Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к способам производства сортового и фасонного проката из выведенных из эксплуатации демонтированных железнодорожных рельсов.
Известен способ переработки демонтированных ж/д рельсов в сортовой прокат (Патент США №4982591, B21B 01/08, Янв. 8, 1991) в котором производят нагрев рельсовой заготовки в проходной нагревательной печи, многопроходную прокатку нагретой рельсовой заготовки в сортовой прокат, охлаждение и резку сортового проката на заданную длину.
Недостатком известного способа являются ограниченные технологические возможности, вызванные наличием в валковой калибровке острых ромбических калибров, приводящих к быстрому остыванию кромок подката, появлению на его поверхности продольных трещин. Невысокое качество и узкий сортамент выпускаемого сортового проката.
Известен также способ перекатки железнодорожных рельсов (RU 2511201, B21B 01/08, опубл. 10.04.2014.), в котором производят нагрев рельсовой заготовки до температуры аустенитизации и последующее многопроходное обжатие в универсальных четырехвалковых калибрах. В первых 2-3 проходах рельсовую заготовку обжимают по высоте на 10-40%, при этом между валками, обращенными к шейке рельса, устанавливают зазор, величина которого на 2-5 мм превышает толщину шейки рельса на входе в соответствующий калибр. Кроме того, обжатие шейки рельса производят в валках, на бочках которых выполнены кольцевые проточки глубиной 5-8 мм со скругленной формой профиля, с чередованием кольцевых проточек по проходам, расположенных на краях бочек валков и в их центрах.
Недостатком известного способа является выбранная схема вертикальной осадки рельсового профиля, при которой в первых 5-7 проходах деформация локализуется только в шейке сечения рельса, при этом головка и основание рельса не деформируются, что приводит к остыванию этих частей профиля, и, как следствие, при последующей их деформации в 8-12 проходах к образованию на их поверхностях продольных трещин и закатов. Кроме того, в способе не учитывается износ головки рельса и, как следствие, колебание веса погонного метра рельсовой заготовки, приводящий к возможности появления недокатов, вызванных нехваткой металла для гарантированного заполнения калибра в чистовой группе прокатных проходов, или переполнению калибров в первых 2-3 проходах, вызванных неконтролируемой величиной осадки шейки рельсового профиля. Все это приводит к невысокому качеству получаемого профиля, к сужению сортамента получаемого сортового проката особенно в диапазоне среднего и крупного сорта с эквивалентным диаметром 36÷90 мм.
Кроме того, при производстве мелкого сорта с эквивалентным диаметром 12÷20 мм колебание веса погонного метра рельсовой заготовки приводит к колебанию длины раската готового проката на холодильнике прокатного стана, что вызывает высокие значения концевой обрези при производстве мерного сортового проката, достигающей до 10÷15%, что снижает выход годного.
Изобретение устраняет недостатки известных способов. Технический результат изобретения - расширение технологических возможностей производства сортового проката из демонтированного ж/д рельса, расширение сортамента в диапазоне среднего и крупного сорта, повышение качества продукции по дефектам поверхности, повышение коэффициента выхода годного проката.
