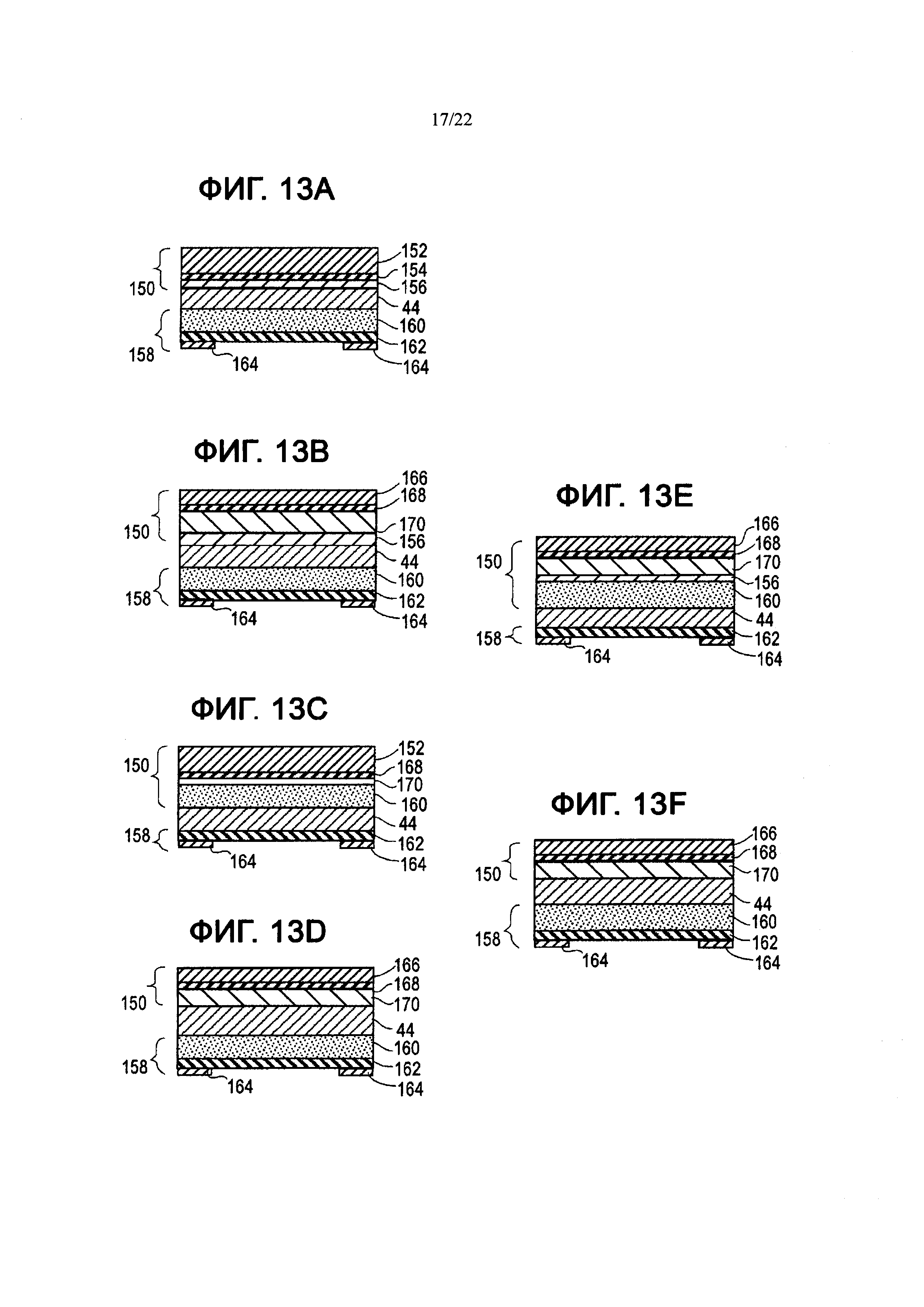
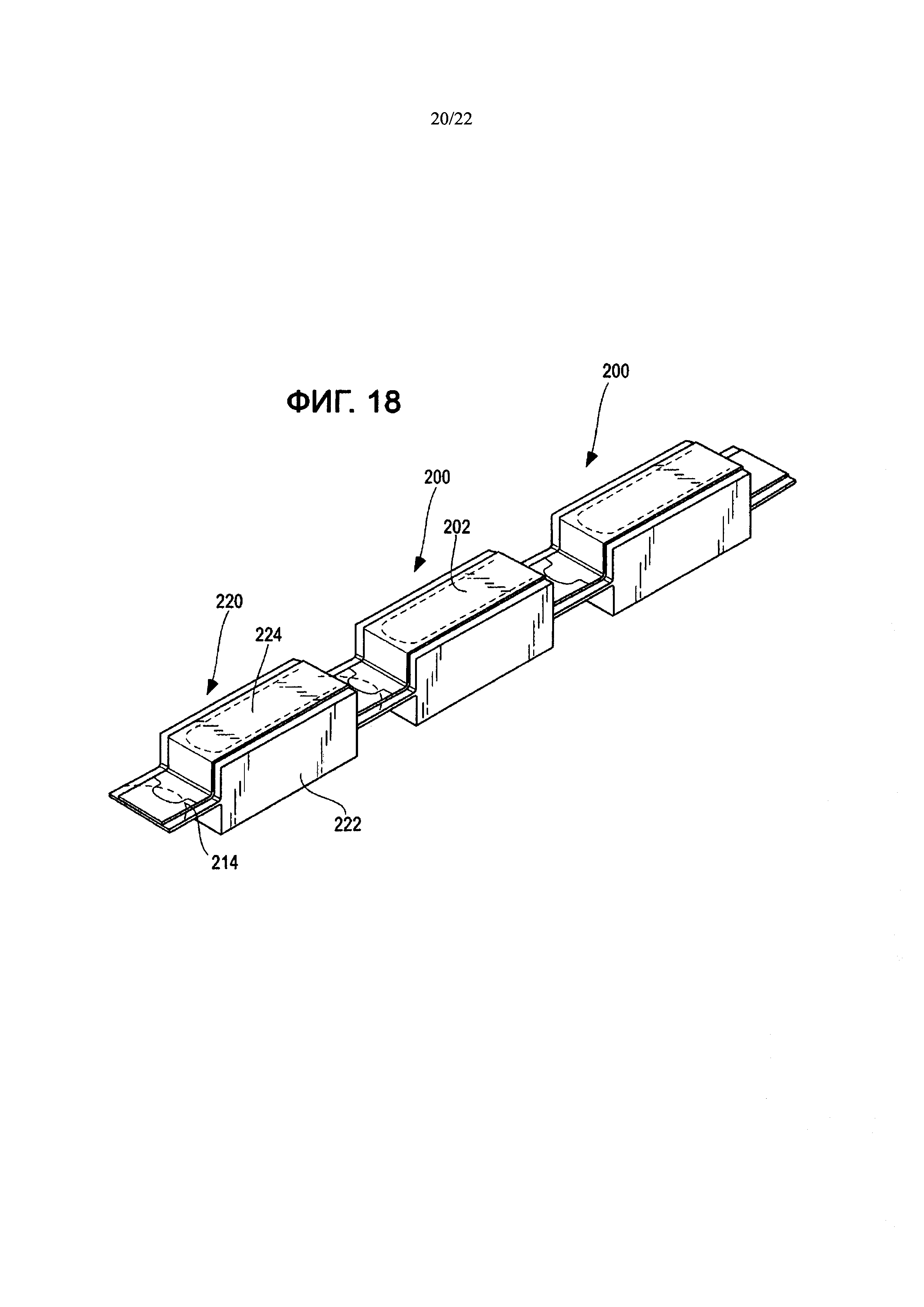
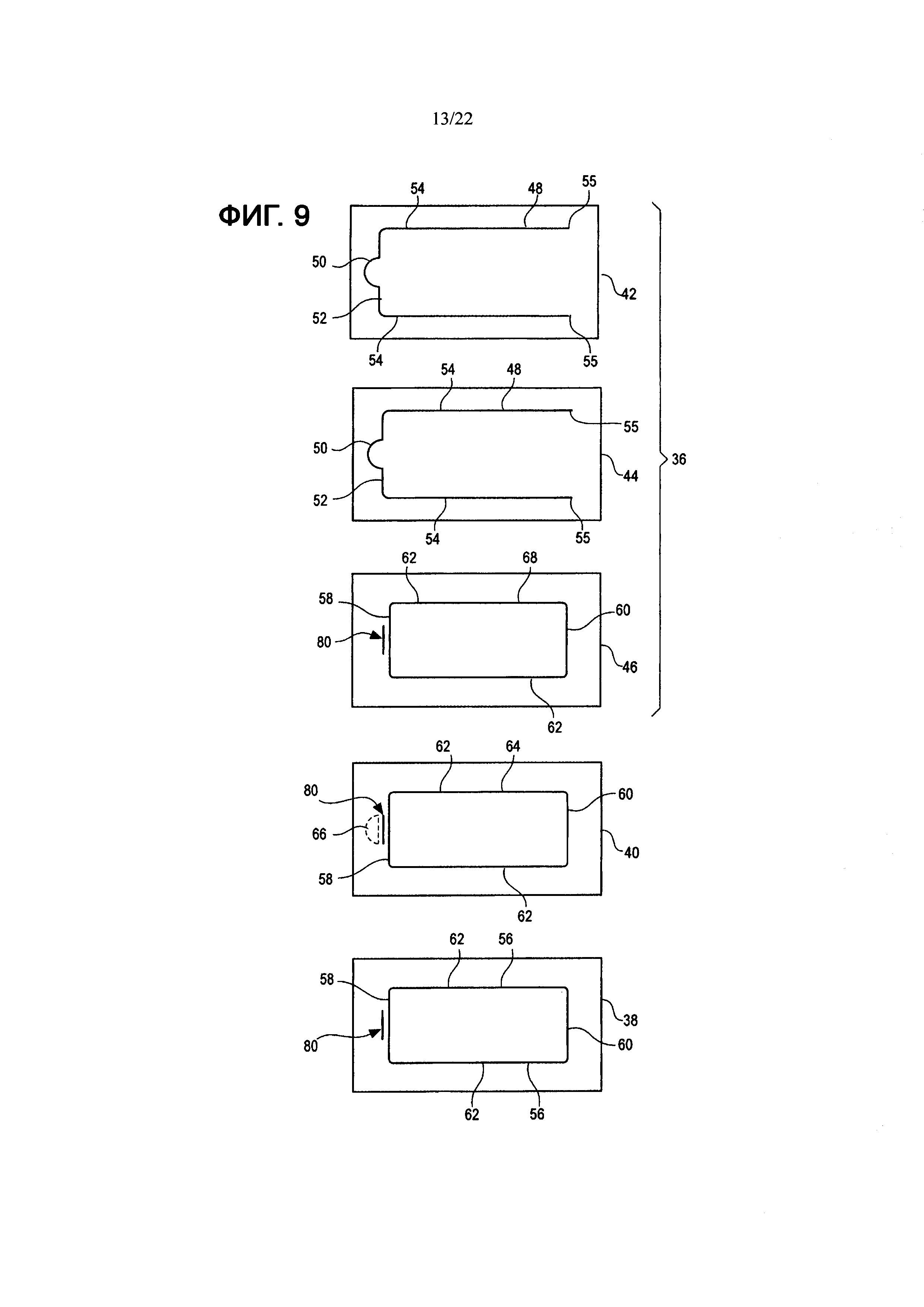
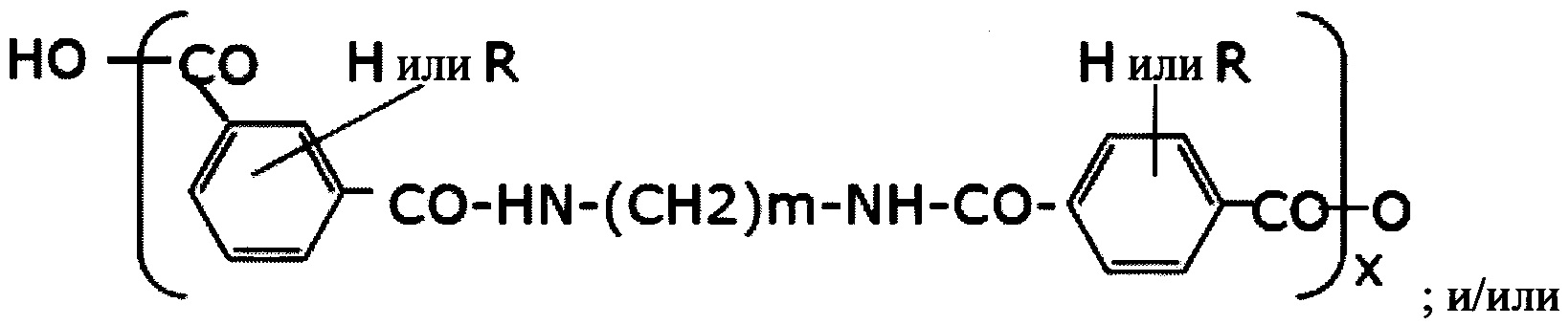
