Результат интеллектуальной деятельности: СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно, к способам непрерывной разливки сотовой заготовки из металлов и сплавов, преимущественно стали.
Известен способ непрерывной разливки сортовой заготовки и установка для его осуществления (1) включающий, подачу расплава в радиусный кристаллизатор, формирование в кристаллизаторе корки твердой фазы непрерывно-литого слитка, вытягивание непрерывно-литого слитка из кристаллизатора, охлаждение и кристаллизацию непрерывно-литого слитка в зоне вторичного охлаждения, разгиб и порезку непрерывно-литого слитка в непрерывно-литую заготовку.
Недостатком известного способа является то, что геометрия поперечного сечения и продольная конусность внутренней полости кристаллизатора компенсирует только усадку, но не учитывает влияние продольного технологического радиуса на формирование первичной корки твердой фазы, что приводит к возникновению растягивающих напряжений на грани непрерывно-литого слитка с минимальным радиусом. Величина растягивающих напряжений ограничена не высокой пластичностью твердой фазы на растяжение - 1,25% и, как следствие, приводит к необходимости применения больших значений технологического радиуса Rt по отношению к размеру сечения непрерывно-литого слитка b, Rt/b≥50, что существенно увеличивает технологическую высоту машины непрерывного литья заготовки (МНЛЗ). Кроме того, протяженная зона вторичного охлаждения Lзво и неравномерная усадка по граням непрерывно-литого слитка в этой зоне приводит к существенным величинам разности деформаций ΔLзво/Lзво по граням непрерывно-литого слитка находящегося под действием растягивающего усилия вытягивания непрерывно-литого слитка тянущей правильной машиной, что также приводит к возникновению растягивающих напряжений. Еще одним недостатком известного способа является применяемая схема деформации разгибом в горизонтальных валках правильно-тянущей машины, которая также приводит к растягивающим напряжениям на грани непрерывно-литого слитка с минимальным радиусом. Все эти недостатки известного способа приводят к снижению качества непрерывно-литой заготовки, наличию на поверхности поперечных и диагональных трещин, вызывающих дефекты проката.
Известен также способ непрерывного литья стальных заготовок RU 2349412, B22D 11/00, в котором осуществляют подачу стали в кристаллизатор, вытягивание из него заготовки, ее охлаждение в зоне вторичного охлаждения и обжатие непрерывно-литой заготовки в конце зоны затвердевания по широкой грани в четырех тянуще-обжимных клетях с расстоянием между клетями 6,6-7,3 длины широкой стороны кристаллизатора не более чем на 0,6% при максимальной величине обжатия 2,5% в каждой тянуще-обжимной клети, при этом начало обжатия непрерывно-литой заготовки проводят от нижнего среза кристаллизатора на расстоянии 44,7-49,2 длины широкой стороны кристаллизатора.
Недостатком известного способа является то, что обжатие непрерывно-литого слитка производят в конце зоны затвердевания, когда уже произошло накопление растягивающих напряжений на поверхности грани непрерывно-литого слитка с минимальным радиусом, при этом ограничение в величине обжатия до 2,5% не предотвращает образования трещин и ухудшает качество непрерывно-литой заготовки. Кроме того обжатие в твердожидкой фазе и разгиб разделены между собой, обжатие производят в тянуще-обжимной клети, а разгиб непрерывно-литого слитка производят в меж-клетьевом промежутке, что также приводит к растягивающим напряжениям на грани непрерывно-литого слитка, увеличивает вероятность образования трещин на этой поверхности.
Изобретение устраняет недостатки известных способов. Технический результат изобретения - повышение качества непрерывно-литой заготовки, созданием благоприятных условий формирования первичной корки твердой фазы в радиусном кристаллизаторе через оптимальную геометрию его поперечного сечения в форме равнобедренной трапеции, кроме того, совмещением обжатия в твердожидком состоянии непрерывно-литого слитка с его разгибом в условиях преобладания сжимающих напряжений, при обжатии в вертикальных валках боковых сторон равнобедренной трапеции сечения непрерывно-литого слитка, с возможным уменьшением отношения технологического радиуса Rt к сечению непрерывно-литой заготовки b до значений 6≤Rt/b≤10, что существенно снижает технологическую высоту МНЛЗ.
