Результат интеллектуальной деятельности: ОТДЕЛЯЕМЫЙ ГЕРМЕТИЗИРУЮЩИЙ МАТЕРИАЛ ДЛЯ УПАКОВКИ, СОДЕРЖАЩИЙ СМЕСИ НАПОЛНЕННЫХ ТЕРМОПЛАСТОВ
Вид РИД
Изобретение
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
В настоящей заявке испрашивается конвенционный приоритет на основании временной патентной заявки США 12/983,732, поданной 3 января 2011, полное содержание которой вводится здесь ссылкой.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к упаковкам, которые содержат отделяемый герметизирующий материал и, в частности, настоящее изобретение относится к композициям и способам формирования таких отделяемых герметизирующих материалов.
УРОВЕНЬ ТЕХНИКИ
Упаковка - это важный элемент, обеспечивающий сохранность, продажи и продвижение многих товаров. Упаковка широко применяется, например, для пищевых продуктов, медицинских приборов, электронных компонентов, промышленных продуктов, товаров личной гигиены, продуктов для домашних животных, предметов коллекционирования, ювелирных изделий и т.п. Упаковка для разных товаров имеет свои особенности. Например, для медицинских и пищевых продуктов часто необходимо герметичное запечатывание для исключения загрязнения этих продуктов, находящихся в упаковке.
Для пищевых продуктов предъявляются особенно строгие требования к упаковке, которая должна обеспечивать свежесть продуктов и достаточно длительный срок хранения. Также строгие требования предъявляются к упаковке некоторых медицинских приборов и устройств для сохранения их стерильности. В таких применениях часто используется вакуумная упаковка или упаковка, заполненная газом, с последующим герметичным запечатыванием. Хотя обязательным требованием является эффективность упаковки изделий, однако различные эстетические характеристики упаковки также важны. Например, внешний вид упаковки очень важен для привлечения покупателей. Кроме того, важны также функциональные характеристики упаковки, такие как возможность многократного открытия/закрытия, легкость вскрытия упаковки и т.п. Во многих таких применениях возможность легкого вскрытия упаковки будет зависеть от механических характеристик запечатанного шва. Кроме того, способность запечатываемого материала эффективно передавать тепло (теплопроводность) обеспечивает существенное снижение времени выдерживания при запечатывании (термосварке), в результате чего повышается производительность и снижается расход энергии при выполнении процессов запечатывания.
В одной из технологий упаковки используется отделяемый герметизирующий материал. Когда открывают упаковку с отделяемым герметизирующим материалом, слой этого материала может отделяться от подложки. В этом случае желательно, чтобы такое отделение можно было осуществлять с небольшой и примерно постоянной силой отрыва. Эластичность разделяемого запечатанного шва предотвращает его повреждение при изгибных деформациях и в процессе стандартных операций с упаковкой. В некоторых известных технических решениях разделяемые запечатанные швы имеют многослойную конструкцию. Примеры упаковок, в которых используются такие запечатанные швы, включают вертикально стоящие пакеты, "пакеты в оболочке", блистерные упаковки, внешние обертки и т.п. Хотя некоторые из таких упаковок с разделяемыми запечатанными швами имеют достаточно хорошие характеристики, однако трудно создать подходящие упаковки, в которых будут обеспечиваться герметичные швы, не допускающие протеканий, даже при возникновении морщин, складок и сгибов, и в то же время они могут быть легко вскрыты пользователем. Кроме того, такие известные технологии упаковок с разделяемыми запечатанными швами, как правило, работают в сравнительно узких диапазонах температур и в частности в узких диапазонах температур термосварки. Узкие диапазоны температур термосварки приводят к дефектам упаковки. Например, при температурах, находящихся в нижней части рабочего диапазона, могут формироваться протекающие швы (негерметичное запечатывание). При температурах, находящихся в верхней части рабочего диапазона, формируются швы, которые трудно разделять, и они могут разрываться при разделении.
Соответственно, существует потребность в улучшенных упаковках с разделяемыми запечатанными швами, которые противостоят протеканиям за счет заполнения пустот в пленочном шве, обеспечивают герметичный запечатанный шов, легко вскрываются и допускают широкий диапазон рабочих температуры запечатывания швов без потери со временем функциональных характеристик шва.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на решение одной или нескольких проблем известных технических решений, и в одном из его вариантов предлагается упаковка, содержащая часть с разделяемым запечатанным швом. Разделяемая часть запечатанного шва содержит первый герметизирующий слой и второй герметизирующий слой, так что первый герметизирующий слой взаимодействует со вторым герметизирующим слоем для формирования разделяемого запечатанного шва. Первый герметизирующий слой содержит термопластичный полимер, органоглину, диспергированнную в термопластичном полимере, и дополнительную добавку, содержащую неорганический наполнитель, такой как карбонат кальция, диспергированный в термопластичном полимере. Совместное содержание органоглины и дополнительного наполнителя (например, карбоната кальция) находится в диапазоне от примерно 10 вес.% до примерно 35 вес.% от общего веса термопластичного полимера вместе с органоглиной и дополнительным наполнителем (например, карбонатом кальция). Органоглина присутствует в количестве от 5 вес.% до 20 вес.% от общего веса термопластичного полимера вместе с органоглиной и дополнительным наполнителем (например, карбонатом кальция). Неорганический наполнитель, такой как карбонат кальция, присутствует в количестве от 6 вес.% до 25 вес.% от общего веса термопластичного полимера вместе с органоглиной и дополнительным наполнителем (например, карбонатом кальция). Первый герметизирующий слой имеет герметизирующую поверхность, причем разделяемый запечатанный шов характеризуется силой отрыва, величина которой находится в диапазоне от 0,5 фунта до 5 фунтов на один дюйм ширины запечатанного шва. В другом варианте предлагается упаковка, содержащая отделяемые герметизирующие структуры по настоящему изобретению. Упаковка по настоящему изобретению содержит контейнер и часть с разделяемым запечатанным швом, прикрепленную к контейнеру. Указанная часть с разделяемым запечатанным швом содержит первый герметизирующий слой и второй герметизирующий слой, так что первый герметизирующий слой взаимодействует со вторым герметизирующим слоем для формирования разделяемого запечатанного шва. Первый герметизирующий слой содержит термопластичный полимер, органоглину, диспергированнную в термопластичном полимере, и дополнительную добавку, содержащую неорганический наполнитель, такой как карбонат кальция, диспергированный в термопластичном полимере. Совместное содержание органоглины и дополнительного наполнителя (например, карбоната кальция) находится в диапазоне от примерно 10 вес.% до примерно 35 вес.% от общего веса термопластичного полимера вместе с органоглиной и дополнительным наполнителем (например, карбонатом кальция). Органоглина присутствует в количестве от 5 вес.% до 20 вес.% от общего веса термопластичного полимера вместе с органоглиной и дополнительным наполнителем (например, карбонатом кальция). Неорганический наполнитель, такой как карбонат кальция, присутствует в количестве от 6 вес.% до 25 вес.% от общего веса термопластичного полимера вместе с органоглиной и карбонатом кальция. Первый герметизирующий слой имеет герметизирующую поверхность, причем разделяемый запечатанный шов характеризуется силой отрыва, величина которой находится в диапазоне от 0,5 фунта до 5 фунтов на один дюйм ширины запечатанного шва. Еще в одном варианте осуществления изобретения предлагается упаковка, содержащая часть с разделяемым запечатанным швом. Часть с разделяемым запечатанным швом содержит герметизирующую структуру в соответствии с формулой 1:

где P - первый герметизирующий слой, L1-Ln - слои внутри основания, на котором расположен герметизирующий слой, и n - целое число, указывающее количество слоев в основании. Часть с разделяемым запечатанным швом содержит также подложку, с которой взаимодействует первый герметизирующий слой для формирования разделяемого запечатанного шва, причем первый герметизирующий слой содержит: термопластичный полимер, органоглину, диспергированнную в термопластичном полимере, и дополнительную добавку, содержащую неорганический наполнитель, такой как карбонат кальция, диспергированный в термопластичном полимере. Совместное содержание органоглины и дополнительного наполнителя (например, карбоната кальция) находится в диапазоне от примерно 10 вес.% до примерно 35 вес.% от общего веса термопластичного полимера вместе с органоглиной и дополнительным наполнителем (например, карбонатом кальция). Органоглина присутствует в количестве от 5 вес.% до 20 вес.% от общего веса термопластичного полимера вместе с органоглиной и дополнительным наполнителем (например, карбонатом кальция). Неорганический наполнитель, такой как карбонат кальция, присутствует в количестве от 6 вес.% до 25 вес.% от общего веса термопластичного полимера вместе с органоглиной и карбонатом кальция. Первый герметизирующий слой имеет герметизирующую поверхность, причем разделяемый запечатанный шов характеризуется силой отрыва, величина которой находится в диапазоне от 0,5 фунта до 5 фунтов на один дюйм ширины запечатанного шва.
Еще в одном варианте осуществления изобретения предлагается упаковка, содержащая часть с разделяемым запечатанным швом. Часть с разделяемым запечатанным швом содержит герметизирующую структуру в соответствии с формулой 2:

где P - первый герметизирующий слой, L1-Ln - слои внутри основания, на котором расположен герметизирующий слой, Lf - дополнительный слой, расположенный поверх первого герметизирующего слоя, и n - целое число, указывающее количество слоев в основании. Часть с разделяемым запечатанным швом содержит также подложку, с которой взаимодействует первый герметизирующий слой для формирования разделяемого запечатанного шва. Первый герметизирующий слой содержит термопластичный полимер, органоглину, диспергированнную в термопластичном полимере, и дополнительную добавку, содержащую неорганический наполнитель, такой как карбонат кальция, диспергированный в термопластичном полимере. Совместное содержание органоглины и дополнительного наполнителя (например, карбоната кальция) находится в диапазоне от примерно 10 вес.% до примерно 35 вес.% от общего веса термопластичного полимера вместе с органоглиной и дополнительным наполнителем (например, карбонатом кальция). Органоглина присутствует в количестве от 5 вес.% до 20 вес.% от общего веса термопластичного полимера вместе с органоглиной и дополнительным наполнителем (например, карбонатом кальция). Неорганический наполнитель, такой как карбонат кальция, присутствует в количестве от 6 вес.% до 25 вес.% от общего веса термопластичного полимера вместе с органоглиной и карбонатом кальция. Первый герметизирующий слой имеет герметизирующую поверхность, причем разделяемый запечатанный шов характеризуется силой отрыва, величина которой находится в диапазоне от 0,5 фунта до 5 фунтов на один дюйм ширины запечатанного шва.
Еще в одном варианте осуществления изобретения предлагается композиция для формирования отделяемого герметизирующего слоя. Композиция содержит маточную смесь органоглины и маточную смесь карбоната кальция с термопластичным полимером (полимерами). Герметизирующие системы для упаковки, сформированные из таких композиций, используют синергетический эффект входящих в них компонентов, обеспечивают хорошее разделение запечатанного шва для широкого диапазона температур термосварки, имеют повышенную удельную теплопроводность и улучшенную степень уплотнения. Кроме того, такие композиции (в особенности композиции, обеспечивающие легкое разделение запечатанного шва) имеют существенно улучшенные характеристики старения, то есть, характеристики разделения запечатанного шва мало изменяются со временем, в отличие от полибутиленовых систем разделяемых швов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фигура 1A - схематический вид сечения однослойной герметизирующей структуры, содержащей органоглину и неорганический наполнитель, такой как добавки на основе карбоната кальция.
Фигура 1B - схематический вид сечения двухслойной структуры, содержащей внешний герметизирующий слой с органоглиной и дополнительной добавкой.
Фигура 1C - схематический вид сечения трехслойной структуры, содержащей внешний герметизирующий слой с органоглиной и дополнительной добавкой.
Фигура 1D - схематический вид сечения пятислойной структуры, содержащей внешний герметизирующий слой с органоглиной и дополнительной добавкой.
Фигура 1E - схематический вид сечения трехслойной структуры, содержащей внутренний герметизирующий слой с органоглиной и дополнительной добавкой.
Фигура 2A - схематический вид сечения упаковки типа пакета, в которой используется один из вариантов разделяемой герметизирующей структуры по настоящему изобретению.
Фигура 2B - вид сбоку упаковки типа пакета, показанной на фигуре 2A.
Фигура 2C - вид сбоку упаковки типа пакета с использованием герметизирующей структуры, показанной на фигуре 1E.
Фигура 3A - схематический вид сечения одного из предпочтительных вариантов, в котором подложка содержит второй герметизирующий слой.
Фигура 3B - схематический вид сечения одного из вариантов, в котором подложка содержит второй герметизирующий слой с разделяемым запечатанным швом, сформированным между первым герметизирующим слоем и вторым герметизирующим слоем.
Фигура 4A - схематический вид сечения упаковки типа стаканчика, в которой используется один из вариантов разделяемой герметизирующей структуры по настоящему изобретению.
Фигура 4B - схематический вид сечения блистерной упаковки, в которой используются разделяемые герметизирующие структуры по настоящему изобретению и ряд чашеобразных углублений.
Фигура 5 - схемы, иллюстрирующие способ обработки и получения слоев герметизирующих материалов по настоящему изобретению для формирования упаковки.
Фигура 6 - графики изменения прочности на отрыв в зависимости от температуры термосварки при получении запечатанных швов из композиции термопластичный полимер/карбонат кальция и композиции термопластичный полимер/органоглина.
Фигура 7 - графики изменения прочности на отрыв в зависимости от температуры термосварки при получении запечатанных швов из композиций, содержащих разные количества органоглины и карбоната кальция.
Фигура 8 - графики изменения прочности на отрыв в зависимости от температуры термосварки при получении запечатанных швов из композиций, содержащих органоглину и высокие уровни содержания карбоната кальция.
Фигура 9 - графики изменения прочности на отрыв в зависимости от температуры термосварки при получении запечатанных швов из композиций, содержащих органоглину и металлоценовый линейный полиэтилен низкой плотности.
Фигура 10 - схема способа испытаний уплотнений, в котором определяется крутизна характеристик уплотнения и максимальная толщина полной герметизации.
Фигура 11 - график изменения площади незапечатанной зоны в зависимости от толщины инородного тела, используемого для определения крутизны характеристики уплотнения и максимальной толщины полной герметизации в способе испытаний уплотнений.
Фигура 12A - графики изменения площади незапечатанной зоны в зависимости от толщины инородного тела для разных комбинаций полимер/органоглина/карбонат кальция.
Фигура 12B - крутизна характеристики уплотнения для разных композиций пленки.
Фигуры 13A, 13B - графики изменения G' и G'' в зависимости от частоты (aTω) для разных композиций.
Фигура 14А - график изменения крутизны характеристики уплотнения в зависимости от величины G'/aTω.
Фигура 14B - график изменения максимальной толщины полной герметизации в зависимости от величины G'/aTω.
Фигура 15 - график изменения отношения G'/aTω и крутизны характеристики уплотнения для разных образцов.
Фигуры 16A-16D - графики изменения теплового потока в зависимости от температуры для разных композиций пленки.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже будут подробно описаны композиции, варианты и способы, являющиеся предпочтительными по настоящему изобретению, которые представляют собой лучшие варианты осуществления изобретения, известные заявителям на данный момент. Фигуры необязательно выполнены с соблюдением масштаба. Однако следует понимать, что описанные варианты осуществления изобретения - это всего лишь примеры, которые могут быть реализованы в различных формах. Поэтому конкретные детали, раскрытые в настоящем описании, не должны рассматриваться как ограничения; они всего лишь используются для иллюстрации особенностей изобретения и являются указаниями для специалистов в данной области техники в отношении различных возможностей применения настоящего изобретения.
За исключением примеров или других случаев, в которых четко указано иное, все количественные величины, приведенные в настоящем описании в отношении количеств материала или условий реакции и/или применения должны пониматься как "примерно". Предпочтительным является указание диапазонов изменения количественных величин. Также, если в явной форме не указано иное, процентное содержание и относительные величины относятся к весовым соотношениям; термин "полимер" включает "олигомер", "сополимер", "терполимер" и т.п.; указание группы или класса материалов, подходящих или предпочтительных для заданной цели в связи с настоящим изобретением, подразумевает, что смеси любых нескольких конкретных материалов, входящих в эту группу или в этот класс, в равной степени являются подходящими или предпочтительными; указание компонентов в форме химических соединений относится к этим компонентам в момент их добавления в любую комбинацию, указанную в настоящем описании, и совершенно не исключает химические реакции между компонентами смеси после их перемешивания; первое описание сокращения или аббревиатуры относится ко всем последующим указаниям в настоящем описании этого сокращения или аббревиатуры и применяется с соответствующими изменениями к обычным грамматическим формам первоначально описанных сокращений и аббревиатур; и, если в явной форме не указано иное, измерения характеристик осуществляют с использованием тех же методик, которые указывались ранее или позднее для этих характеристик.
Следует также понимать, что настоящее изобретение не ограничивается конкретными нижеописанными вариантами его осуществления и способами, поскольку конкретные компоненты и/или условия, конечно же, могут варьироваться. Терминология в настоящей заявке используется только для целей описания конкретных вариантов осуществления изобретения и никоим образом не ограничивает объем изобретения.
Необходимо иметь в виду, что указания форм единственного числа, используемые в описании и в прилагаемой формуле, включают также и формы множественного числа, если иное не следует явно из контекста. Например, указание компонента в единственном числе подразумевает также несколько таких компонентов.
Если в заявке встречается ссылка на публикации, то полное содержание таких публикаций включается в настоящую заявку для более полного описания предшествующего уровня в области техники, к которой относится изобретение.
Термин "органоглина", как он используется в настоящем описании, означает глину, модифицированную органическим веществом. Как правило, такая модификация делает глину боле совместимой и, соответственно, более подходящей для смешивания с полимерами.
Термины "слои глины", "пластинки глины", как они используются в настоящем описании, означают отдельные слои слоистого материала, такого как смектит.
Термин "расслоившаяся органоглина", как он используется в настоящем описании, означает, что по меньшей мере часть органоглины содержит множество пластинок, расстояние между которыми больше расстояния между пластинками в немодифицированной глине, и по меньшей мере часть пластинок не параллельны друг другу. В типичной немодифицированной глине соседние пластинки стремятся установиться параллельно друг другу. Обычно среднее расстояние между пластинками расслоившейся органоглины превышает примерно 20 ангстрем. Глины со средним расстоянием между пластинками, превышающим примерно 100 нм, считаются полностью расслоившимися. Необходимо также понимать, что отдельные слои пластинок органоглины могут соединяться с другими слоями для формирования объединений (агломератов) слоев. Такие агломераты характеризуются максимальной протяженностью (размером) в пространстве. Информация о размерах агломератов в полимерной матрице может быть получена с помощью сканирующего электронного микроскопа или оптического микроскопа, и максимальный пространственный размер используется для представления распределения органоглины в полимере и в смеси полимеров. Большая величина максимального пространственного размера свидетельствует о хорошем распределении органоглины. Величина среднего максимального пространственного размера находится в диапазоне от 1 нм до 100 мкм. Предпочтительно средний максимальный пространственный размер находится в диапазоне от 1 нм до 100 нм. В другом предпочтительном варианте средний максимальный пространственный размер находится в диапазоне от 1 нм до 1000 нм. Еще в одном варианте поперечный размер находится в диапазоне от 1 мкм до 100 мкм.
Термин "чистый полимер" или "смесь чистых полимеров", как они используются в настоящем описании, относится к термопластичному полимеру или к различным видам смесей термопластичных полимеров, которые не содержат неорганические наполнители.
Термин "разделяемый запечатанный шов", как он используется в настоящем описании, означает запечатанный шов, для вскрытия которого необходимо приложить силу отрыва в диапазоне от 0,5 фунта до 5 фунтов на дюйм ширины образца. Обычно верхний предел не превышает 5 фунтов на дюйм ширины образца. Верхний предел может быть меньше 4 фунтов на дюйм ширины образца или меньше прочности на разрыв пленочной подложки.
Термин "сила отрыва", как он используется в настоящем описании, означает силу, необходимую для разделения двух слоев, в соответствии со стандартом ASTM F-88, содержание которого вводится здесь ссылкой. Например, это может быть сила, необходимая для разделения двух слоев шириной один дюйм, если их тянуть в сторону друг от друга.
Термин "температура начала сваривания (шва)", как он используется в настоящем описании, относится к самой низкой температуры, при которой формируется запечатанный шов, характеризующийся силой отрыва порядка 0,5 фунта на дюйм. В частности, температура начала сваривания - это температура поверхности (обычно металла), находящейся в контакте со слоем или слоями, которые должны быть сварены. В некоторых вариантах время контакта указанной поверхности со слоем (слоями) находится в диапазоне от примерно 0,1 сек до примерно 2 сек при давлении от 5 psi до 1200 psi.