Для решения технической задачи в известном способе производства сортового проката из демонтированного железнодорожного рельса, включающем нагрев рельсовой заготовки в проходной нагревательной печи, многопроходную прокатку нагретой рельсовой заготовки на заданное сечение сортового проката, охлаждение и порезку проката на заданную длину, согласно изобретению сначала производят порезку демонтированного ж/д рельса на длину Lзаг, которая ограничена шириной внутреннего пространства проходной нагревательной печи Lпечи. Длину Lзаг определяют из выражения
Lзаг=Lпечи-Z, м, где Z - зазор между рельсовой заготовкой и стенками печи, Z=(0,3÷0,6) м, затем взвешивают полученную рельсовую заготовку Рзаг и определяют вес ее погонного метра Рпм=Рзаг/Lзаг, кг/м, далее вес погонного метра рельсовой заготовки Рпм сравнивают с необходимым по технологии прокатки весом погонного метра [Рпм] для получения заданного сечения сортового проката,
[Pпм]=Sпр*λсум*ρпр*N, кг/м, где Sпр - площадь заданного сечения сортового проката, м2; λсум - суммарная вытяжка при многопроходной прокатке для получения заданного сечения сортового проката, с минимальной концевой обрезью и высоким качеством поверхности, λсум=6÷25; ρпр - плотность прокатанной стали, кг/м3; N - количество ниток прокатки, N=1, 2; если Рпм<[Рпм], то производят увеличение веса погонного метра рельсовой заготовки на требуемую величину Рнапл,
Рнапл=[Рпм]-Рпм
односторонней или двухсторонней термической наплавкой по зоне шейки сечения рельсовой заготовки с равномерной толщиной hнапл наплавленного металла по всей длине рельсовой заготовки, при этом толщину шейки hш=hr+hнапл сечения рельсовой заготовки увеличивают на 1,5÷56 мм, где hr - исходная средняя толщина шейки сечения рельсовой заготовки, мм, и hнапл определяют из выражения
hнапл=Рнапл/(bнапл*ρ*n), где bнапл - ширина наплавленного металла в зоне шейки сечения рельсовой заготовки, м; ρ - плотность наплавленной стали, кг/м3; n - количество сторон термической наплавки, n=1, 2,
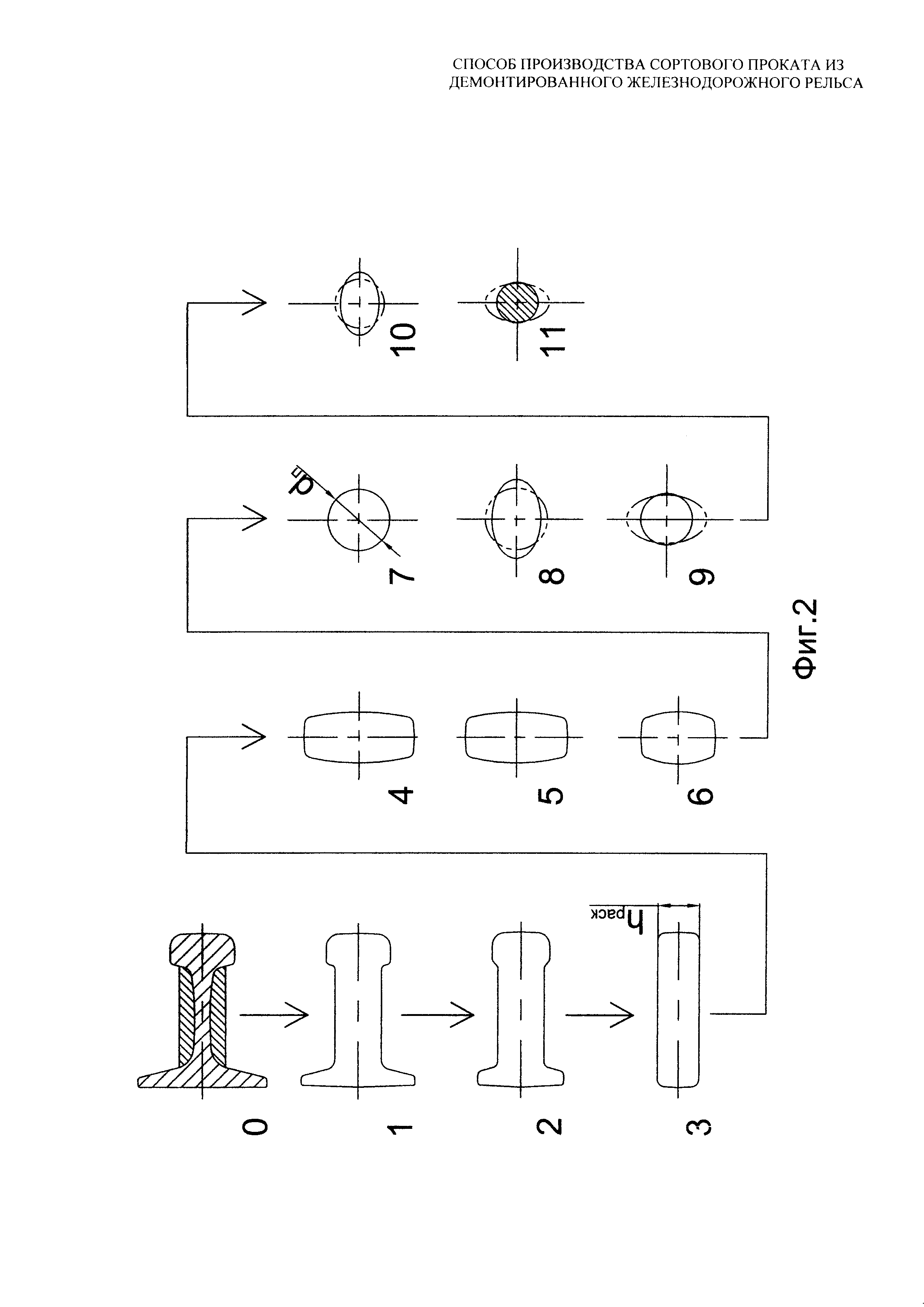
далее прокатку нагретой до температуры 950÷1150°C рельсовой заготовки производят за 10÷17 прокатных проходов, при этом за первых 3÷5 прокатных прохода в черновой группе клетей рельсовую заготовку обжимают в одной плоскости, уменьшая ширину основания и головки рельсовой заготовки, до получения промежуточного полосового раската толщиной hраск=(0,7÷0,9)hш, затем при N=1 раскат кантуют на 90° и производят 3÷6 ребровых прокатных прохода в промежуточной группе клетей, уменьшая высоту полосового раската до получения круглого или квадратного предчистового подката со стороной или диаметром dп=(0,9÷1,25)hш, в чистовой группе за 4÷6 проходов, производят прокатку по системе калибров овал-круг,
в случае, когда N=2, в двух последних проходах в черновой прокатной группе производят продольное разделение промежуточного полосового раската на два полосовых раската, которые последовательно или параллельно кантуют на 90° и затем задают на ребро в промежуточную прокатную группу.
