Результат интеллектуальной деятельности: СПОСОБ РЕГЕНЕРАЦИИ МОЛИБДЕНСОДЕРЖАЩЕГО КАТАЛИЗАТОРА ГИДРОКОНВЕРСИИ ТЯЖЕЛОГО УГЛЕВОДОРОДНОГО СЫРЬЯ
Вид РИД
Изобретение
Изобретение относится к области нефтепереработки, а именно к регенерации отработанного молибденсодержащего катализатора из остатка гидроконверсии тяжелого углеводородного (нефтяного) сырья и может быть использовано в гидроконверсии с применением молибденсодержащих нано-размерных катализаторов.
Гидроконверсия тяжелого нефтяного сырья используется для повышения выхода и качества легких и средних дистиллятов. При этом тяжелые углеводороды, содержащие асфальтены, смолы, гетероорганические и металлсодержащие соединения превращают в более легкие продукты и средние дистилляты с более низкой температурой кипения. Переработка тяжелого нефтяного сырья осложнена присутствием в его составе асфальтенов, смол, соединений металлов, вызывающих дезактивацию существующих промышленных катализаторов. Использование для этой цели традиционного гетерогенного катализатора на носителе неэффективно. С утяжелением сырья резко сокращается срок службы катализатора, создается проблема утилизации нанесенного отработанного катализатора. Для решения этой проблемы в последнее время применяются ультрадисперсные (наноразмерные) катализаторы без носителей.
Наиболее эффективным процессом, позволяющим до 90% конвертировать тяжелое нефтяное сырье в легкие и средние дистилляты - компоненты моторных топлив и сырье для нефтехимии, является процесс гидроконверсии с использованием ультрадисперсного наноразмерного молибденсодержащего катализатора, который постоянно выводятся из реакционной зоны вместе с остаточным продуктом процесса (см. Хаджиев С.H., Кадиев X.М., Кадиева М.X. Синтез и свойства наноразмерных систем - эффективных катализаторов гидроконверсии тяжелого нефтяного сырья. // Нефтехимия. - 2014. - Т. 54. - №5. - С. 327-351). Ввиду дороговизны соединений молибдена возникает необходимость разработки способа их извлечения из продуктов гидроконверсии. Отсутствие в настоящее время эффективной технологии регенерации ультрадисперсных катализаторов является сдерживающим фактором их практического применения при переработке тяжелого нефтяного сырья. Повышение эффективности применения ультрадисперсных катализаторов связано с возможностью их регенерации из тяжелого непревращенного остатка и повторного использования в технологическом процессе.
Известен ряд методов, относящихся к извлечению молибдена из мо-либденсодержащих катализаторов.
В патенте РФ №2146274 описан способ регенерации ультрадисперсного катализатора гидроконверсии тяжелых нефтяных остатков, согласно которому извлечение компонента катализатора (молибдена) производят путем сжигания выводимой остаточной фракции (выше 350°С) в котле при температуре 1000-1200°С с улавливанием золошлаковых остатков. Из уловленных золошлаковых остатков извлечение молибдена производят гидрометаллургическим методом с использованием водно-аммиачного раствора. Остаток после фильтрации представляет собой концентрат металлов (ванадия, никеля и др.), содержащихся в исходном сырье. Достигаемая степень извлечения молибдена не превышает 80%.
Недостатком данного способа является необходимость сжигания большого количества (10-40%) остатка продуктов гидроконверсии с температурой кипения выше 350°С, что снижает количество легких дистиллятных продуктов гидрогенизации и требует повышенных затрат на очистку дымовых газов от сернистых соединений, образующихся при сжигании, повышенные потери молибдена с дымовыми газами.
В патенте США 7214309 В2 описан способ регенерации катализатора облагораживания (гидрокрекинга, гидроочистки, гидрообессеривания и т.д.) тяжелых нефтяных остатков - высокоактивной суспензии соединений металлов группы VIB (Mo, W) и группы VIII (Ni или Со) в углеводородном масле, включающий стадии удаления масла экстракцией растворителем с выделением фильтрацией металлсодержащего коксового остатка, многостадийную экстракцию компонентов катализатора из твердого коксового остатка различными растворителями. Очевидно, что в этом процессе эффективное извлечение катализатора будет происходить при проведении процесса облагораживания в условиях, при которых катализатор будет связываться коксом.