Термин "диапазон температур разделяемого запечатанного шва", как он используется в настоящем описании, означает диапазон температур, при которых формируется запечатанный шов между двумя материалами, так что сила отрыва, обеспечивающая отрыв пленок друг от друга, находится в диапазоне от 0,5 фунта до 5 фунтов на один дюйм ширины образца.
Термин "температура термосварки", как он используется в настоящем описании, означает температуру, при которой между двумя материалами формируется запечатанный шов.
Термины "крутизна характеристики уплотнения" и "максимальная толщина полной герметизации", как они используются в настоящем описании, означают следующее. В способе испытаний уплотнения с помощью плоской проволоки, имеющей некоторую толщину (толщина инородного тела), формируется зазор в зоне запечатывания для моделирования ситуации случайного попадания инородного тела в зону запечатывания или возле нее в процессе термосварки (фигура 10). Незапечатанную зону измеряют с помощью оптического микроскопа. Чем меньше измеренная площадь незапечатанной зоны, тем лучше степень уплотнения, обеспечивающего герметичный запечатанный шов. Площадь незапечатанной зоны наносится на график зависимости от толщины инородного тела. Точки измерений аппроксимируются линейным графиком (например, с использованием способа наименьших квадратов), имеющим наклон (крутизну), который указывается как крутизна характеристики уплотнения. Максимальная толщина полной герметизации равна толщине инородного тела для нулевой незапечатанной зоны. Чем больше максимальная толщина полной герметизации, тем выше уплотняющая способность материала.
В одном из вариантов осуществления изобретения обеспечивается разделяемая герметизирующая конструкция. Такая разделяемая герметизирующая конструкция представляет собой улучшение конструкций, раскрытых в документе US 2008/0118688, полное содержание которого вводится здесь ссылкой. Часть с разделяемым запечатанным швом содержит первый герметизирующий слой и второй герметизирующий слой, так что первый герметизирующий слой взаимодействует со вторым герметизирующим слоем для формирования разделяемого запечатанного шва. Первый герметизирующий слой содержит термопластичный полимер или смесь термопластичных полимеров, органоглину, диспергированнную в термопластичном полимере или в смеси термопластичных полимеров, и неорганическую добавку, такую как карбонат кальция, диспергированную в термопластичном полимере или в смеси термопластичных полимеров.
При совместном использовании органоглины и карбоната кальция возникает синергетический эффект, так что первый герметизирующий слой формирует разделяемый запечатанный шов, когда сваривают первый и второй герметизирующие слои. В частности, в некоторых вариантах осуществления настоящего изобретения формируются разделяемые запечатанные швы, которые разделяются с использованием механизма разрушения клеящего материала типа A (см. заявку US 2008/0118688, содержание которой вводится здесь ссылкой). В одном из предпочтительных вариантов разделяемые запечатанные швы, сформированные по настоящему изобретению, имеют прочность на отрыв от 0,5 фунта до 5 фунтов на один дюйм ширины образца. В другом предпочтительном варианте разделяемые запечатанные швы, сформированные по настоящему изобретению, имеют прочность на отрыв от 1,0 фунта до 4,5 фунта на один дюйм ширины образца. Еще в одном предпочтительном варианте разделяемые запечатанные швы, сформированные по настоящему изобретению, имеют прочность на отрыв от 1,0 фунта до 4,0 фунта на один дюйм ширины образца.
Разделяемые запечатанные швы, сформированные по настоящему изобретению, характеризуются прочностью запечатанного шва, как это определяется в стандарте ASTM F 88. Прочность запечатанного шва испытывают и измеряют сразу же после формирования шва. В предпочтительном варианте прочность запечатанного шва измеряют в течение одной минуты после охлаждения полученного шва до комнатной температуры. В одном из предпочтительных вариантов разделяемые запечатанные швы имеют прочность на отрыв от 0,5 фунта до 5 фунтов. В другом предпочтительном варианте разделяемые запечатанные швы имеют прочность на отрыв от 1 фунта до 3,5 фунтов.
Разделяемые запечатанные швы по настоящему изобретению также характеризуются крутизной характеристики уплотнения и максимальной толщиной полной герметизации (толщиной инородного тела). В одном из предпочтительных вариантов величина крутизны характеристики уплотнения не превышает 0,0032. В другом предпочтительном варианте величина крутизны характеристики уплотнения находится в диапазоне от 0,001 до 0,0032. Еще в одном предпочтительном варианте величина крутизны характеристики уплотнения находится в диапазоне от 0,0026 до 0,0032. Еще в одном предпочтительном варианте величина крутизны характеристики уплотнения находится в диапазоне от 0,0025 до 0,003. Еще в одном предпочтительном варианте величина крутизны характеристики уплотнения находится в диапазоне от 0,0027 до 0,003. Обычно максимальная толщина полной герметизации превышает 5 мкм. В одном из предпочтительных вариантов максимальная толщина полной герметизации находится в диапазоне от 5 микрон до 400 микрон. В одном из предпочтительных вариантов максимальная толщина полной герметизации находится в диапазоне от 5 микрон до 300 микрон.
Как указывается в заявке US 2008/0118688, органоглина является существенным компонентом композиции герметизирующего материала для разделяемого запечатываемого шва. Следует отметить, что без органоглины карбонат кальция не обеспечивает получения разделяемого запечатанного шва. Кроме того, в случае совместного использования органоглины и карбоната кальция требуется меньше органоглины для получения высококачественного разделяемого запечатанного шва. Поскольку органоглина относительно дорогой компонент по сравнению с карбонатом кальция, то при совместном использовании органоглины и карбоната кальция существенно снижаются расходы на материалы. Совместное содержание органоглины и карбоната кальция находится в диапазоне от примерно 10 вес.% до примерно 35 вес.% от общего веса термопластичного полимера вместе с органоглиной и карбонатом кальция. Органоглина присутствует в количестве от 5 вес.% до 20 вес.% от общего веса термопластичного полимера вместе с органоглиной и карбонатом кальция. Карбонат кальция присутствует в количестве от 6 вес.% до 25 вес.% от общего веса термопластичного полимера вместе с органоглиной и карбонатом кальция. В некоторых предпочтительных вариантах отношение карбоната кальция к органоглине находится в диапазоне от 0,4 до 2,5. Первый герметизирующий слой имеет герметизирующую поверхность, которая взаимодействует с поверхностью второго герметизирующего слоя для формирования разделяемого запечатанного шва. Разделяемый запечатанный шов характеризуется силой отрыва в диапазоне от 0,5 фунта до 5 фунтов на дюйм ширины запечатанного шва.
В одном из вариантов герметизирующая поверхность может формироваться в разделяемый запечатанный шов при всех температурах, находящихся в диапазоне температур формирования разделяемого запечатанного шва, то есть, от температуры начала сваривания до температуры, которая по меньшей мере на 50°F выше температуры начала сваривания. В одном из предпочтительных вариантов температура формирования разделяемого запечатанного шва находится в диапазоне от температуры начала сваривания до температуры, которая по меньшей мере на 75°F выше температуры начала сваривания. В другом предпочтительном варианте температура формирования разделяемого запечатанного шва находится в диапазоне от температуры начала сваривания до температуры, которая по меньшей мере на 100°F выше температуры начала сваривания. Обычно для применений в упаковке температура начала сваривания находится в диапазоне от примерно 170°F до примерно 420°F. В одном из предпочтительных вариантов температура начала сваривания находится в диапазоне от примерно 170°F до примерно 350°F. В другом предпочтительном варианте температура начала сваривания находится в диапазоне от примерно 170°F до примерно 270°F. Вышеуказанные граничные величины диапазонов температур могут варьироваться в зависимости от теплового сопротивления внешних слоев. Например, когда в качестве внешнего слоя используется пленка из полиэтилена повышенной плотности, верхняя граница температуры сваривания равна примерно 270°F; если же в качестве верхнего слоя используется пленка из ориентированного полиэфира, верхняя граница температуры сваривания равна примерно 420°F.
В общем случае отделяемые герметизирующие структуры представляют собой многослойные структуры, которые могут использоваться для формирования запечатанных швов. Такие многослойные структуры включают герметизирующий слой, содержащий органоглину и дополнительную добавку, выбранную из группы, состоящей из карбоната кальция, карбоната магния, гидратированного силиката магния (тальк), оксида титана, оксида магния, сульфата магния, сульфата бария, алюминатов бария, бората бария, силиката бария и их комбинаций. Один из вариантов многослойной герметизирующей структуры описывается формулой 1:
где P - герметизирующий слой, содержащий органоглину и неорганический наполнитель, такой как карбонат кальция, и дополнительную добавку, L1-Ln - это слои в основании, на котором расположен герметизирующий слой, и n - целое число, указывающее количество слоев в основании. Основание обычно содержит один или несколько слоев полимерных материалов (жестких или гибких), которые указаны ниже. Обычно n - целое число в диапазоне от 1 до 10. Могут использоваться следующие многослойные структуры: L1/P, L1/L2/P, L1/L2/L3/P, L1/L2/L3/L4/P, L1/L2/L3/L4/L5/P, L1/L2/L3/L4/L5/L6/P и L1/L2/L3/L4/L5/L6/L7/P.
Другой вариант многослойной герметизирующей структуры описывается формулой 2:
где P - герметизирующий слой, содержащий органоглину, неорганический наполнитель, такой как карбонат кальция, и дополнительные добавки, L1-Ln - это слои в основании, на котором расположен герметизирующий слой, Lf - дополнительный слой герметизирующего неотделяемого полимера, расположенный на противолежащей стороне Р относительно Ln, и n - целое число, указывающее количество слоев в основании. Основание обычно содержит один или несколько слоев полимерных материалов, которые указаны ниже. Обычно n - целое число в диапазоне от 1 до 10. Могут использоваться следующие многослойные структуры: L1/P/Lf, L1/L2/P/Lf, L1/L2/L3/P/Lf, L1/L2/L3/L4/P/Lf, L1/L2/L3/L4/L5/P/Lf, L1/L2/L3/L4/L5/L6/P/Lf и L1/L2/L3/L4/L5/L6/L7/P/Lf. Рассматриваемый вариант охватывает также и различные модификации, в которых герметизирующая структура включает один слой P.
В другом варианте обеспечивается разделяемый запечатанный шов, в котором используются вышеописанные разделяемые герметизирующие структуры. В общем случае эти разделяемые запечатанные швы описываются формулой 3:

где S - подложка, к которой приваривается герметизирующая структура, P - герметизирующий слой, L1-Ln - это слои в основании, на котором расположен герметизирующий слой, и n - целое число, указывающее количество слоев в основании, и подложка не содержит органоглину или карбонат кальция. Символ * указывает на то, что P и S герметически соединены (например, сварены или склеены). В специальном варианте разделяемый запечатанный шов описывается формулой 4:

где P и P' - отдельные герметизирующие слои, которые содержат органоглину, неорганический наполнитель, такой как карбонат кальция, и дополнительные добавки, L1-Ln - это слои в подложке, на которой расположен герметизирующий слой P, L'1-L'n - это слои в подложке, на которой расположен герметизирующий слой P', n - целое число, указывающее количество слоев в основании, на котором находится P, и n' - целое число, указывающее количество слоев в основании, на котором находится P'. Символ * указывает на то, что P и P' герметически соединены (например, сварены или склеены). Обычно n и n' - это независимые целые числа в диапазоне от 1 до 10. Рассматриваемый вариант охватывает также различные модификации, в которых герметизирующая структура содержит один слой, в котором запечатанный слой описывается формулой P*P. В одном из предпочтительных вариантов упаковка содержит контейнер, прикрепленный к герметизирующей части, которая включает разделяемый запечатываемый шов. Следует понимать, что рассматриваемые герметизирующие части устроены таким образом, чтобы разделение осуществлялось по запечатанному шву P*P. В одном из предпочтительных вариантов такое разделение осуществляется путем отслаивания.
В другом варианте обеспечивается разделяемый запечатанный шов, в котором используются вышеописанные разделяемые герметизирующие структуры. В общем случае эти разделяемые запечатанные швы описываются формулой 5:

где S - подложка, к которой приваривается герметизирующая структура, P - герметизирующий слой, L1-Ln - это слои в основании, на котором расположен герметизирующий слой, Lf - дополнительный слой, расположенный поверх первого герметизирующего слоя, и n - целое число, указывающее количество слоев в основании. Символ * указывает на то, что P и S герметически соединены (например, сварены или склеены). Подложка S содержит любой материал, к которому может приклеиваться многослойная структура L1/…/Ln/P/Lf. Примеры подходящих подложек включают, например, многослойную структуру (а именно конструкцию, аналогичную конструкции, описанной формулой 1, или другие конструкции), пластмассы и металлы. В специальном варианте разделяемый запечатанный шов описывается формулой 6:

где P и P' - отдельные герметизирующие слои, которые содержат органоглину, неорганический наполнитель, такой как карбонат кальция, и дополнительные добавки, L1-Ln - это слои в подложке, на которой расположен герметизирующий слой P, L'1-L'n - это слои в подложке, на которой расположен герметизирующий слой P', Lf - дополнительный слой, расположенный поверх герметизирующего слоя P, L'f - дополнительный слой, расположенный поверх герметизирующего слоя P', n - целое число, указывающее количество слоев в основании, на котором находится P, и n' - целое число, указывающее количество слоев в основании, на котором находится P'. Обычно n и n' - это независимые целые числа в диапазоне от 1 до 10. В одном из предпочтительных вариантов упаковка содержит контейнер, прикрепленный к герметизирующей части, которая включает разделяемый запечатываемый шов. Символ * указывает на то, что слои P и L'f герметически соединены. Следует понимать, что рассматриваемые герметизирующие части устроены таким образом, чтобы разделение осуществлялось по запечатанному шву P*P. В одном из предпочтительных вариантов такое разделение осуществляется путем отслаивания.
В одном из вариантов герметизирующих структур, описываемых формулами 1-6, общая толщина многослойной структуры находится в диапазоне от примерно 5 мкм до примерно 78 мкм. В одном из предпочтительных вариантов общая толщина многослойной структуры находится в диапазоне от примерно 15 мкм до примерно 75 мкм. В другом предпочтительном варианте общая толщина многослойной структуры находится в диапазоне от примерно 35 мкм до примерно 75 мкм. В другом варианте многослойных структур, описываемых формулами 1-6, типичная толщина герметизирующего слоя находится в диапазоне от примерно 2,5 мкм до примерно 130 мкм. В одном из предпочтительных вариантов толщина герметизирующего слоя находится в диапазоне от примерно 5 мкм до примерно 50 мкм.
На фигурах 1A, 1B, 1C, 1D и 1E приведены схематические иллюстрации отделяемых герметизирующих структур, используемых в упаковке, по настоящему изобретению. Многослойная структура может представлять собой: пленку, получаемую совместной экструзией с раздувом; пленку, отлитую из раствора; многослойную ламинированную пленку на клеевой основе; экструзионную многослойную ламинированную пленку; пленку с экструзионным покрытием; пленки, получаемые способом рельефной печати или поверхностного покрытия или их комбинации. В рассматриваемом варианте отделяемая герметизирующая структура прикрепляется к подложке для формирования разделяемого запечатываемого шва или зоны запечатывания. На фигуре 1A приведен схематический вид сечения однослойной герметизирующей структуры. В этом варианте отделяемая герметизирующая структура 101 содержит герметизирующий слой 12. На фигуре 1B приведен схематический вид сечения двухслойной герметизирующей структуры, соответствующей вышеприведенной формуле 1. Отделяемая герметизирующая структура 102 содержит герметизирующий слой 12 и дополнительный слой 14. На фигуре 1C приведен схематический вид сечения трехслойной герметизирующей структуры, соответствующей вышеприведенной формуле 1. В этом варианте отделяемая герметизирующая структура 103 содержит герметизирующий слой 12 и дополнительные слои 14, 16. На фигуре 1D приведен схематический вид сечения пятислойной герметизирующей структуры, соответствующей вышеприведенной формуле 1. В этом варианте отделяемая герметизирующая структура 104 содержит герметизирующий слой 12 и дополнительные слои 14, 16, 18, 19. На фигуре 1E приведен схематический вид сечения трехслойной герметизирующей структуры, соответствующей вышеприведенной формуле 2. В этом варианте отделяемая герметизирующая структура 105 содержит герметизирующий слой 12, расположенный между дополнительными слоями 16, 17. Каждый из слоев 16 или 17 является неотделяемым герметизирующим слоем, которые герметически соединяются сами с собой или с подложкой. Герметизирующий слой 12 может отслаиваться при вскрытии упаковки. Герметизирующие структуры с дополнительными слоями в соответствии с формулами 1-6 имеют следующие общие характеристики. Следует отметить, что в каждом из вариантов, представленных на фигурах 1A, 1B, 1C, 1D и 1E, герметизирующий слой содержит термопластичный полимер, органоглину, диспергированную внутри термопластичной пленки, и дополнительную добавку (например, карбонат кальция, карбонат магния, оксид титана, тальк, силикат бария), диспергированную внутри термопластичного полимера. Герметизирующий слой 12 предназначен для взаимодействия с подложкой контейнера для формирования разделяемого запечатанного шва. Такие контейнеры могут иметь любую форму, подходящую для упаковки продуктов. Примеры таких форм включают (без ограничения) блистеры, лотки, пакеты, мешочки и их сочетания.
Герметизирующие слои из вышеуказанной композиции при их включении в запечатываемый шов, как это описано ниже, имеют улучшенные характеристики отделения. Герметически запечатанные швы, использующие отделяемые герметизирующие структуры 101, 102, 103, 104 и 105 (все вместе - отделяемые герметизирующие структуры 10), разделяются примерно одинаковым образом. Герметичность шва не нарушается, даже когда имеются морщины, складки и сгибы пленки в различных конфигурациях упаковок, имеющих форму пакета или мешочка, получаемые при вертикальном заполнении и запечатывании упаковки, горизонтальном заполнении и запечатывании упаковки и при использовании технологии "flow wrap". Отделяемая герметизирующая структура 10 обеспечивает примерно одинаковое разделение в следующих сочетаниях: 1) герметизирующий слой 12, находящийся в контакте с другим герметизирующим слоем, имеющим аналогичный или одинаковый состав; 2) герметизирующий слой 12, находящийся в контакте со структурой, сформированной из чистого герметизирующего материала (например, слой органоглина-карбонат кальция/полиэтилен и/или сополимер полиэтилена вместе со слоем чистого полипропилена, слой органоглина-карбонат кальция/полиэтилен вместе со слоем чистого полиэфира, слой органоглина-карбонат кальция/полиэтилен вместе со слоем чистого полиэтилена). В герметизирующие слои дополнительно включают средства обработки, не влияющие на характеристики отделения герметизирующих структур 10, в частности, такие средства, как агенты, препятствующие слипанию, антиоксиданты, смазки, термостабилизаторы, средства поглощения УФ-излучения, антистатические агенты, красители, пигменты, разделительные смазки и т.п.
Дополнительные слои 14, 16, 18, 19, 20, 21, 22 и 23 (а именно, слои L1-L10 и Lf пользуются для придания некоторых полезных свойств разделяемым запечатываемым швам по настоящему изобретению. Например, дополнительные слои 14, 16 и 18 могут обеспечивать прочность конструкции, тепловую стойкость, непроницаемость и улучшенный внешний вид упаковок, содержащих разделяемые герметизирующие части. Следует понимать, что рассматриваемый вариант охватывает, в дополнение к однослойным отделяемым герметизирующим структурам, многослойные структуры, имеющие любое количество дополнительных слоев в форме ламинированной структуры или структуры, полученной способами совместной экструзии или нанесения покрытий. В каждой модификации рассматриваемого варианта многослойные герметизирующие структуры включают разделяемые запечатываемые швы, в которых используются композиции, раскрытые в настоящем описании.
На фигурах 2A, 2B и 2C схематически показаны упаковки, содержащие отделяемые герметизирующие структуры в соответствии с формулами 1-6. На фигуре 2A представлен схематический вид сечения упаковки типа пакета, в которой используется один из вариантов отделяемой герметизирующей структуры по настоящему изобретению. На фигуре 2B представлен схематический вид сбоку упаковки типа пакета, в которой используется один из вариантов отделяемой герметизирующей структуры по настоящему изобретению. Упаковка 20 содержит контейнер 22 и разделяемую герметизирующую часть 24. Разделяемая герметизирующая часть 24 прикреплена к контейнеру 22. На фигуре 2A представлен пример, в котором разделяемая герметизирующая часть 24 и контейнер 22 непрерывны и сформированы из одной и той же многослойной структуры (а именно, пленочная структура). Контейнер 22 может иметь любую форму, которая подходит для упаковки продукта в пакет, например, подушкообразную форму, с запечатываемыми швами на всех четырех сторонах или форму с боковыми складками. Герметизирующая часть 24 включает отделяемую герметизирующую структуру 10. В варианте, представленном на фигуре 2A, отделяемая герметизирующая структура 10 включает герметизирующий слой 12 расположенный на дополнительном слое 14. Как уже указывалось в связи с фигурами 1A, 1B и 1C, герметизирующий слой 12 содержит термопластичный полимер с органоглиной и карбонатом кальция в качестве добавок, которые диспергированы внутри термопластичного полимера.
