Результат интеллектуальной деятельности: СПОСОБ И СИСТЕМА ДЛЯ ПРОПИТКИ ВОЛОКОН С ПОЛУЧЕНИЕМ ПРЕПРЕГА
Вид РИД
Изобретение
УРОВЕНЬ ТЕХНИКИ
Предварительно пропитанные композиционные материалы широко использовались в различных структурах с высокими эксплуатационными характеристиками, таких как компоненты самолетов и автомобилей и спортивное оборудование (например, удочки, клюшки для гольфа, ракетки для бадминтона, теннисные ракетки и т.п.). Препрег представляет собой волокнистый наполнитель, предварительно пропитанный матричной смолой, как правило, термореактивной смолой. Волокна упрочняют матричную смолу, несущую большую часть нагрузки, выдерживаемой материалом препрега, хотя матрица смолы несет меньшую часть нагрузки, выдерживаемой материалом препрега, и кроме того, переносит нагрузку от поврежденных волокон к неповрежденным волокнам. Таким образом, материал препрега может выдерживать большие нагрузки, чем те, что матричная смола или волокна могут выдержать по отдельности. Кроме того, путем адаптации армирующих волокон к конкретной геометрии или ориентации можно эффективно разработать композиционный материал таким образом, чтобы минимизировать массу и объем при одновременном увеличении прочности до максимума.
Препреги можно изготовить путем пропитки полотна непрерывных волокон или ткани матричной смолой, в результате чего образуется пластичный и клейкий лист материала. При пропитке армирующие волокна пропитывают матричной смолой контролируемым способом. Для обеспечения оптимальных характеристик для предполагаемого применения препрегов можно установить точные параметры волокон, их ориентацию и состав смоляной матрицы. Кроме того, можно задать массу волокон на квадратный метр в соответствии с требованиями.
Термин «пропитывать» относится к введению матричной смолы в армирующие волокна с тем, чтобы частично или полностью инкапсулировать волокна смолой. В процессе пропитки регулируют количество смолы внутри волокнистого основания и на поверхности волокнистого основания. Кроме того, уровень пропитки смолой определяет способы, применяемые для сборки готовой композиционной детали, и качество указанной детали. Матричная смола для получения препрегов может иметь форму смоляных пленок или жидкостей. Как правило, пропитку облегчают путем применения тепла и/или давления. Готовые препреги, полученные в процессе изготовления препрегов, находятся в неотвержденном или отверждаемом состоянии (т.е. в незатвердевшем состоянии) и их можно заморозить для подавления полимеризации смолы. Для производства композиционных деталей из препрегов холодные препреги оттаивают до комнатной температуры, разрезают до требуемого размера и собирают на формовочном инструменте с применением различных способов, таких как ручная укладка, автоматическая ленточная укладка (ATL) и автоматизированная выкладка волокна (AFP). Материал препрега для каждого способа сборки требует различных уровней пропитки и различных уровней клейкости. Уровень «клейкости» относится к тому, как хорошо препреги прилипают друг к другу и к поверхности инструментов. Например, в случае ручной укладки имеется меньшая потребность в высоком уровне пропитки и большая потребность в клейкости, тогда как при применении AFP волокнистое основание требует гораздо более высоких уровней пропитки. После изготовления препреги подвергают уплотнению и отверждению под давлением для обеспечения требуемой объемной доли волокон при минимальном количестве пустот.
В настоящее время многие известные способы пропитки непрерывного волокнистого материала включают применение механизма приложения статического давления. Например, зажимы роликов использовали для подвода давления из неподвижного положения в пространство при движении непрерывного полотна через статические зажимы. В случае интенсивной пропитки толстых смоляных пленок и волокнистых материалов такие известные процессы обычно ограничены скоростью полотна от 1 до 4 м/мин. Они также ограничены их рабочими температурами, так как более высокие температуры обычно вызывают проблемы с преждевременным отверждением смолы или набуханием в случае термопластической смолы. По существу, ограничения, которые сдерживают мир препрегов, являются фундаментальными физическими ограничениями, перечисленными в законе Дарси: скорость текучей среды представляет собой функцию приложенного давления, толщины объекта, проницаемости исследуемого объекта и вязкости текучей среды. В случае полотна из углеродного волокна объект имеет динамическую проницаемость и текучая среда имеет динамическую вязкость, т.е. вязкость, которая изменяется в зависимости от скорости сдвига и температуры. Этот закон нельзя отменить. Различные волокнистые материалы, различные смолы, различные давления и скорости полотна, изменяют форму и поведение указанной функции, но не могут изменить этот закон. Таким образом, статический зажим или ремень при определенных давлениях и температурах всегда будет ограничивать скорость производства материала. Если полотно движется слишком быстро, статический зажим не сможет вдавливать смолу в волокнистое полотно в достаточной степени. Если температура, которой воздействуют на смолу, слишком высокая, материал будет деформироваться и разрушаться, а если температура слишком низкая, усилия для вдавливания смолы в волокнистое полотно будет недостаточно.
