Результат интеллектуальной деятельности: СПОСОБ ИЗВЛЕЧЕНИЯ ИЗ ПРЕСС-ФОРМЫ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ОРГАНИЧЕСКОЙ МАТРИЦЕЙ
Вид РИД
Изобретение
Предшествующий уровень техники
Изобретение относится к области композиционных материалов, содержащих полимерную матрицу, усиленную волокнистой структурой, и, в частности, к использованию этих материалов для изготовления деталей летательных аппаратов или газотурбинных двигателей.
В области авиации постоянно ведется поиск уменьшения массы компонентов двигателей с одновременным сохранением высокого уровня их механических свойств. В частности, в авиационном газотурбинном двигателе кожух вентилятора, который ограничивает контур входного воздушного проточного тракта двигателя и внутри которого установлен ротор, поддерживающий лопатки вентилятора, в настоящее время выполняют из композиционного материала. Он имеет форму тела вращения и содержит обечайку, имеющую на своих входном и выходном концах наружные фланцы для закрепления на других конструктивных частях двигателя, таких как входной воздушный профиль на входе и промежуточный корпус на выходе. Кроме того, на корпусе закреплены различные компоненты, и он должен задерживать фрагменты, появляющиеся в результате поломки лопатки вентилятора, или предметы, засасываемые на входе двигателя.
Изготовление кожуха вентилятора из композиционного материала начинается с выполнения усиления из волокон путем намотки на оправке, профиль которой повторяет профиль выполняемого кожуха. Волокнистое усиление можно выполнять, например, путем трехмерного тканья или путем укладки друг на друга слоев, как описано в патентном документе US 8322971. Это волокнистое усиление представляет собой трубчатую волокнистую заготовку, образующую единую деталь с фланцем, которые соответствуют фланцам кожуха. Изготовление продолжается уплотнением волокнистой заготовки при помощи полимерной матрицы, в ходе которого заготовку пропитывают смолой и эту смолу полимеризуют для получения конечной детали.
В частности, изобретение касается изготовления, в котором пропитку волокнистой заготовки производят при помощи способа литья под давлением (способ «RTM», от английского Resin Transfer Moulding). В ходе этого способа волокнистую заготовку закрывают, уплотняя ее в жесткой пресс-форме, имеющей неизменную форму и содержащей первую часть, образующую опору волокнистой заготовки, и контрформу, которую укладывают на волокнистую заготовку и форма которой соответствует получаемому кожуху, и внутрь пресс-формы нагнетают смолу под давлением и при контролируемой температуре после смыкания стенок двух частей пресс-формы и после создания в ней вакуума, в случае необходимости. После нагнетания смолы производят ее полимеризацию посредством нагрева пресс-формы, и конечную деталь извлекают из пресс-формы и обтачивают, чтобы снять излишки смолы, и путем механической обработки выполняют скошенные фаски, чтобы получить требуемый кожух.
Для облегчения этого извлечения из пресс-формы литейный инструмент, который должен быть идеально герметичным, обычно представляет собой пресс-форму с двумя смежными внутренними стволами, воспроизводящими проточный тракт, с двумя фланцами, входным и выходным, для получения двух буртиков кожуха, и с контрформой, образованной несколькими наружными секторами. Извлечение этих секторов и этих входных/выходных фланцев производят снаружи. Два внутренних ствола разъединяют, затем извлекают с каждой стороны кожуха, следуя естественным формовочным уклонам проточного тракта.
Однако в некоторых конфигурациях кожуха на входе кожуха существует сужение проточного тракта, например, проточный тракт изменяется от первого диаметра на входе к более значительному диаметру на уровне центральной зоны, затем опять к третьему, меньшему диаметру на выходе, что препятствует извлечению из пресс-формы конечной детали по причине невозможности извлечения входного ствола. Разность между малым и большим диаметрами может, например, составлять от 40 до 80 миллиметров при среднем диаметре кожуха, который может составлять от 1500 миллиметров до 3500 миллиметров.
Раскрытие изобретения
Задачей изобретения является создание приспособления для литья под давлением для изготовления кожуха газовой турбины из композиционного материала, имеющего внутреннюю полость в форме контруклона, которая позволяет упростить извлечение из пресс-формы, в частности, не прибегая к существенному увеличению числа этапов осуществления, а также массы пресс-формы.