Кроме того, термическую наплавку в зоне шейки сечения рельсовой заготовки производят СВС-процессом (самораспространяющийся высокотемпературный синтез), при этом применяют термитную смесь следующего компонентного состава: прокатная окалина (FeO) фракции 0,1÷0,25 мм - 65÷73%; алюминиевая крошка (Al) фракции 0,15÷0,65 мм - 15÷25%; угольная пыль (С) фракции 0,015÷0,10 мм - 0,5÷5,0%; плавиковый шпат (CaF2) фракции 0,1÷0,45 мм - 1,5÷2,0%; ферросплавы фракции 0,15÷0,35 мм - 1,5÷3,0%; стальная дробь из рельсовой стали с максимальным размером до 3,5 мм - 3,0÷10%, термитную смесь наносят равномерным слоем плотностью 2,1÷3,5 кг/дм3 на предварительно нагретую до температуры 350÷560°C поверхность зоны шейки рельсовой заготовки, вес погонного метра слоя термитной смеси Рсмеси определяют из выражения Рсмеси=к*Рнапл, к - эмпирический коэффициент, зависит от компонентного состава термитной смеси к=1,75÷1,9,
рельсовую заготовку устанавливают и фиксируют зажимами на основании наплавочного стенда с горизонтальным расположением ее плоскости симметрии, по торцам рельсовой заготовки устанавливают перегородки из формованного огнеупорного материала, которые ограничивают по длине наплавочную ванну, затем свободную поверхность нанесенного слоя накрывают теплоотражающим экраном и запускают СВС-процесс локальным нагревом термитной смеси до температуры 100°С термитным запалом, компонентный состав термитной смеси обеспечивает скорость движения фронта СВС-процесса вдоль продольной оси рельсовой заготовки 6÷12 м/мин, выделяемой при термитной наплавке теплотой рельсовую заготовку нагревают до 650÷850°С, далее наплавленную рельсовую заготовку охлаждают на воздухе до температуры 360÷420°С, для завершения в наплавленном металле рекристаллизации