Устройство для пропитки древесины
Вид РИД
Изобретение
Изобретение относится к деревообрабатывающей промышленности, в частности, к оборудованию сквозной пропитки древесины жидкостями в виде аэрозоля.
Известно устройство для модифицирования древесины методом пропитки (пат. РФ №2466860, В27К 3/08, опубл. 20.11.2012), состоящее из сушильно-пропиточной камеры, крышки, источника акустической энергии, нагревателя, патрубков.
Недостатком устройства является его низкая производительность вследствие большой длительности процесса.
Известно устройство для пропитки древесины с торца под давлением, позволяющее пропитывать сырую древесину труднопропитываемых пород растворами модификаторов (пат. РФ №2511302, В27К 3/02, опубл. 10.04.2014), состоящее из рамы, металлической трубы, двух конусных насадок, ультразвуковых излучателей, пневмогидравлического аккумулятора, гидропульсатора, емкости для сбора воды.
Недостатком устройства является то, что оно не позволяет дозировано вводить в древесину модификаторы с низким содержанием модификатора (менее 50%) по отношению к массе сухой древесины. Этого можно достичь за счет использования растворителей, но тогда появляется необходимость в операции по их удалению из древесины, вследствие чего процесс становится неэффективным.
Наиболее близким из известных аналогов является способ пропитки с торца под давлением с описанием устройства для его реализации, позволяющего вводить в древесину смазки в дозированных количествах с равномерным распределением смазки по всему объему древесины (заявка на изобретение РФ №2017106989 «Способ пропитки древесины, дата поступления 02.03.2017), состоящего из рамы с обогревательными элементами, топливного насоса высокого давления (ТНВД), пропиточной головки, вакуумной головки, вакуум-насоса и сепаратора. Принят за прототип.
Недостатком устройства является его низкая производительность, не позволяющая автоматизировать процесс пропитки.
Изобретение решает задачу повышения производительности устройства и дает возможность автоматизировать процесс пропитки.
Это достигается тем, что в устройстве для пропитки древесины, содержащем раму, трубопроводы, компрессор, топливный насос высокого давления (ТНВД), вакуум-насос, бак с пропитывающим раствором, согласно изобретению, дополнительно установлены гидроцилиндр, 16-гнездная пресс-форма для герметизации брусков из древесины, вакуумный ресивер для поддержания постоянного разрежения давления 80 кПа на весь цикл пропитки, а