В связи с этим объектом изобретения является приспособление для литья под давлением полимерной смолы в волокнистую заготовку для изготовления детали в виде тела вращения из композиционного материала, имеющей внутреннюю полость в форме контруклона, причем для обеспечения извлечения из пресс-формы указанной детали после нагнетания и полимеризации указанной полимерной смолы приспособление содержит по меньшей мере на уровне указанной внутренней полости разделенный на сектора обод, образованный по меньшей мере тремя прилегающими друг к другу вставками, одна из которых образует замок свода, при этом обод прилегает наружной поверхностью к поверхности, ограничивающей указанную внутреннюю полость в форме контруклона, и имеет естественный формовочный уклон на внутренней поверхности, и конический ствол, который соединен с указанной внутренней поверхностью указанного разделенного на сектора обода, для которого он обеспечивает опору, и извлечение которого после отсоединения от указанного разделенного на сектора обода осуществляют вдоль указанного естественного уклона, образованного указанной внутренней поверхностью указанного разделенного на сектора обода.
Таким образом, извлечение из пресс-формы деталей в виде тела вращения, имеющих внутреннюю полость в форме контруклона, можно обеспечить за счет простого добавления к опоре пресс-формы дополнительной разделенной на сектора части с замком свода.
Согласно предпочтительному варианту осуществления указанный разделенный на сектора обод содержит по меньшей мере три вставки, при этом указанная вставка, образующая замок свода, занимает угол, составляющий от 20° до 40°, и, в частности, четыре вставки, при этом три вставки занимают, каждая, угол 110°, и четвертая вставка, образующая замок свода, занимает остальной угол 30°.