Недостатком известного способа является сложность и дороговизна многостадийного ступенчатого извлечения катализатора из непревращенного остатка.
В патенте США 7737068 В2 компанией CHEVRON предложен способ регенерации катализатора, суспендированного в тяжелой нефти, включающий пиролиз (коксование) суспензии катализатора в тяжелом продукте при 450-510°С, с получением более легких продуктов: газа, масла и кокса. Кокс измельчают в шаровой мельнице до 44 мкм и проводят выщелачивание в автоклаве водным раствором аммиака в присутствии кислорода. Недостатком метода является сложность технологической схемы, включающей стадии коксования суспензии, содержащей катализатор, с соответствующими системами разделения продуктов коксования, измельчения кокса и многоступенчатого выщелачивания металлов, что обусловливает повышенные капитальные и эксплуатационные затраты.
Наиболее близким аналогом (прототипом) предлагаемого изобретения является описанный в патенте США 7771584 В2, согласно которому из остатка гидроконверсии, выкипающего выше 350°С, методом экстракции с использованием растворителя (толуол, нафта) проводят разделение непревращенного остатка на жидкие углеводороды и твердый продукт путем центрифугирования, фильтрации и сушки. Выделенный твердый продукт представляет собой концентрат катализатора и других металлов, содержащихся в исходном сырье, который далее контактирует с экстрагирующим металлы растворителем (таким как, кетоксим), после нескольких ступеней экстракции растворителем, выщелачивания и кристаллизации достигается извлечение металлов; побочный продукт - сульфат аммония; ванадий извлекается в виде V2O5; никель - в форме сульфата никеля; молибден - в форме димолибдата аммония. Сульфат никеля и димолибдат аммония возвращаются в узел приготовления сларри катализатора (суспензионного катализатора). Размер частиц катализатора в непревращенном остатке гидроконверсии составляет от 50 до 500 нм. Следовательно, при отделении катализатора от остатка гидроконверсии, возможно, будут иметь место потери молибдена вследствие перехода определенной его части в отделяемые жидкие углеводороды.
Недостатками прототипа являются:
- сложная и затратная схема выделения молибдена из остатка гидроконверсии, выкипающего выше 350°С, включающая многоступенчатую экстракцию целевого компонента (Мо) дорогостоящим растворителем с последующей регенерацией и возвратом растворителя, выщелачивание Мо ступенчато в несколько стадий, выделение димолибдата аммония его кристаллизацией с последующей фильтрацией и высушиванием;
- возможность потерь молибдена с отделяемыми жидкими углеводородами.
В патенте отсутствует информация о количественном извлечении молибдена в димолибдата аммония, ванадия - в V2O5; никеля - в NiS, что не позволяет оценить степень его извлечения и возврата в процесс.
Задачами изобретения является удешевление и упрощение технологического процесса регенерации ультрадисперсного катализатора, выделенного из остатка гидроконверсии при максимальной степени перевода молибдена в водный раствор прекурсора катализатора.
Для решения поставленной задачи в способе регенерации молибденсодержащего катализатора из остатка гидроконверсии тяжелого сырья, включающем стадию выделения концентрата катализатора растворением остатка гидроконверсии, сепарацией полученного раствора на жидкий фильтрат и остаток концентрата катализатора с последующей его сушкой, и стадию окисления выделенного концентрата катализатора водным раствором окислителя с выщелачиванием соединения молибдена, в качестве остатка гидроконверсии используют остаток, выкипающий выше 500°С, который растворяют при массовом соотношении остаток гидроконверсии: растворитель 1:2-1:4, фильтрат со стадии выделения концентрата катализатора разделяют на жидкие углеводороды и растворитель, стадию окисления выделенного концентрата катализатора, включающего сульфид молибдена, проводят при температуре от 25 до 100°С, в качестве окислителя используют водный раствор смеси азотной и серной кислот, после чего суспензию катализатора нейтрализуют водным раствором аммиака до получения раствора с рН>6 и фильтруют с выделением водного раствора прекурсора катализатора и твердого остатка фильтрации суспензии, содержащего соединения ванадия, никеля и других металлов.
В качестве растворителя используют толуол или фракцию НК-120°С продукта гидроконверсии, или легкий газойль каталитического крекинга, причем растворитель, выделенный после сепарации, возвращают для растворения остатка гидроконверсии.