Для достижения технического результата изобретения в известном способе непрерывной разливки, включающем подачу расплава в радиусный гильзовый кристаллизатор, формирование в кристаллизаторе первичной корки твердой фазы непрерывно-литого слитка (НЛС), вытягивание НЛС из кристаллизатора, охлаждение и кристаллизацию НЛС в зоне вторичного охлаждения (ЗВО), разгиб и порезку НЛС в непрерывно-литую заготовку (НЛЗ), согласно изобретения, сначала, предлагается исходное поперечное сечение НЛС в кристаллизаторе формировать в виде равнобедренной трапеции, большее основание Н трапеции располагать на грани НЛС с минимальным продольным радиусом r, меньшее основание h трапеции располагать на грани НЛС с максимальным продольным радиусом R, при этом выполнять соотношение:
h/H=r/R=k, где к=0,72-:-0,98
затем, разгиб НЛС в прямолинейную непрерывно-литую заготовку совмещать с обжатием ε по боковым сторонам трапеции в паре вертикальных валков тянуще-правильной клети до формирования прямоугольного сечения НЛЗ. Кроме того, в изобретении предлагается обжатие ε по боковым сторонам трапеции НЛС производить в твердожидком состоянии дробно, в n парах вертикальных валков тянуще правильной клети, при этом выполнять соотношение
Σn=iεi=C*ε, где n=2, 3, 4, 5, С - коэффициент учитывающий влияние на обжатие ε наличия с сечении жидкой фазы НЛС,
C=Кф*S0/Sтв, где Sтв - площадь твердой фазы в сечении, Кф - коэффициент, учитывающий химический состав и