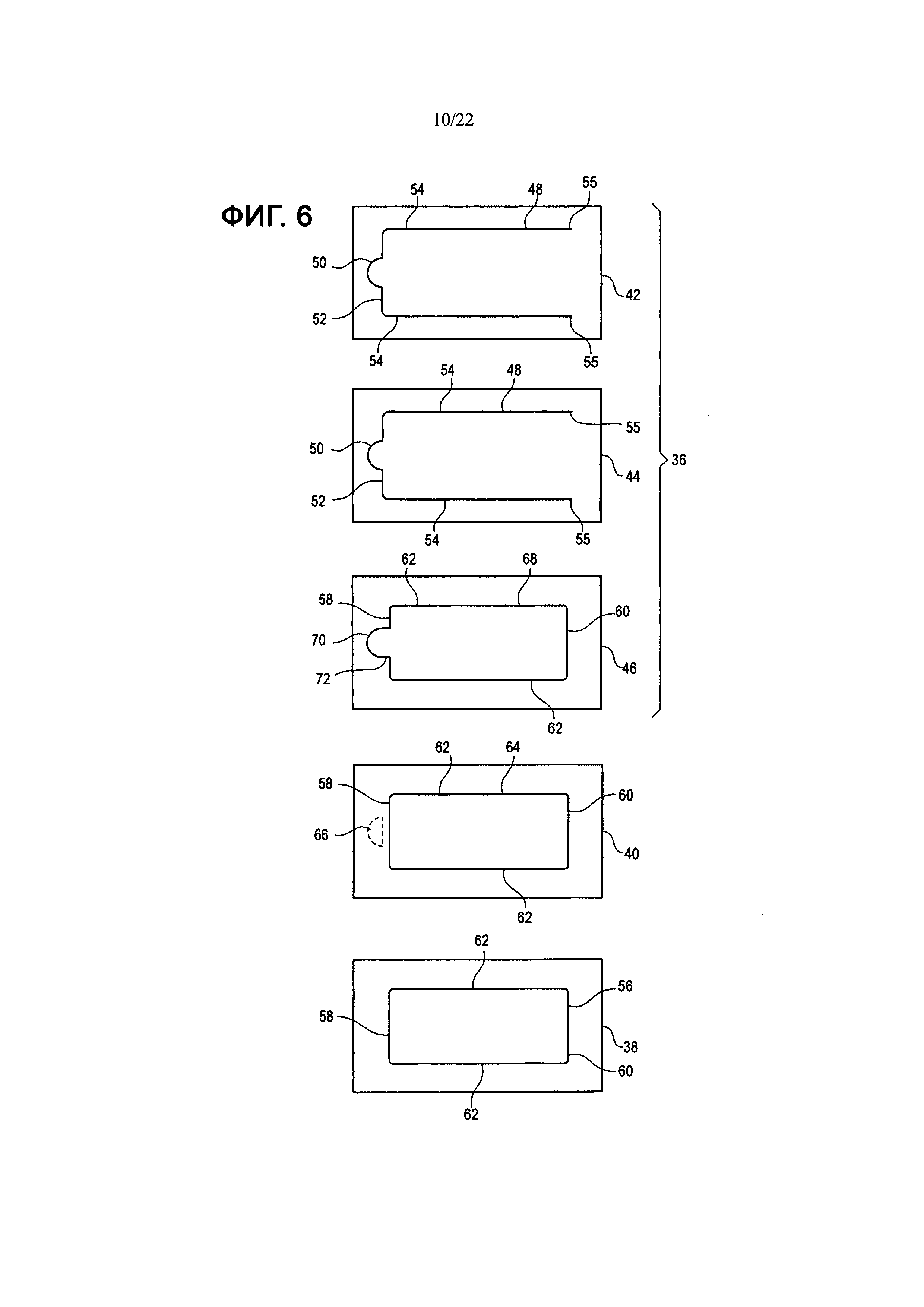
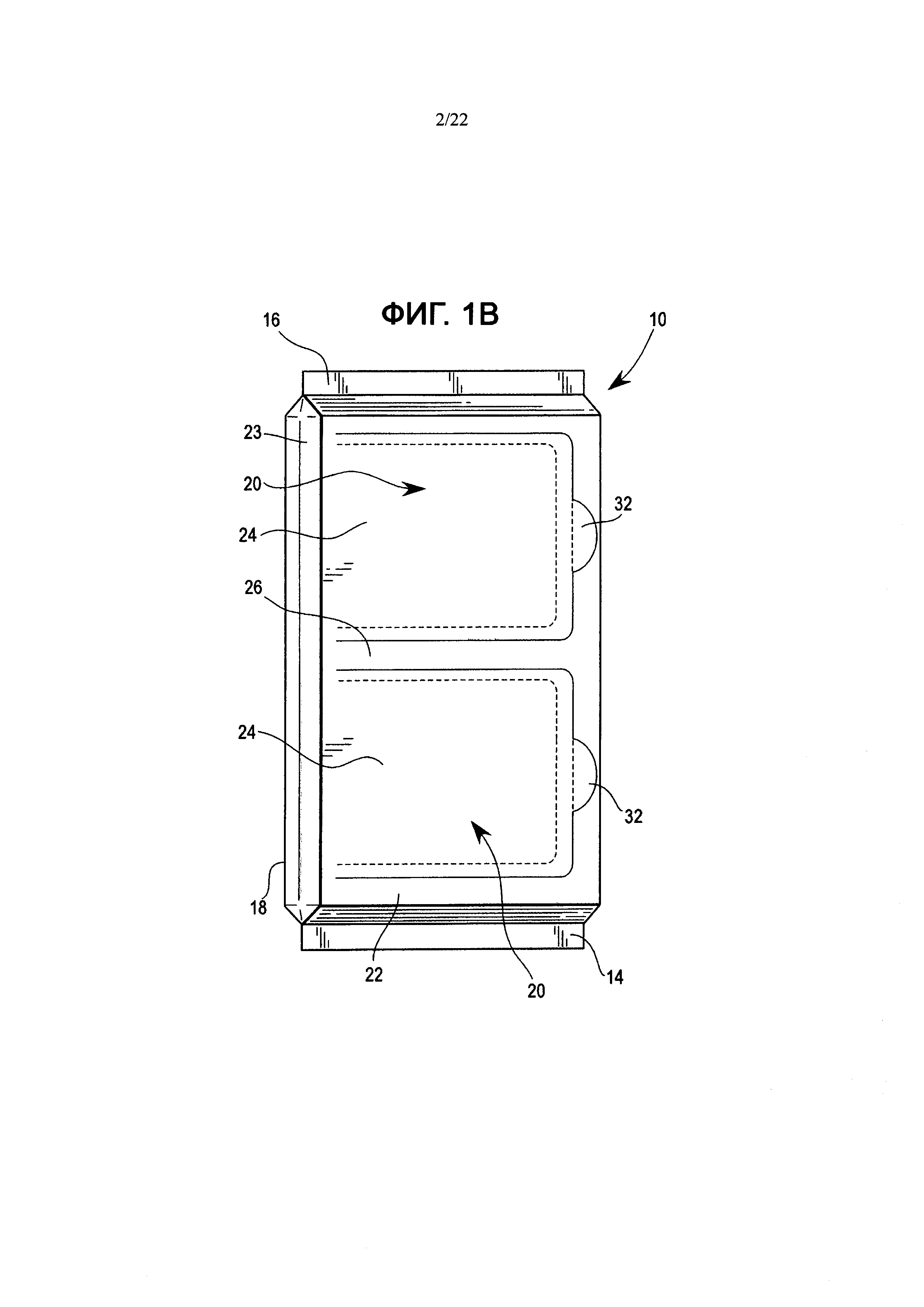
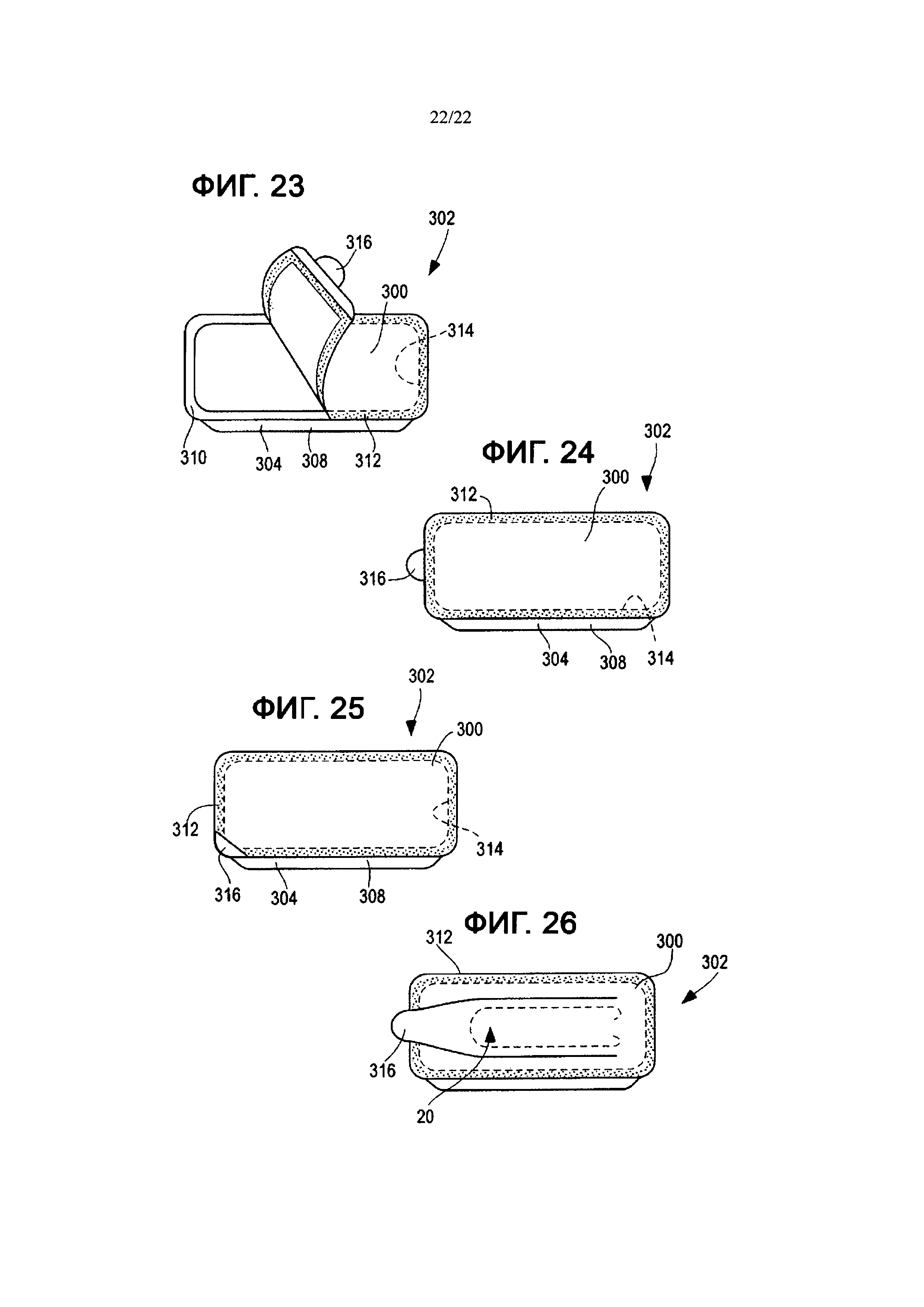
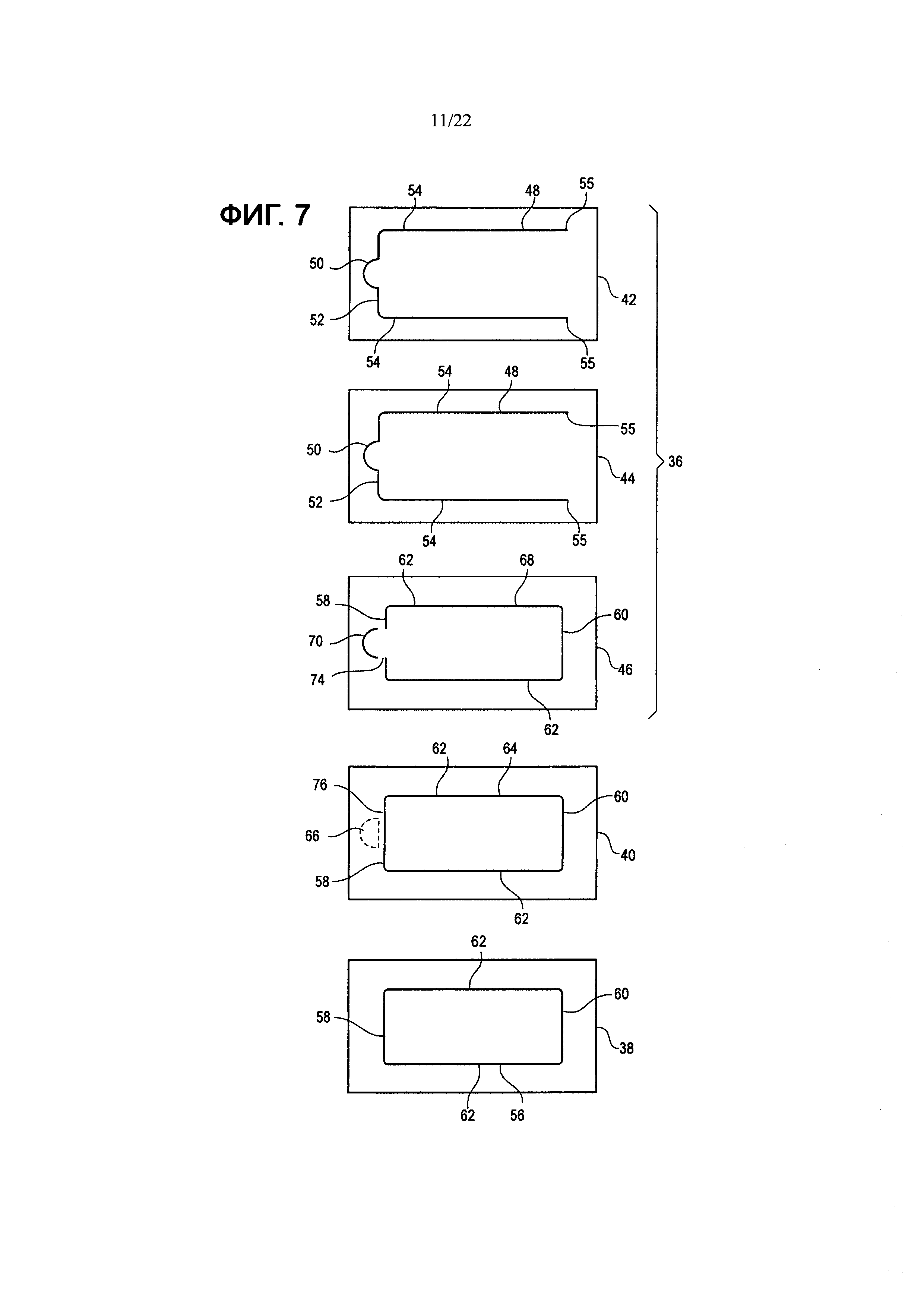