В свете рассмотренных выше проблем имеется потребность в улучшенной технологии пропитки смолой, которая позволяет увеличить скорость производства препрега без ущерба для регулирования уровня пропитки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Указанная выше задача улучшенной технологии пропитки смолой, которая позволяет увеличить скорость производства препрега без ущерба для регулирования уровня пропитки решается настоящим изобретением.
Согласно первому аспекту изобретения предложен способ пропитки волокнистого материала отверждаемой смолой для получения препрега, включающий этапы, на которых:
получают материал в виде непрерывного полотна, содержащий слой волокнистого материала между двух пленок отверждаемой смолы;
транспортируют материал полотна по траектории движения и через по меньшей мере один движущийся прижимной зажим, образованный между движущимся прижимным роликом и движущейся несущей поверхностью,
при этом движущийся прижимной ролик и движущуюся несущую поверхность перемещают с различными скоростями относительно друг друга с обеспечением относительной скорости Vrel перемещения материала полотна и прижимного зажима относительно друг друга, причем
указанный по меньшей мере один движущийся прижимной зажим перемещают в том же направлении, что и материал полотна с приложением при этом давления, достаточного для сжатия материала полотна и обеспечения пропитки волокнистого материала отверждаемой смолой.
По меньшей мере один движущийся прижимной зажим прикладывает давление-на-время до 10 МПа×с для обеспечения полной пропитки, а давление-на-время определяют как P/Vrel, где P представляет собой линейное усилие, приложенное к материалу полотна.
Материал полотна перемещают через множество движущихся прижимных зажимов, выполненных с возможностью установления давления-на-время до 10 МПа×с при пропитке.
При пропитке давление-на-время составляет до 7 МПа×с.
Материал полотна перемещают со скоростью 15 м/мин или больше.
Материал полотна перемещают со скоростью 100 м/мин или больше.
Движущаяся опорная поверхность оборудована вращающимся барабаном, имеющим внешнюю периферийную поверхность, при этом указанный материал полотна оборачивает часть внешней периферийной поверхности барабана, когда барабан вращают при пропитке, а
указанный по меньшей мере один движущийся прижимной зажим включает множество движущихся прижимных зажимов, которые образует бесконечная роликовая цепь, состоящая из соединенных направляющих роликов, вращающихся в направлении, противоположном направлению вращения вращающегося барабана, при этом некоторые направляющие ролики роликовой цепи прижимают к части периферийной поверхности барабана и к материалу полотна, проходящему между ними.
Перед транспортировкой через по меньшей мере один движущийся прижимной зажим материал полотна нагревают для понижения вязкости отверждаемой смолы, так чтобы смола находилась в расплавленном состоянии, и
после пропитки материал полотна охлаждают для увеличения вязкости содержащейся в нем смолы.
Нагревание материала полотна осуществляют путем предварительного нагревания цилиндра, расположенного перед вращающимся барабаном по траектории движения материала полотна, а охлаждение материала полотна осуществляют с помощью охлаждающего цилиндра, расположенного после вращающегося барабана.
Отверждаемая смола содержит по меньшей мере одну термореактивную смолу в качестве основного компонента.
Слой волокнистого материала содержит непрерывные однонаправленные волокна, расположенные параллельно друг другу с небольшим расстоянием между соседними волокнами.
Слой волокнистого материала выполнен в форме непрерывной самонесущей ткани.
Слой волокнистого материала содержит волокна, выбранные из группы, состоящей из: стекловолокон, углеродных волокон, графитовых волокон, арамидных волокон, полиамидных волокон, волокон из ультравысокомолекулярного полиэтилена (PE), полиэфирных волокон, волокон из поли-п-фениленбензоксазола (PBO), борных волокон, кварцевых волокон, базальтовых волокон, керамических волокон и их комбинаций.
