Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ ПРОВОЛОКИ В ПЕЧИ ТЕРМООБРАБОТКИ
Вид РИД
Изобретение
Предполагаемое изобретение относится к нагревательным печам для отжига проволоки в вакууме или защитной атмосфере и может быть использовано в качестве устройства или технологической оснастки для удержания тел намотки в печи термообработки периодического действия.
Известно устройство для удержания проволоки в печи термообработки, содержащее устанавливаемые в один или несколько ярусов многослойные бунты проволоки, надетые на вертикальную несущую стойку, жестко закрепленную в центре основания и снабженную на свободном конце захватом для транспортировки (Брандштеттер Д. Технология отжига катанки и проволоки в колпаковых печах. // Металлургическое производство и технология металлургических процессов. - 2000. С. 86-95).
Недостатком известного устройства являются дефекты на поверхности проволоки из-за сваривания (слипания) ее переплетенных витков в процессе термообработки под действием неравномерного распределения давления от веса стопы бунтов и местного приложения нагрузки. Такие повреждения особенно часто обнаруживаются в бунтах проволоки из титановых сплавов, отжиг которых проводят в вакууме. После остывания бунтов проволоки, как правило, требуются ручные операции распушивания (разделения) витков и зачистка дефектов, что снижает производительность труда и увеличивает отходы производства.
Известно также устройство для удержания тел намотки, подлежащих термообработке в печи, содержащее платформы для размещения катушек с многослойной намоткой проволоки, надетых на вертикальную несущую стойку, жестко закрепленную в центре основания и снабженную на свободном конце захватом для транспортировки (Патент РФ №2220394 МПК F27D 5/00 Устройство загрузки для удержания деталей, подлежащих термообработке в печи. Опубл. 27.12.2003) - прототип.
Недостатком известного устройства при его применении для удержания катушек с многослойной намоткой проволоки, размещенных на платформах в печи термообработки, является влияние толщины намотанных слоев и плотности их намотки на замедление процессов теплообмена при нагреве и остывании садки, а также при выравнивании температуры по сечению проволоки. В результате значительно увеличивается продолжительность общего времени цикла отжига проволоки и снижается производительность печи. Кроме того при многослойной намотке проволоки нельзя исключить повреждений ее поверхности от слипания и потертостей вследствие давления витков друг на друга.
Задачей предлагаемого устройства для удержания проволоки в печи термообработки является увеличение выхода годной продукции при отжиге в вакууме или в защитной атмосфере за счет устранения сваривания витков проволоки и повышение производительности печи посредством сокращения продолжительности общего времени цикла отжига вследствие интенсификации процессов теплообмена при нагреве и остывании садки, а также выравнивания температуры по сечению проволоки.
Поставленная задача решается с помощью устройства для удержания проволоки в печи термообработки, содержащего устанавливаемые в один или несколько ярусов катушки с намотанной проволокой, надетые через центральное отверстие на вертикальную несущую стойку, жестко закрепленную в центре основания и имеющую на свободном конце захват для транспортировки, в котором в отличие от прототипа каждая катушка снабжена равномерно распределенными по наружной цилиндрической поверхности ее барабана, прикрепленными к нему по образующим, вертикальными гребенками с гладкими радиальными зубьями, служащими опорами витков проволоки и ограничивающими их наружный диаметр, между гребенками на поверхности барабана закреплены прутки, формирующие внутренние витки проволоки, а между прутками выполнены сквозные отверстия, при этом зубья гребенок каждой катушки размещены в параллельных горизонтальных плоскостях на расстояниях, равных диаметру термообрабатываемой проволоки с возможностью намотки между ними витков однослойных плоских спиралей, промежутки между которыми соответствуют толщине зубьев и содержат по числу гребенок 6-8 кольцевых секторных полостей с возможностью размещения в одной из них переходного соединительного витка соседних спиралей проволоки от наружного к внутреннему диаметрам.
Предпочтительно вертикальные гребенки, прикрепленные к барабанам катушек, выполнить сменными с расстоянием между зубьями, равным диаметру термообрабатываемой проволоки.