механические характеристики разливаемого сплава - из интервала 0,52-:-1,02, С находится в диапазоне 1,02-:-1,18. S0 - площадь исходного сечения НЛС, определяется как площадь равнобедренной трапеции,
εi=(Si-Si+1)/Si, где Si - площадь сечения НЛС до обжатия в n паре вертикальных валков, Si+1 - площадь сечения НЛС после обжатия в n паре вертикальных валков. ε=(S0-S1)/S0, где S0=b*(h+H)/2, S1=h*b, b - высота равнобедренной трапеции, мм.
Технический результат в изобретении достигается тем, что в известном устройстве для осуществления способа, содержащем гильзовый кристаллизатор, с продольным технологическим радиусом Rt=(r+R)/2, зону вторичного охлаждения НЛС, валковую тянуще-правильную клеть, устройство резки НЛЗ, согласно изобретения, предлагается внутреннюю полость гильзового кристаллизатора выполнить с поперечным сечением в виде равнобедренной трапеции, в которой меньшее основание трапеции h и ее высота b равны соответственно ширине и высоте сечения НЛЗ, а большее основание трапеции Н определять из выражения H=C*h*R/r, тянуще-правильную клеть оснастить вертикальными валками, для обжатия ε боковых сторон трапеции НЛС до формирования прямоугольного сечения НЛЗ с одновременным разгибом ее под действием обжатия ε в прямолинейный стержень. Кроме того, предлагается каждую пару вертикальных валков тянуще-правильной клети дополнительно оснастить парой горизонтальных не приводных роликов, для предотвращения искривления оснований