Согласно второму аспекту настоящего изобретения предложена система изготовления препрега, содержащая:
устройство подачи волокон для подачи непрерывного слоя волокнистого материала;
средство для подачи первой смоляной пленки и второй смоляной пленки;
средство для размещения первой смоляной пленки на одной поверхности слоя волокнистого материала и средство для размещения второй смоляной пленки на противоположной поверхности слоя волокнистого материала, так чтобы волокнистый материал был размещен между первой и второй смоляными пленками; и
зону пропитки, расположенную после средств для размещения первой и второй смоляных пленок на слое волокнистого материала, при этом указанная зона пропитки содержит:
(i) подвижную опорную поверхность для поддержания материала полотна при пропитке;
(ii) бесконечную роликовую цепь, содержащую множество соединенных поворотных направляющих роликов, при этом часть роликовой цепи обращена к подвижной опорной поверхности;
(iii) прижимные исполнительные устройства для прижимания по меньшей мере некоторых из направляющих роликов, обращенных к опорной поверхности, к опорной поверхности с образованием прижимных зажимов; и
(iv) средство для транспортировки материала полотна по траектории движения и через прижимные зажимы,
при этом подвижная опорная поверхность выполнена с возможностью перемещения с первой скоростью во время работы, а роликовая цепь выполнена с возможностью вращения со второй скоростью, отличной от первой скорости, с установлением относительной скорости перемещения вращающейся роликовой цепи относительно движущейся опорной поверхности, при этом в результате указанного относительного перемещения опорной поверхности и роликовой цепи обеспечено образование прижимных зажимов, которые движутся в том же направлении, что и направление движения опорной поверхности.
Подвижная опорная поверхность оборудована поворотным барабаном, выполненным с возможностью вращения в направлении, противоположном направлению вращения роликовой цепи.
Система дополнительно содержит камеру, заключающую бесконечную роликовую цепь и поворотный барабан.