Предлагаемое устройство за счет применения для удержания проволоки в печи термообработки катушек, каждая из которых снабжена равномерно распределенными по наружной цилиндрической поверхности ее барабана, прикрепленными к нему по образующим, вертикальными гребенками с гладкими радиальными зубьями, служащими опорами витков проволоки и ограничивающими их наружный диаметр, между гребенками на поверхности барабана закреплены прутки, формирующие внутренние витки проволоки, а между прутками выполнены сквозные отверстия, при этом зубья гребенок каждой катушки размещены в параллельных горизонтальных плоскостях на расстояниях, равных диаметру термообрабатываемой проволоки с возможностью намотки между ними витков однослойных плоских спиралей, промежутки между которыми соответствуют толщине зубьев, что обеспечивает всесторонний непосредственный контакт поверхности каждого витка проволоки с теплоносителем в печи и значительно увеличивает интенсивность теплообмена при нагреве и остывании садки, а также при выравнивании температуры по сечению проволоки. В результате существенно сокращается продолжительность общего времени цикла отжига проволоки и соответственно повышается производительность печи термообработки.
Оснащение каждой катушки вертикальными гребенками с радиальными горизонтальными зубьями для размещения между ними витков однослойных плоских спиралей проволоки обеспечивает сохранение их формы при транспортировке и нагреве, а также исключает контакты и нагрузки на витки проволоки от соседних спиралей, что защищает ее поверхность от появления дефектов.
Промежутки между витками проволоки, соответствующие толщине зубьев гребенок, представляют собой горизонтальные кольцевые полости, состоящие по числу гребенок на катушке из 6-8 секторов для размещения