В качестве водного раствора окислителя используют водный раствор, содержащий от 600 до 800 г/л HNO3 и от 100 до 200 г/л H2SO4.
Окисление концентрата катализатора проводят в течение от 30 до 360 минут.
Остаток фильтрации суспензии могут использовать для получения соединений ванадия и никеля.
Способ представляет собой относительно простое технологическое решение, позволяющее выделить концентрат катализатора с количественным переходом в него соединений молибдена с последующим его переводом в водный раствор прекурсора катализатора.
Важным техническим результатом настоящего изобретения также является отсутствие выбросов в атмосферу токсичных соединений серы, соединений металлов.
Регенерацию прекурсора катализатора осуществляют в результате последовательных химических реакций, протекающих на стадии окисления и выщелачивания:



Концентрированная азотная кислота окисляет дисульфид молибдена с получением молибденовой кислоты (1), которая выпадает в осадок, тем самым ингибируя процесс окисления оставшегося количества M0S2. При добавлении серной кислоты повышается концентрация сульфат-ионов в растворе и равновесие смещается в сторону образования анионных комплексов ([MoO2(SO4)2])-2) (2), что позволяет полностью удерживать молибден в растворе. Кроме того, известно, что H2SO4 улучшает смачиваемость концентрата, что обеспечивает протекание реакции окисления MOS2 с максимальной скоростью с самого начала.
При нейтрализации образовавшегося кислого раствора до рН>6 действием водного раствора аммиака, молибден переходит в форму прекурсора катализатора гидроконверсии - (NH4)2MoO4 (3).
Указанный технический результат достигается за счет следующей совокупности признаков изобретения. Способ включает в себя: выделение методом фильтрации из остатка гидроконверсии, выкипающего выше 500°С, концентрата катализатора, содержащего ультрадисперсные твердые частицы MOS2; обработку концентрата катализатора водным раствором смеси азотной и серной кислот; нейтрализацию полученной суспензии водным раствором аммиака до рН>6; фильтрацию суспензии с получением раствора прекурсора молибденсодержащего катализатора гидроконверсии и твердого остатка, содержащего соединения ванадия, никеля и других металлов.