Зона пропитки дополнительно содержит цилиндр предварительного нагревания, расположенный вдоль траектории движения материала полотна и перед прижимными зажимами, для нагревания материала полотна перед пропиткой, и охлаждающий цилиндр, расположенный после прижимных зажимов, для охлаждения материала полотна после пропитки.
Система может дополнительно содержать камеру, заключающую бесконечную роликовую цепь, поворотный барабан, цилиндр предварительного нагревания и охлаждающий цилиндр, при этом охлаждающий цилиндр расположен в термически изолированном отделении внутри указанной камеры.
Непрерывный слой волокнистого материала содержит непрерывные однонаправленные волокнистые нити, расположенные параллельно друг другу с небольшим расстоянием между соседними волокнами.
Устройство подачи волокон содержит:
по меньшей мере одну раму, поддерживающую множество катушек, вокруг которых намотаны пучки непрерывных волокон, при этом каждый пучок волокон содержит множество волокнистых нитей, и
устройство для укладки волокон, расположенное после указанной по меньшей мере одной рамы и выполненное с возможностью укладки пучков волокон с образованием непрерывных однонаправленных волокнистых нитей.
Устройство подачи волокон выполнено с возможностью подачи непрерывной самонесущей ткани в виде непрерывного слоя волокнистого материала.
Система может дополнительно содержать секцию намотки, расположенную после зоны пропитки, для наматывания материала полотна, выходящего из зоны пропитки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
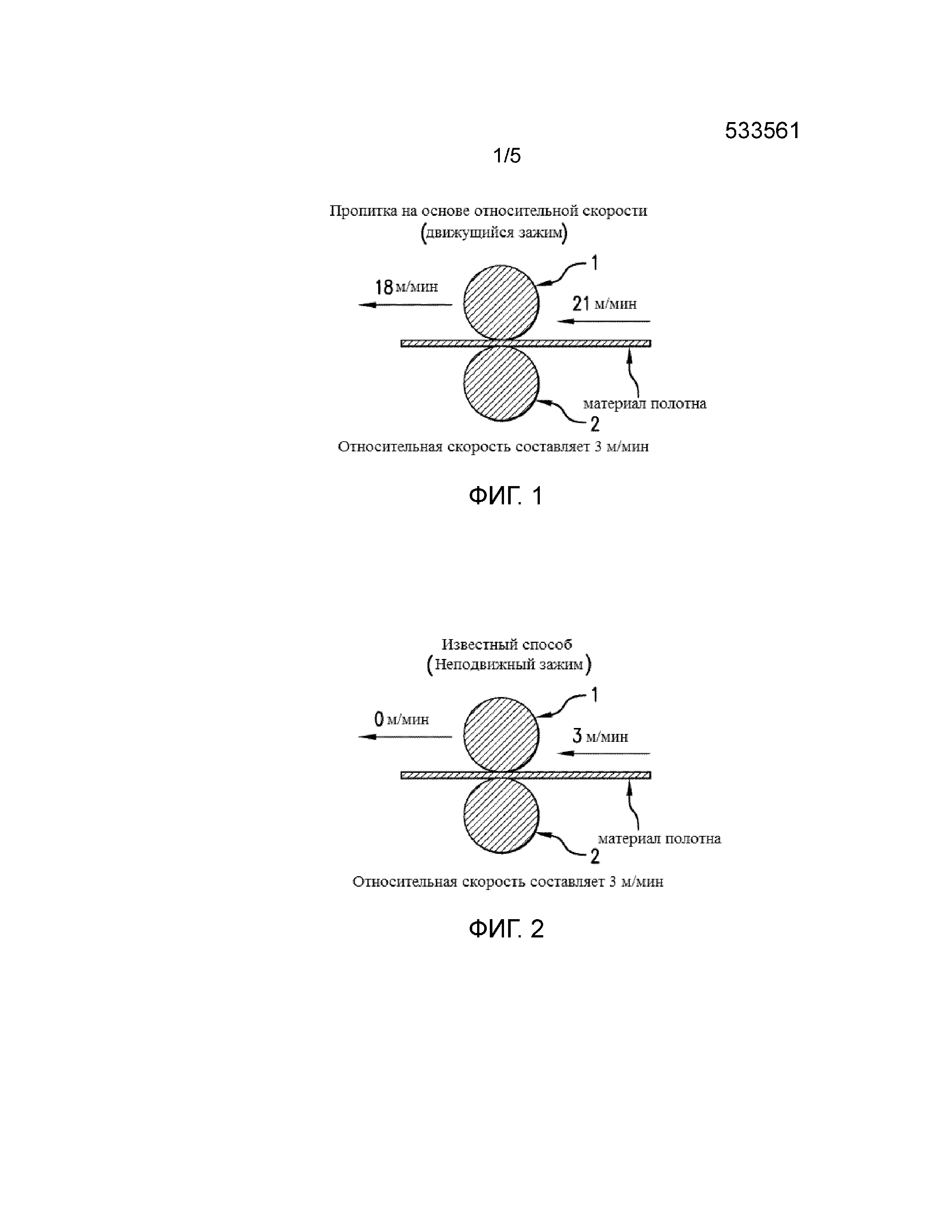
На фиг. 1 проиллюстрирована общая концепция технологии пропитки на основе относительной скорости согласно настоящему изобретению.
На фиг. 2 проиллюстрирован известная технология применения статического прижимного зажима для обеспечения пропитки.
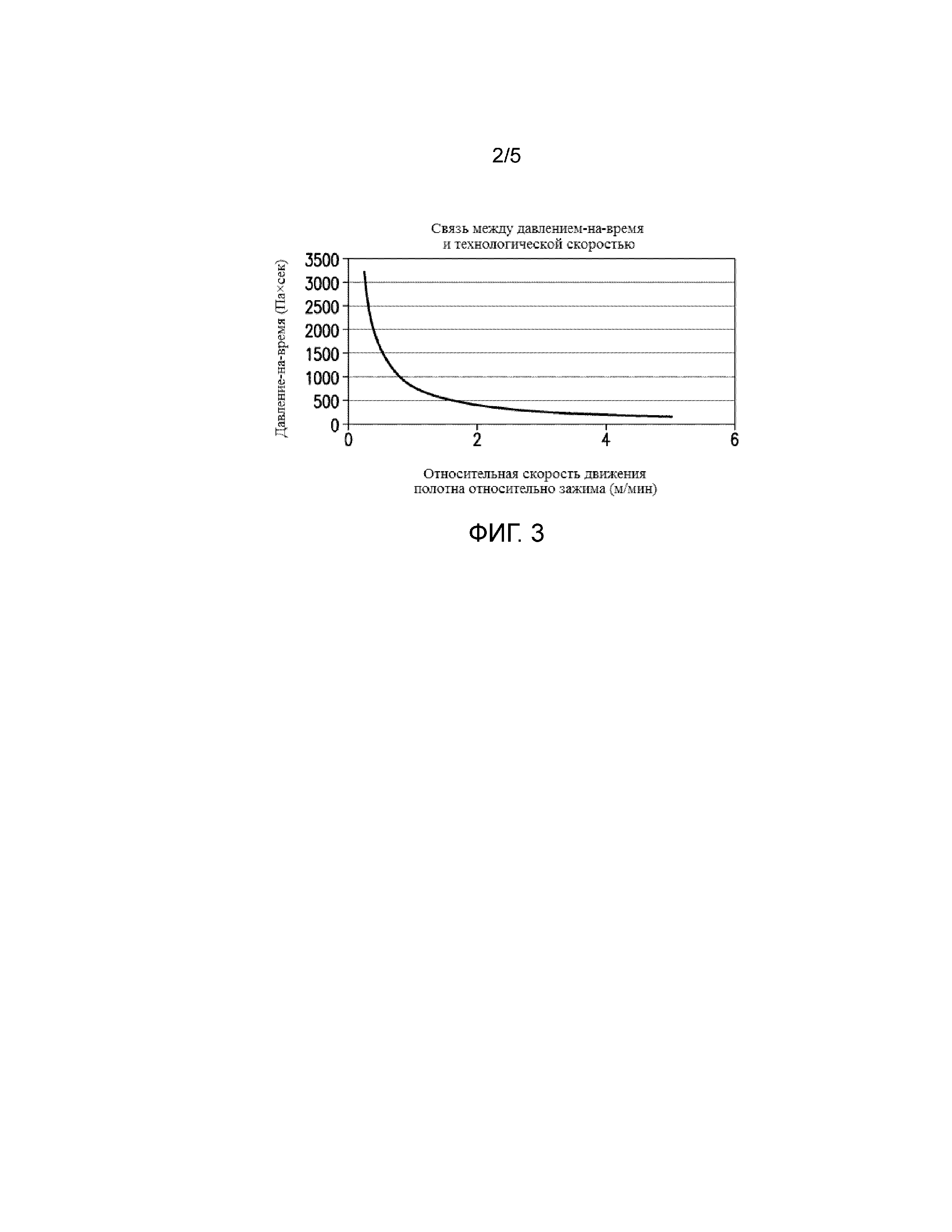
Фиг. 3 представляет собой график, на котором показана связь между давлением-на-время и относительной скоростью (Vrel) перемещения движущегося материала полотна относительно прижимного зажима, применяемой при пропитке.
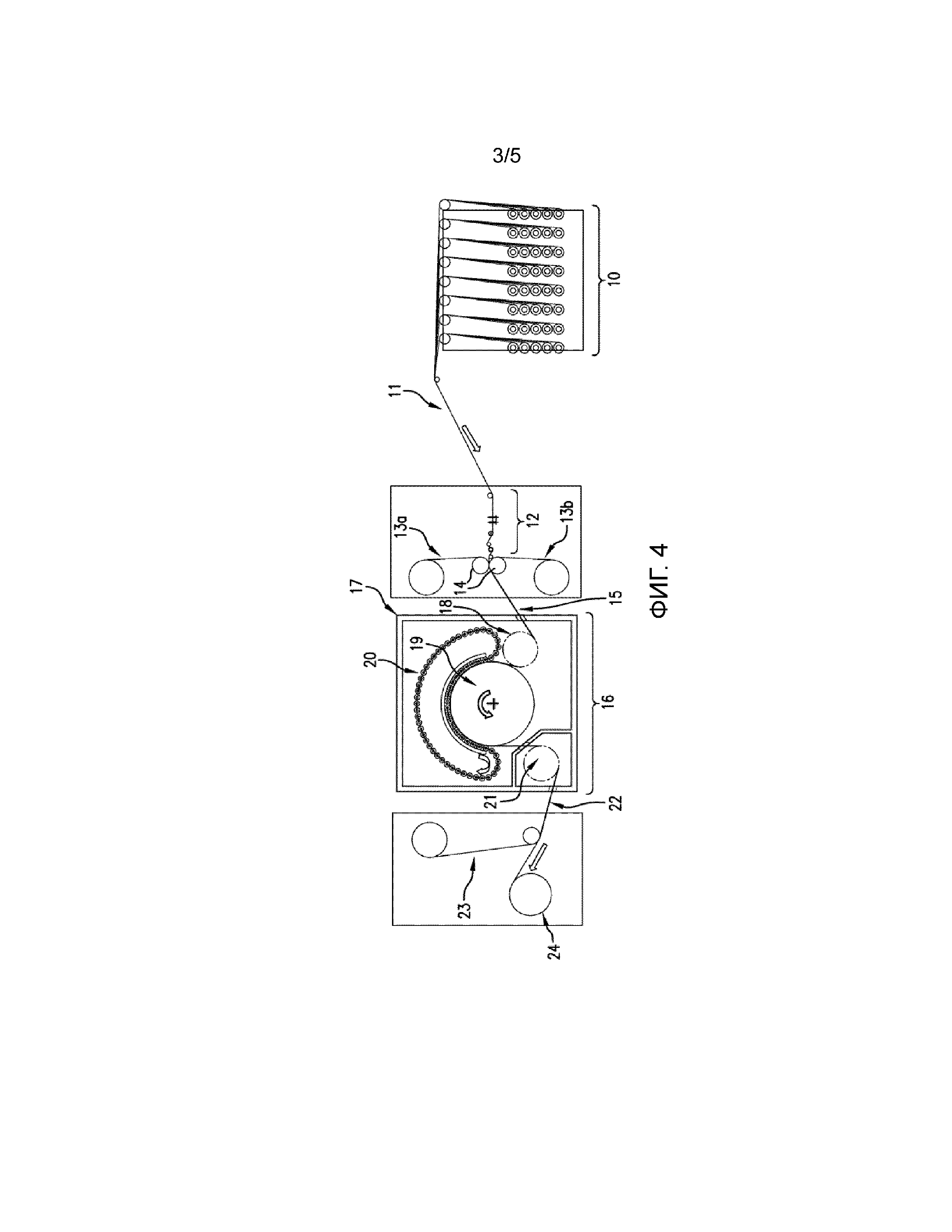
На фиг. 4 показан вариант реализации системы изготовления препрега.
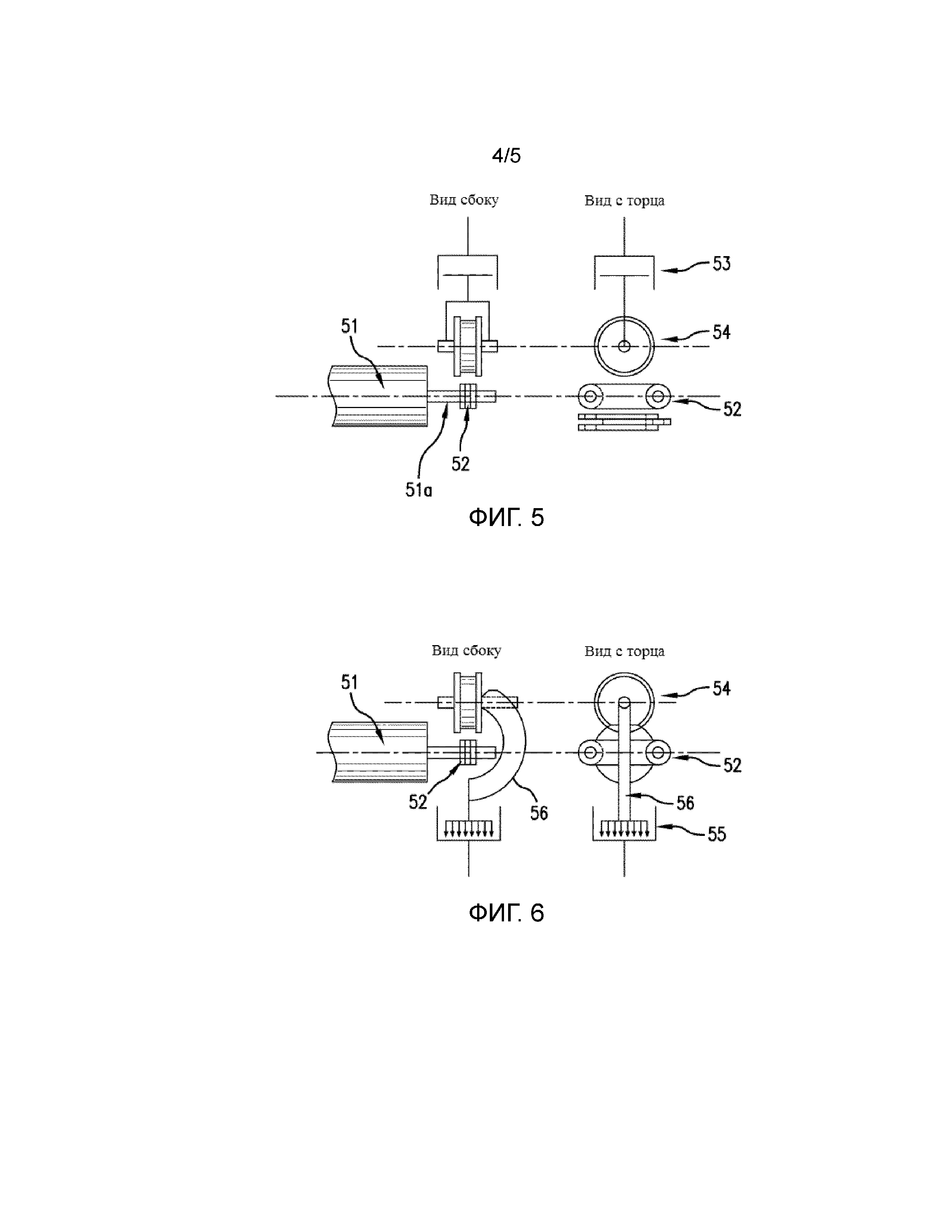
На фиг. 5 показан вариант реализации статического прижимного исполнительного устройства для прижимания направляющего ролика к материалу полотна.