Предпочтительно указанные вставки закреплены винтами на указанном входном стволе и содержат элементы манипулирования для обеспечения их извлечения при помощи тали или любой другой соответствующей подъемной системы.
Для обеспечения угловой центровки указанных вставок на указанном коническом стволе предпочтительно на указанных вставках и на указанном стволе соответственно расположены элементы взаимной центровки, и для обеспечения угловой центровки указанных вставок на указанном коническом стволе на одном из концов указанных вставок выполнены кольцевые скосы.
Предпочтительно указанные вставки выполнены из металлического материала, механические свойства и размерная стабильность которого облегчают контроль расширения во время полимеризации при нагреве, или из металлического листа, содержащего глухие разгрузочные отверстия между элементами жесткости на стороне, предназначенной для вхождения в контакт с указанным входным стволом.
Краткое описание чертежей
Другие особенности и преимущества изобретения будут более очевидны из последующего описания частных вариантов осуществления изобретения на неограничительных примерах со ссылками на чертежи.
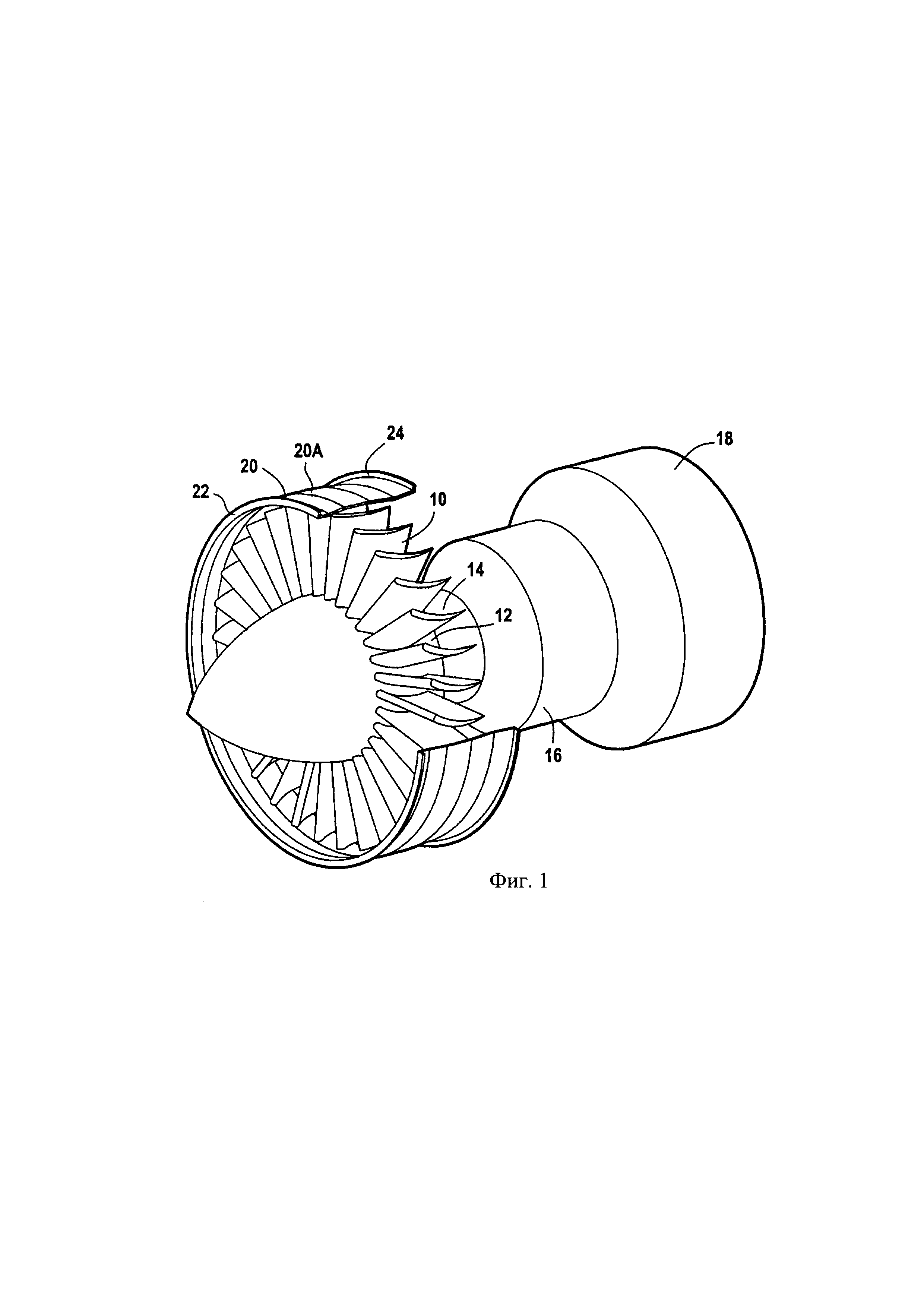
На фиг. 1 показан авиационный газотурбинный двигатель, содержащего кожух вентилятора, полученный при помощи литейного приспособления в соответствии с изобретением, вид в перспективе;
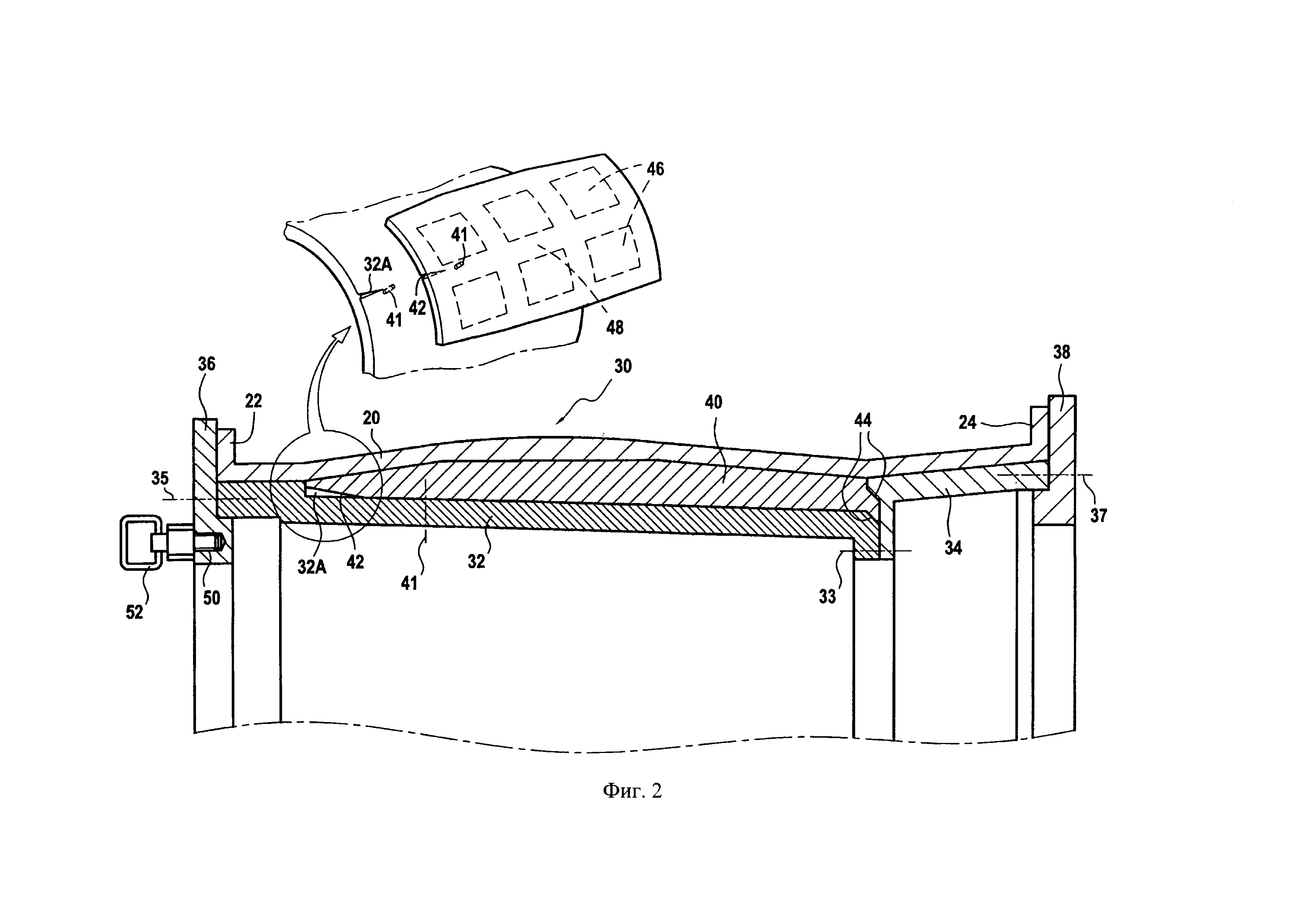