в одном из них переходного соединительного витка, соединяющего соседние спирали проволоки от наружного конечного диаметра к внутреннему начальному, что устраняет ограничения по длине проволоки на катушке устройства, которые зависят только от ее диаметра, высоты и толщины зубьев гребенки.
Применение в конструкции устройства для удержания проволоки катушек со сменными гребенками, расстояния между зубьями которых меняют в зависимости от диаметра термообрабатываемой проволоки, существенно расширяет его технологические возможности и снижает стоимость.
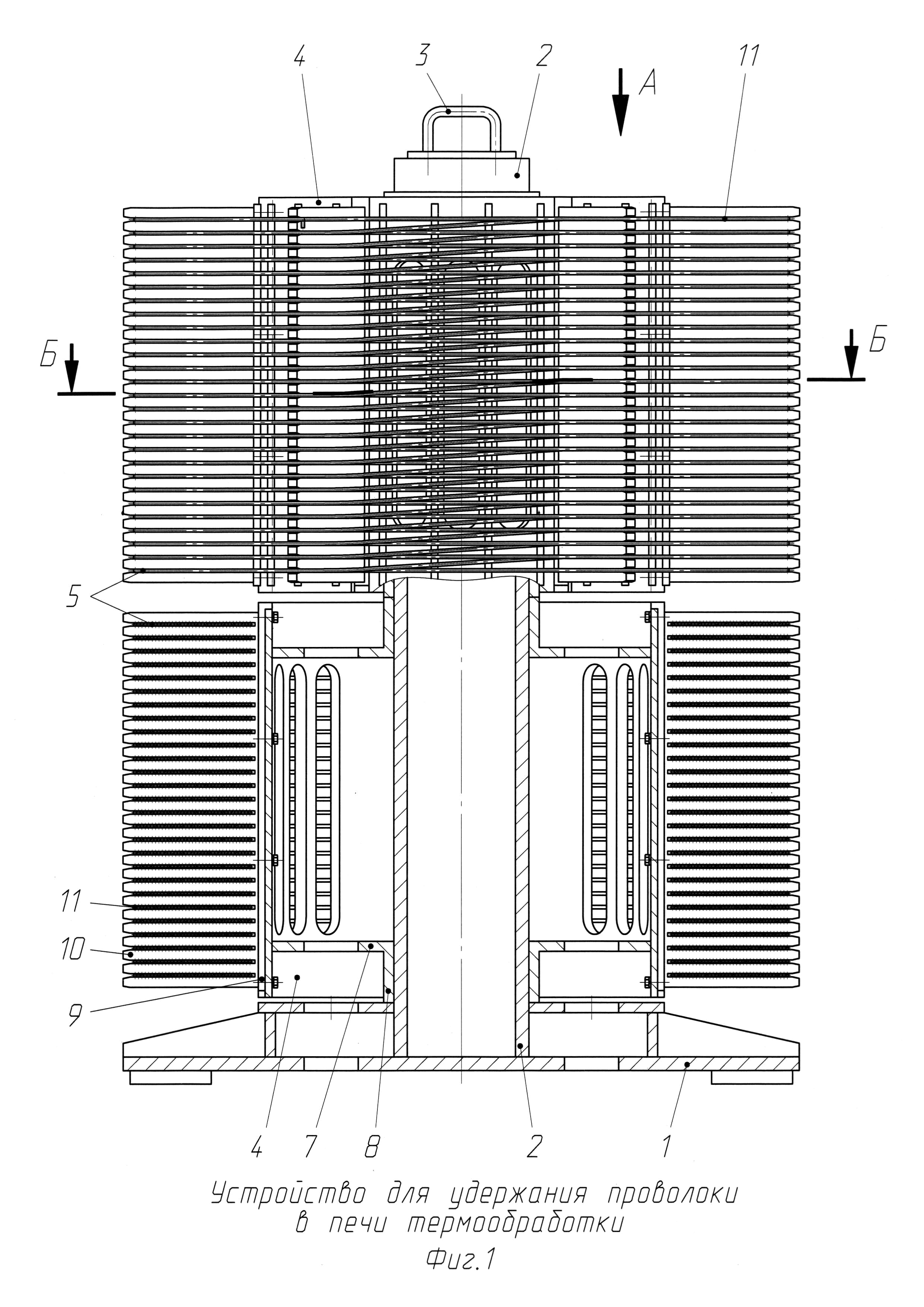
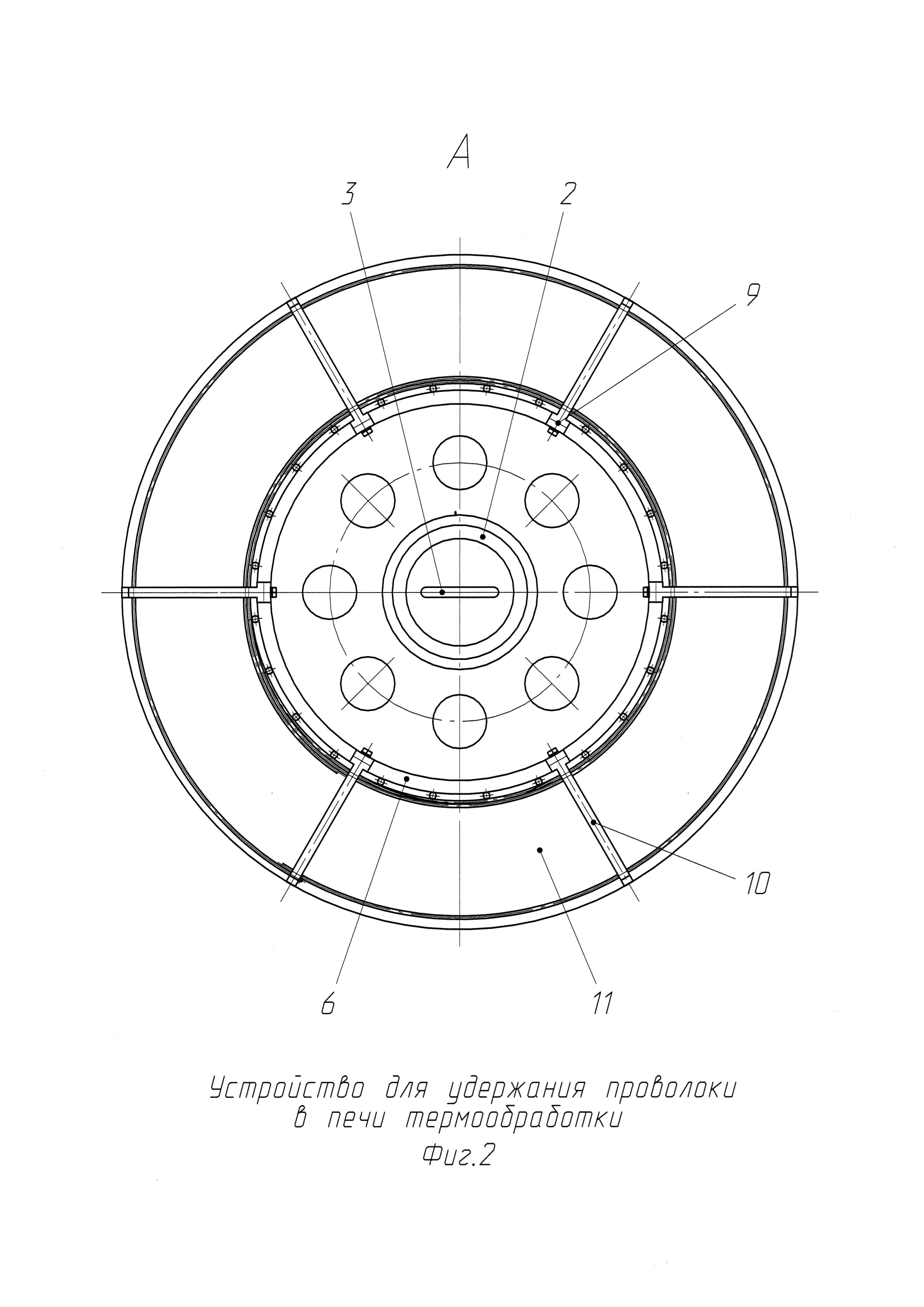
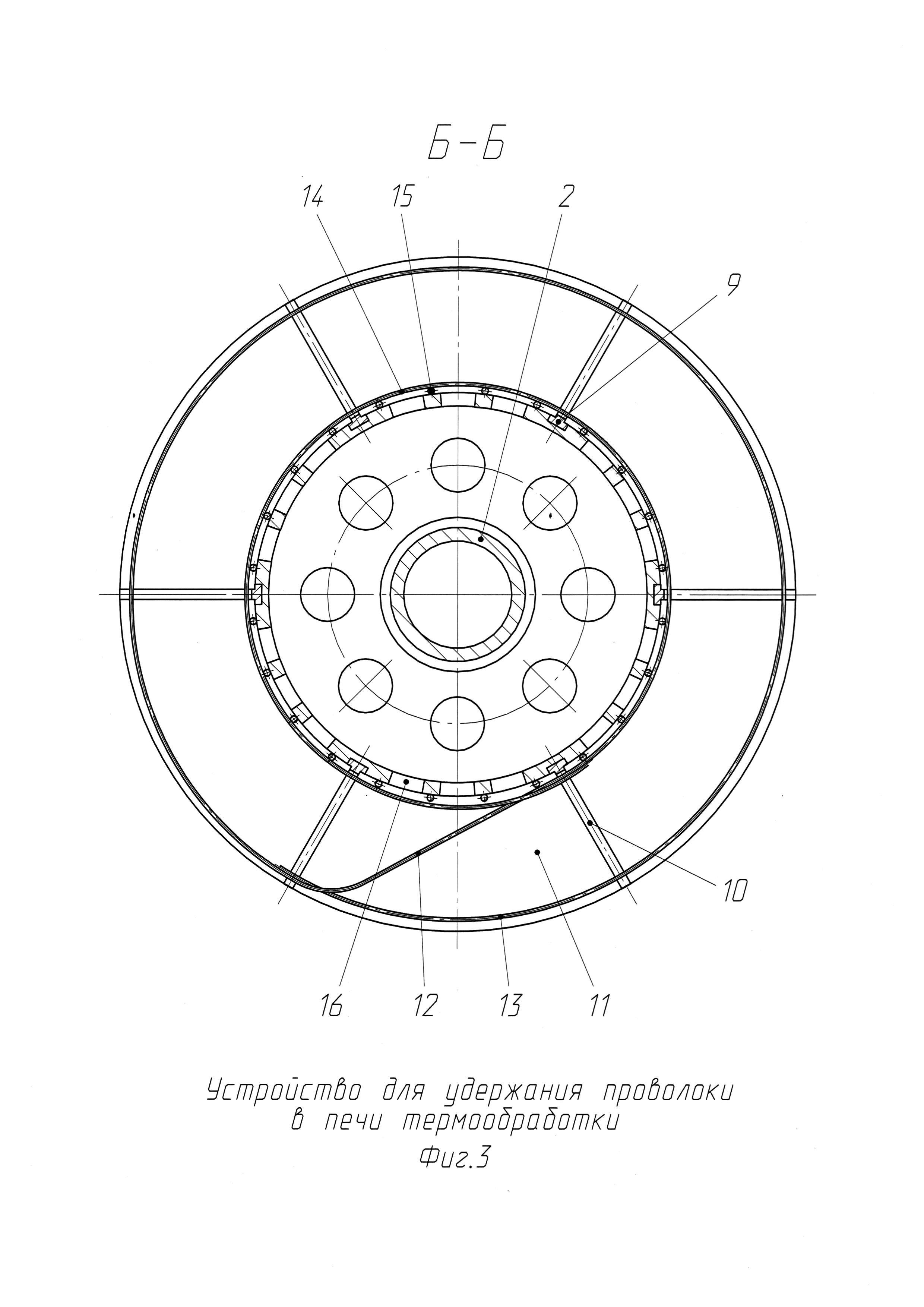
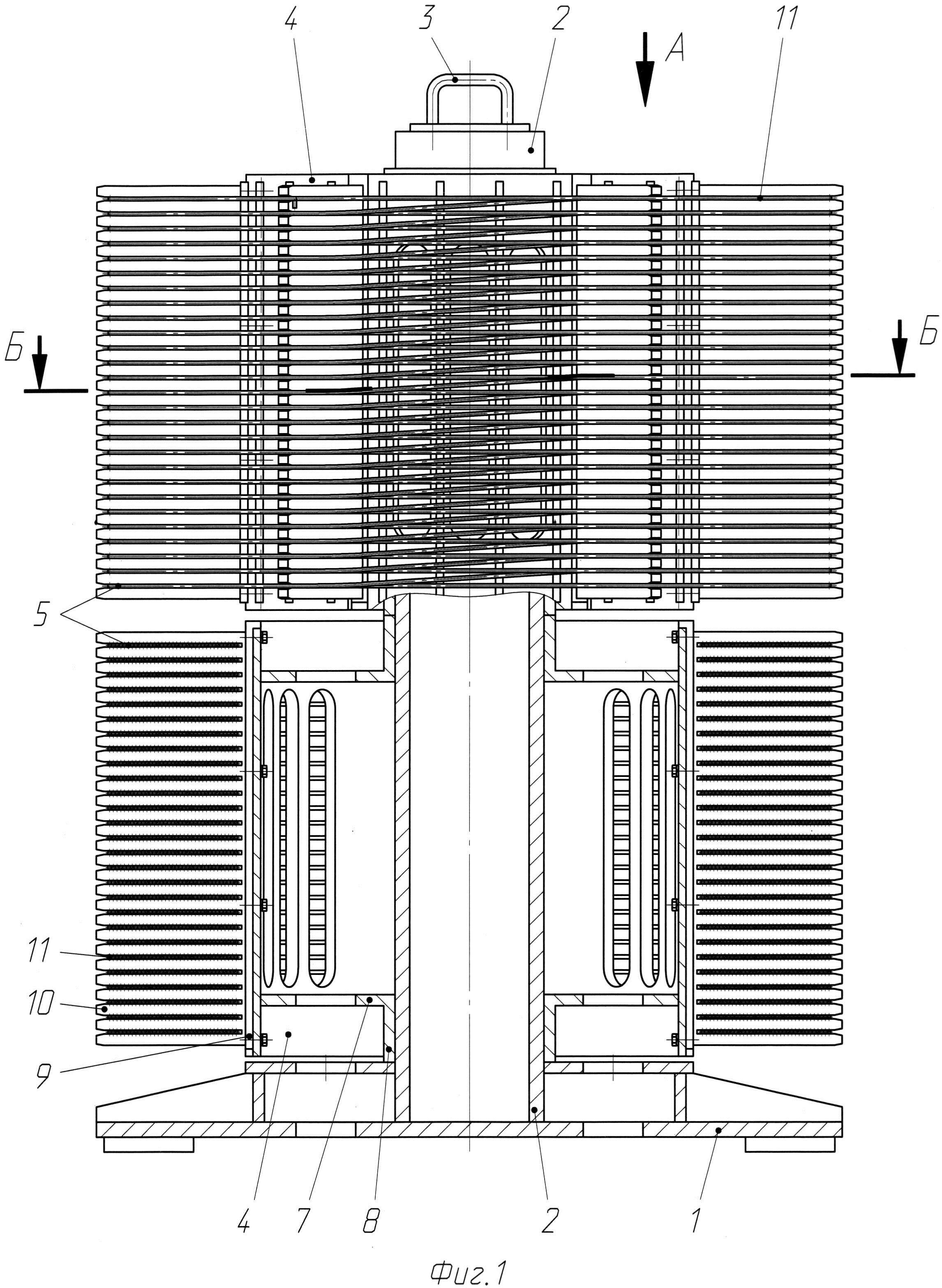
Предлагаемое устройство поясняется чертежами, где на фиг. 1 изображен общий вид устройства для удержания проволоки в печи термообработки, на фиг. 2 изображен вид А фиг. 1, на фиг. 3 изображен разрез Б-Б фиг. 1.