компрессор выполнен с возможностью создания постоянного давления через ресивер избыточного давления посредством пневмоклапанов, причем бак с пропитывающим раствором через фильтр соединен с топливным насосом высокого давления, каждая ячейка пресс-формы подключена к ресиверу избыточного давления через шестнадцать пневмоклапанов, к верхним ячейкам пресс-формы через форсунки трубопроводами подключены топливный насос высокого давления и ресивер избыточного давления, который накачивается компрессором, нижние ячейки пресс-формы подключены к вакуумному ресиверу, в котором создается разряжение вакуум-насосом.
При этом реализуется принцип пропитки древесины с торца под давлением аэрозольной смесью.
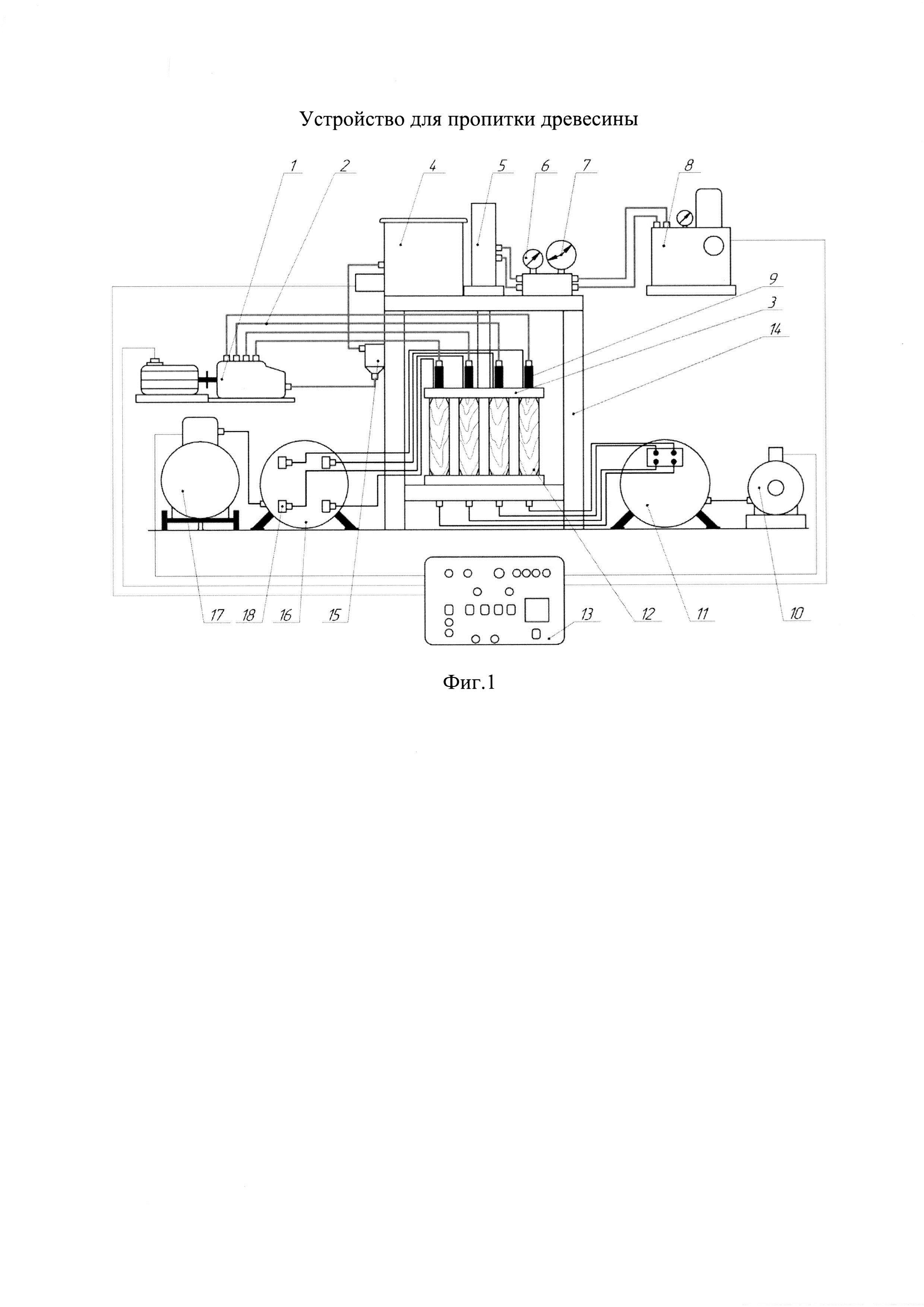
На фиг. 1 представлена общая схема устройства для пропитки древесины.
Устройство для пропитки древесины содержит топливный насос высокого давления (ТНВД) 1, трубопроводы 2, 16-гнездную пресс-форму 3, бак 4 с пропитывающим раствором, гидроцилиндр 5, закрепленный на сварной раме 14, манометр 6 контроля давления прижима, электроконтактный манометр 7, гидростанцию 8, форсунки 9 для впрыска аэрозоля, вакуум-насос 10, вакуумный ресивер 11, образцы древесины в виде брусков 12, пульт управления 13, фильтр 15 тонкой очистки, ресивер 16 избыточного давления, компрессор 17, пневмоклапаны 18.
Устройство для пропитки древесины работает следующим образом. Бруски 12 из древесины влажностью 2-4%, прогретые до температуры 90°С, сечением 80×80 мм и длиной 700 мм в количестве шестнадцати штук устанавливаются в пресс-форме 3 таким образом, чтобы комлевая часть брусков была вверху.
В баке 4 пропитывающий раствор нагревается до температуры 95°С и через фильтр 15 поступает в топливный насос высокого давления (ТНВД) 1. Шток гидроцилиндра 5 опускается на бруски 12 из древесины, этим обеспечивается герметизация их торцов в пресс-форме 3. Усилие прижима в течение всего процесса обеспечивается манометрами 6 и 7. Каждая ячейка пресс-формы 3 подключена к ресиверу 16 через шестнадцать пневмоклапанов 18. Этим обеспечивается одинаковое давление в каждом бруске древесины, т.к. вследствие неоднородности строения древесины проницаемость брусков разная. К верхним ячейкам пресс-формы 3 через форсунки 9 трубопроводами 2 подключены ТНВД 1 и ресивер 16 избыточного давления, который накачивается компрессом 17. Нижние ячейки пресс-формы 3 подключены к вакуумному ресиверу 11, в котором создается разрежение вакуум-насосом 10.