на фиг. 2 – литейное приспособление, позволяющее изготовить кожух вентилятора, показанный на фиг. 1, вид в осевом разрезе;
на фиг. 3А – 3F поясняются последовательные этапы, осуществляемые в литейном приспособлении, показанном на фиг. 2, для извлечения из пресс-формы кожуха вентилятора, показанного на фиг. 1.
Варианты осуществления изобретения
В целом изобретение можно применять для любой детали газовой турбины из композиционного материала с полимерной матрицей. Однако описание изобретения представлено в рамках его применения для кожуха вентилятора авиационного газотурбинного двигателя.
На фиг. 1 схематично показан такой авиационный газотурбинный двигатель, содержащий от входа к выходу в направлении прохождения потока газов вентилятор 10, расположенный на входе двигателя, компрессор 12, камеру 14 сгорания, турбину 16 высокого давления и турбину 18 низкого давления. Двигатель содержит последовательные кожухи, которые соответствуют различным элементам двигателя и внутренняя поверхность которых образует входной воздушный тракт двигателя. Так, вентилятор 10 окружен кожухом 20 вентилятора, имеющим форму тела вращения и выполненным из волокнистого усиления, например, из углеродных волокон, стекловолокон, арамидных волокон или керамических волокон, уплотненных полимерной матрицей, например, из эпоксида, бисмалеимида или полиимида. Волокнистое усиление получают, как известно, путем трехмерного тканья или укладки друг на друга слоев, например, путем тканья с переплетением «интерлок», а матрицу получают жидким способом в соответствии со способами литья под давлением, известными как способ литья, называемый RTM.