Предлагаемый способ позволяет снизить нагрузку на блок выделения катализатора методом фильтрации более тяжелого продукта за счет снижения объема поступающего на фильтрацию остатка гидроконверсии, повысить степень извлечения молибдена из остатка гидроконверсии, исключить выбросы токсичных соединений серы, ванадия и других металлов, в том числе соединений молибдена.
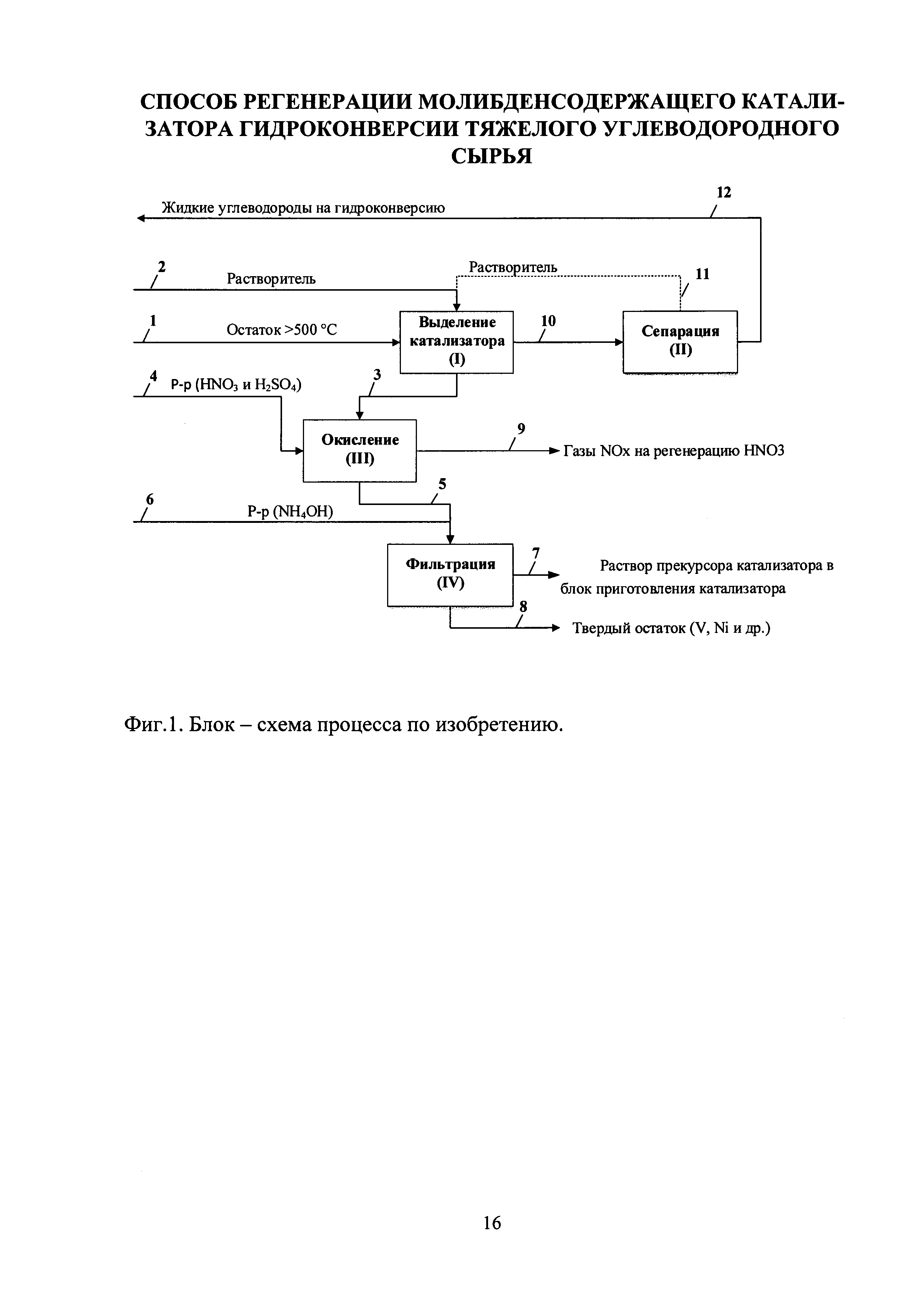
Изобретение поясняется чертежом (фиг. 1), на котором представлена блочная схема реализации способа регенерации молибденсодержащего катализатора гидроконверсии тяжелого углеводородного сырья, который включает в себя следующие стадии: выделение концентрата катализатора из остатка гидроконверсии (I); извлечение и возврат использованного растворителя (II); перевод соединения молибдена в водорастворимую форму действием смеси кислот (III) - окислением и выщелачиванием; разделение суспензии на раствор прекурсора катализатора и твердый остаток, содержащий соединения ванадия, никеля и других металлов (IV), путем нейтрализации водным раствором аммония и фильтрации.
На первой стадии остаток, кипящий выше 500°С (1) и растворитель (толуол, фракция НК-120°С продукта гидроконверсии, легкий газойль каталитического крекинга) (2) при соотношении 1:(2-4) смешивают в блоке выделения концентрата катализатора (I) при температуре 90°С, а затем разделяют на жидкий и твердый продукт методом фильтрации. Из жидких продуктов (10) в блоке сепарации (II) отгоняют и возвращают на блок разделения (I) растворитель (11), а остаток сепарации - жидкие углеводороды (12) выводят и повторно подвергают гидроконверсии в качестве рисайкла в смеси со свежим сырьем. Остаток на фильтре блока разделения сушат при температуре 130°С. Далее высушенный остаток, представляющий собой концентрат катализатора, (3) направляют в блок окисления концентрата катализатора (III) водным смесевым раствором, содержащим от 600 до 800 г/л HNO3 и от 100 до 200 г/л H2SO4 (4). Предпочтительно использование раствора, содержащего 800 г/л HNO3 и 200 г/л H2SO4. Обработку концентрата катализатора проводят при следующих условиях: массовое соотношение концентрат катализатора (Т): раствор (Ж) - от 1:2,5 до 1:4; температура от 25 до 100°С; постоянное перемешивание; длительность обработки от 0,5 до 6 ч (предпочтительно: температура - 90°С; Т/Ж=1/3; время обработки - 2 ч.). Азотная кислота регенерируется из отходящих газов (9) известным промышленным методом, например, водной адсорбцией NO2 в токе кислорода и возвращается в процесс.