трапеции сечения НЛС, при обжатии вертикальными валками ее боковых сторон. Кроме того, согласно изобретению, предлагается тянуще-правильную клеть установить непосредственно за кристаллизатором, в начале ЗВО, при этом выполнять соотношение 6≤Rt/b≤10.
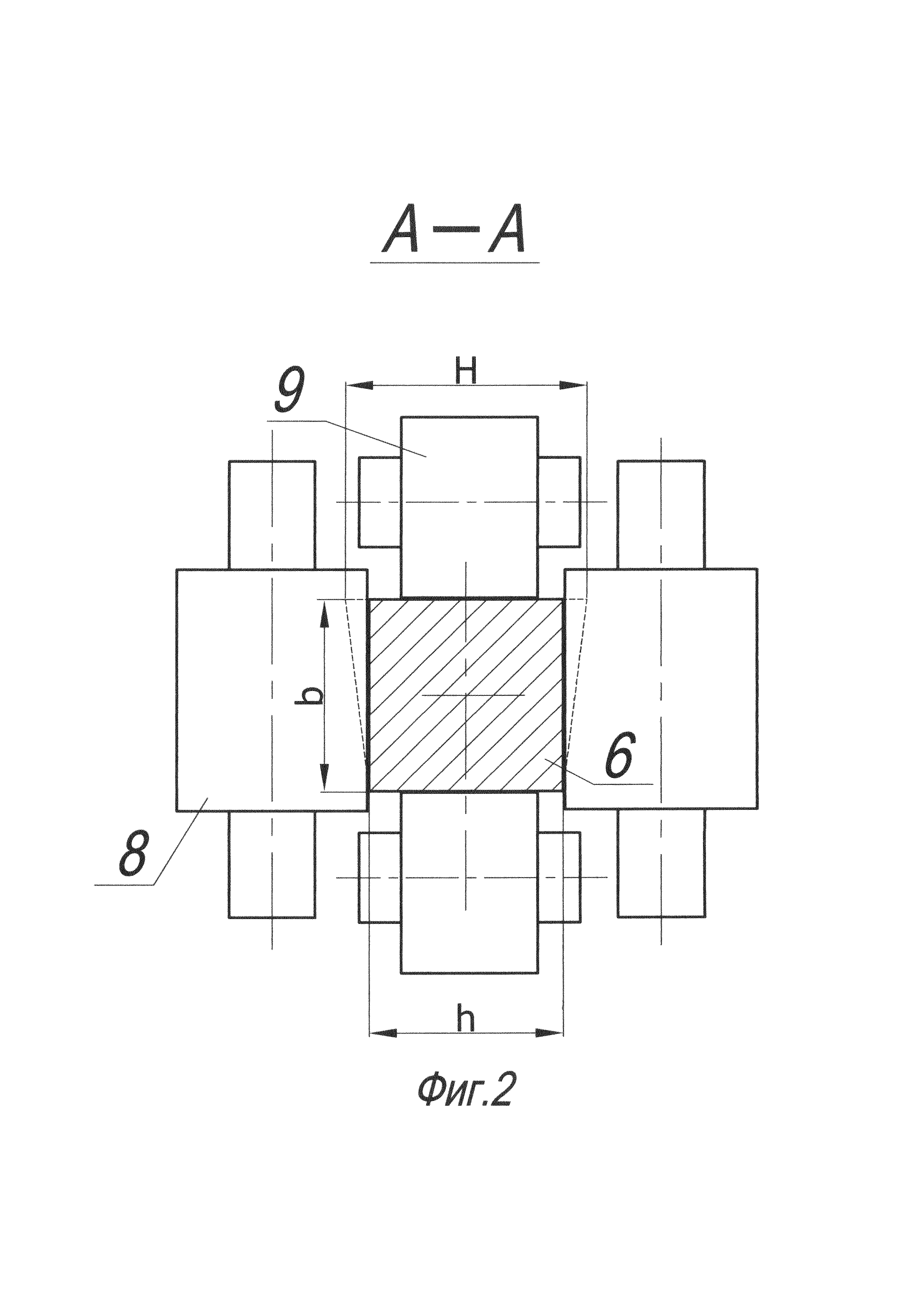
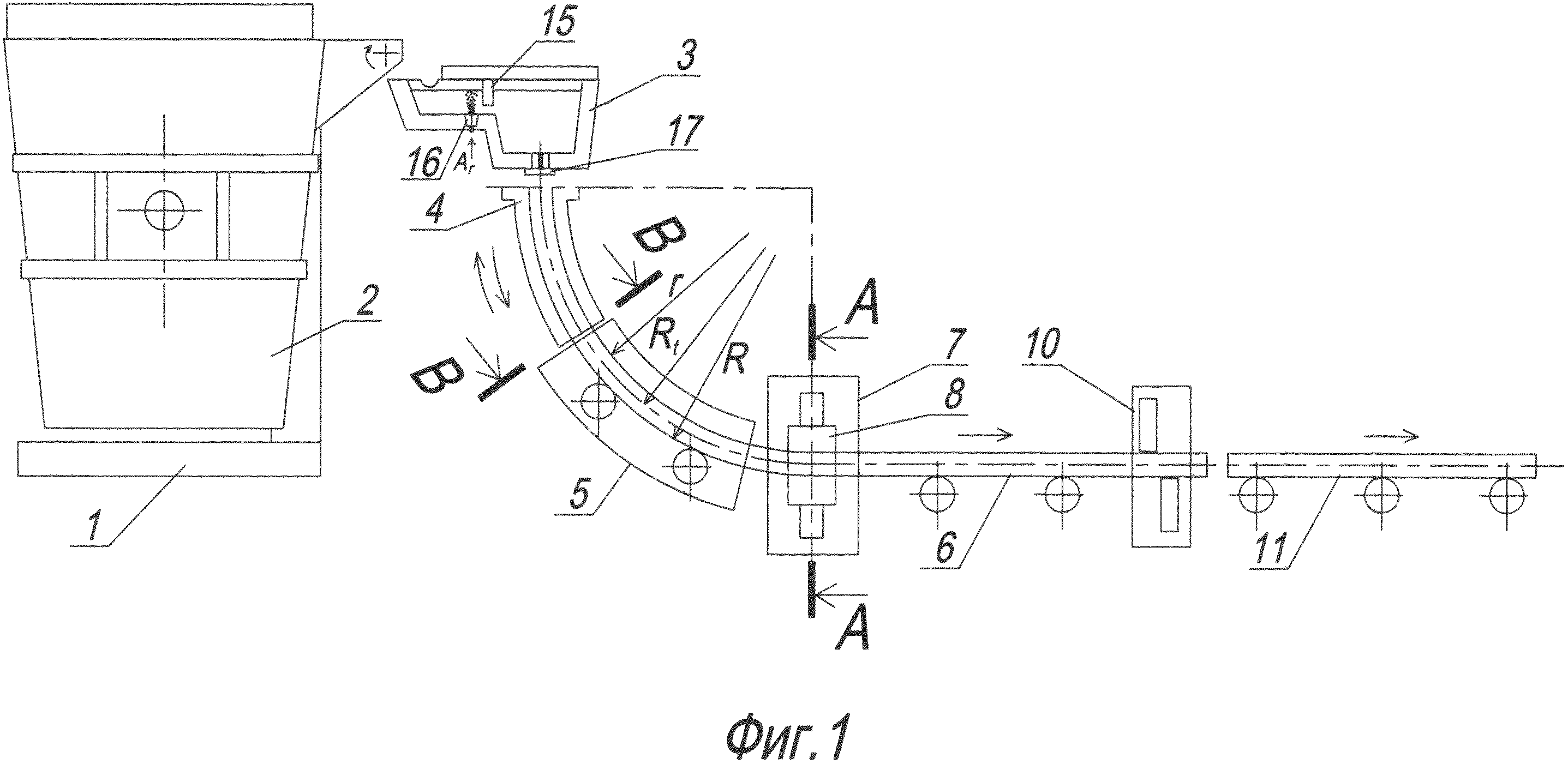
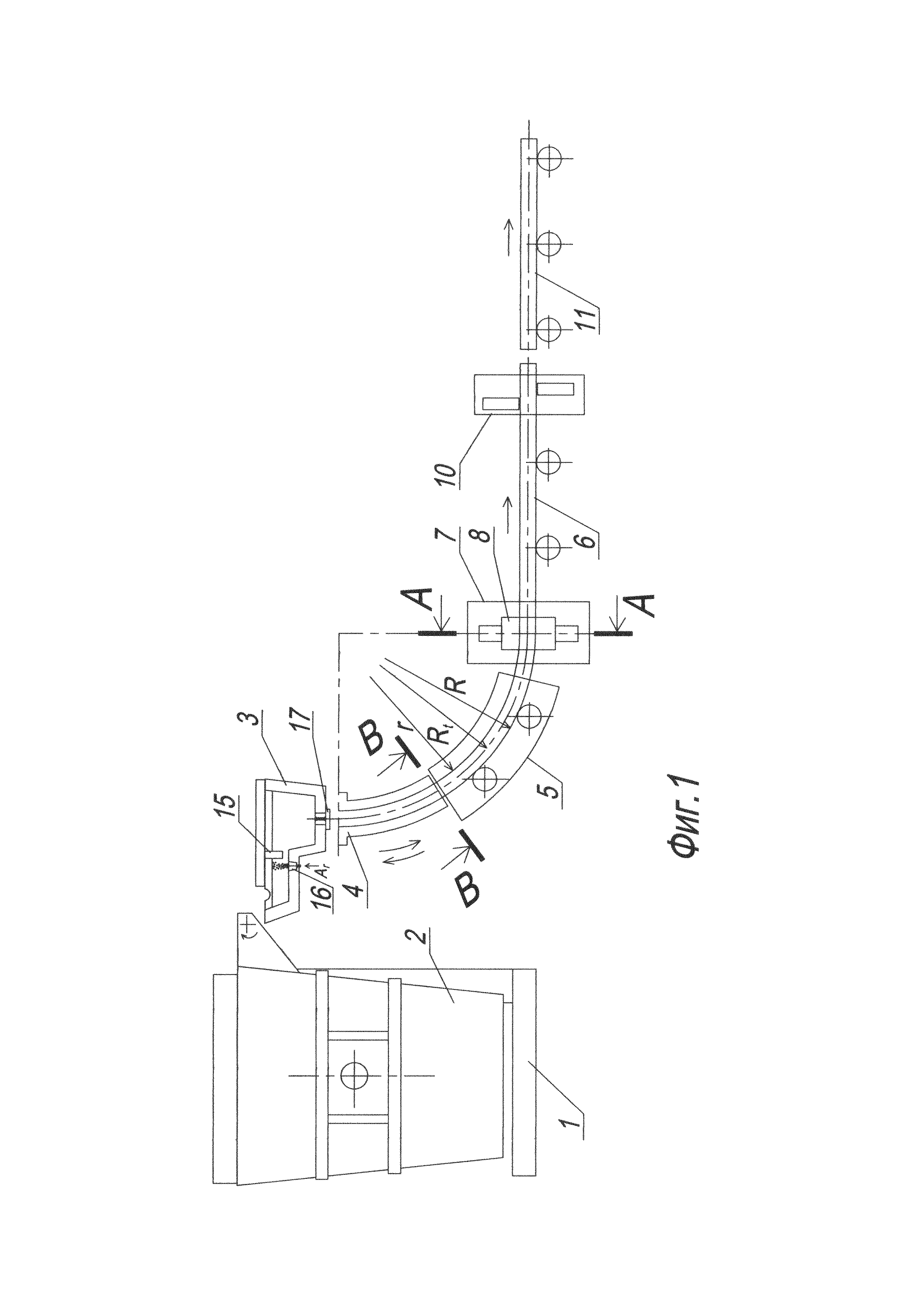
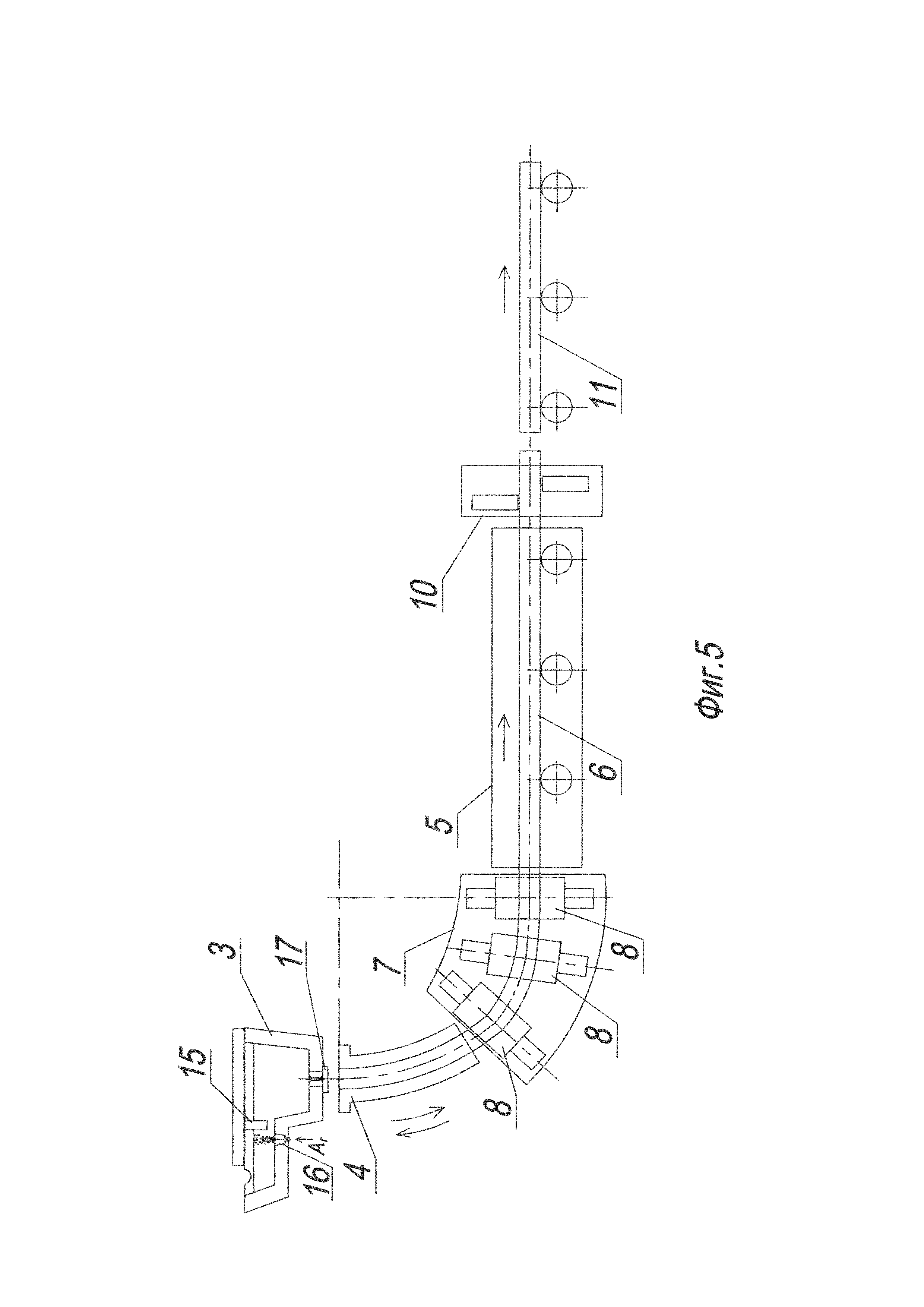
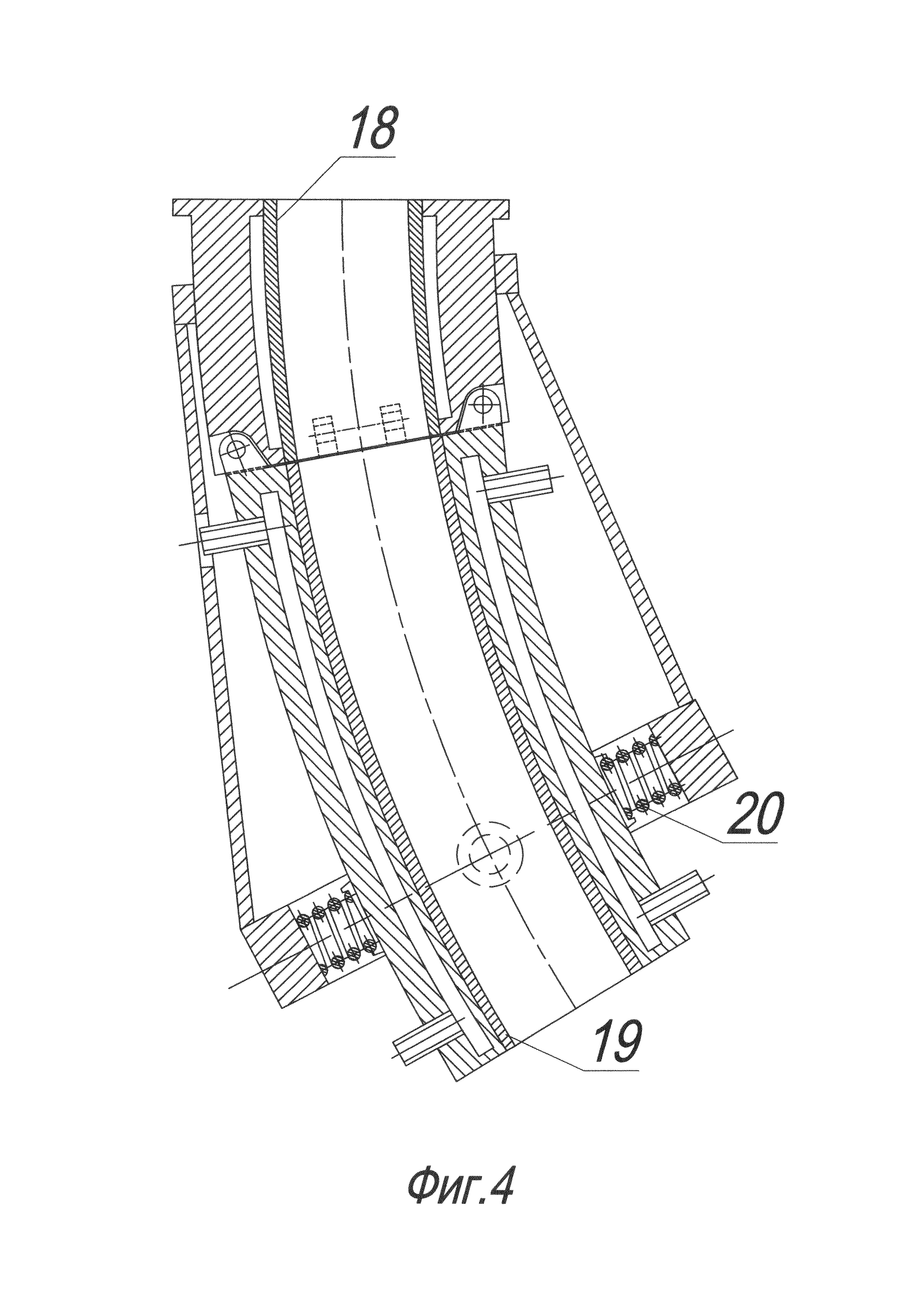
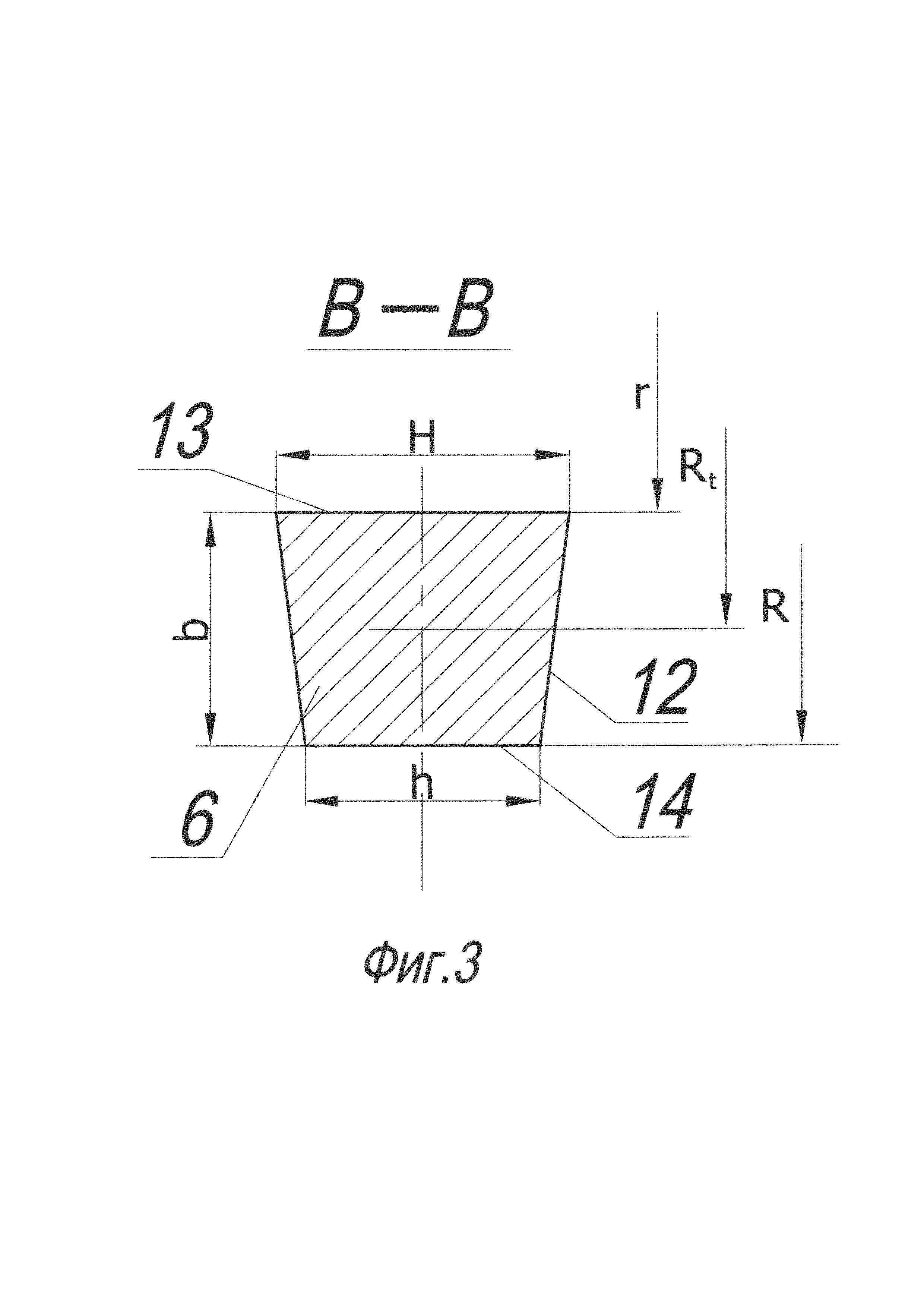
На Фиг. 1 показан общий вид машины непрерывного литья заготовки, Фиг. 2 - сечение А-А, Фиг. 3 - сечение В-В, Фиг. 4 - сечение кристаллизатора, Фиг. 5 - МНЛЗ с правильной тянущей клетью, установленной за кристаллизатором.