Кожух 20 вентилятора имеет наружные фланцы 22, 24 на своем входном и выходном концах для обеспечения его монтажа и его соединения с другими элементами двигателя. Между своими входным и выходным концами кожух вентилятора содержит промежуточную часть (внутреннюю полость в форме контруклона 20А) с диаметром, превышающим диаметр плавно сопрягающихся с ней концевых частей, при этом указанная промежуточная часть не позволяет использовать стандартные литейные приспособления для RTM.
Согласно изобретению, чтобы решить проблему извлечения из пресс-формы тела вращения, имеющего внутреннюю полость в форме контруклона, к поддерживающему деталь входному стволу на уровне и с двух сторон от этой полости, чтобы сохранить его возможность извлечения из пресс-формы через вход кожуха, предложено добавить дополнительную деталь между пропитываемой волокнистой заготовкой и входным стволом, которая воспроизводит естественный уклон, обеспечивая возможность извлечения из пресс-формы.
На фиг. 2 показано в разрезе литейное приспособление согласно изобретению, поддерживающее корпус 20 вентилятора, без разделенной на сектора наружной контрформы, которая обычно закрывает пресс-форму.
В частности, как известно, это приспособление содержит входной ствол 32 и выходной ствол 34, а также входной фланец 36 и выходной фланец 38. Входной и выходной стволы примыкают друг к другу по внутреннему диаметру (как правило, по наименьшему диаметру проточного тракта) для обеспечения извлечения из пресс-формы вдоль естественных формовочных уклонов проточного тракта с двух сторон от этого стыка и соединены друг с другом на этом стыке при помощи соединительных средств, таких как винты (см. осевую линию под ссылочным обозначением 33). Входной и выходной фланцы, предназначенные для формования литьем наружных фланцев 22, 24, тоже соединены с входным стволом и с выходным стволом соответственно, например, при помощи винтового соединения (см. осевые линии 35 и 37). Следует отметить, что входной фланец и входной ствол могут быть выполнены в виде единой детали, как и выходной фланец и выходной ствол.
Согласно изобретению, это приспособление содержит дополнительную часть, образованную разделенным на сектора ободом 40, по меньшей мере из трех и, как правило, четырех прилегающих друг к другу вставок 40А – 40D, закрепленных, например, при помощи винтов (см. осевую линию 41) на входном стволе 32, который поддерживает волокнистую заготовку на уровне и с двух сторон от внутренней полости в форме контруклона, и слегка конусная форма которого облегчает его извлечение из пресс-формы через вход. Предпочтительно завинчивание производят как можно ближе к свободному концу этого входного ствола 32, чтобы облегчить к нему доступ во время его извлечения. Кроме того, для обеспечения угловой центровки вставок 40 на входном стволе 32 и на выходном стволе 34 предпочтительно на каждой из этих деталей располагают элементы 32А, 42 взаимной центровки.
В частности, разделенный на сектора обод, наружная поверхность которого повторяет форму внутренней полости в форме контруклона (а также ее окружения на входе и на выходе), имеет внутреннюю поверхность, которая содержит естественный формовочный уклон (то есть уклон в несколько градусов, достаточный для обеспечения его извлечения из пресс-формы, аналогичный уклону известного проточного тракта). На одном из его концов обеспечены кольцевые скосы 44 для обеспечения его кольцевой (осевой и радиальной) центровки одновременно на входном стволе 32 и на выходном стволе 34. Этот обод выполнен из металлического материала, механические свойства и свойства размерной стабильности которого облегчают контроль расширения во время полимеризации при нагреве, например, из стального листа, толщина которого составляет, например, от 50 миллиметров до 80 миллиметров, содержащего глухие разгрузочные отверстия 46 между элементами 48 жесткости на стороне, входящей в контакт с входным стволом. Предпочтительно стволы и вставки выполнены из одинакового материала.