Суспензию (5) перед поступлением в блок фильтрации (IV) смешивают с водным раствором аммиака до получения значения рН>6, при котором выпадает в осадок часть ванадия и никеля. В блоке фильтрации суспензию разделяют на два потока: водный раствор парамолибдата аммония (прекурсора ультрадисперсного молибденового катализатора) (7), возвращаемого в процесс подготовки катализатора, и твердый продукт, представляющий собой концентрат соединения ванадия, никеля и других металлов (8).
Изобретение иллюстрируется следующими примерами.
Примеры выделения концентрата катализатора.
Пример 1.
В качестве остатка используют остаток >500°С гидроконверсии гудрона смесей Западносибирских нефтей, содержание молибдена в котором составлят 2813,5 г/т.
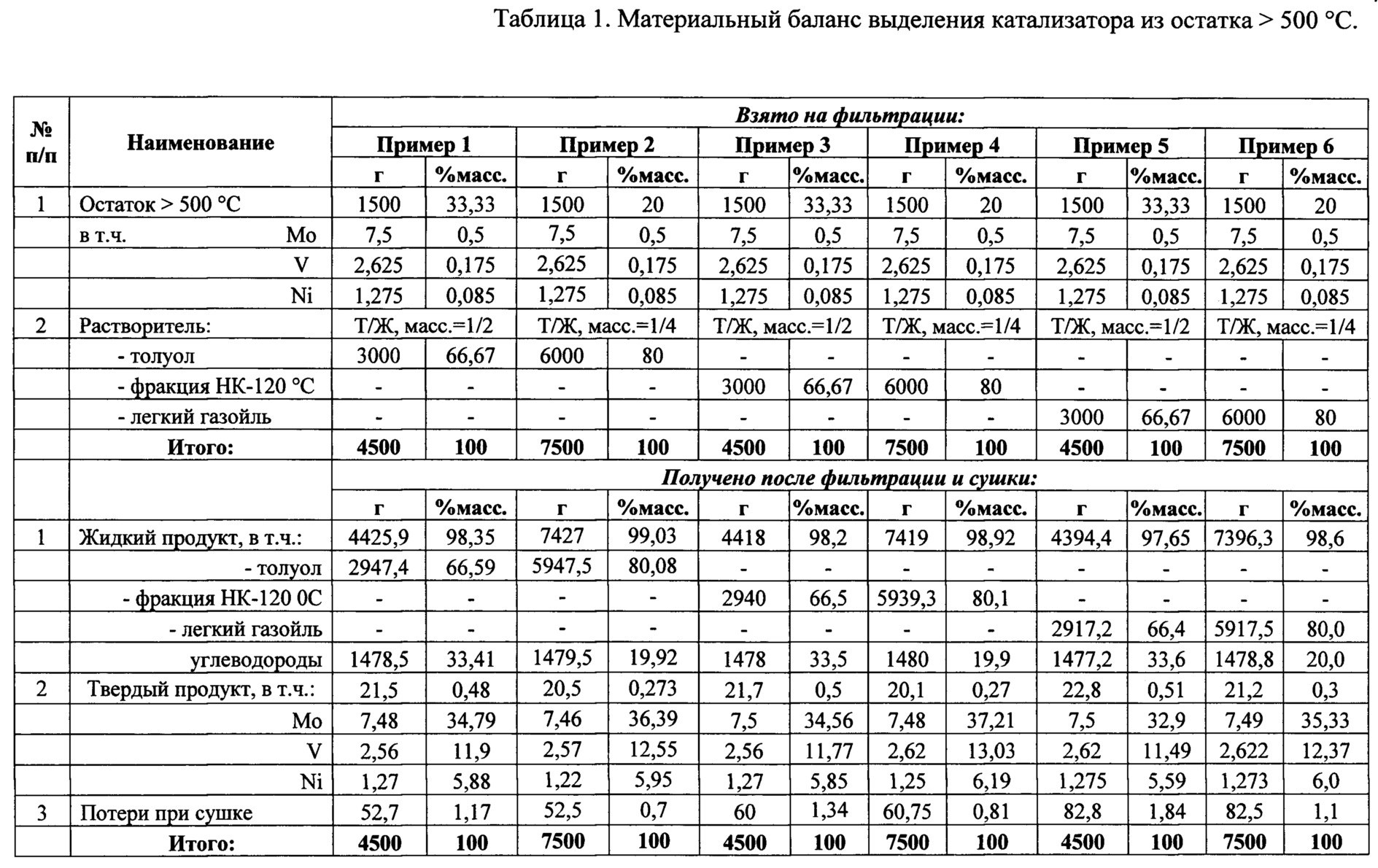
Для выделения концентрата катализатора в качестве растворителя используют химически чистый толуол (Х.Ч.) чистотой 99,8% по ТУ 2631-020-44493179-98. В экстрактор загружают остаток >500°С и толуол при массовом соотношении, равном 1:2, включают перемешивание и нагрев. Температуру смеси держат на уровне 90°С в течение 0,5 ч., после чего смесь подвергают фильтрации. Фильтрацию проводят в воронке Бюхнера под вакуумом. В качестве фильтрующего элемента используют бумажный фильтр («фиолетовая лента» марки FILTRAK). Фильтр с остатком промывают толуолом до тех пор, пока выделяемый фильтрат не становится бесцветным. Остаток на фильтре сушат при температуре 130°С в течение 1 ч. Материальный баланс выделения катализатора из остатка >500°С приведен в табл. 1.
Пример 2.
Способ осуществляют аналогично примеру 1, но обработку проводят при массовом соотношении остаток >500°С и толуол, равном 1/4. Материальный баланс выделения катализатора из остатка >500°С приведен в табл. 1.
Пример 3.
Способ осуществляют аналогично примеру 1, но обработку проводят с использованием в качестве растворителя фракцию гидроконверсии НК-120°С при массовом соотношении остаток >500°С: фракция НК-120°С, равным 1/2. Материальный баланс выделения катализатора из остатка >500°С приведен в табл. 1.
Пример 4.