и предотвращения продольного коробления рельсовой заготовки, снимают с наплавочного стенда, удаляют с наплавленной поверхности рельсовой заготовки шлак, затем задают подготовленную рельсовую заготовку в проходную нагревательную печь.
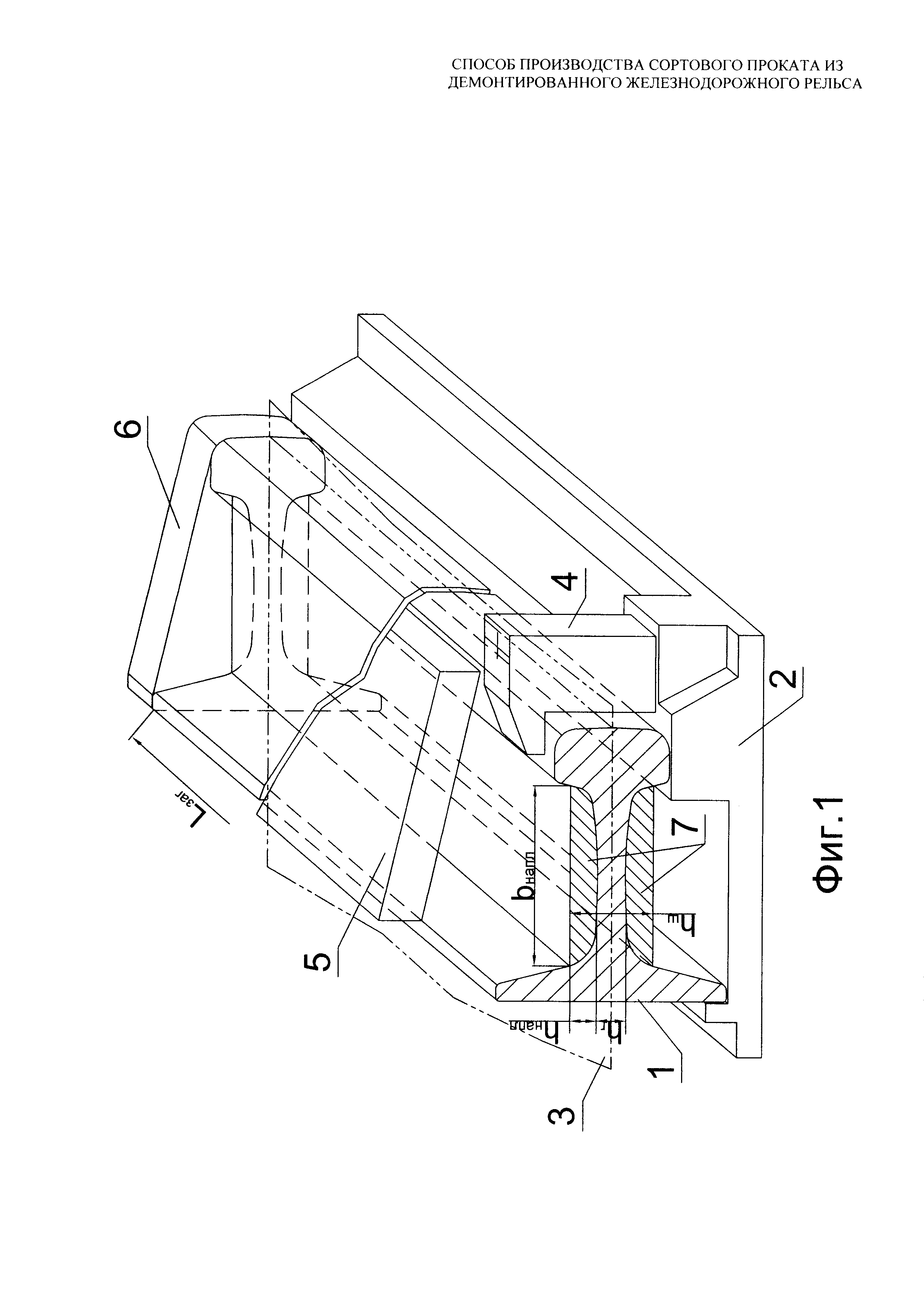
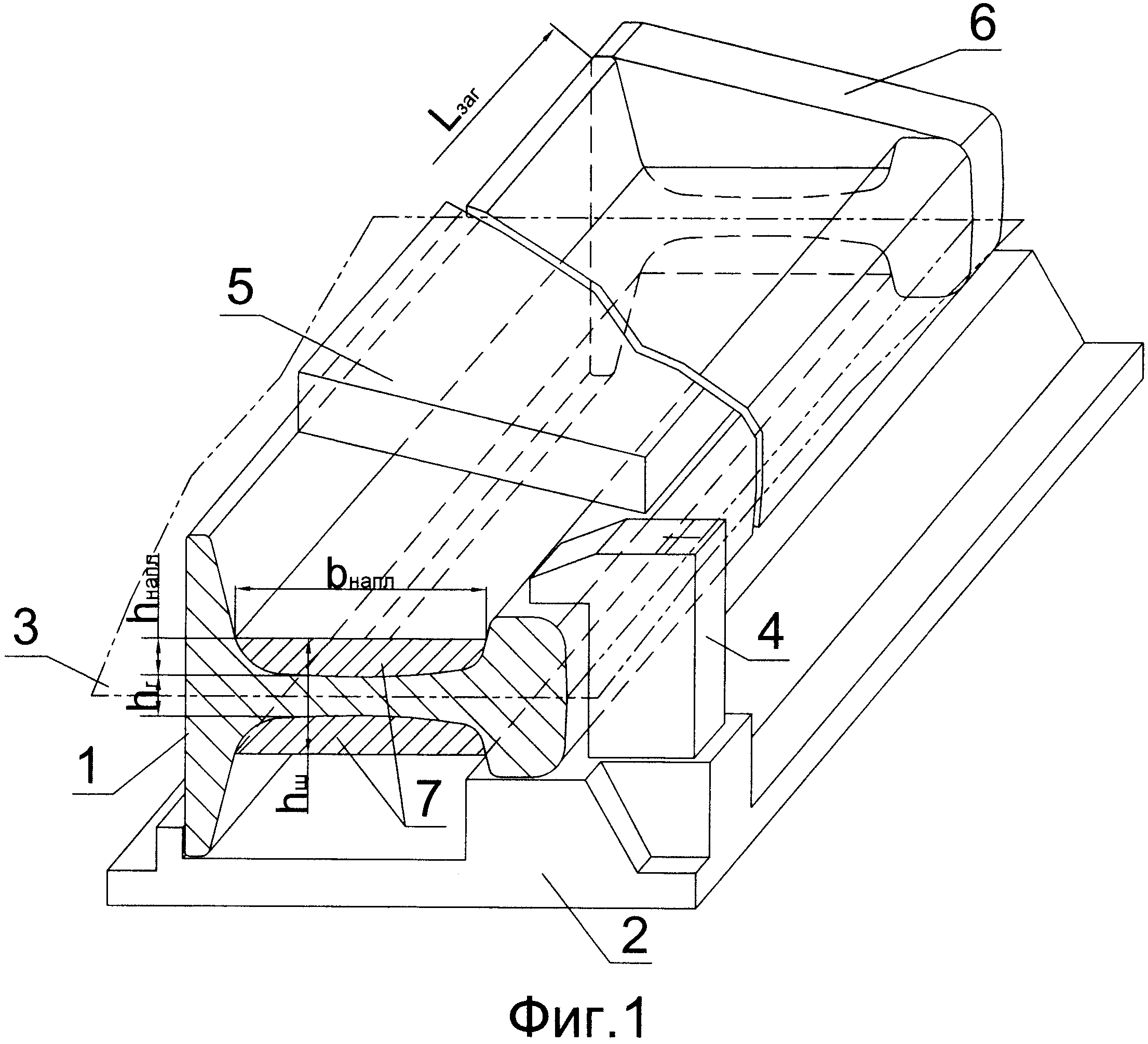
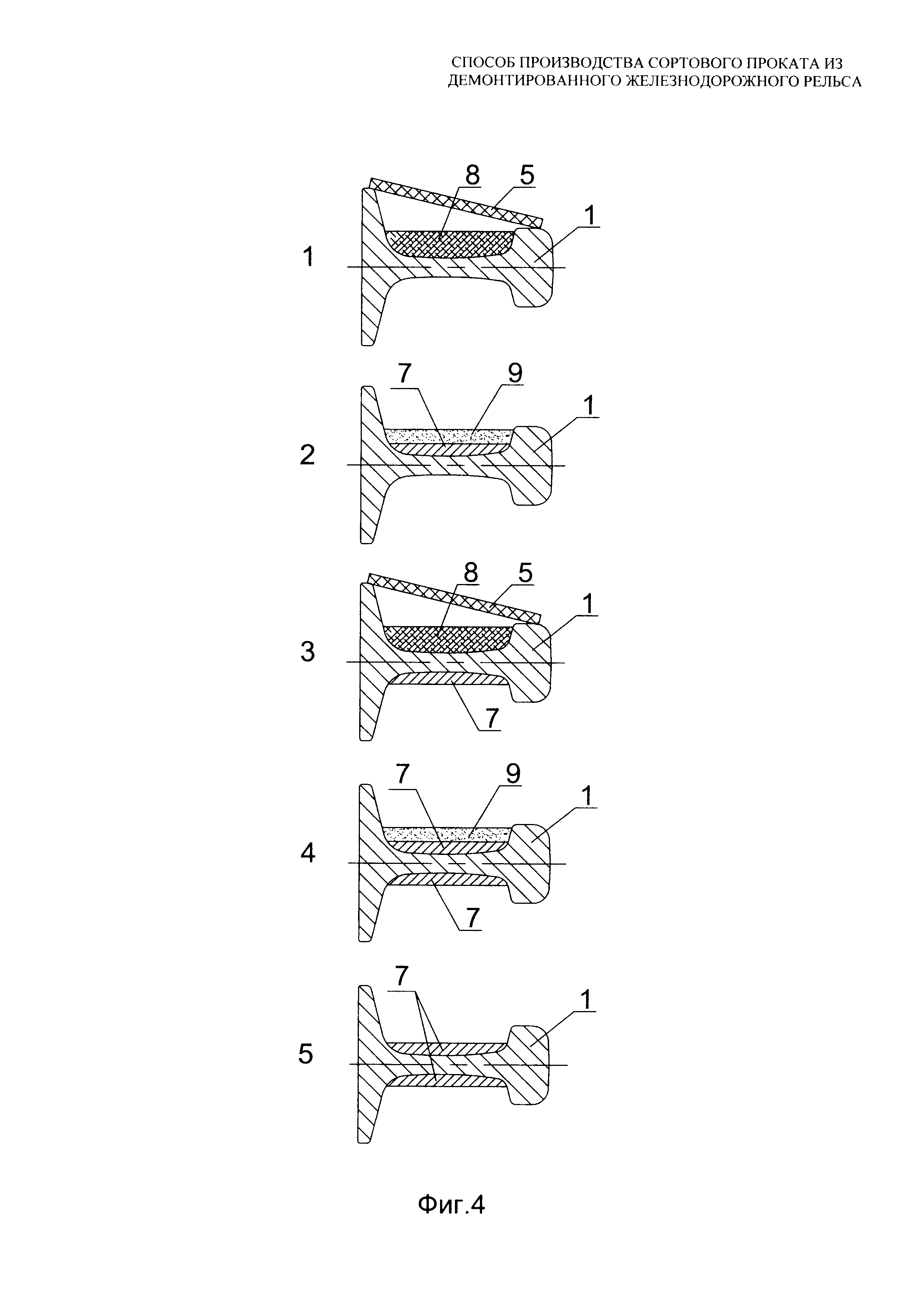
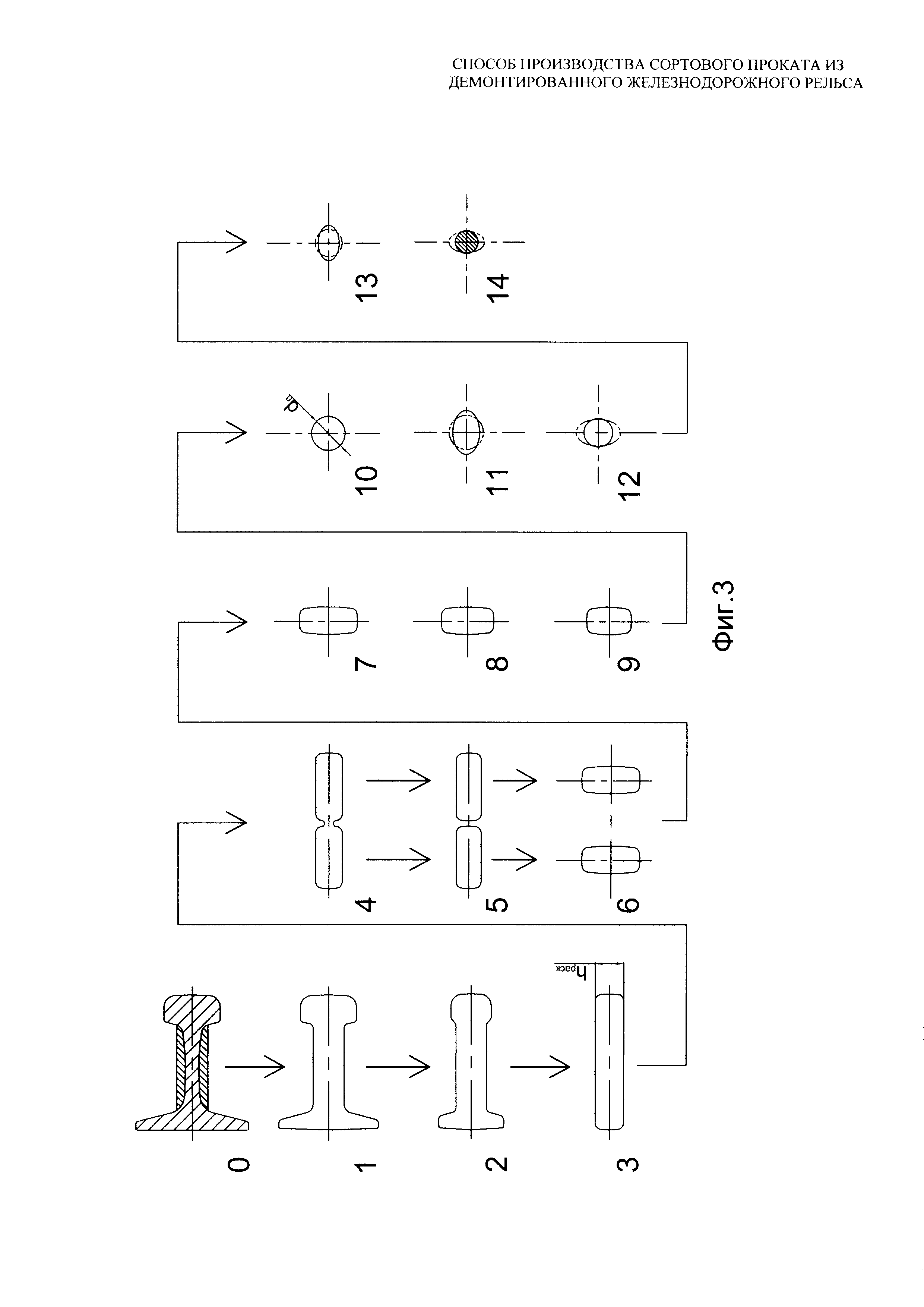
На Фиг. 1 представлен наплавочный стенд с поперечным разрезом по наплавленной рельсовой заготовке, на Фиг. 2 представлена схема прокатки наплавленной рельсовой заготовки по прокатным проходам, на Фиг. 3 представлена схема прокатки наплавленной рельсовой заготовки с продольным разделением полосового раската в черновой прокатной группе, на Фиг. 4 представлена операционная последовательность двухсторонней наплавки в зоне шейки рельсовой заготовки СВС-процессом.