Если разделенный на сектора обод содержит четыре вставки, то для обеспечения их демонтажа три из этих вставок должны занимать, каждая, угол 110°, тогда как четвертая вставка занимает оставшийся угол 30° и образует подобие замка свода для дополнительной части. Вместе с тем, в зависимости от общего числа вставок (которое может, например, варьироваться от трех до пяти) и от их размеров четвертая вставка в виде дуги свода может занимать угол, например, от 20° до 40°. Действительно, вставки необходимо подгонять к входному стволу, так как нагнетание смолы осуществляют под давлением после создания вакуума в пресс-форме. Механические свойства и размерная стабильность материала обода облегчают задачу нагнетания. Разумеется, необходимо также обеспечить обычно применяемые уплотнительные прокладки (не показаны) между различными частями пресс-формы для обеспечения ее герметичности.
Процесс литья под давлением во время фазы формования не отличается от обычного процесса литья RTM, при этом волокнистую заготовку помещают в герметично закрываемую пресс-форму. Затем жидкую термореактивную смолу с низкой вязкостью нагнетают в пресс-форму, чтобы пропитать всю волокнистую часть заготовки. Затем производят полимеризацию, как правило, посредством нагрева пресс-формы в один или несколько последовательных циклов, чтобы добиться необходимой степени уплотнения. По завершении нагнетания и полимеризации полученную конечную деталь можно извлечь из пресс-формы в ходе этапов, которые отличаются от этапов, осуществляемых в ходе обычного процесса, посредством измененного приспособления.
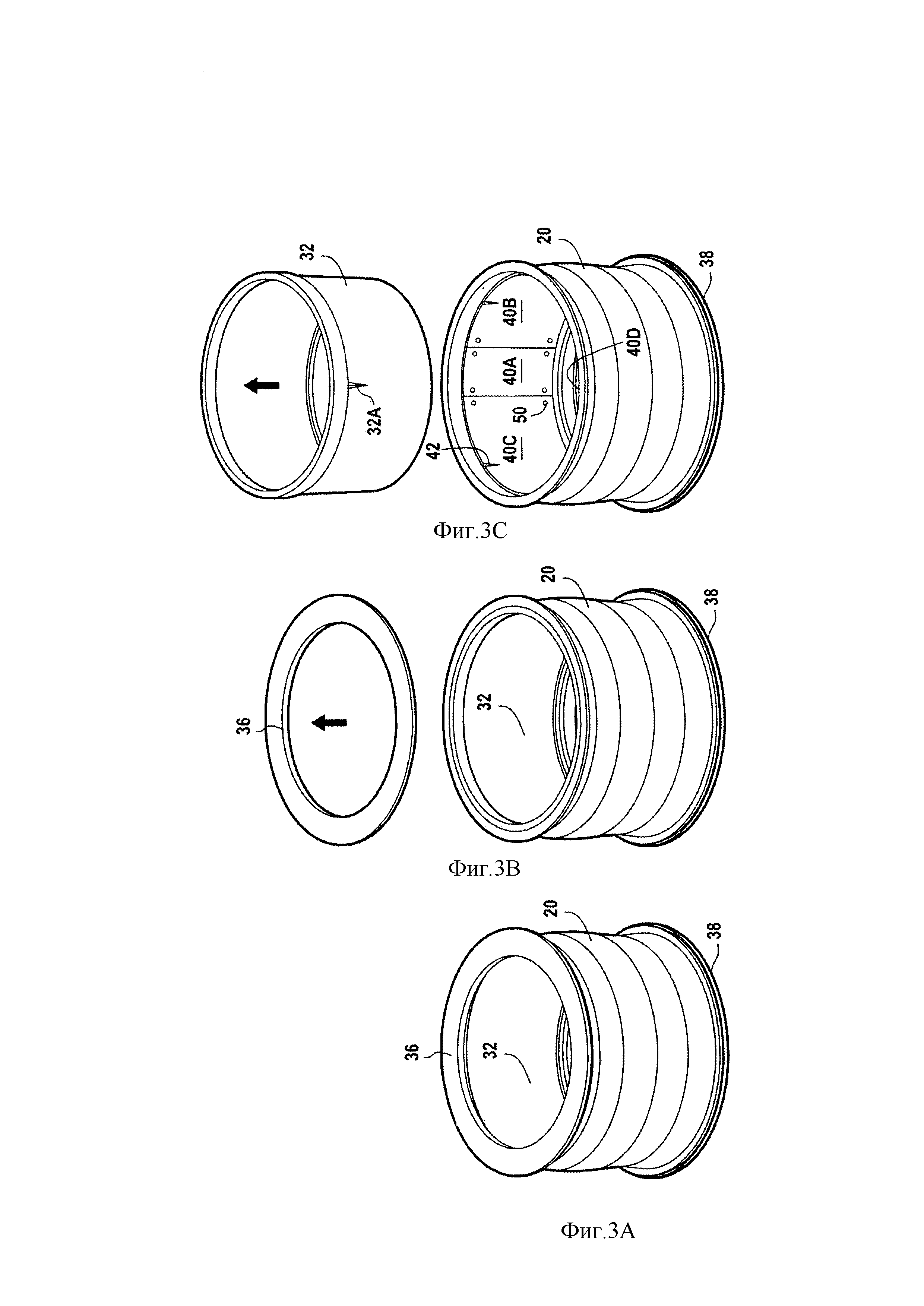