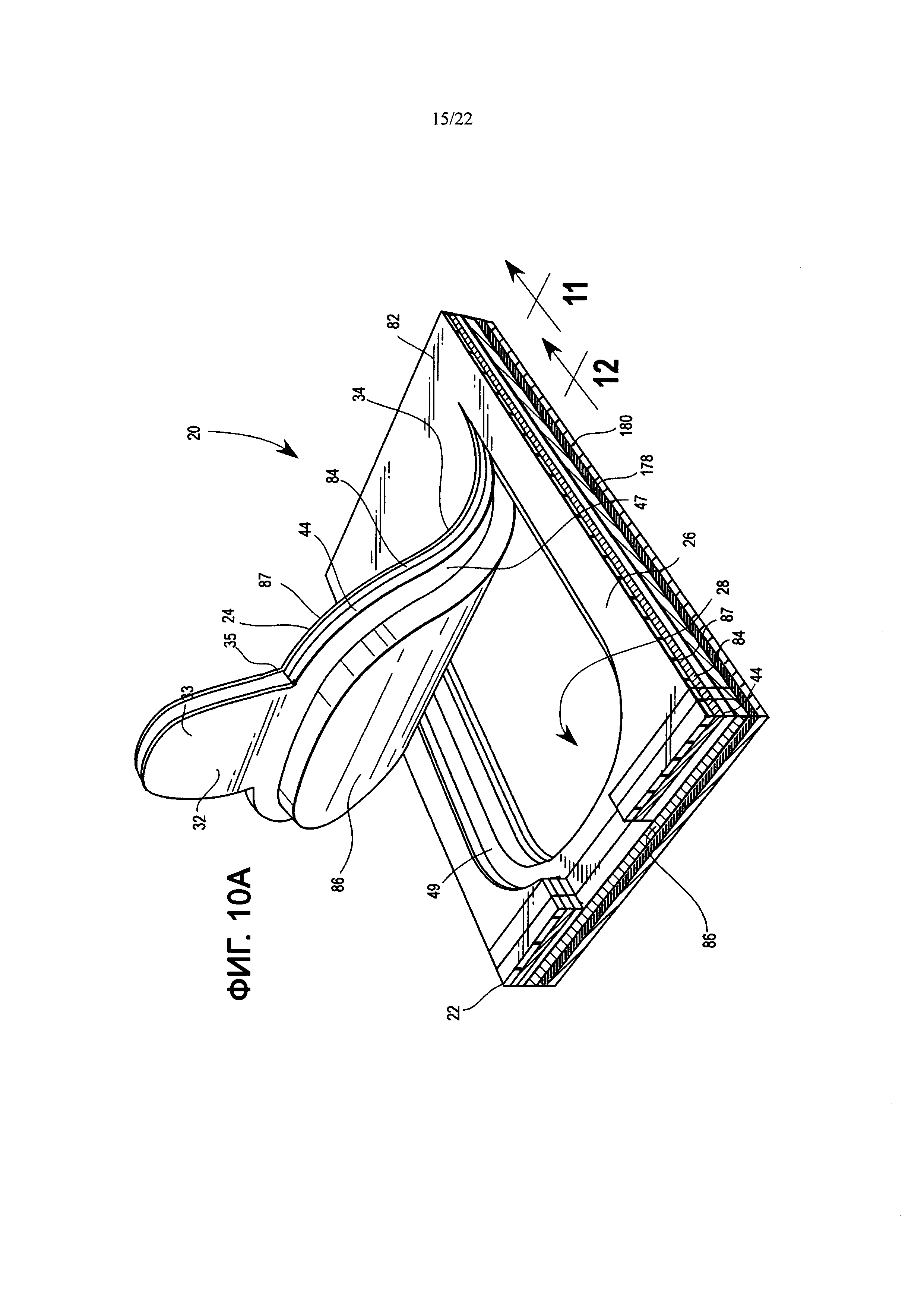
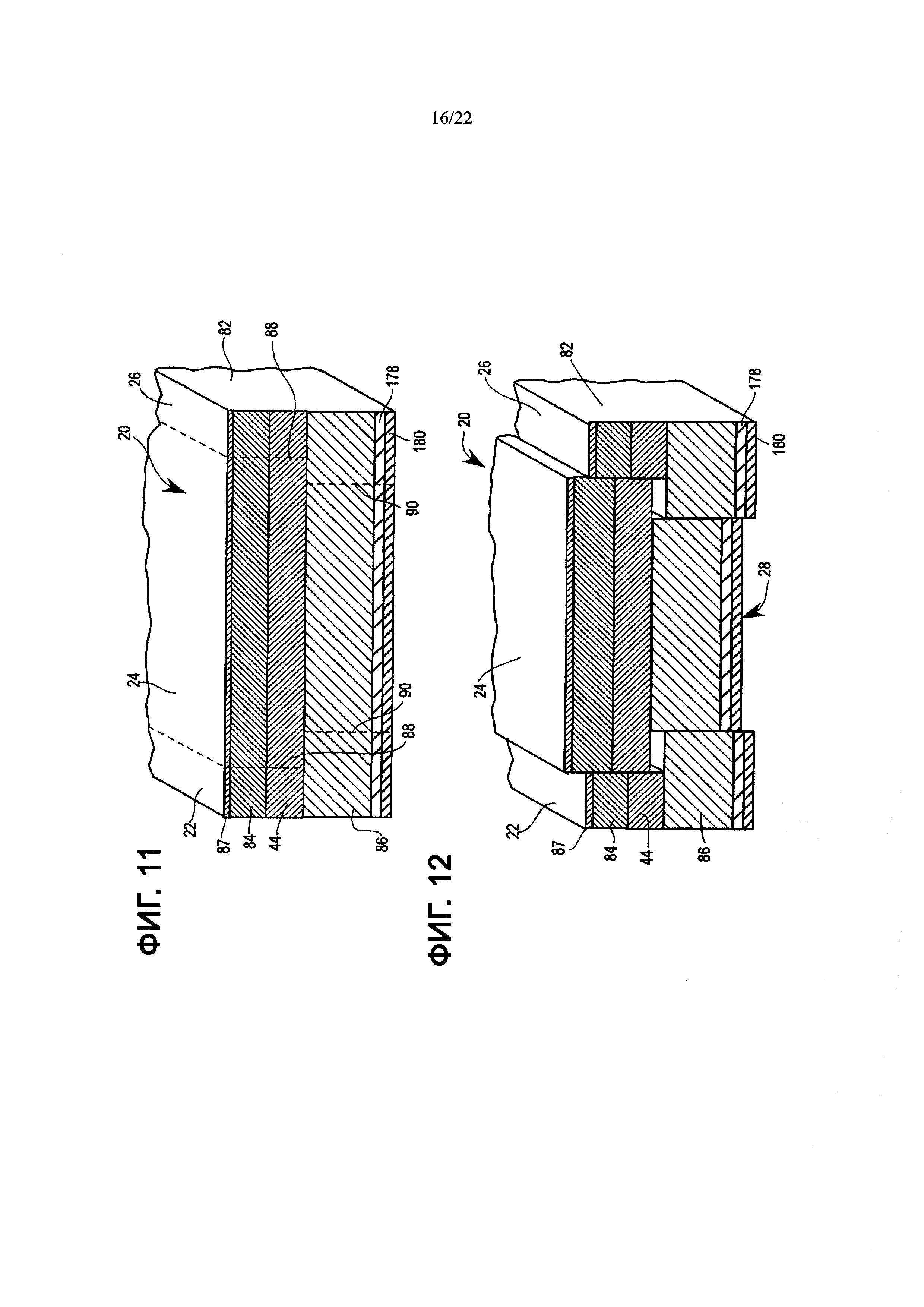
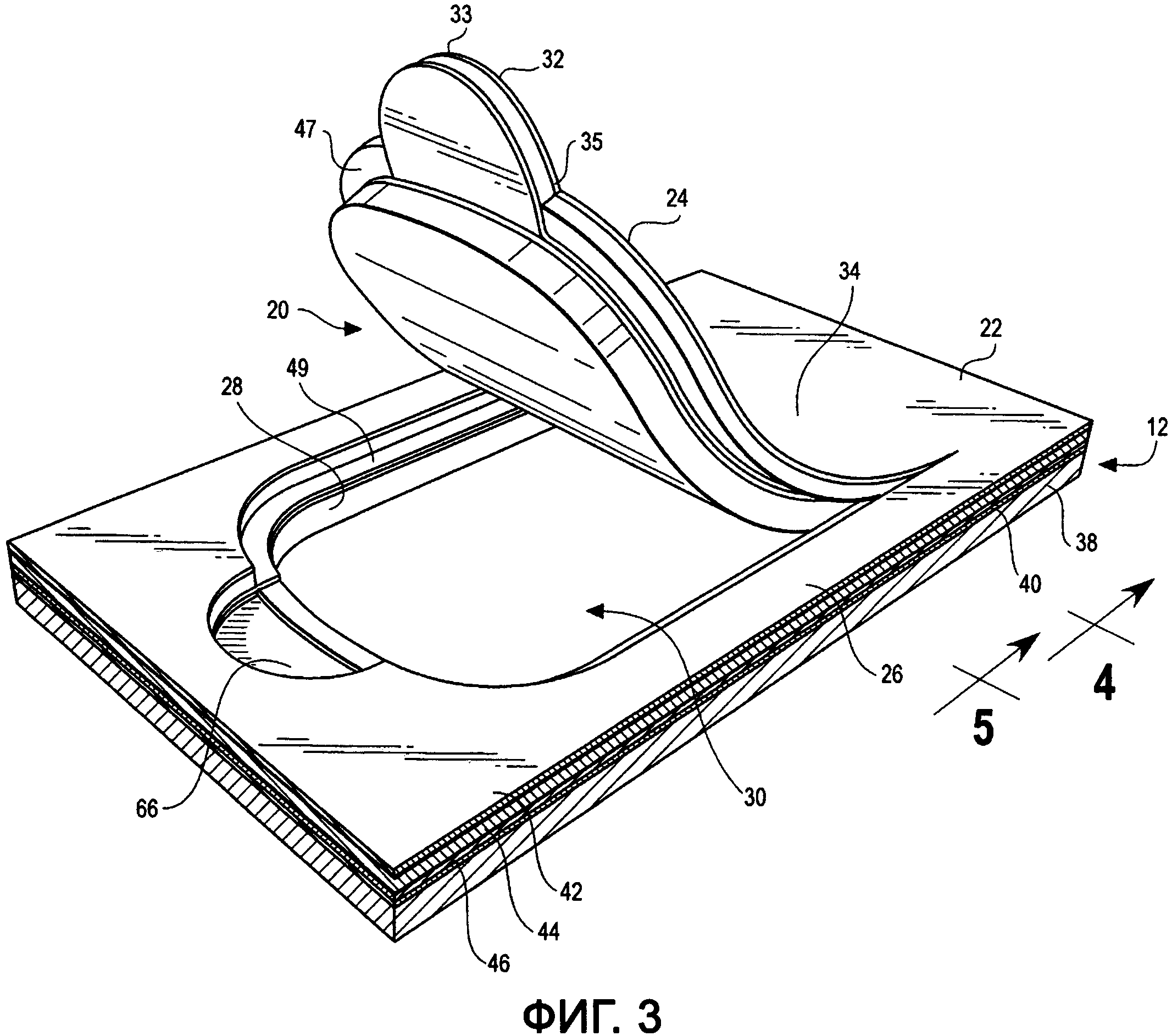
Фоторазлагаемая гуммиоснова, жевательная резинка, содержащая фоторазлагаемую гуммиоснову, и способы их получения
Композиция инкапсулированного подсластителя, способ ее получения и содержащая ее жевательная резинка
Отделяемый герметизирующий материал для упаковки, содержащий смеси наполненных термопластов
Упакованные насыпью не имеющие покрытия куски жевательной резинки
Упаковочная пленка, сконфигурированная для распределения напряжений
Система и способ производства жевательной резинки
Способ увеличения срока годности цельнозерновой муки и продукта
Способ получения магнитной системы
Стабилизированная мука из цельного зерна и способ ее получения
Повторно закрываемые гибкие упаковки для пищевых продуктов
Упаковочная пленка, сконфигурированная для распределения напряжений