Как показано на фигурах 2A и 2B, упаковка 20 также содержит вторую герметизирующую структуру 10', которая находится в контакте с отделяемой герметизирующей структурой 10 для формирования разделяемого запечатываемого шва 30. Запечатываемый шов 30 герметизирует проем на верхней стороне 32 упаковки 20. Аналогичные разделяемые запечатываемые швы могут быть на нижней стороне 34, левой стороне 36 и правой стороне 38. Отделяемая герметизирующая структура 10' также содержит герметизирующий слой 12 и дополнительный слой 14. В частности, герметизирующий слой 12, расположенный на дополнительном слое 14, формирует герметизирующую структуру 10, в то время как герметизирующий слой 12, расположенный на дополнительном слое 44, формирует герметизирующую структуру 10'. Герметизирующие структуры 10, 10' непрерывным образом переходят в контейнер 22. В одной из модификаций рассматриваемого варианта герметизирующий слой 12, расположенный на дополнительном слое 14, формирует по меньшей мере часть контейнера 22. Упаковка 20 предназначена для содержания изделий 40 (может быть одно или несколько изделий). Такими изделиями 40, которые могут содержаться внутри упаковки, могут быть (без ограничения) пищевые продукты и стерилизованные изделия (например, медицинские устройства или непищевые продукты, такие как изделия личной гигиены, прокладки, продукты для домашних животных и т.п.).
На фигуре 2C иллюстрируется упаковка, содержащая отделяемую герметизирующую структуру, соответствующую формулам 5 и 6. На 2C представлен схематический вид сечения такой упаковки. Упаковка 20 содержит контейнер 22 и разделяемую герметизирующую часть 24. Разделяемая герметизирующая часть 24 прикреплена к контейнеру 22. На фигуре 2C представлен пример, в котором разделяемая герметизирующая часть 24 и контейнер 22 непрерывны и сформированы из одной и той же многослойной структуры (а именно, пленочная структура). Контейнер 22 может иметь любую форму, которая подходит для упаковки продукта в пакет, например, подушкообразную форму, с запечатываемыми швами на всех четырех сторонах или форму с боковыми складками. Герметизирующая часть 24 содержит отделяемую герметизирующую структуру 10, в которой герметизирующий слой 12 расположен между слоями 17 и 44.
На фигурах 3A и 3B показаны модификации разделяемой герметизирующей части 24, используемой в упаковках типа пакетов. На фигуре 3А представлен схематический вид сечения структуры по предпочтительному варианту, в котором герметизирующий слой 12 по существу расположен в пределах разделяемой герметизирующей части 24. Такую конструкцию можно получить путем либо ограниченного введения органоглины, либо осаждения четко выраженного слоя в пределах герметизирующей части 24. Этот вариант также включает внутренний слой 42 и один или несколько дополнительных полимерных слоев 14. На фигуре 3В приведен схематический вид сечения конструкции по одному из предпочтительных вариантов, в котором упаковка 20 содержит второй герметизирующий слой 46, и разделяемый запечатанный шов 30 формируется между первым герметизирующим слоем 12 и вторым герметизирующим слоем 46. В этом предпочтительном варианте герметизирующий слой 12 лишь немного выходит (если вообще выходит) в контейнер 22. Кроме того, в этом предпочтительном варианте контейнер 22 дополнительно содержит внутренний слой 42, отличающийся от первого герметизирующего слоя 12. В другом предпочтительном варианте герметизирующая часть 24 содержит также один или несколько дополнительных полимерных слоев 14, расположенных поверх первого герметизирующего слоя 12 и/или второго герметизирующего слоя 46. В особенно предпочтительном варианте один или несколько дополнительных полимерных слоев 14 по меньшей мере частично формируют контейнер 22.
На фигурах 4A и 4B иллюстрируются варианты упаковки, в которых используются отделяемые герметизирующие структуры по настоящему изобретению с жесткими контейнерами. На фигуре 4A представлен схематический вид сечения упаковки типа стаканчика, в которой используются отделяемые герметизирующие структуры по настоящему изобретению. Упаковка 50 включает отделяемую герметизирующую структуру 10 и герметизируемый проем 52 контейнера 54. Периферийная часть отделяемой герметизирующей структуры 10 расположена на опорной части 56 контейнера 54. На фигуре 4B представлен схематический вид сечения блистерной упаковки, которая содержит ряд небольших чашеобразных контейнеров. Блистерная упаковка 60 включает отделяемую герметизирующую структуру 12 и герметизируемые проемы 62, 64 контейнеров 66, 68. Часть отделяемой герметизирующей структуры 12 расположена на опорных частях 70, 72 контейнеров 66, 68.
Отделяемый герметизирующий слой 12 по различным вариантам осуществления изобретения включает неорганическую добавку, такую как карбонат кальция. Карбонат кальция содержит множество частиц. В предпочтительном варианте частицы имеют средний поперечный размер от 0,5 мкм до 20 мкм. В более предпочтительном варианте частицы имеют средний поперечный размер от 0,7 мкм до 10 мкм. В наиболее предпочтительном варианте частицы имеют средний поперечный размер от 0,7 мкм до 3 мкм. Для целей настоящего изобретения может использоваться природный карбонат кальция, карбонат кальция, активированный путем обработки поверхности (например, нанесения на поверхность стеариновой кислоты) или концентрированный карбонат кальция.
Отделяемый герметизирующий слой 12 по различным вариантам осуществления изобретения включает органоглину. Органоглину получают на основе глины, модифицированной органическим веществом. Примеры таких глин включают природные или синтетические слоистые оксиды, к которым относятся (без ограничения) бентонит, каолинит, монтмориллонит-смектит, гекторит, фторгекторит, сапонит, бейделлит, нонтронит, иллитовые глины и их комбинации. Поверхность частиц органоглины модифицирована органическими ониевыми ионами или фосфонийными ионами Ониевые ионы могут быть протонированными ионами первичного, вторичного или третичного амина или ионами четвертичного аммония (R4N).
В патентах US 5,780,376, 5,739,087, 6,034,163 и 5,747,560 раскрываются конкретные примеры органоглин, которые могут использоваться для осуществления настоящего изобретения. Полное содержание каждого из указанных патентов вводится здесь ссылкой. В одном из предпочтительных вариантов осуществления изобретения органоглина присутствует в количестве от 1 вес.% до 20 вес.% от общего веса термопластичного полимера, органоглины и дополнительной неорганической добавки. В другом предпочтительном варианте осуществления изобретения органоглина присутствует в количестве от 2 вес.% до 10 вес.% от общего веса термопластичного полимера, органоглины и дополнительной неорганической добавки.
Типичная органоглина содержит множество частиц. Эти частицы могут быть получены из укрупненных масс в результате ряда процессов, наиболее предпочтительными среди которых являются ионный обмен, в результате которых гидрофильная глина превращается в гидрофобную органоглину, и происходит образование отдельных слоев, приводящих к возникновению частиц, которые не слипаются благодаря дополнительной обработке. Затем полученную органоглину вводят в полимер, в котором происходит дальнейшее расслоение глины. В одном из вариантов органоглина содержит множество частиц, имеющих по меньшей мере один пространственный размер, не превышающий 200 нм. В другом варианте органоглина содержит множество частиц, имеющих по меньшей мере один пространственный размер, не превышающий 100 нм. В другом варианте органоглина содержит множество частиц, имеющих по меньшей мере один пространственный размер, не превышающий 50 нм. Еще в одном варианте органоглина содержит множество частиц, имеющих по меньшей мере один пространственный размер, превышающий 1 нм. И еще в одном варианте органоглина содержит множество частиц, имеющих по меньшей мере один пространственный размер, превышающий 5 нм. В другом варианте органоглина содержит пластинки, среднее расстояние между которыми равно по меньшей мере 20 ангстрем. В другом варианте органоглина содержит пластинки, среднее расстояние между которыми равно по меньшей мере 30 ангстрем. Еще в одном варианте органоглина содержит пластинки, среднее расстояние между которыми равно по меньшей мере 40 ангстрем. Обычно, до введения в термпопластичный полимер, органоглина содержит пластинки, среднее расстояние между которыми находится в диапазоне от 20 ангстрем до 45 ангстрем. После введения в термопластичный полимер органоглина остается полностью или частично в расслоенном состоянии, так что среднее расстояние между пластинками не изменяется, уменьшается или увеличивается. В одном из вариантов настоящего изобретения органоглина, подходящая для целей настоящего изобретения, имеет площадь поверхности, превышающую 100 м2/г и характеристическое отношение, превышающее 10. В одном из предпочтительных вариантов пластинки органоглины имеют среднее характеристическое отношение, величина которого находится в диапазоне от примерно 50 до примерно 1000.
Как уже указывалось, отделяемый герметизирующий слой 12 содержит также термопластичный полимер. Подходящие термопластичные полимеры включают (без ограничения) полиамидные смолы, полиолефины, полистиролы, сложные полиэфиры, поликарбонаты и их смеси. В одном из вариантов термопластичный полимер содержит компонент, выбранный из группы, состоящей из полиэтилена, полипропилена, сополимера этилена и винилацетата, сополимера этилена и акриловой кислоты, сополимера этилена с этилакрилатом, иономеров этилена (например, линейка смол Surlyn®, предлагаемых компанией E.I. du Pont de Nemours and Company) и их комбинаций. Полиолефины - это термопластичные полимеры, которые особенно подходят для осуществления настоящего изобретения. В одном из вариантов полиолефин выбирают из группы, состоящей из гомополимеров и сополимеров этилена, пропилена, винилацетата и их комбинаций. Было обнаружено, что сополимер этилена и винилацетата и смеси полиолефинов с сополимером этилена и винилацетата являются особенно подходящими для формирования разделяемых запечатанных швов, особенно когда в качестве добавки используется органоглина. Сополимер этилена и винилацетата сокращенно указывается как EVA. Содержание винилацетата в EVA может находиться в диапазоне от 3 вес.% до 40 вес.%. Содержание винилацетата может составлять 4%, 5,5%, 6%, 18% и 33%. Следует также понимать, что дополнительные слои (например, слои L1-Ln, L'1-L'n, Lf, как уже было указано в связи с формулами 1-6) могут быть сформированы из того же самого чистого полимера, который используется в герметизирующем слое.
Контейнеры упаковок в различных вариантах осуществления изобретения могут формироваться практически из любого материала, используемого в производстве упаковки. Такие материалы включают (без ограничения) бумагу, картон, металлическую фольгу, полимерную пленку, фольгированную пленку или пленку с другим покрытием и их комбинации. Более конкретные примеры включают ориентированный или неориентированный полиэфир, ориентированный или неориентированный полипропилен, ориентированный или неориентированный полиамид и их комбинации, изготовленные с использованием процессов ламинирования с использованием клеевой системы, коэкструзионного ламинирования или нанесения покрытий. Каждый из этих материалов может быть с покрытием или без покрытия. Примеры подходящих покрытий включают (без ограничения) лаки, клеящие материалы, краски и защитные материалы (например, поливинилиденхлорид). Подходящие материалы для упаковки медицинских изделий включают полиолефины высокой плотности. Tyvek® (синтетический материал из волокон полиэтилена высокой плотности, предлагаемый компанией Dupont, Inc.) является примером такого материала, используемого для упаковки медицинских изделий.
В одном из вариантов вышеописанных упаковок используемые в них материалы предпочтительно имеют удельную теплопроводность достаточно высокую для повышения эффективности технологического процесса. В общем случае удельная теплопроводность материалов упаковки находится в диапазоне от примерно 0,40 Вт/м*K до примерно 10 Вт/м*K. В одном из предпочтительных вариантов удельная теплопроводность материалов упаковки превышает примерно 0,40 Вт/м*K. В другом предпочтительном варианте удельная теплопроводность материалов упаковки превышает примерно 0,60 Вт/м*K. Еще в одном предпочтительном варианте удельная теплопроводность материалов упаковки превышает примерно 0,80 Вт/м*K. Обычно удельная теплопроводность материалов упаковки не превышает примерно 10 Вт/м*K.
Еще в одном варианте осуществления изобретения предлагается способ формирования вышеописанной упаковки. На фигуре 5 иллюстрируется способ по этому варианту. Термопластичный полимер (TP) на стадии a) соединяют с органоглиной (OC) и с неорганической добавкой (карбонат кальция - CC) для формирования композитного материала органоглина/карбонат кальция - полимер (ОС/ССВ). В одном из вариантов способ выполняют с использованием экструдера 80. Герметизирующий слой 12 формируется на стадии b) продавливанием композитного материала органоглина/карбонат кальция - полимер через экструзионную головку 82. В одном из вариантов формируются дополнительные слои путем подачи материала из дополнительных экструдеров (например, из экструдера 90) в головку 82. В одном из предпочтительных вариантов осуществления изобретения термопластичный полимер и органоглину с карбонатом кальция смешивают в смесителе 84 и вводят в экструдер 80. Обычно герметизирующий слой 12 формируется вместе одним или несколькими дополнительными слоями 14, 16, 18, 19 (как показано на фигурах 1A-1E) или наносится на них. Затем на стадии c) формируется открытая упаковка 20. Рассматриваемый способ может включать стадии, на которых запечатываются стороны упаковки для формирования конструкции пакета (фигуры 2-4). В одном из вариантов формирование открытой упаковки 20 осуществляется на стадии b).
В одном из вариантов осуществления изобретения термопластичный полимер соединяют с органоглиной и неорганической добавкой, такой как карбонат кальция, путем смешивания маточной смеси органоглины и маточной смеси карбоната кальция с чистым полимером. В одном из вариантов маточная смесь карбоната кальция содержит карбонат кальция и часть термопластичного полимера. В одном из предпочтительных вариантов маточная смесь карбоната кальция включает карбонат кальция в количестве от 10 вес.% до 80 вес.%. В другом варианте маточная смесь органоглины содержит органоглину и часть термопластичного полимера. В одном из предпочтительных вариантов маточная смесь органоглины включает органоглину в количестве от 10 вес.% до 80 вес.%.
Карбонат кальция хорошо известен своей теплопроводностью (Roussel и др. "Использование карбоната кальция в полиолефинах обеспечивает существенное повышение производительности", TAPPI 2005). Удельная теплопроводность карбоната кальция составляет 2,7 Вт/м*K, а удельная теплопроводность чистого полиолефина обычно не превышает 0,5 Вт/м*K. Введение карбоната кальция в композицию герметизирующего материала обеспечивает полимерной смоле способность быстрого нагрева и расплавления. С другой стороны, глина имеет высокую теплоемкость. Она обеспечивает удерживание тепла. Комбинация органоглины и карбоната кальция обеспечивает синергетический эффект и обеспечивает быстрое плавление герметизирующего материала и медленное охлаждение, в результате чего обеспечивается время для растекания полимерной смеси и заполнения пустот, то есть, улучшается уплотнение запечатываемого шва.
Формирование герметизирующего слоя 12 выполняется с использованием любого способа, который может обеспечивать получение пленок из композиций термопластичных полимеров. В качестве таких способов могут использоваться такие способы, как, например, экструзия, совместная экструзия, экструзионное покрытие, раздувное формование, литье, а также экструзионно-раздувное формование.
Как показано на фигуре 5, способ по рассматриваемому варианту осуществления изобретения включает дополнительно помещение изделий 40 внутрь открытой упаковки 20 (стадия d). Обычно изделия 40 помещаются внутри контейнера 22. После того как изделия 40 помещены внутрь контейнера 22, герметизирующий слой 12 на стадии e) прижимают к подложке (а именно, к герметизирующей структуре 10') для формирования запечатанного шва. Запечатывание может быть осуществлено любым способом запечатывания, известным в технике. Для этой цели может использоваться, например, сварка с использованием теплопередачи, ультразвуковая сварка, термическая импульсная сварка и индукционная сварка.
Различные варианты осуществления изобретения иллюстрируются нижеприведенными примерами. Специалисты в данной области техники могут предложить различные модификации этих примеров, которые будут находиться в пределах объема и сущности настоящего изобретения.
ПРИМЕРЫ
Пример 1
Сравнение герметизирующего материала, содержащего органоглину и карбонат кальция
Была изготовлена пятислойная пленка, имеющая следующую структуру: HDPE/LLDPE/LLDPE/связь/герметизирующий материал (HDPE - полиэтилен высокой плотности, LLDPE - линейный полиэтилен низкой плотности). Герметизирующий слой содержал карбонат кальция в количестве 10,4 вес.% и не содержал органоглину в смеси полиэтилена (Exact 3131 компании ExxonMobil) и EVA (Ateva 1811 компании Celanese Corporation, содержание винилацетата - 18%). Использовалась маточная смесь (CCMB) карбоната кальция (CaCo3), являющаяся фирменной композицией, содержащей CaCO3 в количестве примерно 80 вес.%. Использовалась смесь CCMB компании Heritage Plastics под торговым наименованием НМ-10 МАХ (индекс текучести расплава - 1,40 г/10 мин, плотность - 1,92 г/cm3). Эту пленку сравнивали со второй пленкой (пленка 1), содержащей слой герметизирующего материала с органоглиной, но без карбоната кальция. Эта пленка указана как пленка с 5% глины в документе US 2008/0118688 A1, фигура 7A. В качестве маточной смеси органоглины (ОСМВ) использовалась фирменная композиция, содержащая органоглину в количестве 60 вес.%, компании PolyOne под торговым наименованием EXP MB 231-615. Силу отрыва определяли с помощью прибора Lako SL-10. Пленки использовались для получения плоского запечатанного шва в следующих условиях: давление - 35 psi, время выдерживания - 0,33 сек, и время охлаждения - 20 сек. На фигуре 6 приведен график зависимости силы отрыва от температуры для запечатанного шва, сформированного из этих двух пленок. Пленку, содержащую герметизирующий материал с карбонатом кальция, в случае формирования шва при температуре 190°F можно было отделить с использование силы отрыва 6,3 фунт/дюйм. При увеличении температуры сварки до 205°F пленки нельзя было отделить друг от друга, и в этом случае при попытке разделения шва происходил разрыв пленок. Поскольку пленку нельзя было отделить, измеренная сила не была в точности равна силе отрыва. В этом случае была зафиксирована сила отрыва, равная 3000 г/дюйм (6,8 фунт/дюйм). В случае композиции герметизирующего материала, содержащего органоглину/карбонат кальция, запечатанный шов можно было разделять в широком диапазоне температур запечатывания шва от 190°F до 260°F, как показано на фигуре 6.
Пример 2
Герметизирующий материал, содержащий смесь органоглины с карбонатом кальция
Для проведения испытаний были изготовлены образцы пленок 2, 3, 4, 5 и 6. Как и в первом Примере, использовались пятислойные пленки, имеющие следующую структуру: HDPE/LLDPE/LLDPE/связь/герметизирующий материал. Смеси герметизирующего материала этих пленок содержали разные отношения органоглины и карбоната кальция. Пленка 2 содержала EVA (Ateva 1811 компании Celanese Corporation, содержание винилацетата - 18%) в количестве 78 вес.%, металлоценовый LLDPE (Exact 3131) в количестве 10 вес.%, смесь OCMB в количестве 6 вес.% и смесь ССМВ в количестве 6 вес.%. Смесь OCMB содержала органоглину в количестве 60 вес.% и была приобретена под торговым наименованием EXP MB 231-615 у компании PolyOne. Использовалась смесь ССМВ компании Heritage Plastics под торговым наименованием НМ-10 МАХ (индекс текучести расплава - 1,40 г/10 мин, плотность - 1,92 г/cm3).