На фиг. 6 показан другой вариант реализации статического прижимного исполнительного устройства для прижимания направляющего ролика к материалу полотна.
На фиг. 7 проиллюстрировано продвижение роликовой цепи под действием статических прижимных исполнительных устройств согласно варианту реализации приложения давления к движущемуся материалу полотна.
ПОДРОБНОЕ ОПИСАНИЕ
В настоящем документе описан способ изготовления препрега с применением улучшенной технологии пропитки смолой – называемой в настоящем документе пропиткой на основе относительной скорости (RSI). Технология пропитки, описанная в настоящем документе, относится к пропитке смоляной пленкой, при которой по меньшей мере одну смоляную пленку прижимают к каждой верхней и нижней поверхности непрерывного волокнистого полотна с получением непрерывного препрега, в котором волокнистый материал встроен внутрь матричной смолы. Волокнистое полотно состоит из армирующих волокон и может находиться в форме однонаправленных волокон или ткани (тканой или нетканой). В настоящем документе термин «пропитывать» относится к введению отверждаемой матричной смолы в армирующие волокна с тем, чтобы частично или полностью инкапсулировать волокна указанной матричной смолой.
Цель технологии RSI состоит в обеспечении самой быстрой скорости производства препрегов при наименьшей деформации волокнистого основания и минимальном давлении для достижения требуемого уровня пропитки. С этой целью конфигурация зоны пропитки выполнена таким образом, чтобы полотно пропитанного смолой волокнистого материала двигалось через зону пропитки с первой скоростью (Vw), часто называемой «технологической скоростью», при приложении давления с помощью по меньшей мере одного движущегося прижимного зажима, перемещающегося со второй скоростью (Vn) и в том же направлении, что и направление движущегося полотна. Движущийся прижимной зажим образуется между движущимся прижимным роликом и движущейся поверхностью, поддерживающей материал полотна. Движущаяся поверхность выполнена таким образом, чтобы уменьшить силы трения с соприкасающейся поверхностью материала полотна. Согласно предпочтительному варианту реализации изобретения движущаяся поверхность является частью вращающегося барабана со сравнительно большим диаметром поперечного сечения. Vw и Vn представляют собой рабочие скорости перемещения относительно фиксированной точки на земле. Vw отличается от Vn, тем самым разница между Vw и Vn представляет собой относительную скорость (Vrel) перемещения материала полотна относительно прижимного зажима. Уровень пропитки зависит от указанной относительной скорости (Vrel).
На фиг. 1 показана общая концепция технологии RSI. На этом чертеже материал полотна W (содержащий слоистые армирующие волокна, расположенные между двух смоляных пленок) перемещается с технологической скоростью 21 м/мин при приложении давления с помощью движущегося прижимного зажима, образованного между роликами 1 и 2, каждый из которых вращается вокруг своей собственной центральной оси. Прижимной зажим перемещается в том же направлении, что и направление материала полотна W со скоростью 18 м/мин. Это означает, что относительная скорость (Vrel) движения материала полотна W относительно движущегося прижимного зажима составляет 3 м/мин. По существу, технологическая скорость (т.е. скорость производства) материала полотна в 7 раз больше относительной скорости (Vrel). Технологическую скорость, обсуждаемую в настоящем описании, можно измерить с применением обычных датчиков скорости, таких как тахометры.
Для сравнения, для обеспечения пропитки общепринятые способы изготовления препрегов обычно включают применение статического прижимного зажима, как показано на фиг. 2. На фиг. 2 прижимной зажим, образованный роликами 1 и 2, является неподвижным (т.е. скорость равна 0 м/мин), когда материал полотна проходит через зажим. В этом случае технологическая скорость материала полотна представляет собой такую же скорость, что и относительная скорость (Vrel) и, следовательно, технологическая скорость материала полотна ограничена относительной скоростью (Vrel). По существу, для обеспечения одинакового уровня пропитки при Vrel, составляющей 3 м/мин, как в технологии RSI, технологическую скорость материала полотна ограничивают 3 м/мин.