Устройство для удержания проволоки содержит горизонтальное основание 1, в центре которого жестко закреплена вертикальная несущая стойка 2, имеющая на своем свободном конце захват 3 для транспортировки. На несущую стойку в несколько ярусов устанавливают друг на друга катушки 4 с намотанной проволокой 5.
Каждая катушка состоит из цилиндрического барабана 6, соединенного с помощью дисков 7 со ступицами 8, насаживаемыми на несущую стойку. В дисках выполнены отверстия для свободного движения теплоносителя через многоярусную садку катушек с проволокой. По наружной поверхности барабана равномерно распределены прикрепленные к нему по образующим вертикальные гребенки 9 с гладкими радиальными зубьями 10, которые размещены в параллельных плоскостях на расстояниях, равных диаметру термообрабатываемой проволоки. Зубья служат опорами витков проволоки, образующими при ее размещении между зубьями однослойные плоские спирали 11, промежутки между которыми соответствуют толщине зубьев и состоят по числу гребенок на катушке из 6-8 кольцевых секторов для размещения в одном из них переходного витка 12, соединяющего наружный виток 13 с внутренним 14 соседних спиралей проволоки.
Между гребенками на поверхности барабана 6 закреплены прутки 15, которые формируют внутренние витки спиралей проволоки и между которыми выполнены сквозные отверстия 16. Таким образом, за счет зазоров между внутренними витками спиралей проволоки и поверхностью барабана, а также между торцевыми поверхностями спиралей обеспечивается свободное радиальное движение теплоносителя и соответственно всесторонний равномерный нагрев поверхности каждого витка проволоки в печи термообработки при минимальных точечных контактах с зубьями гребенок и друг с другом.