Композиция герметизирующего материала пленки 3 содержала смесь ОСМВ в количестве 6 вес.%, смесь ССМВ в количестве 13 вес.%, EVA (Ateva 1811 компании Celanese Corporation, содержание винилацетата - 18%) в количестве 71 вес.% и металлоценовый LLDPE (Exact 3131) в количестве 10 вес.%. В композиции герметизирующего материала пленки 4 содержание смеси ОСМВ было увеличено до 10 вес.%, содержание смеси ССМВ не изменилось (6 вес.%), содержание EVA (Ateva 1811 компании Celanese Corporation, содержание винилацетата - 18%) составило 74 вес.% и металлоценового LLDPE (Exact 3131) - 10 вес.%. В композиции герметизирующего материала пленки 5 содержание смеси ОСМВ было увеличено до 13 вес.%, содержание смеси ССМВ не изменилось (6 вес.%), содержание EVA (Ateva 1811 компании Celanese Corporation, содержание винилацетата - 18%) составило 71 вес.% и металлоценового LLDPE (Exact 3131) - 10 вес.%. Композиция герметизирующего материала пленки 6 содержала увеличенные количества OC и CC, а именно, смесь OCMB в количестве 13 вес.%, смесь CCMB в количестве 12 вес.%, EVA (Ateva 1811 компании Celanese Corporation, содержание винилацетата - 18%) в количестве 65 вес.% и металлоценовый LLDPE (Exact 3131) в количестве 10 вес.%.
На фигуре 7 представлены графики изменения прочности на отрыв в зависимости от температуры сварки для получения запечатанных швов из композиций, содержащих разные количества органоглины (OC) и карбоната кальция (CC). При содержании смеси OCMB в количестве 6 вес.%, пленки 2 и 3 имели узкие диапазоны отделения и постепенно становились неотделяемыми по мере повышения температуры. При увеличении содержания смеси OCMB до 10 вес.% (пленка 4) диапазон отделения расширялся, и пленку можно было отделить при температуре ниже 265°F. При дальнейшем повышении содержании смеси ОСМВ до 13 вес.% и выше пленки 5 и 6 обеспечивают возможность разделения швов во всем диапазоне температур запечатывания от 190°F до 265°F. Кроме того, на фигуре 7 четко просматривается, что некоторые сочетания органоглины и карбоната кальция обеспечивают получение разделяемых запечатанных швов в широком диапазоне температур сварки, а другие сочетания не обеспечивают таких характеристик.
Пример 3
Более высокое содержание CCMB в смеси герметизирующего материала, содержащей органоглину (OC) и карбонат кальция (CC)
Для испытаний были изготовлены дополнительные пленки, содержащие разные комбинации органоглины и карбоната кальция для композиций герметизирующего материала, используемого для получения разделяемых запечатанных швов. Пленки представляли собой пятислойные структуры HDPE/связь/полиамид/связь/герметизирующий материал. В Таблице 1 приведены композиции герметизирующего слоя, и на фигуре 8 приведены графики изменения силы отрыва в зависимости от температуры запечатывания шва.
|
|
Все пленки в этой серии имели силу отрыва в интервале от 1 фунт/дюйм до 5 фунт/дюйм (легкое разделение запечатанного шва). Пленка 8, содержавшая 10% OCMB и 12% CCMB в смеси герметизирующего материала, имела силу отрыва в диапазоне от примерно 3 фунт/дюйм до примерно 4,5 фунт/дюйм. Смесь герметизирующего материала для пленки 9 имела такое же содержание OCMB, как и пленка 8, однако содержание ССМВ увеличилось до 15 вес.%. Диапазон силы отрыва снизился от примерно 3-4,5 фунт/дюйм для пленки 8 до примерно 1,5-3 фунт/дюйм для пленки 9. При таком же содержании ОСМВ (10 вес.%) и увеличении содержания CCMB до 15 вес.% (пленка 9) сила отрыва существенно уменьшилась (в пределах приемлемого диапазона сил отрыва). Пленка 10 содержала 12% ОСМВ и 20% ССМВ. Как можно видеть на фигуре 8, график силы отрыва для пленки 10 в диапазоне температур запечатывания шва от 190°F до 265°F почти плоский.
Пример 4
Более высокое содержание mLLDPE в смеси герметизирующего материала, содержащей органоглину (ОС) и карбонат кальция (СС)
Были изготовлены пятислойные пленки, имеющие следующую структуру: HDPE/связь/полиамид/связь/герметизирующий материал. Составы этих пленок приведены в Таблице 2. Образец 11 был изготовлен для сравнения с образцом 8. Образцы 12 и 13 обеспечили дополнительные результаты, иллюстрирующие эффект повышенного содержания mLLDPE и его влияния на силу отрыва. Более высокое содержание mLLDPE (34% против 10% для пленок 11 и 8, и 24% против 10% для пленок 13 и 12) привело к снижению силы отрыва в нижней части диапазона температур, то есть, оказалось невозможно получить качественный запечатанный шов. Такое высокое содержание mLLDPE привело к тому, что температура начала сваривания повысилась до 220°F, что нежелательно. На фигуре 9 приведены графики изменения силы отрыва от температуры запечатывания шва.
|
|
Пример 5
Временные изменения (действие старения) герметизирующего материала, содержащего органоглину и карбонат кальция
Известный герметизирующий материал на основе полибутилена (PB-1) характеризуется способностью формировать запечатанный шов, который легко вскрывается (разделяется). Действие старения на герметизирующий материал на основе PB-1 было описано в публикации "Полибутиленовые смеси для легковскрываемых покрытий для гибкой упаковки," Charles Hwo, EFFECT J PLASTIC FILM AND SHEETING, 1987, том 3, 245). В процессе старения PB-1 проходит через фазу трансформации из кристаллов II в кристаллы I в течение 2-3 дней при нормальной внешней температуре и давлении. В процессе фазового перехода степень кристалличности постепенно повышается, в результате чего увеличивается сила отрыва.
Для изучения влияния старения на герметизирующие материалы, содержащие OC и CC, пленку запечатывали и проводили испытания после старения. В тот же день, когда проводились испытания образца, подвергнутого старению, были получены запечатанные швы таких же пленок, и они использовались в качестве контрольных образцов для измерения силы отрыва. Пленку нарезали на полоски шириной 1 дюйм и запечатывали (герметизирующий материал к герметизирующему материалу), причем верхняя и нижняя губки прижимного устройства имели одинаковую температуру 220°F, и время выдерживания составляло 0,3 сек. Силу отрыва измеряли с помощью прибора Instron для испытания на растяжение, в котором использовался датчик нагрузки, рассчитанный на 100 фунтов, причем скорость поперечной головки составляла 12 дюймов/мин. В Таблице 3 приведены результаты измерений силы отрыва.
|
В то время как сила отрыва для герметизирующего материала на основе полибутилена со временем увеличивалась, сила отрыва для герметизирующих материалов на основе OC и OC/CC не увеличилась. Через 1 неделю старения сила отрыва для герметизирующих материалов на основе OC и OC/CC лишь немного уменьшилась, что примерно соответствует только что полученному запечатанному шву, поскольку указанное снижение находилось в пределах погрешностей измерений.
Пример 6
Измерения способности уплотнения и реологических характеристик
Одной из наиболее важных функций герметизирующего материала является поддержание абсолютной целостности упаковки. Герметизирующие материалы должны обеспечивать хорошую прочность запечатанных (сварных) швов, низкую температуру начала сваривания, а также герметизацию всех складок, инородных тел и морщинок, которые могут иметь место в упаковках. Испытания целостности гибких упаковок позволяют лучше прогнозировать характеристики упаковки в реальных условиях применения. Один из способов характеристики такого поведения герметизирующего материала заключается в оценке способности уплотнения смолы герметизирующего материала.
Как правило, материалы, обеспечивающие хорошую степень уплотнения, способны предотвращать обратный ход потока вытеснения в процессе термосварки. Такое поведение характерно для материалов, которые в некоторой степени подобны твердому телу (способность аккумулирования энергии за счет упругости) на низких частотах (более продолжительные времена в экспериментах). Было обнаружено, что композиции EVA/LLDPE/OC/CC имеют такие характеристики.
Один из способов определения способности уплотнения иллюстрируется на фигурах 10 и 11. Однослойные пленки из герметизирующего материала и многослойные упаковочные пленки с внешним слоем из герметизирующего материала формировали в виде квадратного конверта 3×3 дюйма с тремя запечатанными сторонами, и одна сторона оставалась незапечатанной. В середине открытой стороны закладывали инородное тело в форме прямоугольника шириной 0,25 дюйма и формировали плоский сварной шов, проходящий по препятствию (испытания проводили для группы конвертов с одним и тем же герметизирующим материалом и с инородным телом, высоту которого изменяли от 0,25 мил до 35 мил, причем все швы выполнялись в одинаковых условиях с использованием промышленной сварочной машины, например, машины для импульсной термосварки, машины для термосварки с плоскими пластинами и т.п.). Для целей описываемых испытаний использовались жесткие прямоугольные инородные тела, такие как фрагменты каптоновой или медной ленты, высоты которых варьировались от 0,25 мил до 35 мил, для имитации жестких инородных тел, которые попадают на практике в швы, таких как частицы пищевых продуктов или другие твердые частицы, в результате чего образуются морщинки и складки на запечатываемых пленках. В более предпочтительных вариантах использовались гибкие прямоугольные фрагменты на основе полиэтилена с высотой, которая варьировалась от 0,25 мил до 35 мил, для имитации мешающих частей упаковки, в частности морщинок, складок, сгибов упаковочного материала. Если возле инородного тела возникала незапечатанная зона (зона утечки), ее измеряли. После выполнения измерений для количественной оценки способности уплотнения (или качества уплотнения), обеспечиваемого герметизирующим материалом, использовали два показателя. Первый показатель - это максимальная высота прямоугольного инородного тела (препятствия), которое может быть полностью (герметически) запечатано, указываемая далее как "максимальная толщина полной герметизации"; и второй показатель - отношение увеличения площади зоны утечки к увеличению высоты препятствия, указываемое далее как "коэффициент роста зоны утечки". По определению, при сравнении двух герметизирующих материалов тот из них, который обладает лучшей способностью уплотнять все пустоты, будет характеризоваться большей максимальной толщиной полной герметизации и меньшим коэффициентом роста зоны утечки.
Как показано на фигуре 10, для определения способности уплотнения создавали зазор с помощью плоской проволоки возле зоны запечатывания с использованием термосварки для имитации инородного тела, попавшего в эту зону запечатывания. Зазор при термосварке пленок 102, 104 создавали с помощью плоской проволоки 100, имеющей определенную толщину, и с помощью оптического микроскопа измеряли незапечатанную зону 106. Как можно видеть на фигуре 10, трудно обеспечить запечатывание на краю зазора. Поэтому от кромки 108 плоской проволоки 100 до края запечатанной зоны 112 проходит незапечатанная зона 106. Чем меньше измеренная незапечатанная зона, тем лучше степень уплотнения, обеспечивающего герметичный запечатанный шов. Результаты этих измерений зависят от ряда параметров, таких как толщина герметизирующего материала и температура/давление процесса термосварки. Для разной толщины инородного тела оценивали несколько экземпляров каждого образца. При сравнении различных композиций герметизирующего материала испытания проводили с использованием одной и той же толщины слоя этого материала. На графике зависимости размеров незапечатанной зоны от толщины инородного тела, как показано на фигуре 11, параметры способности уплотнения могут быть определены по наклону и максимальной толщине полной герметизации для полностью герметичного, запечатанного шва. Максимальная толщина полной герметизации - это толщина инородного тела, при которой размеры незапечатанной зоны равны нулю, и она может быть получена экстраполяцией графика для нулевой незапечатанной зоны. Как показано на фигуре 11, площадь незапечатанной зоны является функцией толщины инородного тела. Толщина инородного тела в данном случае - это толщина плоской проволоки. Точки измерений аппроксимируются линейным графиком (например, с использованием способа наименьших квадратов), имеющим наклон, который указывается как крутизна характеристики уплотнения. Максимальная толщина полной герметизации равна толщине инородного тела для нулевой незапечатанной зоны. На фигуре 12A представлены графики для нескольких композиций. На фигуре 12B представлена крутизна характеристики уплотнения для нескольких образцов. Чтобы оценить эти данные, одновременно с испытаниями образцов, содержащих органоглину и карбонат кальция, проводились испытания контрольных образцов. Эти образцы включали Surlyn 1601 и смесь Surlyn/EVA.
Как уже указывалось, чем меньше крутизна характеристики уплотнения, тем уплотнение лучше. Если органоглина не используется, то образцы с материалом Surlyn имели наилучшую степень уплотнения. Когда в композицию герметизирующего материала добавляли органоглину, все образцы с органоглиной демонстрировали степень уплотнения, которая была по меньшей мере не хуже степени уплотнения, обеспечиваемой материалом Surlyn. Когда же органоглину использовали вместе с карбонатом кальция, все смеси имели лучшую степень уплотнения по сравнению с пленками, содержащими только органоглину, и, соответственно, с пленками Surlyn. Смеси, содержащие органоглину с карбонатом кальция, демонстрируют синергетический эффект этих двух компонентов, в результате чего обеспечивается герметизирующий материал с улучшенными характеристиками.
Также проводились испытания по оценке пластической деформации и текучести с использованием линейных колебаний. Сначала были проведены испытания с качанием механического напряжения с частотой 1 рад/сек для определения линейной вязкоэластичной зоны. Затем проводились вибрационные реологические испытания с качанием частоты от 100 рад/сек до 0,1 рад/сек с использованием механических напряжений, величины которых находились в линейной вязкоэластичной зоне. Все реологические испытания проводились с использованием реометра RDS II с параллельными пластинами диаметром 25 мм, в атмосфере N2. Данные измерений были получены для четырех различных температур: 130°C, 160°C, 190°C и 220°C с последующим смещением с использованием совмещения время-температура (t-TS) для получения кривых для опорной температуры 130°C.
В таких экспериментах характеристики поведения материала как твердого тела оценивались по графикам изменения G' и G'' в зависимости от приведенной частоты (ω*aT). Вязкоэластичное поведение системы на частоте со характеризовалось динамическим модулем упругости G'(ω) и модулем вязкости G''(ω), которые характеризуют составляющие поведения материала как твердого тела и жидкости, соответственно, при действии механических напряжений. Эти два параметра вязкоупругости использовались для оценки поведения материала как твердого тела и периода релаксации (обратная величина пересечения G' и G'') и крутизны кривой изменения G' в зависимости от частоты ω*aT при очень низких значениях этой частоты. Более высокие величины времени релаксации (крутизна меньше) определяют увеличенную составляющую поведения как твердого тела с возвращением энергии, запасенной высокоэластичной твердой фазой и, соответственно, улучшенную степень уплотнения. На фигурах 13A, 13B приведены графики изменения G' и G'' в зависимости от частоты (ω*aT) для разных композиций. Реологические характеристики всех материалов CC/OC примерно одинаковы, однако они совершенно отличаются для материала, содержащего лишь OC. Для герметизирующего материала, содержащего CC/OC, величина G' очень мало зависит от частоты на очень низких частотах, что связано с поведением этого материала как твердого тела (степень уплотнения выше). Результаты испытаний приведены в Таблице 4 и на фигуре 14. Поскольку пересечение G' и G'' не было получено для всех образцов, то для оценки корреляции со степенью уплотнения использовался параметр G'/aTω.
|
Корреляция между степенью уплотнения и реологическими параметрами
На фигуре 14A приведены величины крутизны характеристики уплотнения в зависимости от величины G'/aTω для различных образцов. Более низкие величины G'/aTω соответствуют более высокой степени поведения как твердого тела и повышенной степени уплотнения с большей величиной запасенной энергии. На фигуре 14В приведены величины максимальной толщины полной герметизации в зависимости от величины G'/aTω для различных образцов. Можно видеть, что образцы с OC/CC характеризуются наилучшей способностью уплотнения, и смесь чистых полимеров имеет наихудшую способность уплотнения.
На фигуре 15 приведены величины крутизны характеристики уплотнения и G'/aTω для некоторых герметизирующих материалов. Меньшие величины G'/aTω и крутизны степени уплотнения соответствуют более высокой степени поведения материала как твердого тела. Образцы с OC/CC имеют наилучшие характеристики, а смеси чистых полимеров имеют наихудшие характеристики. Аналогично, в отношении максимальной толщины полной герметизации образцы с OC/CC имеют наилучшие характеристики, а смеси чистых полимеров имеют наихудшие характеристики.
Пример 7
Определение удельной теплопроводности
Для определения теплопроводности герметизирующих материалов, содержащих OC и CC, использовали способ дифференциальной сканирующей калориметрии (DSC). Были получены гранулы различных смесей герметизирующих материалов, из которых литьем под давлением были сформованы бруски материалов. От этих брусков отрезали небольшие образцы весом примерно 4 мг и инкапсулировали в стандартные ячейки DSC. Для этих измерений использовали калориметр TA Instruments Q100. Перед измерениями выполняли цикл нагрева 10°C/мин для стирания "тепловой памяти" смеси. Измерения проводили с использованием трех последовательных циклов нагрева-охлаждения-нагрева между 30°C и 160°C, с различными скоростями нагрева и охлаждения. Первый цикл проводили со скоростью 5°C/мин, второй цикл - со скоростью 10°C/мин, и третий цикл - со скоростью 20°C/мин. Как показывают результаты измерений, приведенные на фигуре 16, EVA имеет одну кристаллическую область, и LLDPE имеет две кристаллические области, проявляющиеся как экзотермические пики. Образцы EVA/LLDPE/OC и EVA/LLDPE/OC+CC имеют две кристаллические области: большой и широкий пик расплавления при температуре примерно 80°C, которая соответствует EVA и мономеру LLDPE, а также меньший и более заостренный пик при температуре примерно 120°C, соответствующий LLDPE. По результатам измерений получали удельную теплопроводность образцов.
Удельная теплопроводность k - это мера передачи тепла, вызванной единичным градиентом температуры, в единичных условиях в направлении, перпендикулярном поверхности, имеющей единичную площадь. Она измеряется как плотность теплового потока (Вт), деленная на расстояние (метры) и градиент температуры (градусы Кельвина, K), в единицах Вт/м*K. В Таблице 5 указана удельная теплопроводность для пленок с герметизирующими материалами, содержащими только LLDPE, только OC, только CC и различные сочетания OC/CC. Композиции герметизирующих материалов только с LLDPE, только с OC или только с СС имели теплопроводность в диапазоне от 0,34 Вт/м*K до 0,40 Вт/м*K. Когда в композиции герметизирующего материала присутствует и ОС, и CC, удельная теплопроводность материала существенно повышается и находится в диапазоне от 0,80 Вт/м*K до 1,00 Вт/м*K. То есть, налицо улучшение более чем на 100%. Таким образом, четко показано, что сочетание OC с CC обладает синергетическим действием, и увеличение удельной теплопроводности существенно выше по сравнению с герметизирующими материалами, содержащими только CC или OC.
|
В то время как были представлены и описаны отдельные варианты осуществления настоящего изобретения, не следует считать, что эти варианты исчерпывают все возможные формы реализации изобретения. Описания этих вариантов лишь иллюстрируют изобретение, и никоим образом не должны рассматриваться как ограничения. Следует понимать, что в эти варианты могут быть внесены различные изменения без выхода за пределы сущности и объема изобретения.