Способ осуществляют аналогично примеру 3, но обработку проводят при массовом соотношении остаток >500°С: фракция НК-120°С, равном 1/4. Материальный баланс выделения катализатора из остатка >500°С приведен в табл. 1.
Пример 5.
Способ осуществляют аналогично примеру 3, но обработку проводят с использованием в качестве растворителя легкого газойля каталитического крекинга при массовом соотношении остаток >500°С: легкий газойль, равном 1/2. Материальный баланс выделения катализатора из остатка >500°С приведен в табл. 1.
Пример 6.
Способ осуществляют аналогично примеру 5, но обработку проводят при массовом соотношении остаток >500°С: легкий газойль, равном 1/4. Материальный баланс выделения катализатора из остатка >500°С приведен в табл. 1.
Примеры окисления и фильтрации концентрата катализатора.
Пример 7.
Высушенный остаток, полученный в примере 1, представляющий собой концентрат катализатора, в стеклянной емкости с мешалкой при соотношении Т/Ж=1/4 подвергают к обработке смесью кислот, содержащей 600 г/л HNO3 («ХЧ» ГОСТ 4204-77) и 100 г/л H2SO4 («Ч.д.а» ГОСТ 4461-77), при температуре 100°С и постоянном перемешивании в течение 0,5 ч. В полученную суспензию с рН<6 перед фильтрационным разделением добавляют 25% водный раствор аммиака («ОСЧ» ГОСТ 24147-80) до получения значения рН>6, после чего фильтруют с получением фильтрата, представляющего собой прекурсор ультрадисперсного наноразмерного молибденового катализатора, и твердого остатка на фильтре, содержащего соединения ванадия, никеля и других металлов.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 8.
Способ осуществляют аналогично примеру 7, но обработку концентрата катализатора проводят смесью кислот, содержащей 800 г/л HNO3 и 200 г/л H2SO4.
Результаты извлечения Мо из концентрата приведены в таблице 2
Пример 9.
Способ осуществляют аналогично примеру 7, но обработку концентрата катализатора проводят при температуре 25°С и длительности обработки 6 часов.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 10.
Способ осуществляют аналогично примеру 9, но обработку концентрата катализатора проводят смесью кислот, содержащей 800 г/л HNO3 и 200 г/л H2SO4.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 11.