ТНВД 1 создает через форсунки в верхних ячейках пресс-формы 3 аэрозоль, который поступает под давлением, создаваемым ресивером 16 избыточного давления и пневмоклапанами 18 в древесину, двигаясь от верхнего торца брусков к нижнему. Одновременно включением вакуум-насоса 10 в вакуумном ресивере 11 создается постоянное разрежение давления 80 кПа в нижних ячейках пресс-формы 3. Этим исключается выход аэрозоля через боковые стенки брусков 12. После завершения процесса пропитки (30-50 мин.) прекращается подача аэрозоля, отключается вакуум-насос 10, штоки гидроцилиндра 5 поднимаются, и пропитанные бруски 12 извлекаются из устройства. Загрузка и выгрузка брусков производится вручную, все остальные операции осуществляются автоматически через пульт управления 13, снабженный контроллером.
Пример 1. Бруски из древесины березы, нагретые до температуры 90°С, размерами 80×80×700 мм, влажностью 4% в количестве шестнадцати штук устанавливают в верхние и нижние ячейки пресс-формы и опусканием штоков гидроцилиндров герметизируют при давлении по манометру 70 кгс/см2. В обогреваемом баке создают температуру пропиточной жидкости термокаталитического крекинга (ЖТК) 95°С, которая очищается фильтром от примесей, т.к. их наличие приведет к закупорке аэрозоля в капиллярах древесины. Топливный насос высокого давления через форсунки создает в верхних ячейках пресс-формы аэрозоль концентрацией 6%. Давление аэрозоля 0,7 МПа создается ресивером избыточного давления и пневмоклапанами. Одновременно в нижних ячейках пресс-формы вакуумным ресивером и вакуум-насосом создается разрежение давления 80 кПа, и происходит процесс движения аэрозоля внутри древесины в течение 15 минут. Контролем окончания процесса является появление капель ЖТК в вакуумном ресивере. После пропитки бруски древесины имеют содержание ЖТК в количестве 8% по отношению к массе сухой древесины с равномерным распределением по всему сечению заготовки.
Пример 2. Бруски из древесины осины размерами 80×80×700 мм, влажностью 2% с температурой 90°С в количестве шестнадцати штук размещаются в верхних и нижних ячейках пресс-формы и опусканием штоков гидроцилиндра герметизируются при давлении по манометру 70 кгс/см2. В обогреваемом баке создают температуру пропиточной жидкости (2%-ный гидрогель нанокристаллической целлюлозы с красителем) 95°С, пропускают через фильтр и подают в ТНВД. В форсунках и верхних ячейках пресс-формы создается аэрозоль концентрацией 10%, который под давлением 0,9 МПа проходит внутрь заготовок древесины. Направление движения задается разрежением давления 80 кПа, создаваемым вакуумным ресивером и вакуум-насосом. Время пропитки составляет 20 мин., концентрация гидрогеля нанокристаллической целлюлозы - 8% по отношению к массе сухой древесины с равномерным распределением по всему сечению заготовки.
Преимуществом данного устройства является то, что оно позволяет значительно увеличить производительность и автоматизировать процесс пропитки.