Сущность изобретения состоит в следующем. Выведенные из эксплуатации демонтированные ж/д рельсы длиной от 12,5 до 25 метров поступают на заготовительный участок завода. На заготовительном участке рельсы предварительно сортируют на группы по степени износа головки рельса и режут на заданную длину рельсовой заготовки Lзаг, которая ограничивается шириной внутреннего пространства проходной нагревательной печи Lпечи. Длину рельсовой заготовки 1 (Фиг. 1) определяют из выражения Lзаг=Lпечи-Z, м, где Z - зазор между рельсовой заготовкой 1 и стенками печи, Z=(0,3÷0,6), м. Рельсовую заготовку 1 взвешивают Рзаг и определяют вес ее погонного метра Рпм=Рзаг/Lзаг, кг/м. Вес погонного метра рельсовой заготовки Рпм сравнивают с необходимым по технологии прокатки весом погонного метра [Рпм] для получения заданного сечения сортового проката, который определяют из выражения
[Pпм]=Sпр*λсум*ρпр*N, кг/м, где Sпр - площадь заданного сечения сортового проката, м2; λсум - суммарная вытяжка при многопроходной прокатке для получения заданного сечения сортового проката, с минимальной концевой обрезью и высоким качеством поверхности, λсум=6÷25; ρпр - плотность прокатанной стали, кг/м3; N - количество ниток прокатки, N=1, 2. При производстве сортового проката из диапазона диаметров 36÷90 мм, в большинстве случаев Рпм<[Рпм], в этом случае производят увеличение веса погонного метра рельсовой заготовки 1 на требуемую величину Рнапл,
Рнапл=[Рпм]-Рпм
односторонней или двухсторонней термической наплавкой 7 по зоне шейки сечения рельсовой заготовки 1 (Фиг. 1) с равномерной толщиной Lнапл наплавленного металла по всей длине рельсовой заготовки 1, при этом толщину шейки hш=hr+hнапл сечения рельсовой заготовки увеличивают на 1,5÷56 мм, где hr - исходная средняя толщина шейки сечения рельсовой заготовки 1, мм, и hнапл определяют из выражения
Lнапл=Рнапл/(Bнапл*ρ*n), где bнапл - ширина наплавленного металла в зоне шейки сечения рельсовой заготовки, м; ρ - плотность наплавленной стали, кг/м3; n - количество сторон термической наплавки, n=1, 2. На Фиг. 4 представлена операционная последовательность двухсторонней наплавки в зоне шейки рельсовой заготовки СВС-процессом.
Термическую наплавку в зоне шейки сечения рельсовой заготовки 1 производят СВС-процессом (самораспространяющийся высокотемпературный синтез), при этом применяют термитную смесь следующего компонентного состава: прокатная окалина (FeO) фракции 0,1÷0,25 мм - 65÷73%; алюминиевая крошка (Al) фракции 0,15÷0,65 мм - 15÷25%; угольная пыль (С) фракции 0,015÷0,10 мм - 0,5÷5,0%; плавиковый шпат (CaF2) фракции 0,1÷0,45 мм - 1,5÷2,0%; ферросплавы фракции 0,15÷0,35 мм - 1,5÷3,0%; стальная дробь из рельсовой стали с максимальным размером до 3,5 мм - 3,0÷10%. Термитную смесь 8 (Фиг. 4) наносят равномерным слоем плотностью 2,1÷3,5 кг/дм3 на предварительно нагретую до температуры 350÷560°C поверхность зоны шейки рельсовой заготовки 1, вес погонного метра слоя термитной смеси Рсмеси определяют из выражения Pсмеси=к*Рнапл, к - эмпирический коэффициент, зависит от компонентного состава термитной смеси к=1,75÷1,9. Рельсовую заготовку 1 устанавливают и фиксируют зажимами 4 на основании наплавочного стенда 2 (Фиг. 1) с горизонтальным расположением ее плоскости симметрии 3, по торцам рельсовой заготовки 1 устанавливают перегородки 6 из формованного огнеупорного материала, которые ограничивают по длине наплавочную ванну, затем свободную поверхность нанесенного слоя накрывают теплоотражающим экраном 5 и запускают СВС-процесс локальным нагревом термитной смеси 8 до температуры 1000°C термитным запалом, компонентный состав термитной смеси 8 обеспечивает скорость движения фронта СВС-процесса вдоль продольной оси рельсовой заготовки 1 в диапазоне 6÷12 м/мин, выделяемой при термитной наплавке теплотой рельсовую заготовку 1 нагревают до 650÷850°C, далее наплавленную рельсовую заготовку 1 охлаждают на воздухе до температуры 360÷420°C, для завершения в наплавленном металле рекристаллизации и предотвращения продольного коробления рельсовой заготовки, снимают с наплавочного стенда 2, удаляют с наплавленной поверхности рельсовой заготовки шлак 9, затем задают подготовленную рельсовую заготовку 1 в проходную нагревательную печь. Прокатку нагретой до температуры 950÷1150°C рельсовой заготовки производят за 10÷17 прокатных проходов (Фиг. 2), при этом за первых 3÷5 прокатных прохода в черновой группе клетей рельсовую заготовку обжимают в одной плоскости, уменьшая ширину основания и головки рельсовой заготовки 1, до получения промежуточного полосового раската толщиной hраск=(0,7÷0,9)hш, затем при N=1 раскат кантуют на 90° и производят 3÷6 ребровых прокатных прохода в промежуточной группе клетей уменьшая высоту полосового раската до получения круглого или квадратного предчистового подката со стороной или диаметром dп=(0,9÷1,25)hш, в чистовой группе за 4÷6 проходов, производят прокатку по системе калибров овал-круг.