Загрузка устройства в печь термообработки осуществляется посредством переноса несущей стойки с надетыми на нее катушками в рабочее пространство печи и установки основания стойки на подину. В процессе термообработки за счет нагрева происходит удлинение проволоки, ее натяжение снижается, и витки ее спиралей провисают между зубьями гребенок, что практически исключает их давление друг на друга.
После выдержки при заданной температуре и остывания печи устройство загрузки удаляют из печи и перемещают на стенд, где осуществляют снятие катушек с несущей стойки.
Предлагаемое устройство было опробовано при вакуумном отжиге проволоки из титанового сплава ВТ1-0 диаметром 5 мм в шахтной печи с размерами рабочего пространства: диаметр - 1100 мм, высота - 1900 мм. Рабочая температура садки - 800…900°С. Время выдержки - 2 часа.
Устройство содержало 2 катушки высотой по 600 мм, которые были надеты на несущую стойку диаметром 200 мм. На барабане каждой катушки в пазах по образующим, выполненным равномерно по окружности через 60 градусов, закреплены 6 вертикальных гребенок с гладкими радиальными зубьями диаметром 15 мм и зазорами между ними, равными 5 мм, соответствующими диаметру отжигаемой проволоки. В промежутках между зубьями гребенок, расположенными горизонтально, перпендикулярно оси катушек, находятся однослойные плоские параллельные спирали проволоки, расстояния между которыми равны диаметру зубьев и образуют кольцевые зазоры для теплообмена между торцевыми поверхностями спиралей.
Внутренние витки спиралей проволоки диаметром 600 мм соответствуют наружному диаметру барабана с учетом размеров прутков, равномерно закрепленных к его поверхности по образующим. Между прутками выполнены сквозные продольные отверстия для свободного теплообмена.
Наружный диаметр спиралей проволоки в соответствии с размерами рабочего пространства печи ограничен длиной зубьев гребенки и составляет 1000 мм.
Переходные витки соседних спиралей проволоки от наружного диаметра 1000 мм к внутреннему диаметру 600 мм, размещаемые в одной из 6-ти кольцевых секторных полостей, образованы при намотке катушки за счет перемещения точки наматывания вдоль оси барабана на шаг, равный 20 мм, в течение времени вращения катушки на 60 градусов. При намотке собственно спиралей точка наматывания относительно оси барабана остается неподвижной.
Опробованное устройство для удержания титановой проволоки в печи термообработки с 2-мя катушками и однослойной плоской спиральной намоткой при массе проволоки 200 кг на каждой катушке, позволило при одинаковой массе садки сократить цикл отжига на 3 часа по сравнению с загрузкой проволоки в бунтах или на катушках с многослойной намоткой. При этом дефекты поверхности проволоки полностью отсутствовали.
Штамповый блок для изотермического деформирования
Способ получения металлического порошка методом центробежного распыления
Способ вакуумной термической дегазации гранул жаропрочных сплавов в подвижном слое
Способ изготовления изделий из гранулируемых жаропрочных никелевых сплавов
Способ изготовления прутковой заготовки
Способ производства порошка из титановых сплавов
Способ производства слитков деформируемых магниевых сплавов
Способ производства листов из специальных сплавов на основе магния для электрохимических источников тока
Способ получения сварных конструкций из литых деталей алюминиевых сплавов
Способ внепечного модифицирования алюминиевых сплавов
Штамповый блок для изотермического деформирования
Устройство для определения качества продуктов живой и неживой природы
Способ скользящего профильного шлифования
Способ изготовления труб из труднодеформируемых металлов
Гидравлический привод высокого давления
Способ получения пористых стекломатериалов
Композиционный материал на основе трепела сухоложского месторождения свердловской области и торфа гусевского месторождения тюменской области
Композиционный материал на основе трепела сухоложского месторождения свердловской области и рубленой соломы
Композиционный материал на основе трепела сухоложского месторождения свердловской области и торфа гусевского месторождения тюменской области
Композиционный материал на основе трепела сухоложского месторождения свердловской области и рубленой соломы