Устройство для пропитки древесины, содержащее раму, трубопроводы, компрессор, топливный насос высокого давления (ТНВД), вакуум-насос, бак с пропитывающим раствором, отличающееся тем, что дополнительно установлены гидроцилиндр, 16-гнездная пресс-форма для герметизации брусков из древесины, вакуумный ресивер для поддержания постоянного разрежения давления 80 кПа на весь цикл пропитки, а компрессор выполнен с возможностью создания постоянного давления через ресивер избыточного давления посредством пневмоклапанов, причем бак с пропитывающим раствором через фильтр соединен с топливным насосом высокого давления, каждая ячейка пресс-формы подключена к ресиверу избыточного давления через шестнадцать пневмоклапанов, к верхним ячейкам пресс-формы через форсунки трубопроводами подключены топливный насос высокого давления и ресивер избыточного давления, который накачивается компрессором, нижние ячейки пресс-формы подключены к вакуумному ресиверу, в котором создается разряжение вакуум-насосом.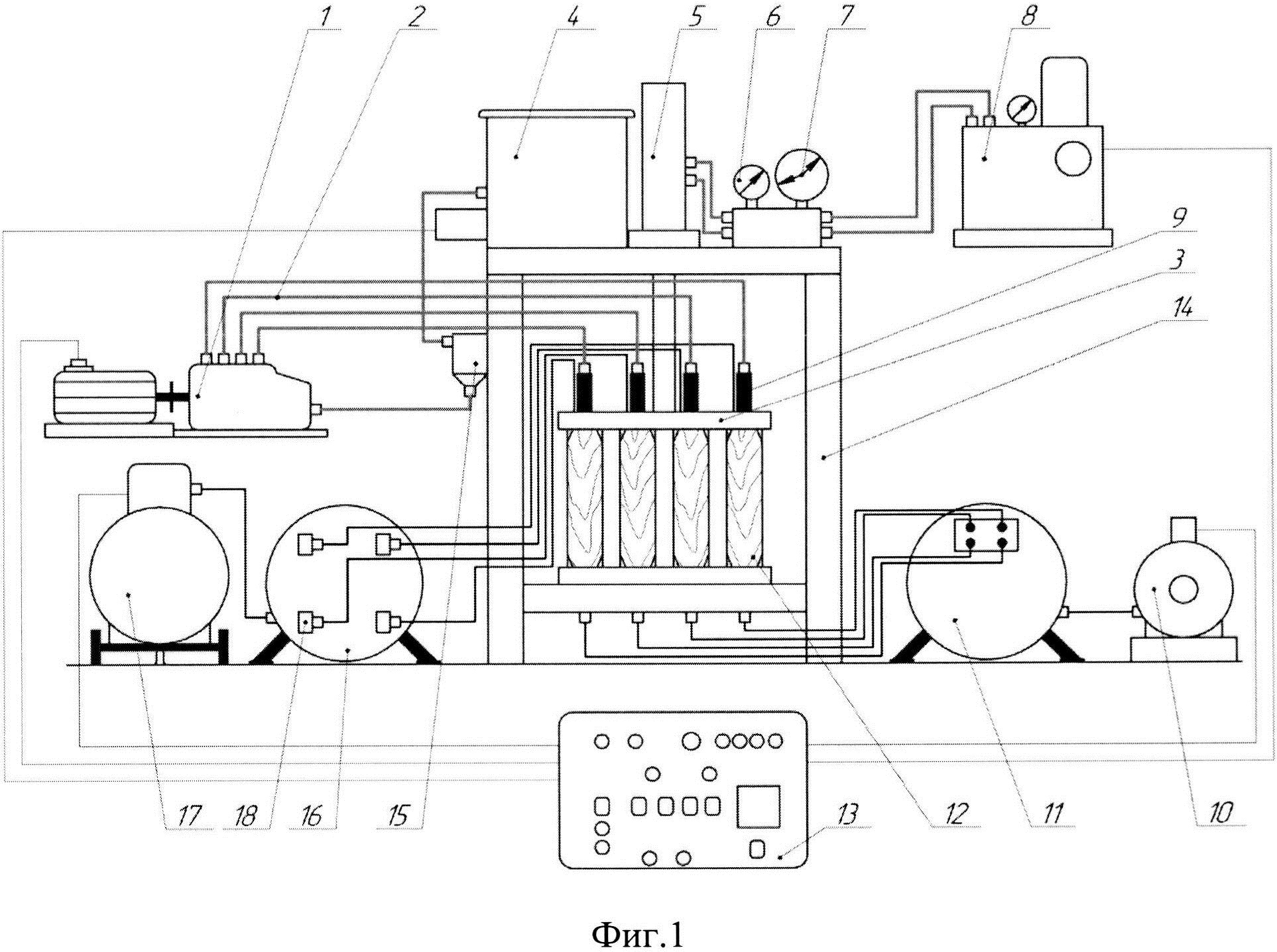
Устройство для бесчокерной трелевки леса
Ротор кустореза
Способ удаления нежелательной растительности с полосы отвода железных дорог
Способ крепления откоса геосотовым геосинтетическим материалом
Устройство для удаления нежелательной поросли вместе с корнями
Корчевальная машина
Способ пропитки древесины
Гидропривод грузоподъемного механизма стрелы манипулятора
Установка для обеззараживания объектов
Рекуперативный гидропривод лесовозного автомобиля
Стрелковое оружие
Ударно-спусковой механизм стрелкового оружия
Магазин стрелкового оружия
Способ получения модифицированной древесины
Способ получения модифицированной древесины
Способ получения модифицированной древесины
Способ получения древесины с измененной текстурой
Гидросистема механизма выравнивания опорно-поворотного устройства гидроманипулятора лесотранспортной машины