При производстве мелкосортного проката из диапазона диаметров 10÷20 мм, как правило, производят наплавку в зоне шейки рельсовой заготовки 1 для компенсации колебаний износа головки рельса и, как следствие, существенного снижения разброса длины раската готового проката на холодильнике. Это позволяет существенно на 30÷40% снизить величину концевой обрези, повысить коэффициент выхода годного проката. При прокатке мелкосортного проката из диапазона диаметров 10÷20 мм, принимают N=2, при этом в двух последних проходах в черновой прокатной группе производят продольное разделение промежуточного полосового раската на два полосовых раската (Фиг. 3), которые последовательно или параллельно кантуют на 90° и затем задают на ребро в промежуточную прокатную группу, в чистовой прокатной группе прокатку ведут по системе калибров овал-круг.
Таким образом, возможность контроля и корректировки веса погонного метра рельсовой заготовки, оптимизация ее величины при производстве сортового проката из диапазона диаметров 36÷90 мм и обеспечение постоянства веса погонного метра рельсовой заготовки с возможностью компенсации колебаний от износа головки рельса, при производстве мелкосортного проката диаметром 10÷20 мм, существенно расширяют технологические возможности способа производства сортового проката из демонтированного ж/д рельса, повышают коэффициент выхода годного проката. Кроме того, оптимальная калибровка по прокатным проходам с ускоренным получением промежуточного полосового раската толщиной (0,7÷0,9)hш и отсутствием неравномерной деформации по сечению профиля в промежуточной и чистовой прокатных группах, обеспечивают высокое качество сортового проката по дефектам поверхности.
Примеры реализации способа.
Пример 1.
Производили сортовой прокат круг диаметром 42 мм длинной 6 метров из выведенных из эксплуатации демонтированных ж/д рельсов Р65.
Ширина внутреннего пространства нагревательной печи Lпечи=6,2 м, тогда размер рельсовой заготовки составил Lзаг=6,2-0,4=5,8 м. Порезанную рельсовую заготовку взвешивали. Вес рельсовой заготовки -Рзаг=362,5 кг, тогда вес погонного метра рельсовой заготовки - Рпм=362,5/5,8=62,5 кг/м, что соответствует около 3 мм износа головки рельса. [Рпм]=1,385*7,3*7,85*1=79,4 кг/м. Рнапл=79,4-62,5=16,9 кг/м. hнапл=16,9/(0,105*7,8*2)=10,3 мм. Расчетный погонный вес наплавочной термитной смеси Рсмеси=1,8*16,9=30,5 кг.
Расчеты показали, что для оптимизации веса погонного метра рельсовой заготовки под прокатку на круг д. 42 мм необходима двухсторонняя наплавка hнапл=10,3 мм. При этом hш=18+20,6=38,6 мм.
Рельсовую заготовку устанавливали и фиксировали зажимами на основании наплавочного стенда с горизонтальным расположением ее плоскости симметрии, по торцам рельсовой заготовки устанавливали перегородки из формованного огнеупорного материала, которые ограничивали по длине наплавочную ванну, затем, свободную поверхность нанесенного слоя накрывали теплоотражающим экраном и запускали СВС-процесс локальным нагревом термитной смеси до температуры 1000°C термитным запалом. Компонентный состав термитной смеси обеспечивал скорость движения фронта СВС-процесса вдоль продольной оси рельсовой заготовки 6,5 м/мин, выделяемой при термитной наплавке теплотой рельсовую заготовку нагревали до 800°C, далее наплавленную рельсовую заготовку охлаждали на воздухе до температуры 400°C, для завершения в наплавленном металле рекристаллизации и предотвращения продольного коробления рельсовой заготовки. Процесс наплавки повторяли с противоположной стороны зоны шейки рельсовой заготовки. Далее рельсовую заготовку снимали с наплавочного стенда, удаляли с наплавленной поверхности рельсовой заготовки шлак. Затем, подготовленную рельсовую заготовку задавали в проходную нагревательную печь. Прокатку нагретой до температуры 1050°C рельсовой заготовки производили за 11 прокатных проходов, при этом за первых 3 прокатных прохода в черновой группе клетей рельсовую заготовку обжимали в одной плоскости, уменьшая ширину основания и головки рельсовой заготовки, до получения промежуточного полосового раската толщиной hраск=34,7 мм, затем раскат кантовали на 90° и производили 6 ребровых прокатных прохода в промежуточной группе клетей уменьшая высоту полосового раската до получения круглого предчистового подката с диаметром dп=48,2 мм, в чистовой группе за 2 прохода, производили прокатку по системе калибров овал-круг до готового проката диаметром 42 мм. Далее прокат охлаждали на реечном холодильнике и резали на мерную длину 6 метров. Поскольку была выбрана оптимальная величина суммарной вытяжки λсум=7,3 то длина раската на холодильнике равнялась 42,3 метра, что гарантировало минимальную концевую обрезь при порезке раската на мерную длину 6 метров. Концевая обрезь составила не более 1%. Равномерная деформация в промежуточной и чистовой прокатных группах обеспечивала высокое качество поверхности проката.