Установка для осуществления способа содержит разливочный стенд 1 с установленным на него ковшом 2, промковш 3, кристаллизатор 4, зону вторичного охлаждения 5 непрерывно-литого слитка 6, (Фиг. 1) тянущую правильную клеть 7, с вертикальными валками 8 и горизонтальными роликами 9 (Фиг. 2) ножницы 10 резки на непрерывно-литую заготовку 11. Внутренняя полость кристаллизатора 4 выполнена с поперечным сечением в форме равнобедренной трапеции 12 (Фиг. 3). Большее основание Н трапеции 12 лежит на грани 13 НЛС 6 с минимальным продольным радиусом r, меньшее основание h трапеции расположено на грани 14 НЛС 6 с максимальным продольным радиусом R, при этом выполняется соотношение h/H=r/R=K, где K=0,72-:-0,98.
Способ осуществляют следующим образом.
Ковш 2 с расплавом устанавливают на разливочный стенд 1. По команде оператора ковш 2 наклоняют и через сливной носок начинают заполнять расплавом промковш 3. Промковш 3, для отсечения шлака, оснащен перегородкой 15 и донными щелевыми пробками 16 для формирования пузырьковой завесы из инертного газа, кроме того, в промковше 3 под станкан-дозатором установлен шиберный затвор 17. По достижении заданного уровня металла в промковше 3, шиберный затвор 17 открывают и подают расплав во внутреннюю полость кристаллизатора 4 с продольным технологическим радиусом Rt=(r+R)/2. Во внутренней полости кристаллизатора 4 начинает формироваться головная часть непрерывно-литого слитка 6, включаются приводы тянущей правильной клети 7 и при помощи цепной затравки непрерывно-литой слиток 6 вытягивается из кристаллизатора 4. Поскольку геометрия сечения внутренней полости кристаллизатора 4 выполнена в виде равнобедренной трапеции 12 и большее основание Н трапеции 12 лежит на грани 13 НЛС 6 с минимальным продольным радиусом r, меньшее основание h трапеции расположено на грани 14 НЛС 6 с максимальным продольным радиусом R, при этом выполняется соотношение h/H=r/R=k, где к=0,72-:-0,98, то создаются благоприятные условия для формирования первичной корки твердой фазы НЛС 6 с преобладанием сжимающих напряжений. Этому условию способствует и конструкция кристаллизатора 4. Кристаллизатор 4 состоит из головной и хвостовой частей. Головная часть кристаллизатора 4 выполнена из медной водо-охлаждаемой гильзы 18. Длина гильзы 18 составляет (1,5-:-2,6)b - размера грани НЛС 6. Хвостовая часть кристаллизатора 4 выполнена составной - из продольно сопряженных упругих водо-охлаждаемых пластин 19. Длина хвостовой части кристаллизатора 4 составляет (3,5-6,5)b. Раскрой каждой пластины 19 соответствует грани НЛС 6 с учетом ее усадки. Пластины 19 плотно прижимаются к граням НЛС 6 при помощи пружин 20 (Фиг. 4), каждая пластина 19 охлаждается от своего контура охлаждения. Сформированный в кристаллизаторе 4 НЛС 6 проходя через ЗВО 5, охлаждается, затвердевает и обжимается по боковым сторонам трапеции вертикальными валками 8, тянущей правильной клети 7. Поскольку выполняется соотношение h/H=r/R, то при обжатии ε по боковым сторонам трапеции НЛС 6 в паре вертикальных валков тянуще правильной клети 7 до формирования прямоугольного сечения НЛЗ 11, происходит одновременное ее распрямление под действием бокового обжатия ε в прямолинейный стержень. Разгиб происходит в благоприятных условиях двухосного напряженно-деформированного состояния с преобладанием сжимающих напряжений, что снижает вероятность образования трещин на поверхности НЛЗ 11, тем самым гарантированно повышается ее качество. Геометрия сечения внутренней полости и конструкция кристаллизатора 4, а также схема обжатия НЛС 6 в вертикальных валках 8, тянущей правильной клети 7 позволяют в несколько раз уменьшить технологический радиус Rt и, следовательно, высоту МНЛЗ, обеспечивают высокое качество НЛЗ 11 при соотношении 6≤Rt/b≤10. При этом, правильную тянущую клеть 7 располагают непосредственно за кристаллизатором 4, в начале ЗВО 5 (Фиг. 5), и боковое обжатие ε с разгибом НЛС 6 производят в твердожидком состоянии, дробно в n парах вертикальных валков 8 тянуще правильной клети 7, при выполнении соотношения
Σn=iεi=C*ε, где n=2, 3, 4, 5, С - коэффициент учитывающий влияние на обжатие ε наличия с сечении жидкой фазы НЛС 6,
C=Кф*S0/Sтв, где Sтв - площадь твердой фазы в сечении, Кф - коэффициент, учитывающий химический состав и механические характеристики разливаемого сплава - из интервала 0,52-:-1,02, S0 - площадь исходного сечения НЛС, определяется как площадь равнобедренной трапеции, С находится в диапазоне 1,02-:-1,18. εi=(Si-Si+1)/Si, где Si - площадь сечения НЛС 6 до обжатия в n паре вертикальных валков 8, Si+1 - площадь сечения НЛС 6 после обжатия в n паре вертикальных валков 8. ε=(S0-S1)/S0, где S0=b*(h+H)/2, S1=h*b, b - высота равнобедренной трапеции, мм. Для предотвращения искривления оснований трапеции сечения НЛС 6, при обжатии вертикальными валками 8 ее боковых сторон каждая пара вертикальных валков 8 тянуще - правильной клети 7 дополнительно оснащена парой горизонтальных не приводных роликов 9, обеспечивающих предотвращение искривления оснований трапеции сечения НЛС, при обжатии вертикальными валками ее боковых сторон. Прямолинейный НЛС 6, полностью затвердевает в ЗВО 5, и, затем, режется ножницами 10 на мерную НЛЗ 11.