Этапы извлечения из пресс-формы последовательно показаны на фиг. 3А – 3F. На фиг. 3А пресс-форма показана по завершении этапа полимеризации, при этом во время первого этапа извлечения снимают контрформу, и наружная поверхность конечной детали имеет наружную форму выполняемого кожуха. На втором этапе, показанном на фиг. 3В, вывинчивают крепежные элементы 35 и извлекают входной фланец 36, чтобы освободить входной ствол 32, который отсоединяют от выходного ствола 34 после вывинчивания крепежных элементов 33 и который можно извлечь на следующем этапе, показанном на фиг. 3С (разумеется, после удаления крепежных элементов 41 вместе со вставками). Извлечение входного ствола 32 и выходного ствола 34 можно осуществлять одновременно, а не последовательно один за другим.
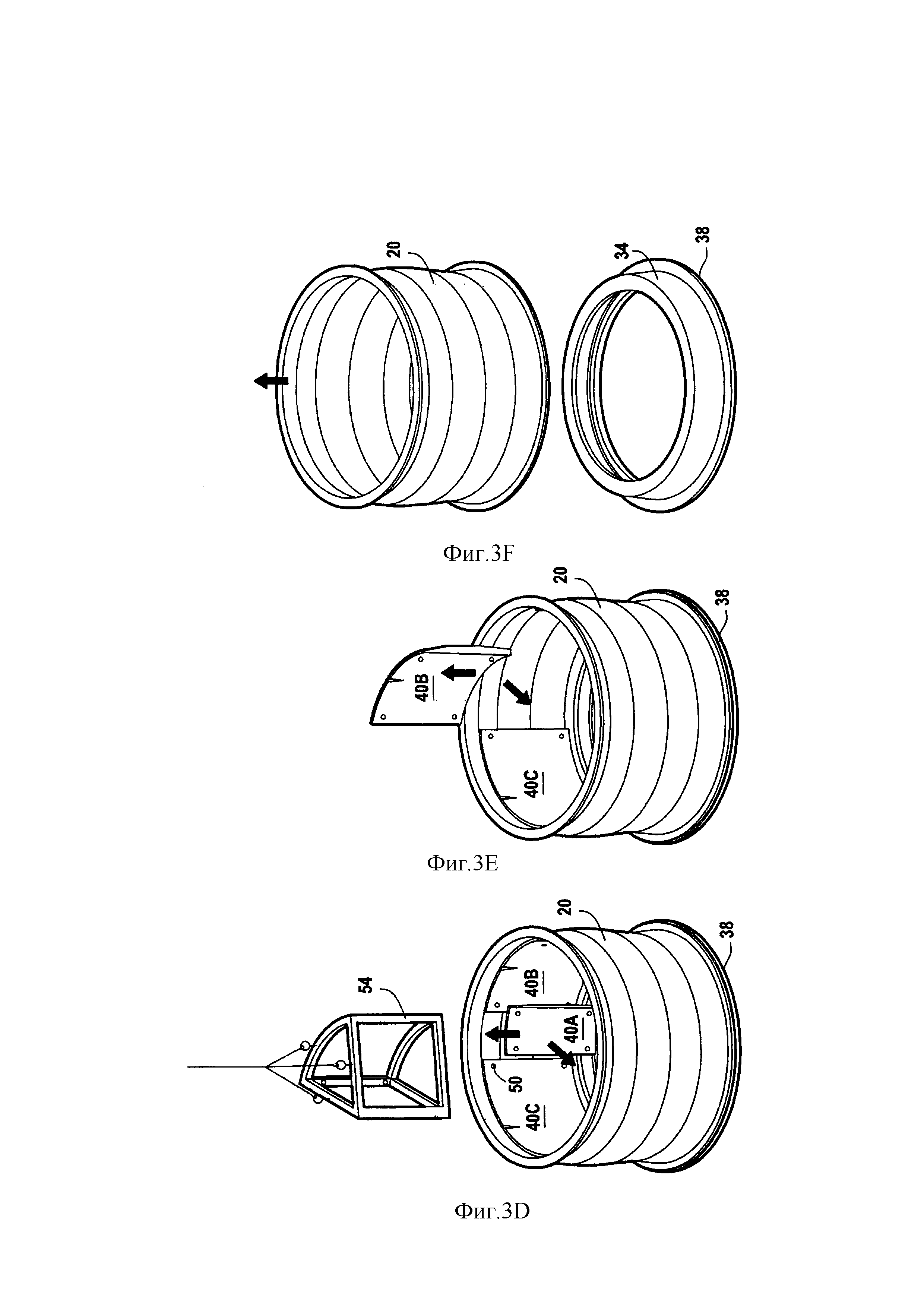
Это извлечение входного ствола 32 позволяет высвободить вставки 40А – 40D, которые можно удалить, начиная с вставки 40А, выполняющей роль замка свода (новый этап на фиг. 3D), прежде чем удалить остальные вставки 40В – 40D, как показано на фиг. 3Е. Наконец, на последнем этапе, показанном на фиг. 3F, можно извлечь из пресс-формы конечную деталь, от которой остались только выходной ствол 34 и выходной фланец 38. Эту конечную деталь обтачивают для снятия излишков смолы и для получения кожуха 20 вентилятора.
На всех этих этапах, учитывая размеры (диаметр в несколько метров) и массу (несколько тонн) деталей, всеми этими деталями следует манипулировать осторожно, и предпочтительно извлечение необходимо производить при помощи тали или любой другой аналогичной подъемной системы, при этом каждая из частей пресс-формы содержит элементы, необходимые для их перемещения. Эти элементы манипулирования содержат, например, крепежные отверстия 50, взаимодействующие при