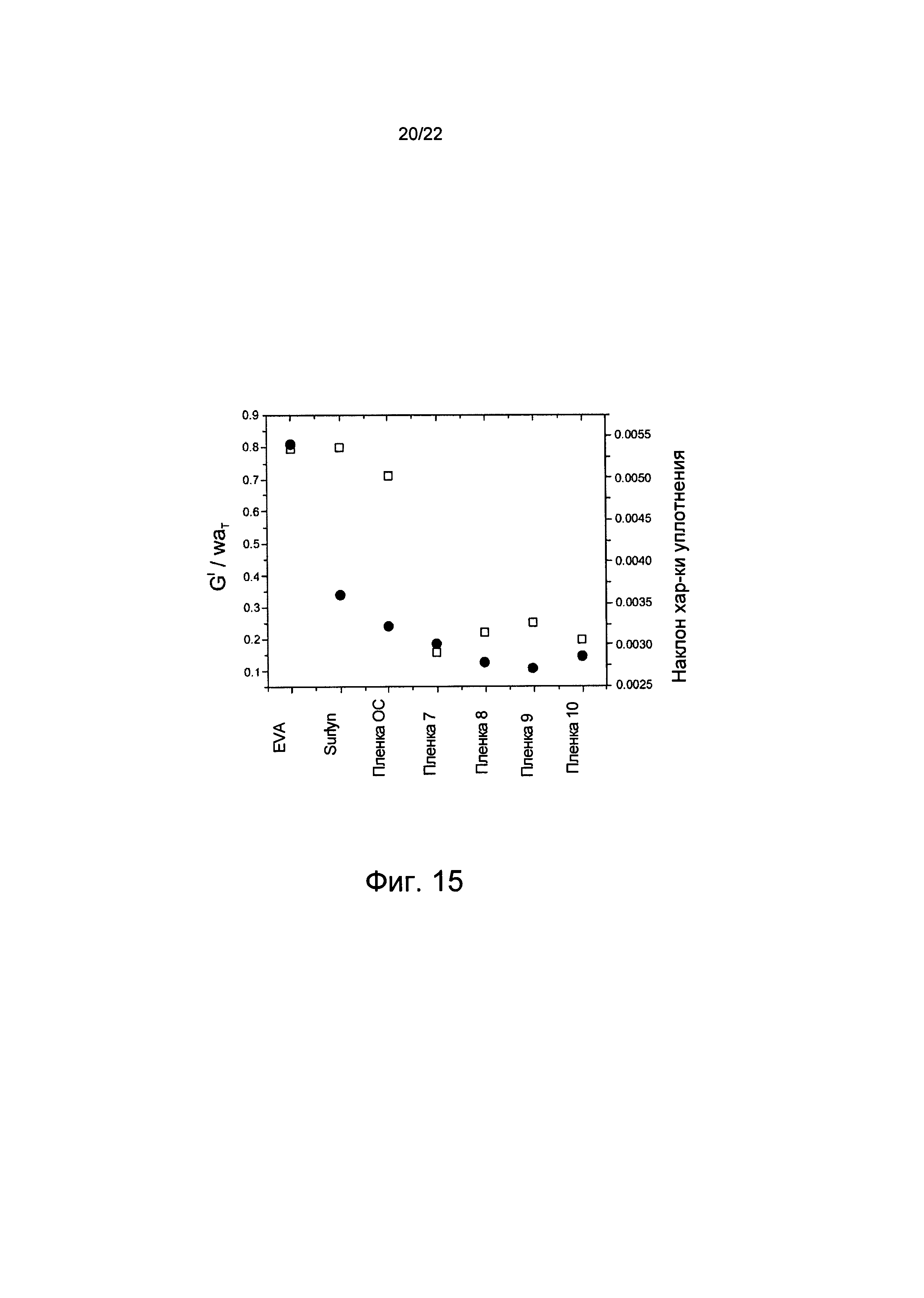
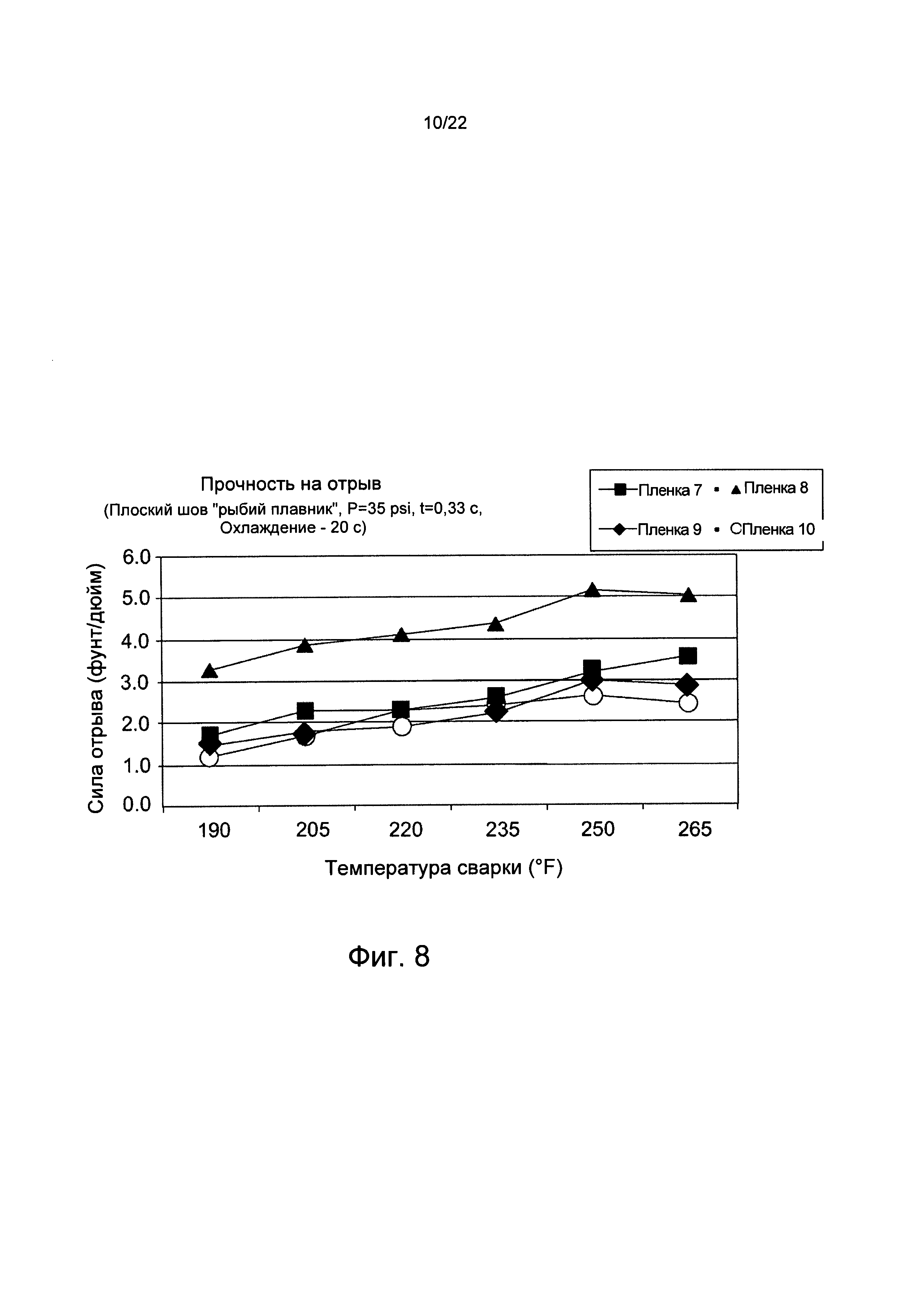
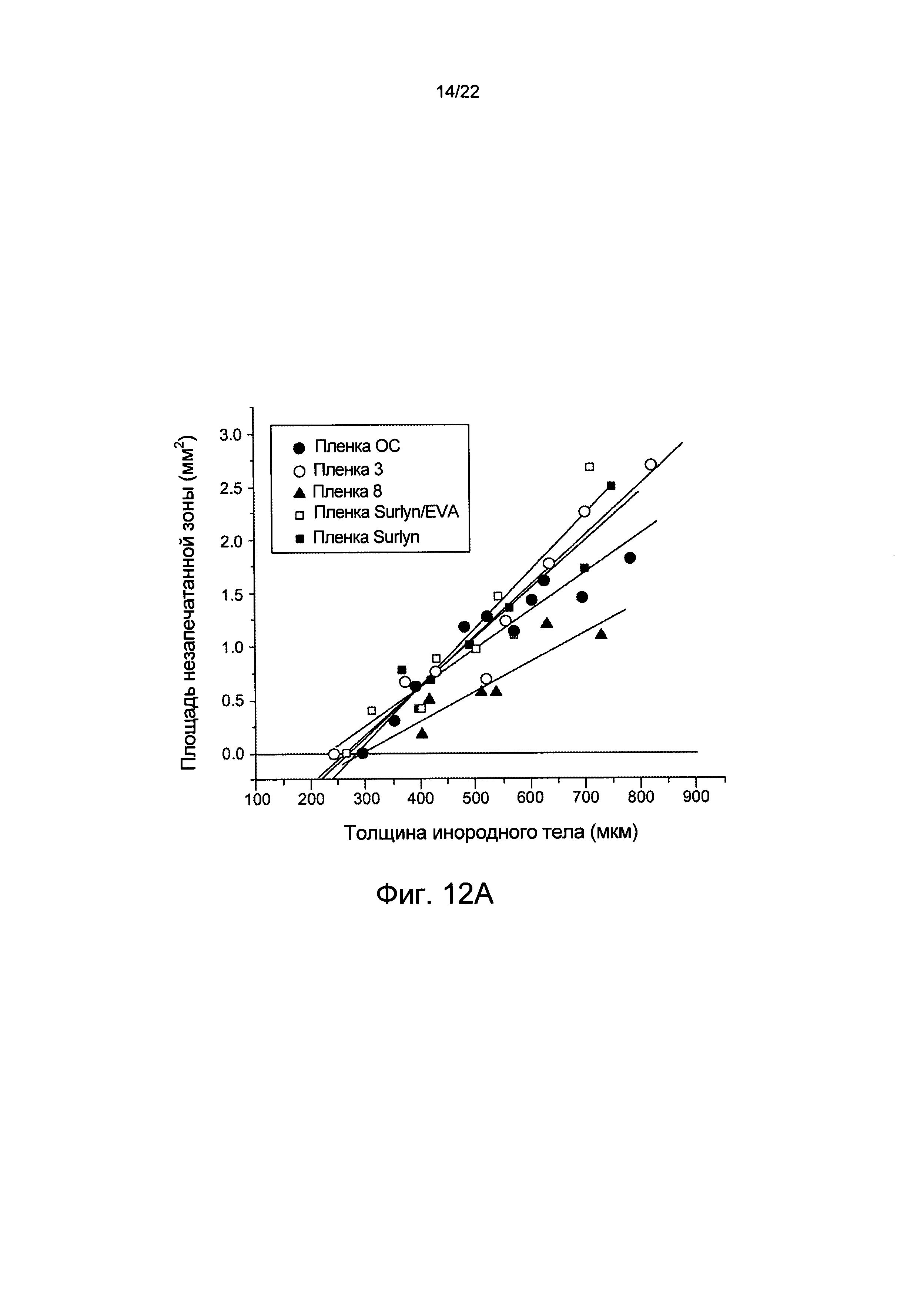
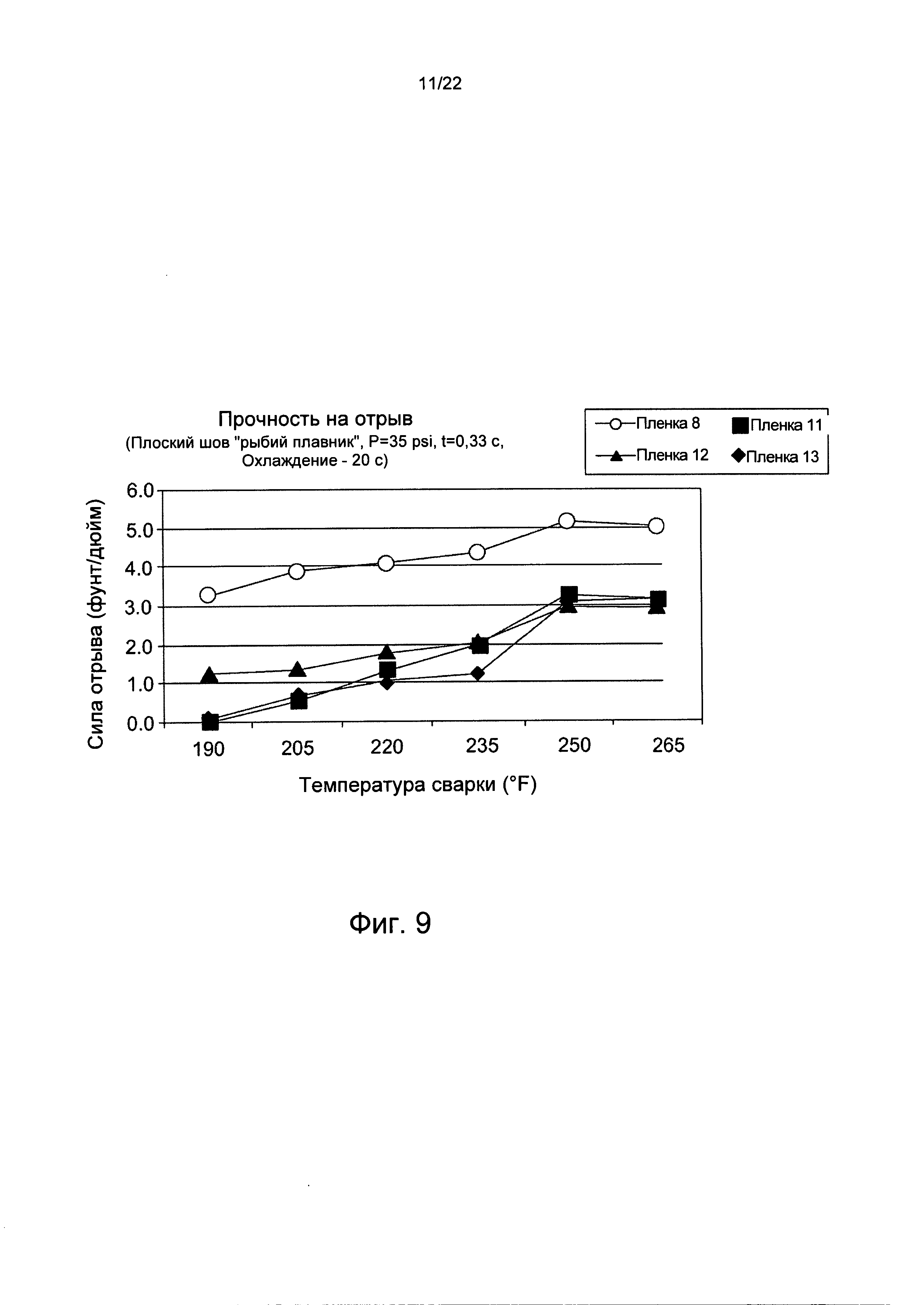
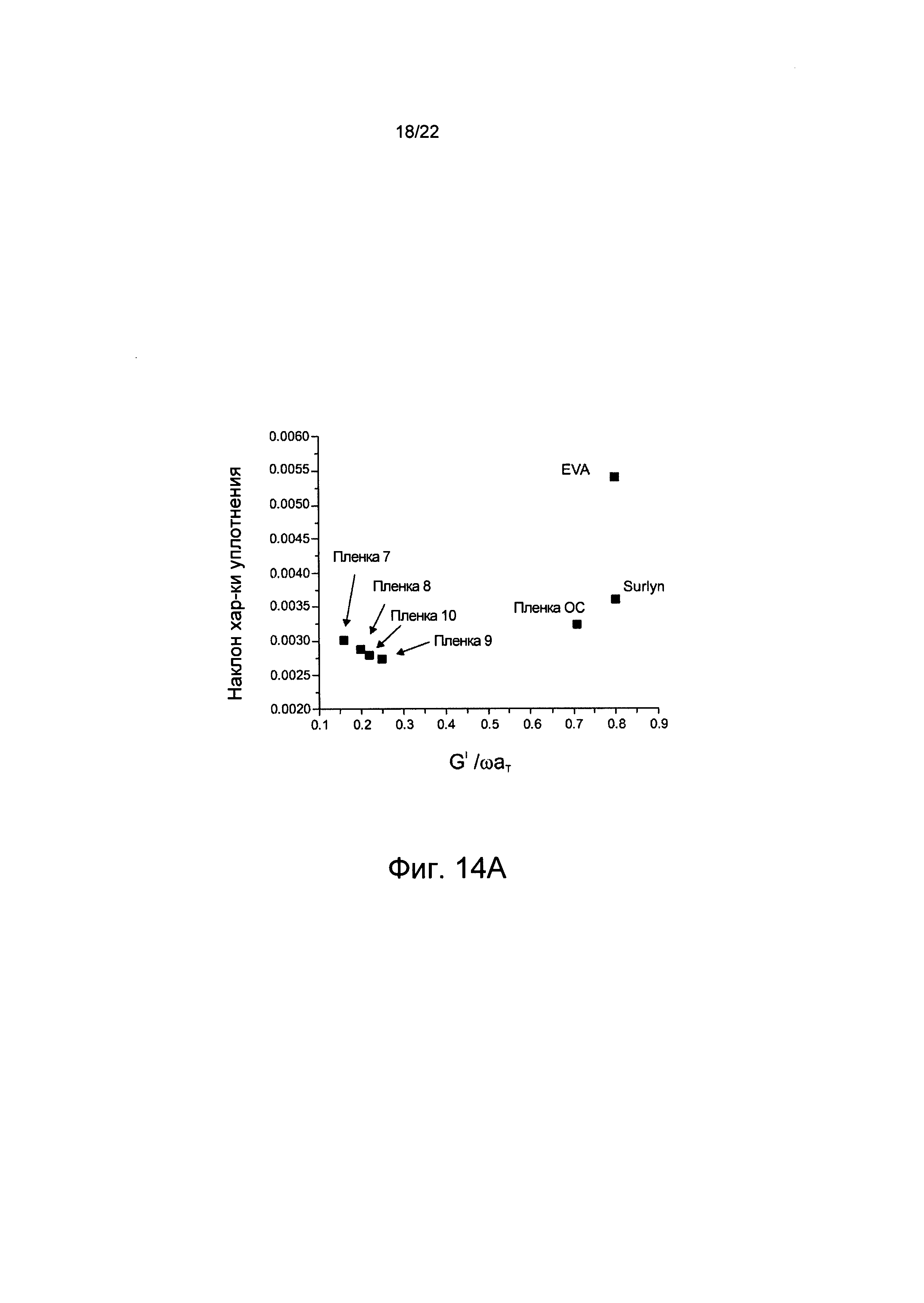
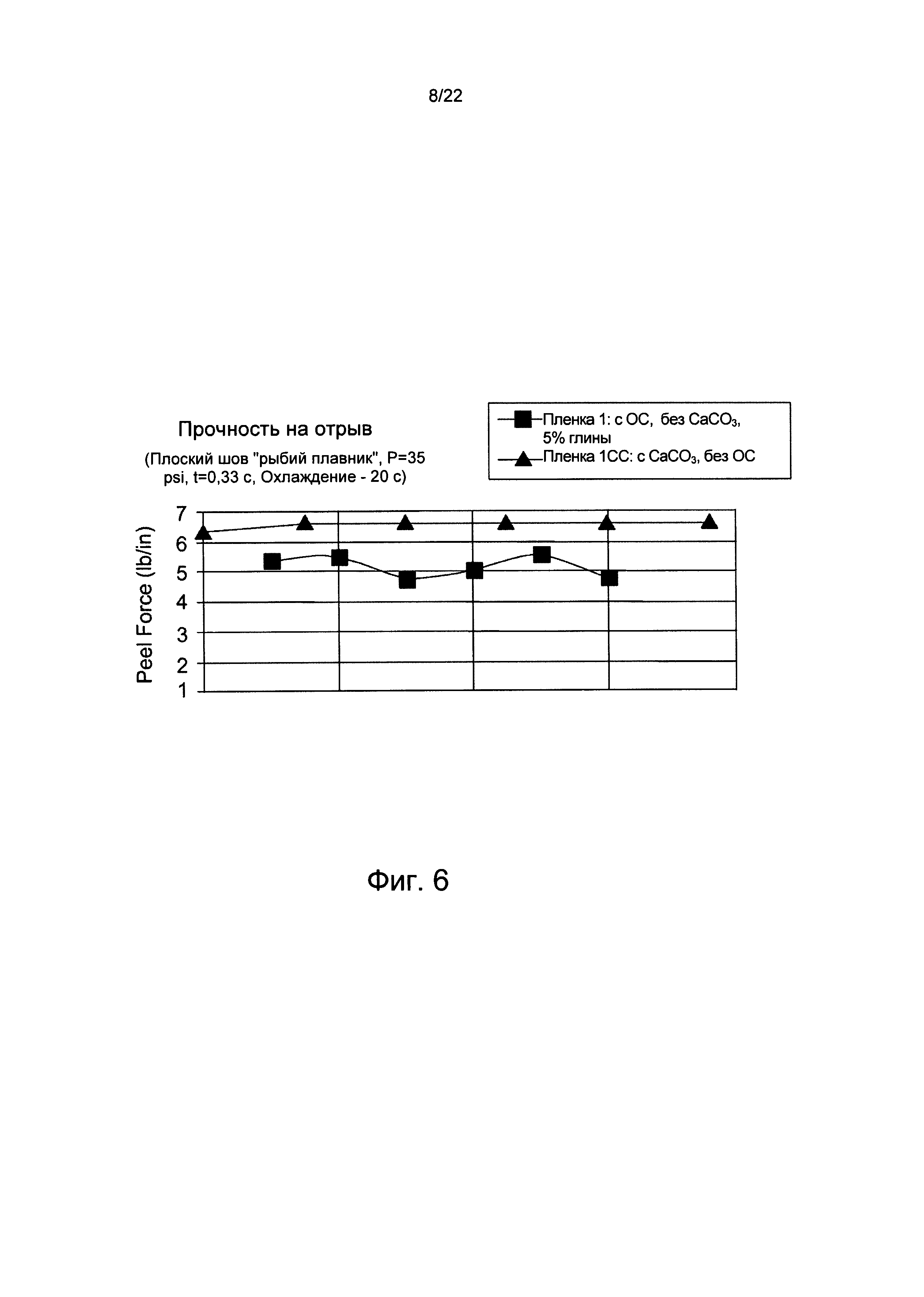
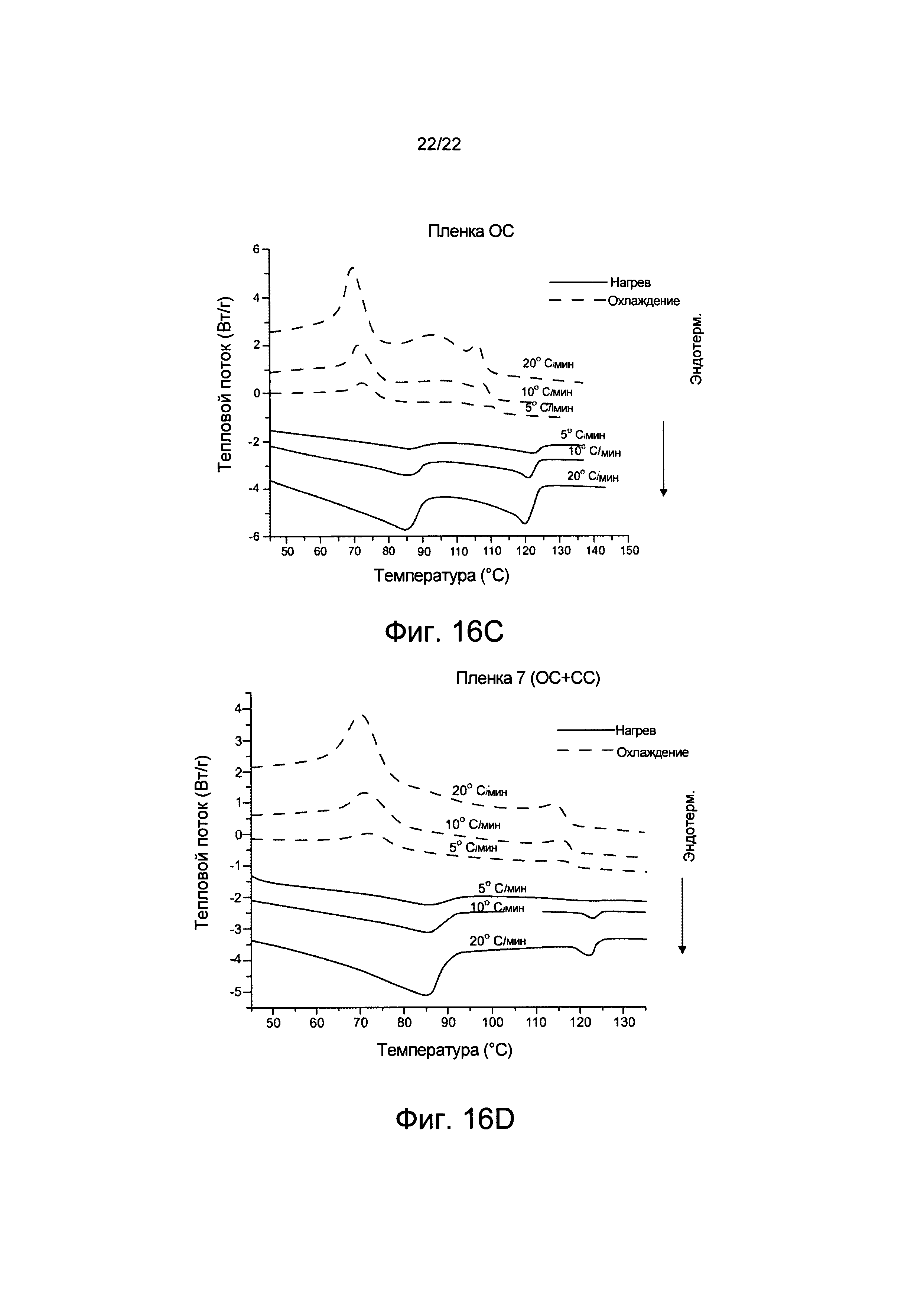
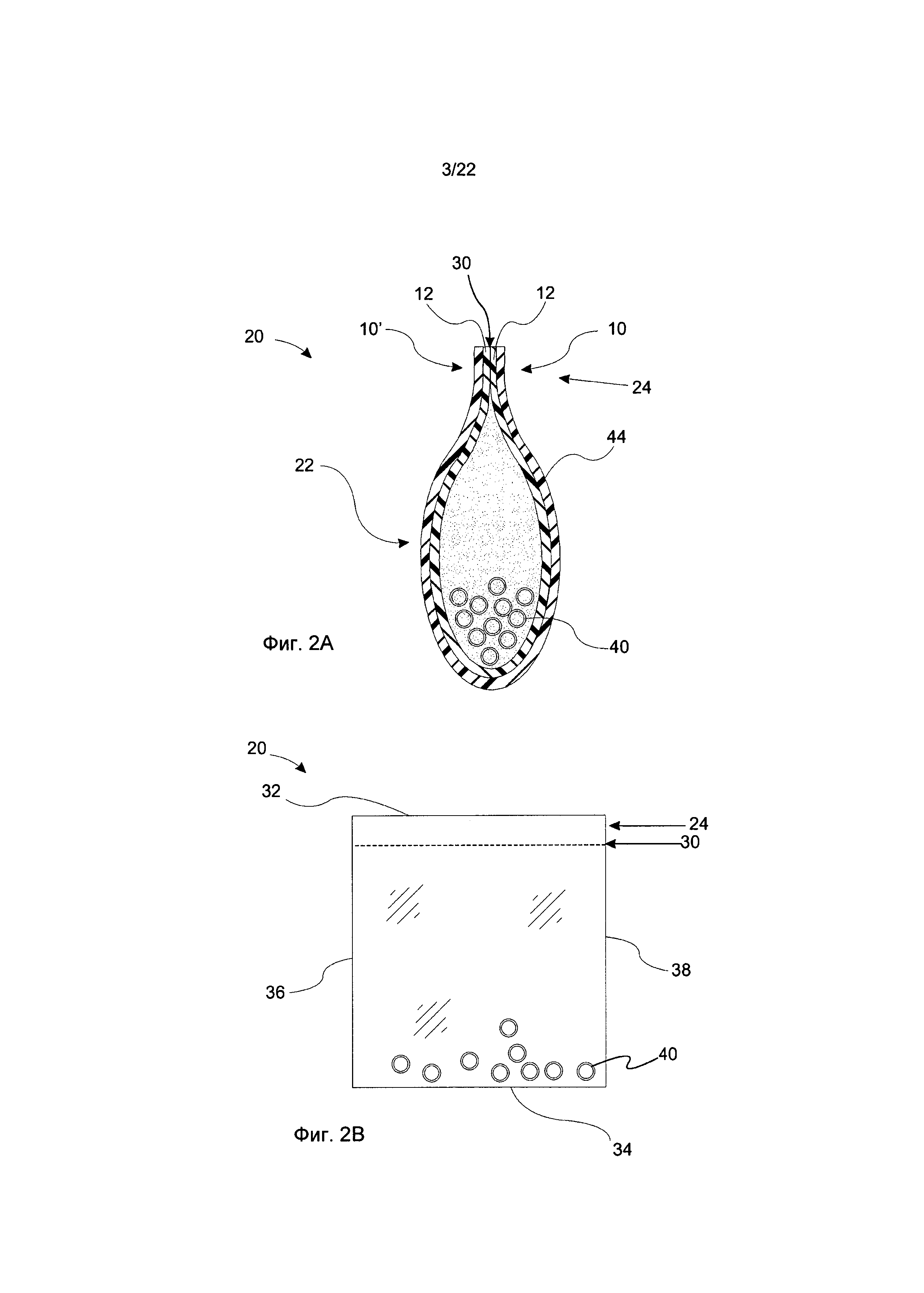
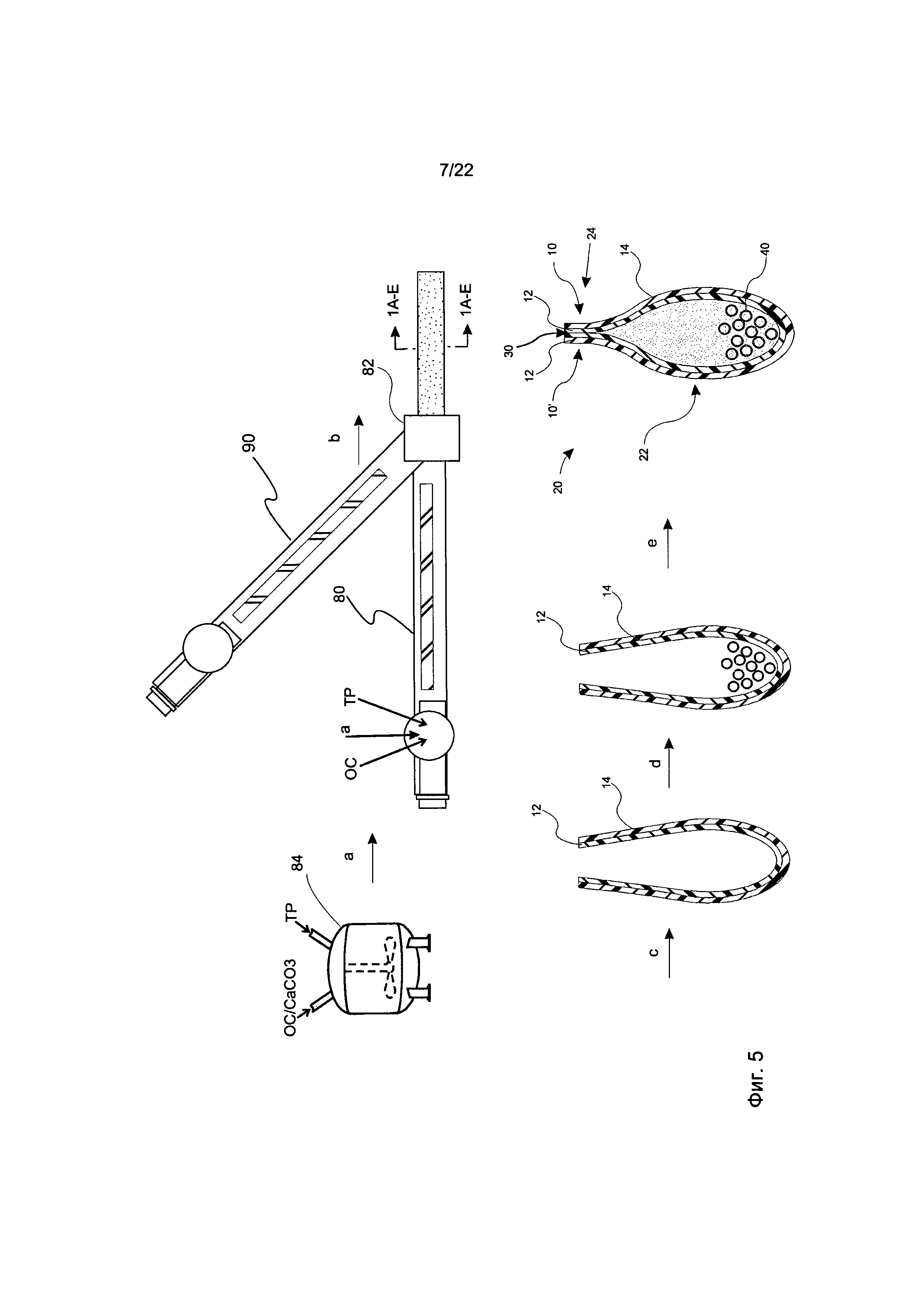
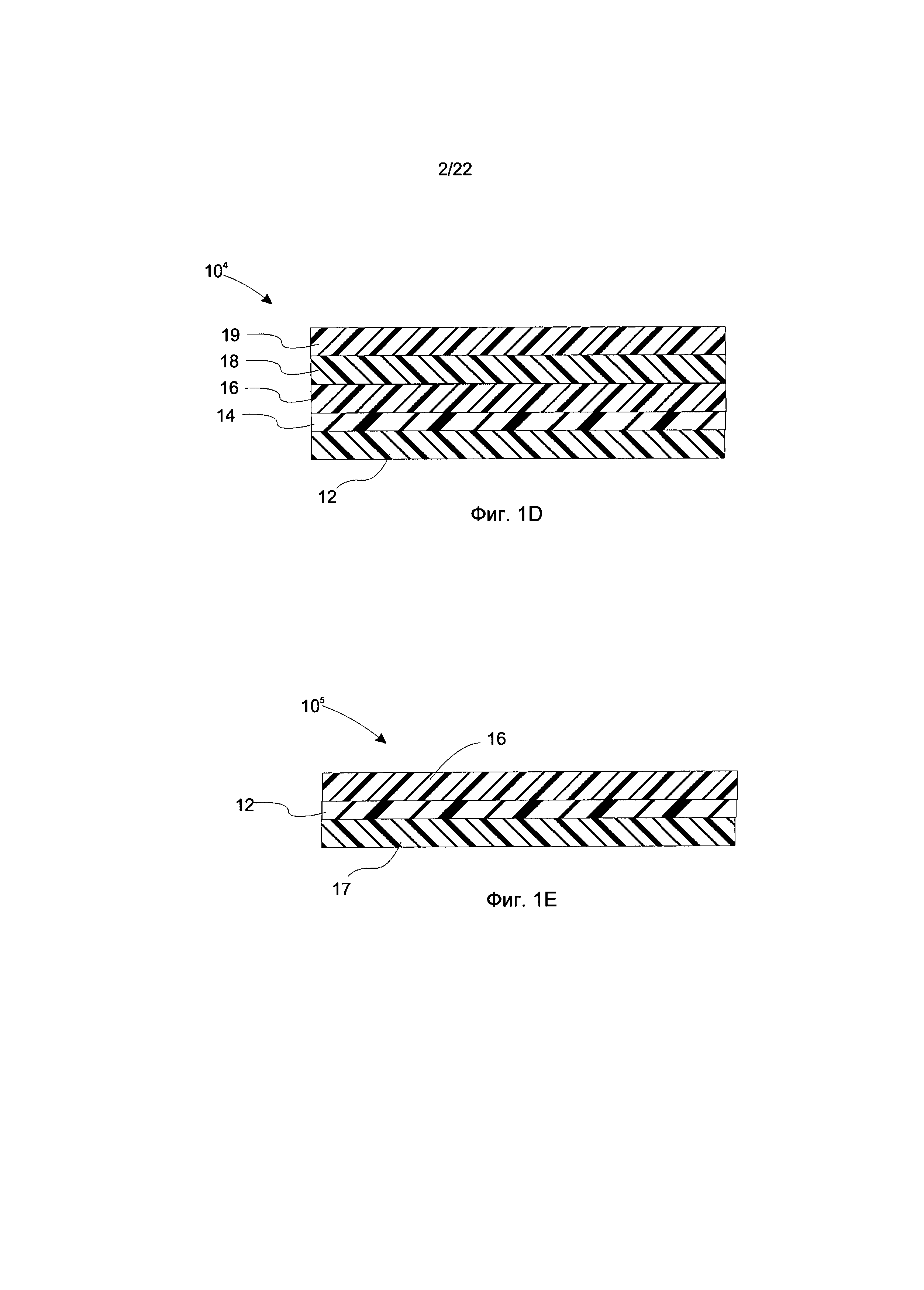
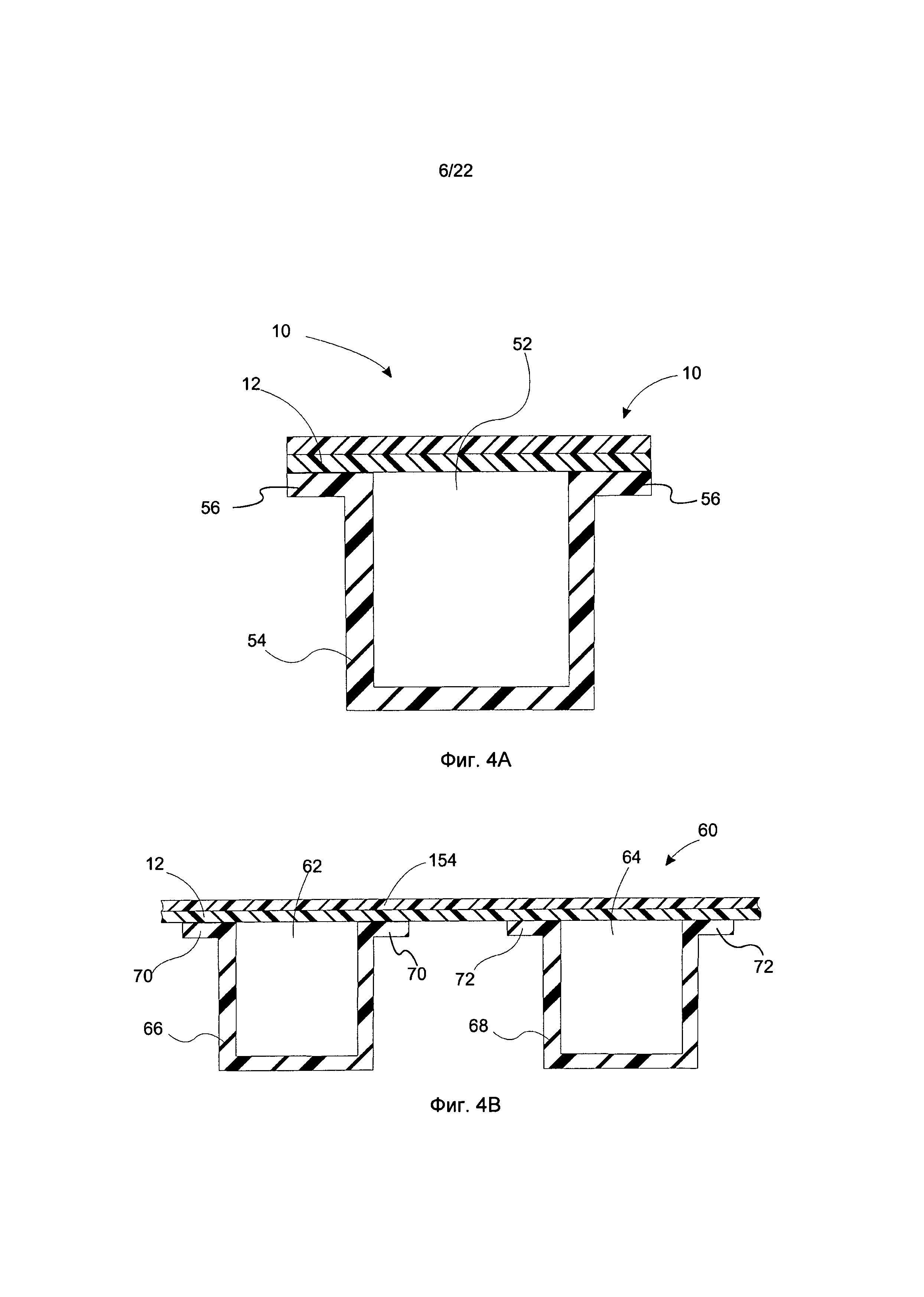
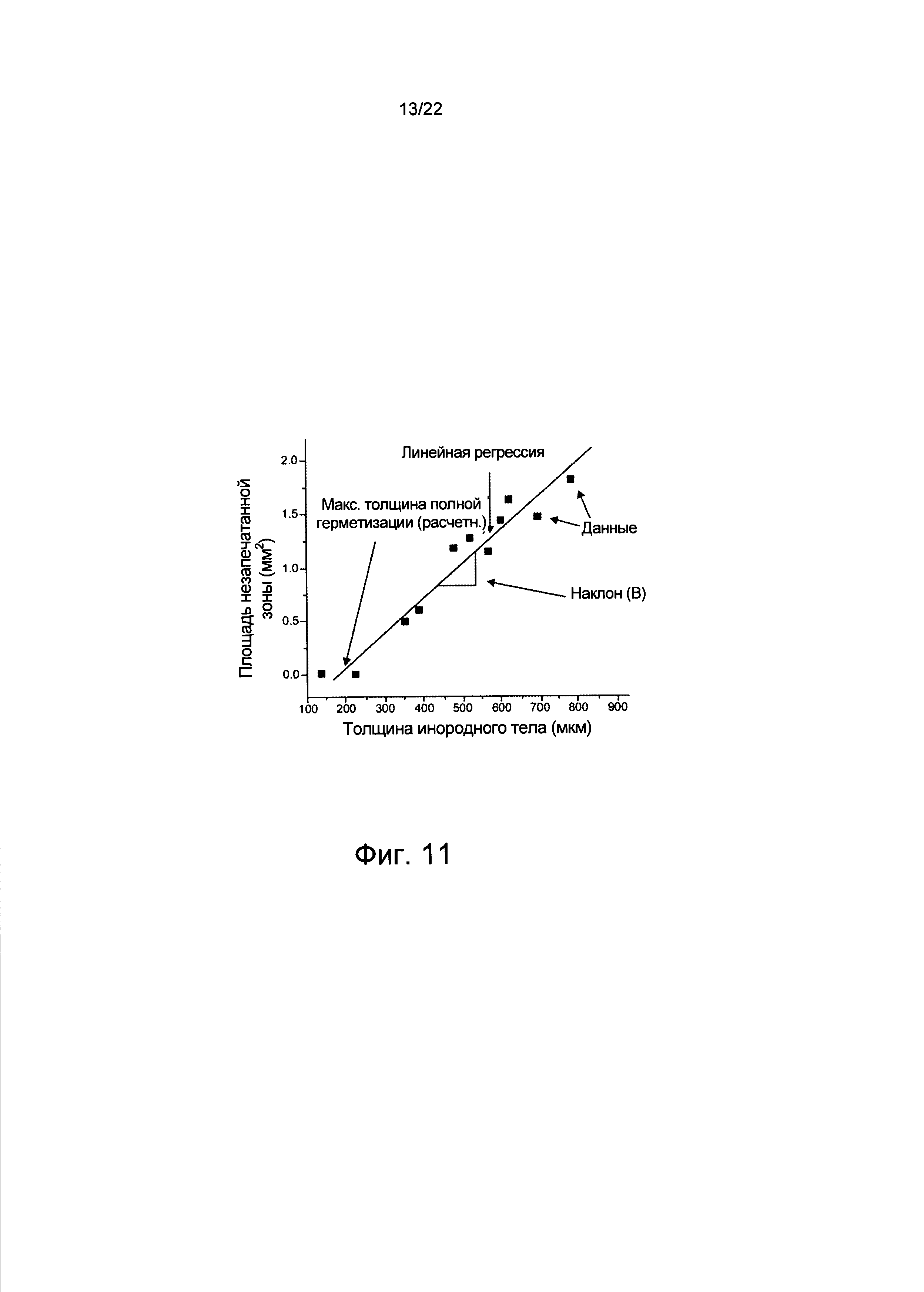
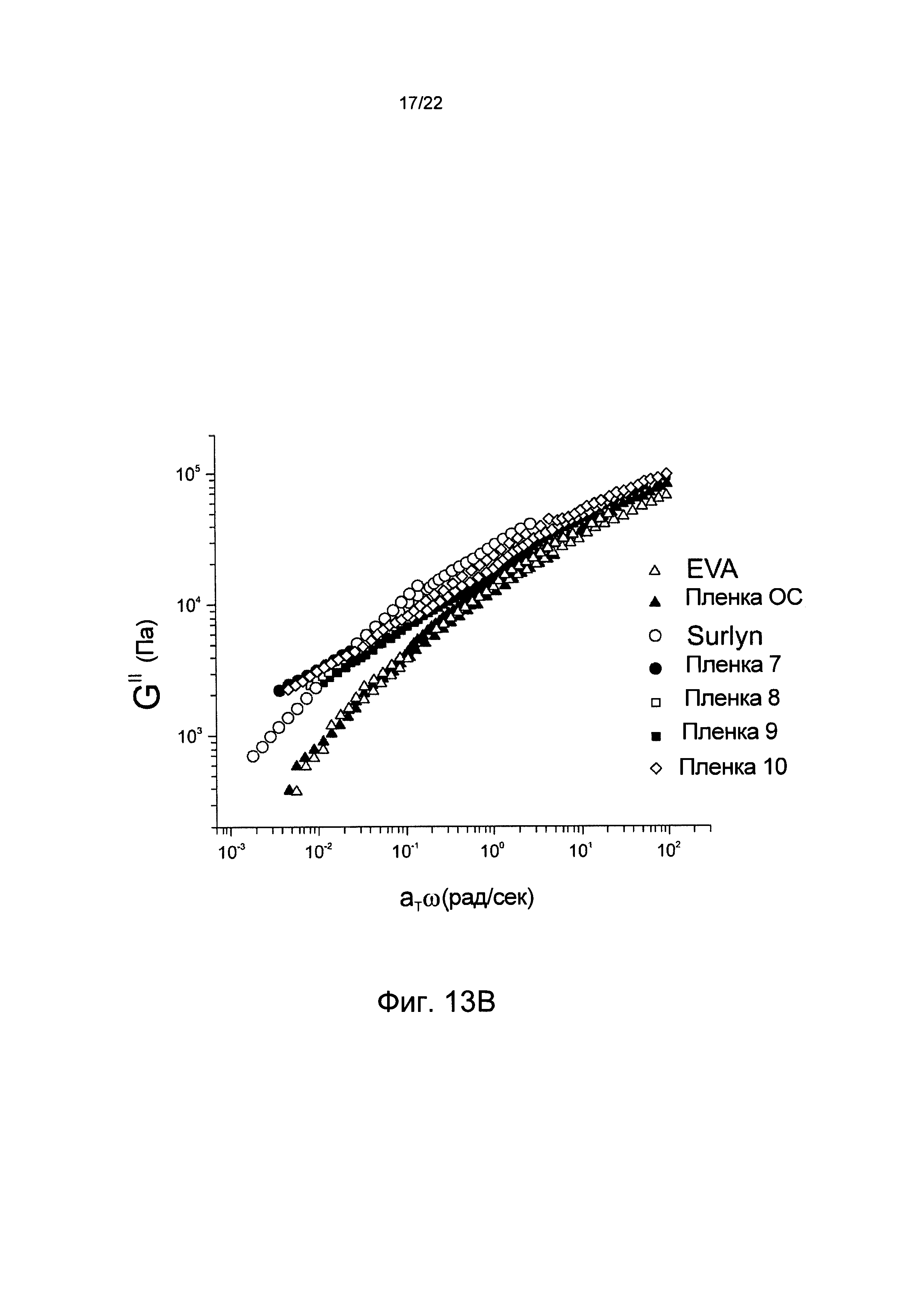
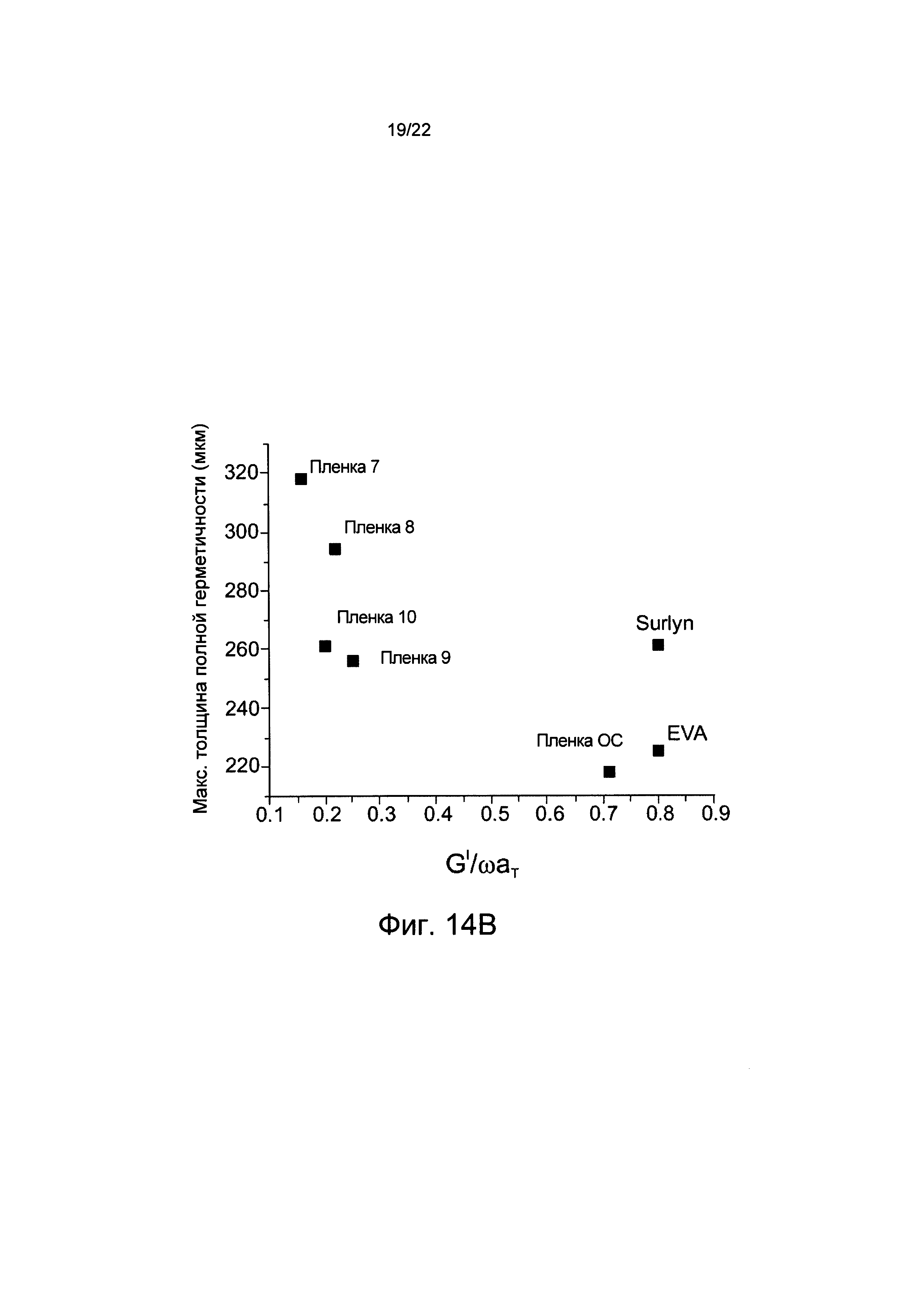
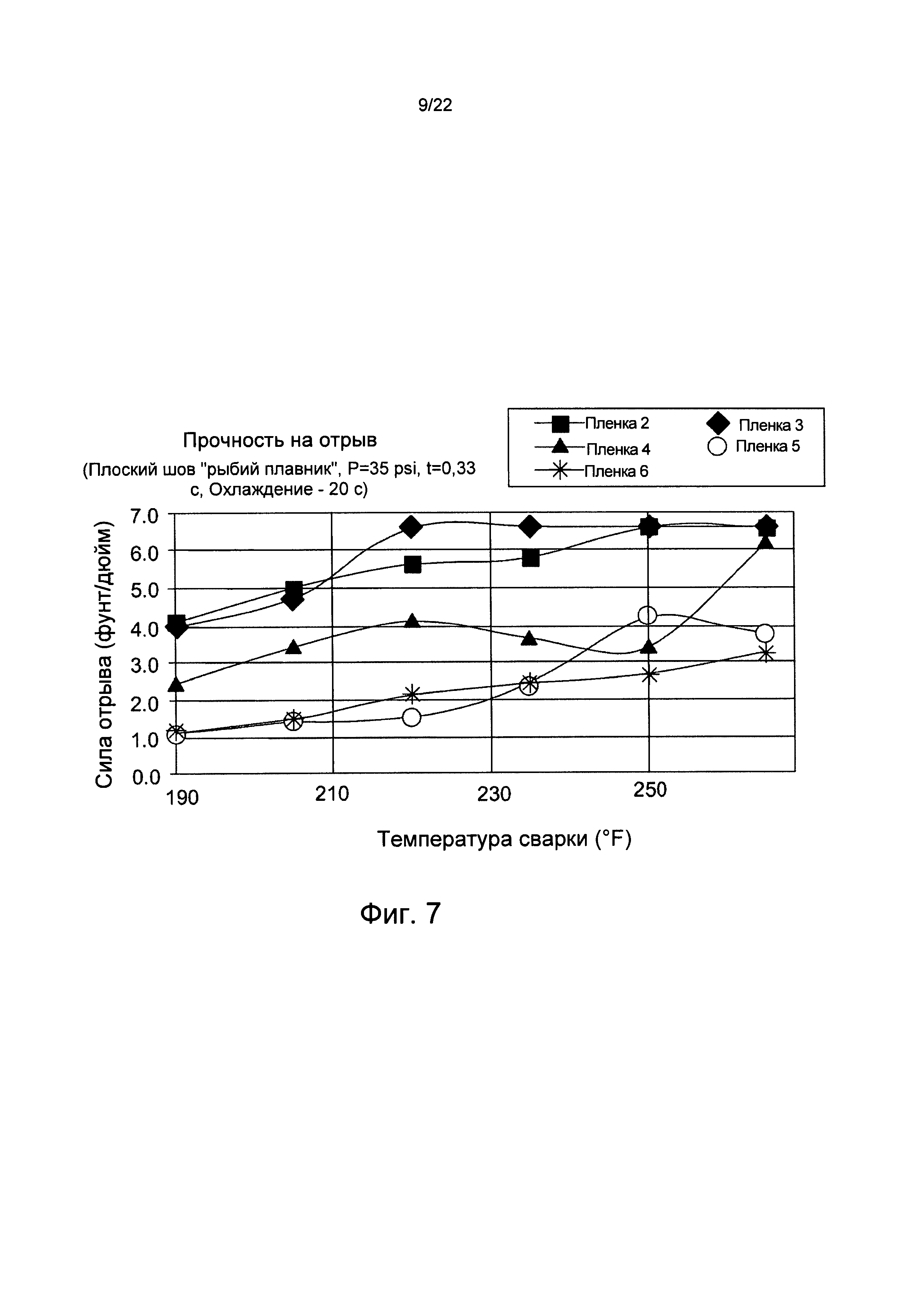