Таким образом, высокое качество непрерывно-литой заготовки обеспечивает максимальное приближение размеров исходной сортовой заготовки к размерам готового проката. Это позволяет существенно снизить суммарную прокатную деформацию для получения высококачественного проката, сократить необходимое количество прокатных проходов и следовательно металлоемкость и энергоемкость технологического оборудования и в результате, снизить общие производственные затраты и себестоимость металлопродукции. Кроме того, возможность применения МНЛЗ с малой технологической высотой (для сортовой заготовки в интервале размеров от 65 до 100 мм, технологический радиус Rt≤1,5 метров), существенно повышает гибкость всего технологического комплекса, позволяет без дополнительных затрат останавливать и запускать производственный процесс, легко переходить с одного типоразмера проката на другой. Все это повышает конкурентную способность металлургического производства в условиях ограниченной производительности и малых объемов производственных партий.
Пример 1.
Производили разливку стали ст. 25Г2С на квадрат 125 мм, технологический радиус МНЛЗ Rt=3000 мм; К=0,957; при этом размеры сечения НЛС b=h=125 мм; Н=130 мм.; ε=0,02.
Деформацию боковых сторон НЛС и разгиб в прямолинейный стержень производили в одной паре вертикальных валков правильно-тянущей машины, в конце зоны затвердевания НЛС. Непрерывная разливка обеспечивала получение непрерывно-литой заготовки с высоким качеством поверхности.
Пример 2.
Производили разливку 12Х18Н10Т на квадрат 80 мм, технологический радиус МНЛЗ Rt=800 мм; К=0,82; при этом размеры сечения НЛС b=h=80 мм; Н=100 мм; ε=0,11. Тянущая правильная клеть была установлена за кристаллизатором. Боковое обжатие и разгиб НЛС производили в твердожидком состоянии НЛС последовательно в трех парах вертикальных валков, дополнительно снабженных горизонтальными не приводными роликами. Скорость разливки -4 м/мин. Толщина корки твердой фазы при деформации боковых сторон НЛС-20 мм, Кф=0,66; С=1,13; Суммарное боковое обжатие НЛС составляло ε*С=ε1+ε2+ε3=0,124; длина прямолинейной ЗВО - 6,5 м. Процесс разливки был устойчивым, качество непрерывно литой заготовки - высокое.
1. А.Н. Смирнов, С.В. Куберский, А.Л. Подкорытов, В.Е. Ухин, А.В. Кравченко, А.Ю. Оробцев, Смирнов А.Н. и др. Непрерывная разливка сортовой заготовки: Монография. Донецк: Цифровая типография, 2012. - 417 с. УДК 621.746.5.047; ISBN 978-966-310-285-6, https://steeltimes.ru/books/casting/sortccm/sortccm.php
Способ производства крупногабаритного шпунтового профиля
Способ изготовления шпунтового профиля повышенной жесткости
Способ производства сортового проката из демонтированного железнодорожного рельса
Способ производства железнодорожного рельса
Способ производства двутавровой балки и литейно-прокатный комплекс для его осуществления
Способ производства сортовой заготовки электрошлаковым переплавом демонтированного железнодорожного рельса и устройство для его осуществления
Способ производства фасонного строительного профиля и установка для его осуществления
Установка для центробежного литья двухгребневого полосового профиля
Криволинейная установка для непрерывной разливки сортовых заготовок
Способ резки трубы на полосовую заготовку
Способ получения прямоугольной заготовки и устройство для его осуществления
Способ производства сортового проката из металлолома и устройство для его осуществления
Мобильный металлургический комплекс
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ непрерывной горизонтальной разливки стали и устройство для его осуществления
Способ изготовления шпунтового профиля повышенной жесткости
Способ производства сортового проката из демонтированного железнодорожного рельса
Способ производства железнодорожного рельса
Способ строительства здания с использованием угловых стеновых панелей и конструкция несущей угловой стеновой панели для осуществления способа