помощи винтов с крепежными кольцами 52 (см. фиг. 2), установленными на головках гаек, или любые другие отверстия для соединения, например, с подъемной клетью 54 (см. фиг. 3D), которая тоже имеет крепежные кольца, взаимодействующие с крюками, подвешенными к тали. В целом, можно использовать известные технические средства для погрузки-разгрузки и крепления больших деталей на системах погрузки тяжелых и/или объемных грузов при помощи крепежных колец, закрепляемых винтами на указанных грузах.
Чтобы избегать повреждения конечной детали во время последнего этапа извлечения, предпочтительно этот этап осуществляют при помощи такелажного кольца, лямки или любого другого средства для погрузки-разгрузки больших деталей в виде тел вращения. Таким образом, конечная деталь не содержит специального элемента для манипулирования ею и не может быть повреждена во время этого манипулирования.
Способ обнаружения неисправности вентиля в газотурбинном двигателе
Способ содействия обнаружению повреждения трубопровода турбореактивного двигателя
Коробка приводов для авиационного газотурбинного двигателя
Способ и устройство контроля параметра ракетного двигателя
Способ изготовления мартенситно-стареющей стали
Способ и устройство для изготовления композитной лопатки
Система и способ экстренного запуска газотурбинного двигателя летательного аппарата
Волокнистая заготовка для полой лопатки газотурбинного двигателя
Противопожарная защита картера вентилятора из композиционного материала
Лопатка спрямляющего аппарата газотурбинного двигателя
Пресс-форма, в частности пресс-форма для литья под давлением, и способ литья под давлением с использованием подобной пресс-формы
Способ формования термореактивной смолы