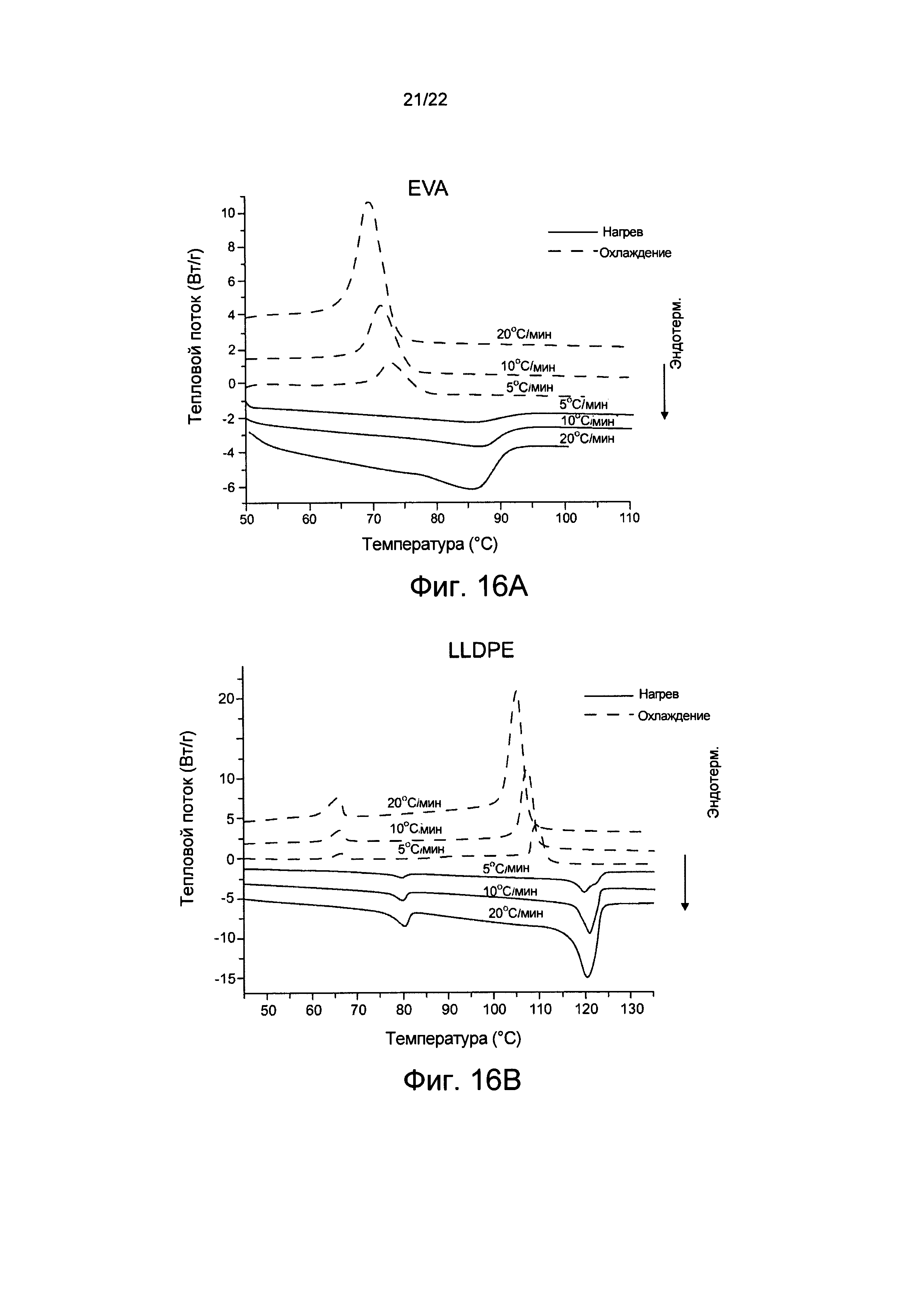
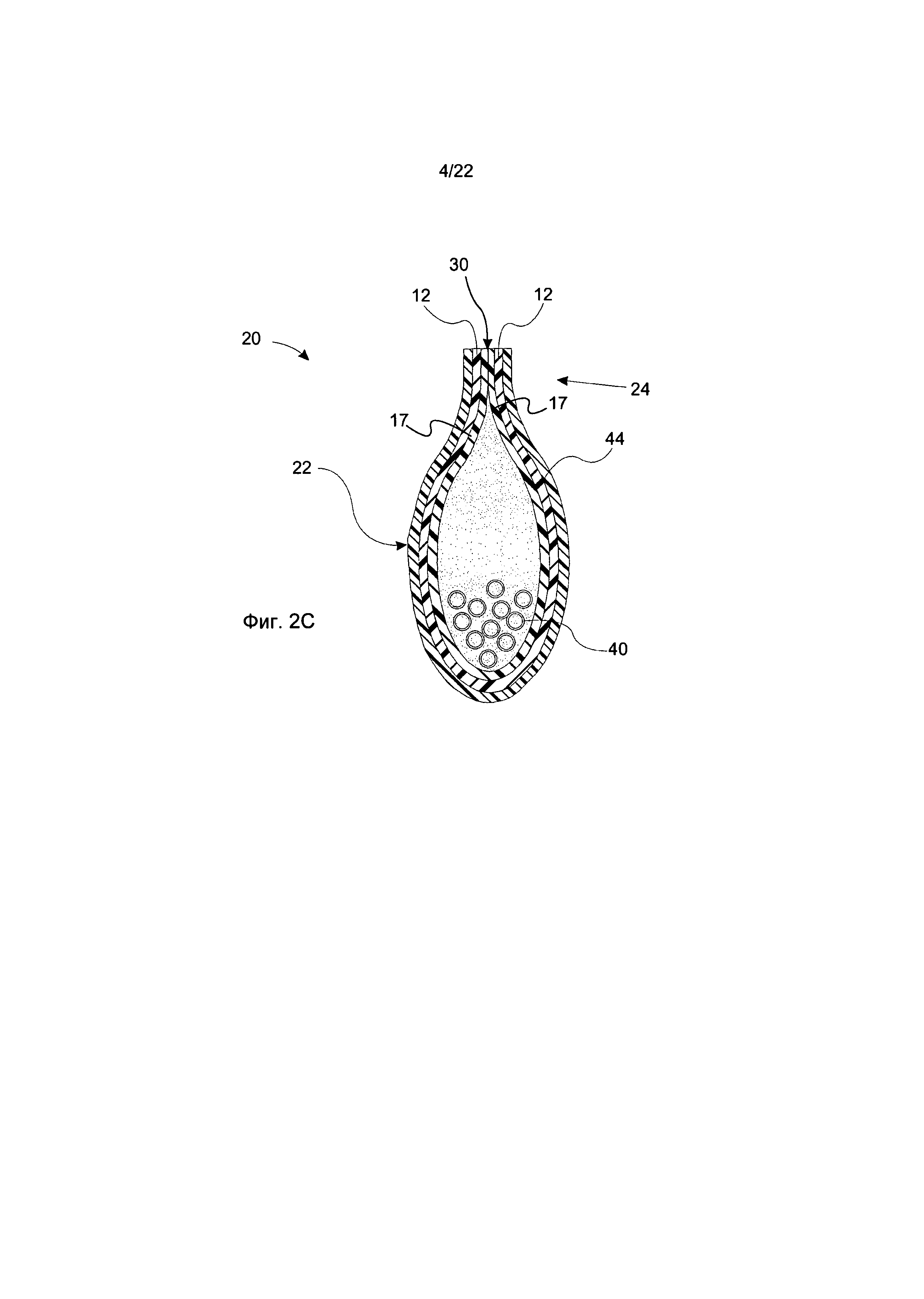
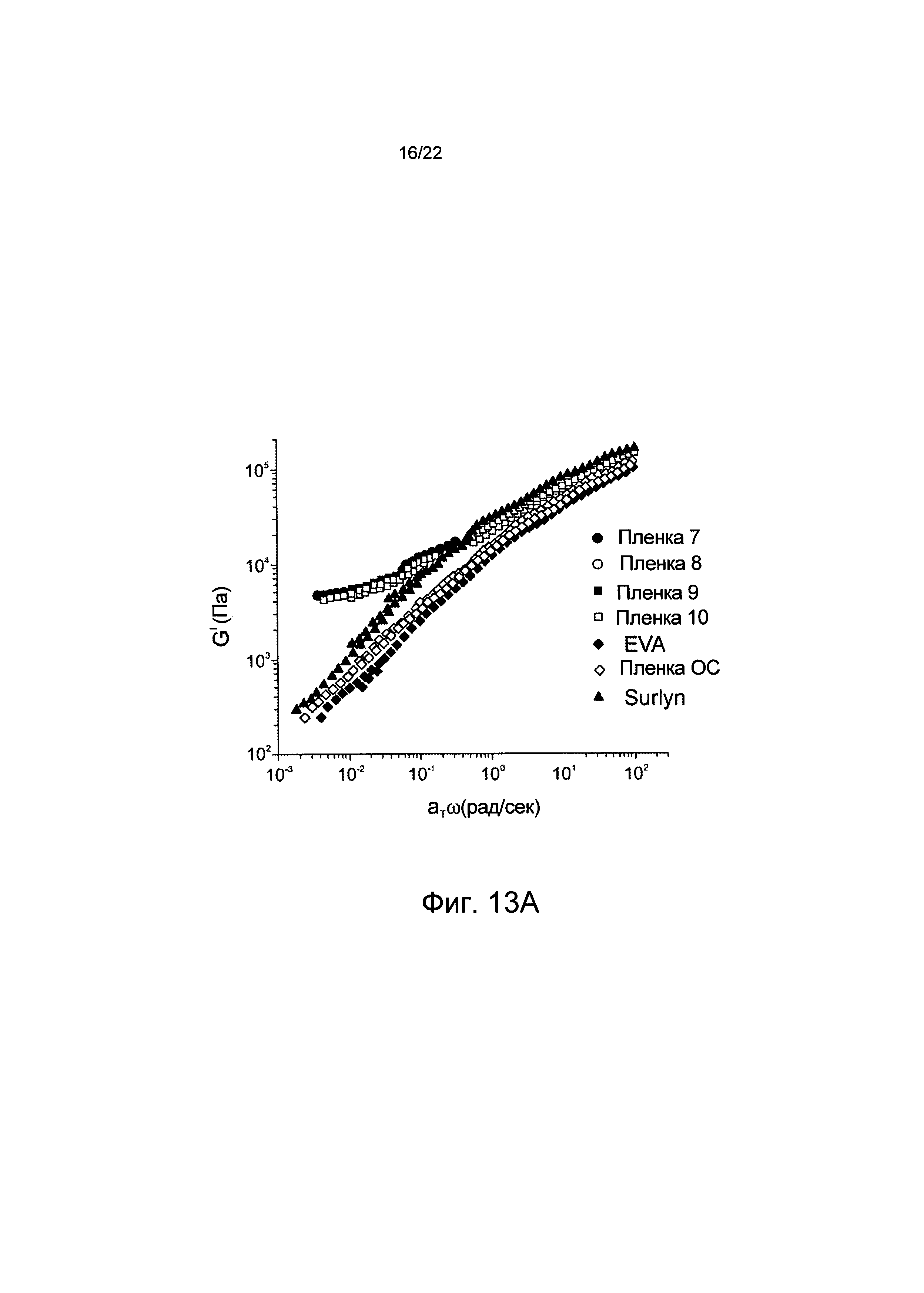
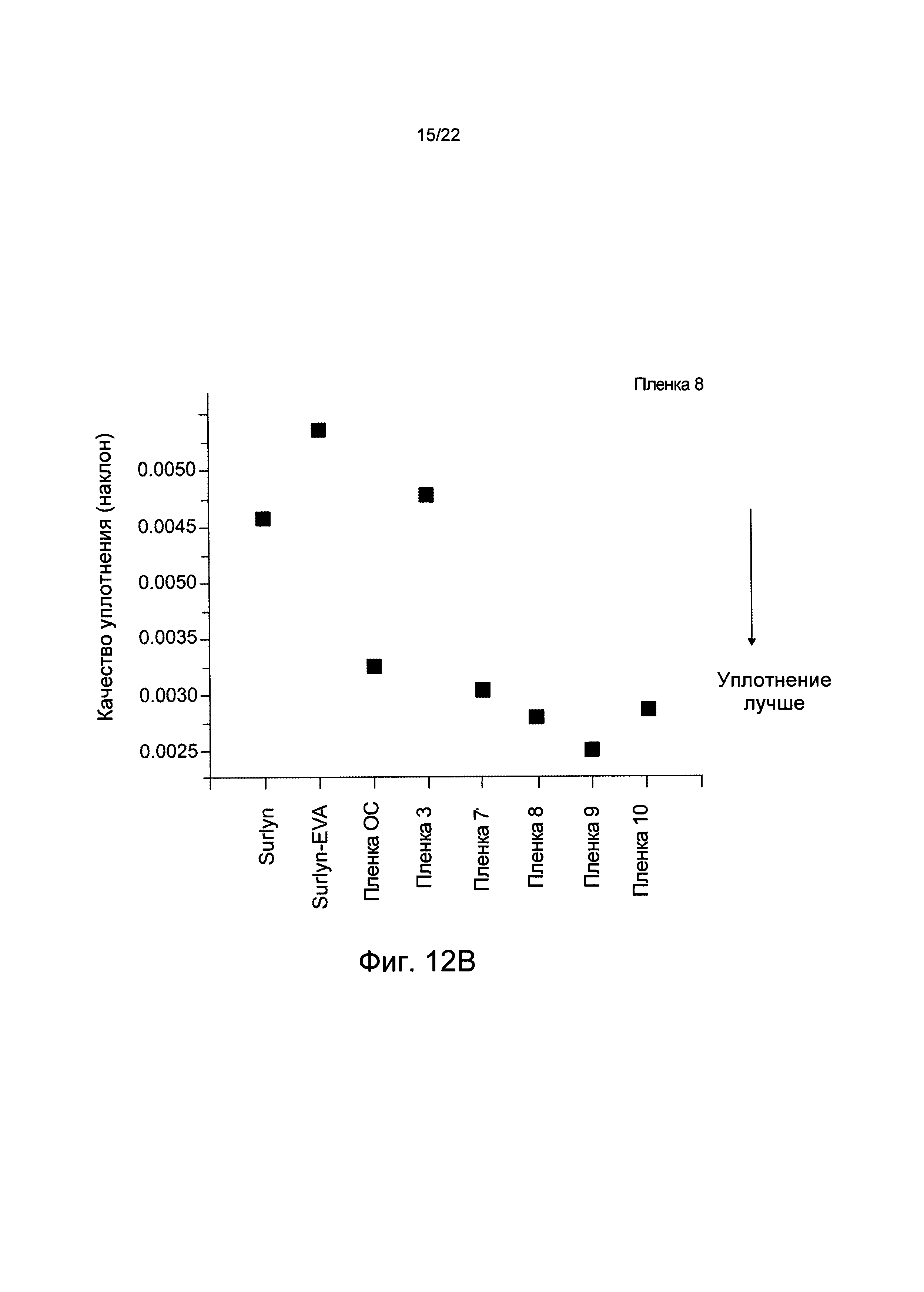
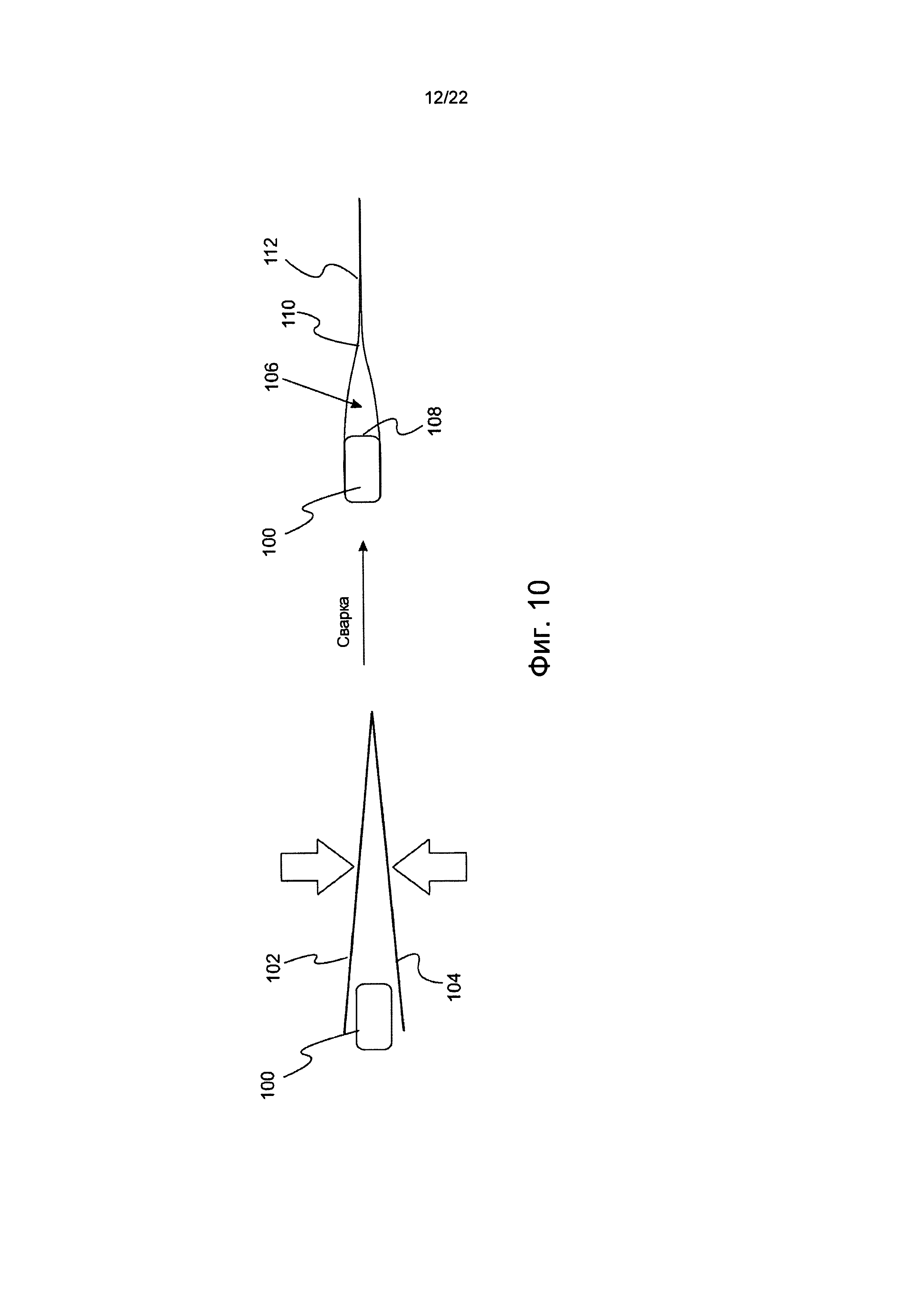
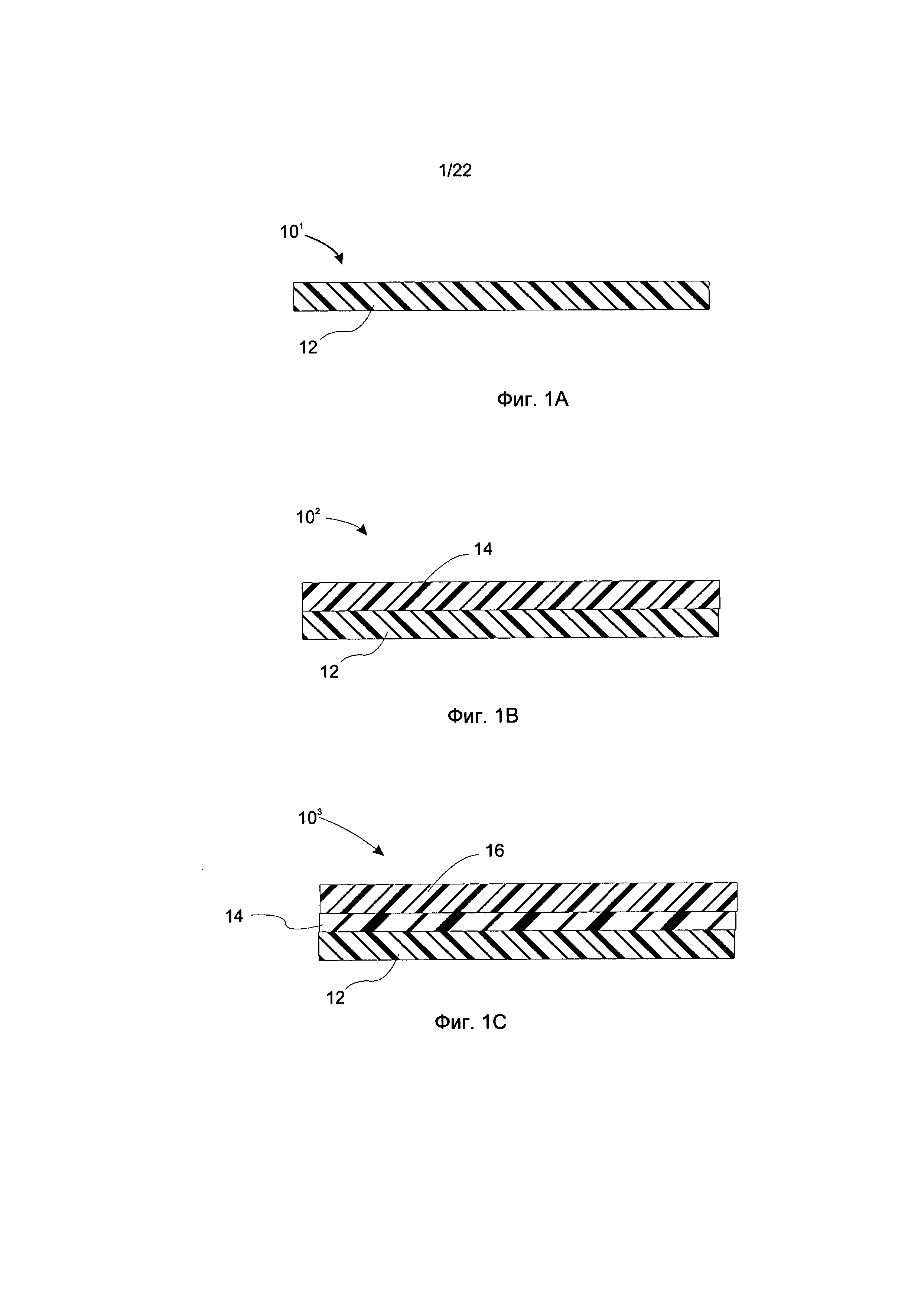
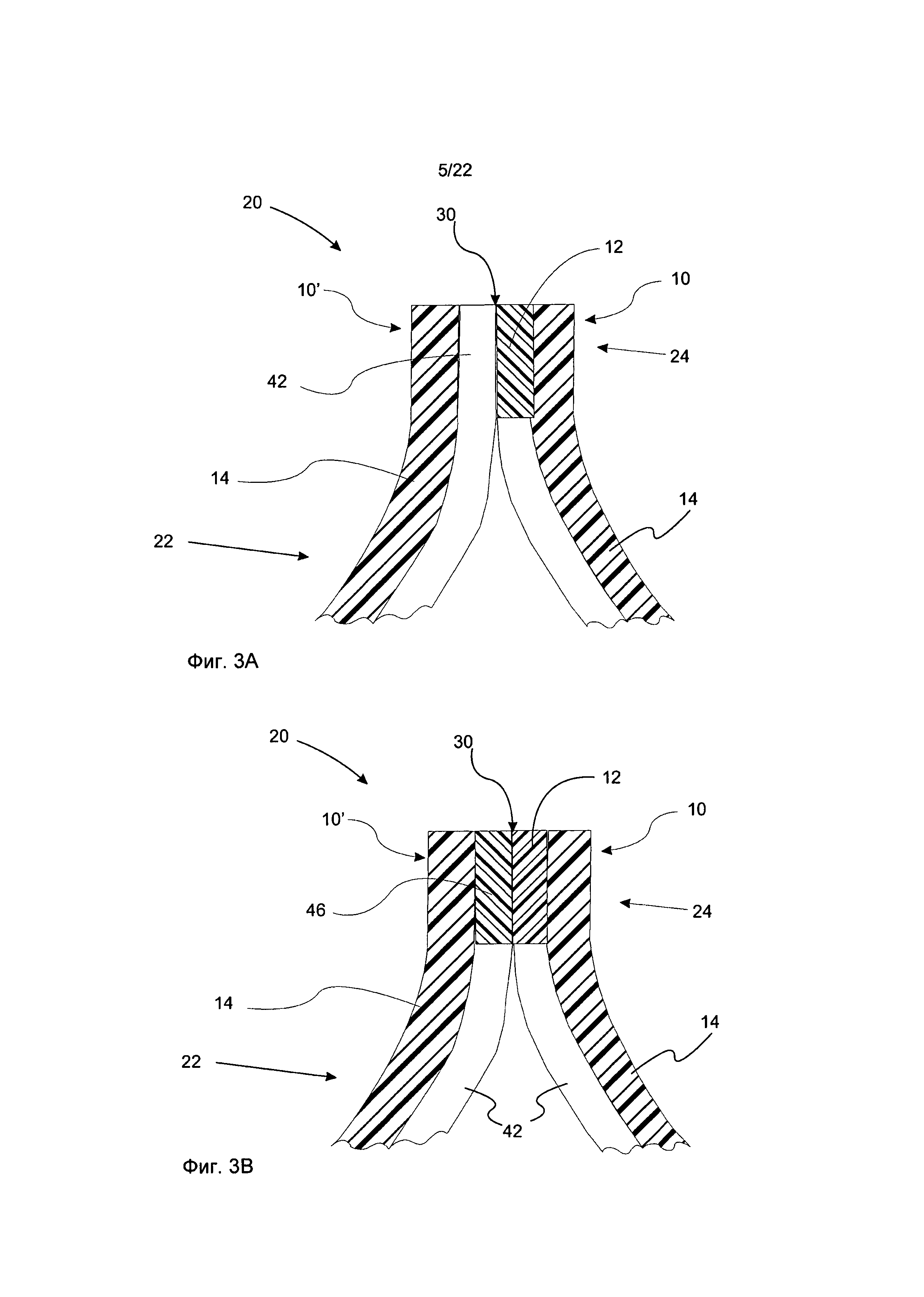
Отслаиваемые композитные термопластичные герметики в упаковочных пленках
Фоторазлагаемая гуммиоснова, жевательная резинка, содержащая фоторазлагаемую гуммиоснову, и способы их получения
Упаковка, содержащая поддающуюся повторному закрытию застежку на клеевой основе, и способы ее формирования
Композиция инкапсулированного подсластителя, способ ее получения и содержащая ее жевательная резинка
Упакованные насыпью не имеющие покрытия куски жевательной резинки
Упаковочная пленка, сконфигурированная для распределения напряжений
Система и способ производства жевательной резинки
Способ увеличения срока годности цельнозерновой муки и продукта
Способ получения магнитной системы
Стабилизированная мука из цельного зерна и способ ее получения
Отслаиваемые композитные термопластичные герметики в упаковочных пленках
Фоторазлагаемая гуммиоснова, жевательная резинка, содержащая фоторазлагаемую гуммиоснову, и способы их получения
Упаковка, содержащая поддающуюся повторному закрытию застежку на клеевой основе, и способы ее формирования
Композиция инкапсулированного подсластителя, способ ее получения и содержащая ее жевательная резинка
Упакованные насыпью не имеющие покрытия куски жевательной резинки
Упаковочная пленка, сконфигурированная для распределения напряжений
Система и способ производства жевательной резинки
Способ увеличения срока годности цельнозерновой муки и продукта
Способ получения магнитной системы
Стабилизированная мука из цельного зерна и способ ее получения