Способ осуществляют аналогично примеру 7, но обработку концентрата катализатора проводят при температуре 90°С и соотношении Т/Ж=1/3 в течение 2 часов.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 12.
Способ осуществляют аналогично примеру 11, но обработку концентрата катализатора проводят смесью кислот, содержащей 800 г/л HNO3 и 200 г/л H2SO4.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 13.
Способ осуществляют аналогично примеру 12, но к обработке подвергают концентрат катализатора, полученный в примере 2.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 14.
Способ осуществляют аналогично примеру 13, но к обработке подвергают концентрат катализатора, полученный в примере 3.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 15.
Способ осуществляют аналогично примеру 14, но к обработке подвергают концентрат катализатора, полученный в примере 4.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 16.
Способ осуществляют аналогично примеру 15, но к обработке подвергают концентрат катализатора, полученный в примере 5.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 17.
Способ осуществляют аналогично примеру 16, но к обработке подвергают концентрат катализатора, полученный в примере 6.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 18.
Способ осуществляют аналогично примеру 17, но обработку концентрата катализатора проводят при соотношении Т/Ж=1/2,5 смесью кислот, содержащей 600 г/л HNO3 и 100 г/л H2SO4.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 19.
Способ осуществляют аналогично примеру 18, но обработку концентрата катализатора проводят смесью кислот, содержащей 800 г/л HNO3 и 200 г/л H2SO4.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 20.
Способ осуществляют аналогично примеру 11, но обработку концентрата катализатора проводят в течение 1 часа.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 21.
Способ осуществляют аналогично примеру 20, но обработку концентрата катализатора проводят смесью кислот, содержащей 800 г/л HNO3 и 200 г/л H2SO4.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 22.
Способ осуществляют аналогично примеру 20, но обработку концентрата катализатора проводят в течение 3 часов при температуре 70°С. Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 23.
Способ осуществляют аналогично примеру 22, но обработку концентрата катализатора проводят смесью кислот, содержащей 800 г/л HNO3 и 200 г/л H2SO4.
Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 24.
Способ осуществляют аналогично примеру 22, но обработку концентрата катализатора проводят при температуре 50°С в течение 4 часов. Результаты извлечения Мо из концентрата приведены в таблице 2.
Пример 25.
Способ осуществляют аналогично примеру 24, но обработку концентрата катализатора проводят смесью кислот, содержащей 800 г/л HNO3 и 200 г/л H2SO4.
Результаты извлечения Мо из концентрата приведены в таблице 2.

Коллоидный раствор наночастиц серебра, металл-полимерный нанокомпозитный пленочный материал, способы их получения, бактерицидный состав на основе коллоидного раствора и бактерицидная пленка из металл-полимерного материала
Катализатор, способ его получения и способ трансалкилирования бензола диэтилбензолами с его использованием
Способ получения гетерогенного катализатора для получения ценных и энергетически насыщенных компонентов бензинов
Способ получения биоспецифического гидрогелевого сорбента для выделения протеиназ
Способ повышения времени стабильной работы катализатора в реакции гидроалкилирования бензола ацетоном с получением кумола и способ получения кумола гидроалкилированием бензола ацетоном
Способ получения модифицированного титан-магниевого нанокатализатора
Способ трансалкилирования бензола полиалкилбензолами
Катализатор и способ получения алифатических углеводородов из оксида углерода и водорода в его присутствии
Способ получения полиакриламидного гидрогеля
Способ получения мембранного катализатора и способ дегидрирования углеводородов с использованием полученного катализатора
Способ скоростной деструкции остаточных нефтяных продуктов
Способ получения жидких углеводородных смесей путем гидроконверсии лигноцеллюлозной биомассы
Способ гидроконверсии тяжелых фракций нефти
Способ регенерации молибденсодержащего катализатора гидроконверсии
Способ гидроконверсии тяжёлого углеводородного сырья (варианты)
Способ подготовки нефтяного шлама для гидрогенизационной переработки (варианты) и способ гидрогенизационной переработки нефтяного шлама с его применением (варианты)
Способ гидроконверсии тяжелой части матричной нефти
Способ гидроконверсии тяжёлого углеводородного сырья (варианты)
Способ выделения концентрата ценных металлов, содержащихся в тяжелых нефтях и продуктах их переработки
Способ выделения концентрата ценных металлов из тяжелого нефтяного сырья