Пример 2.
Производили сортовой прокат круг диаметром 16 мм, длиной 11,7 метров из выведенных из эксплуатации демонтированных ж/д рельсов Р65.
Ширина внутреннего пространства нагревательной печи Lпечи=6,2 м, тогда размер рельсовой заготовки составил Lзаг=6,2-0,4=5,8 м. Порезанную рельсовую заготовку взвешивали. Вес рельсовой заготовки -Рзаг=362,5 кг, тогда вес погонного метра рельсовой заготовки - Рпм=362,5/5,8=62,5 кг/м, что соответствует около 3 мм износа головки рельса. [Рпм]=0,201*20,25*7,85*2=63,9 кг/м, тогда Рнапл=63,9-62,5=1,4 кг/м. При односторонней наплавке hнапл=1,4/(0,105*7,8*1)=1,7 мм. Расчетный погонный вес наплавочной термитной смеси Рсмеси=1,8*1,4=2,52 кг.
Расчеты показали, что для оптимизации веса погонного метра рельсовой заготовки под прокатку на круг д. 16 мм необходима односторонняя наплавка Lнапл=1,7 мм. При этом hш=18+1,7=19,7 мм.
Рельсовую заготовку устанавливали и фиксировали зажимами на основании наплавочного стенда с горизонтальным расположением ее плоскости симметрии, по торцам рельсовой заготовки устанавливали перегородки из формованного огнеупорного материала, которые ограничивали по длине наплавочную ванну, затем, свободную поверхность нанесенного слоя накрывали теплоотражающим экраном и запускали СВС-процесс локальным нагревом термитной смеси до температуры 1000°C термитным запалом. Компонентный состав термитной смеси обеспечивал скорость движения фронта СВС-процесса вдоль продольной оси рельсовой заготовки 6,5 м/мин, выделяемой при термитной наплавке теплотой рельсовую заготовку нагревали до 720°C, далее наплавленную рельсовую заготовку охлаждали на воздухе до температуры 400°C, для завершения в наплавленном металле рекристаллизации и предотвращения продольного коробления рельсовой заготовки. Далее рельсовую заготовку снимали с наплавочного стенда, удаляли с наплавленной поверхности рельсовой заготовки шлак. Затем, подготовленную рельсовую заготовку задавали в проходную нагревательную печь. Прокатку нагретой до температуры 1100°C рельсовой заготовки производили за 15 прокатных проходов, при этом за первых 3 прокатных прохода в черновой группе клетей рельсовую заготовку обжимали в одной плоскости, уменьшая ширину основания и головки рельсовой заготовки, до получения промежуточного полосового раската толщиной hраск=18,5 мм, затем раскат продольно распускали в последующих двух проходах на два полосовых раската, затем раскаты последовательно кантовали на 90° и производили 6 ребровых прокатных прохода в промежуточной группе клетей уменьшая высоту полосового раската до получения круглого предчистового подката с диаметром dп=22,4 мм, в чистовой группе за 4 прохода, производили прокатку по системе калибров овал-круг до готового проката диаметром 16 мм. Далее прокат охлаждали на реечном холодильнике и резали на мерную длину 11,7 метров. Поскольку была выбрана оптимальная величина суммарной вытяжки λсум=20,25, что обеспечивалось оптимальным весом погонного метра рельсовой заготовки с односторонней наплавкой, то длина раскатов на холодильнике равнялась 58,5 метра, что гарантировало минимальную концевую обрезь при порезке раската на мерную длину 11,7 метров. Концевая обрезь составила не более 1%. Равномерная деформация в промежуточной и чистовой прокатных группах обеспечивала высокое качество поверхности проката.
Способ получения прямоугольной заготовки и устройство для его осуществления
Способ производства сортового проката из металлолома и устройство для его осуществления
Мобильный металлургический комплекс
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ непрерывной горизонтальной разливки стали и устройство для его осуществления
Способ производства крупногабаритного шпунтового профиля
Способ изготовления шпунтового профиля повышенной жесткости
Способ производства железнодорожного рельса
Способ строительства здания с использованием угловых стеновых панелей и конструкция несущей угловой стеновой панели для осуществления способа
Способ получения прямоугольной заготовки и устройство для его осуществления
Способ производства сортового проката из металлолома и устройство для его осуществления
Мобильный металлургический комплекс
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ непрерывной горизонтальной разливки стали и устройство для его осуществления
Способ производства крупногабаритного шпунтового профиля
Способ изготовления шпунтового профиля повышенной жесткости
Способ производства железнодорожного рельса
Способ строительства здания с использованием угловых стеновых панелей и конструкция несущей угловой стеновой панели для осуществления способа