Преимущество процесса RSI состоит в том, что физика пропитки не связана с технологической скоростью материала полотна, что, тем самым, позволяет обеспечить значительно более высокую скорость производства препрега при одинаковых уровнях пропитки по сравнению с общепринятыми способами пропитки, применяющими статические прижимные зажимы или ремни. Указанные общепринятые способы обычно требуют огромных усилий и сложных систем управления.
Для обеспечения пропитки требуется давление-на-время - давление, прилагаемое к материалу полотна (не слишком высокое или слишком низкое) и время, обусловленное низкой скоростью. Давление-на-время можно рассчитать как P/Vrel – линейное усилие (P), приложенное к материалу полотна, деленное на относительную скорость (Vrel), и измерить в единицах паскаль-секунда (Па×с), что эквивалентно кг/м/с. Линейное усилие (P) представляет собой направленное вниз усилие на линейную ширину, например фунты на дюйм (PLI) или ньютоны на метр (Н/м), создаваемую прижимным роликом (верхним роликом 1, фиг. 1), которую измеряют вдоль ширины материала полотна. Связь между давлением-на-время и относительной скоростью Vrel является гиперболической, как показано на фиг. 3. При уменьшении Vrel давление-на-время резко возрастает и уровень пропитки растет вместе с давлением-на-время. По существу, желательно поддерживать Vrel как можно более низкой. Оптимальное значение Vrel зависит от свойств смолы (например, вязкости) и проницаемости волокнистого полотна (например отверстий или пустот в слое волокна, расстояния/пустот между волокнами и т.п.).
Согласно предпочтительному варианту реализации изобретения процесс RSI осуществляют путем перемещения материала полотна (который состоит из волокнистого слоя, расположенного между двух смоляных пленок) через блок пропитки, содержащий один или более движущихся прижимных зажимов, налагающих давление-на-время до 10 МПа×с или до 7 МПа×с согласно определенным вариантам реализации изобретения, для обеспечения требуемого уровня пропитки, например, до 100% уровня пропитки. В этом контексте давление-на-время относится к давлению, налагаемому с помощью всего блока пропитки. Уровень пропитки относится к тому, как далеко смола проникла через толщину волокнистого слоя. Если смола проникла через всю толщину волокнистого слоя, заполняя все пустоты/зазоры/отверстия в указанном слое, и в центре волокнистого слоя по существу отсутствуют области, не содержащие смолы, то была достигнута 100% или полная пропитка. Поскольку пропитка не связана с технологической скоростью материала полотна, указанная технологическая скорость ограничена только размером технологического оборудования. В качестве примера, в общепринятых способах пропитки, в которых используют систему статических зажимов, устройства, наматывающие материал по синусоиде, или прижимные ремни, технологическая скорость высоковязкого материала полотна с толстым волокнистым основанием может составлять до 15 фут/мин (3 м/мин), хотя в процессе RSI возможно увеличение технологической скорости в более, чем 10 раз.
Вариант реализации системы изготовления препрегов с применением средства для осуществления процесса RSI показан на фиг. 4. Как можно видеть на фиг. 4, процесс изготовления препрегов начинается с транспортировки пучков 11 непрерывных волокон из устройства 10 подачи волокон в секцию 12 укладки волокон. Устройство 10 подачи волокон включает множество катушек для наматывания пучков волокон и рам для поддержания указанных катушек. Каждый пучок волокон состоит из множества волокнистых нитей. Секция 12 укладки волокон оборудована подходящим средством для укладки пучков волокон перед приведением указанных волокон в контакт со смоляными пленками. По существу, уложенные волокна выглядят как полотно из однонаправленно ориентированных волокнистых нитей с небольшими расстояниями между соседними нитями. Направляющие ролики расположены вдоль траектории движения пучков волокон для управления пучками волокон и обеспечения в них необходимого натяжения. Затем с помощью роликов 14 уложенные волокнистые нити из секции 12 укладки волокон объединяют с верхней смоляной пленкой 13a и нижней смоляной пленкой 13b таким образом, чтобы волокнистые нити располагались между двух смоляных пленок. Каждую смоляную пленку подают с помощью ее собственного подающего цилиндра, при этом поверхность, которая не находится в контакте с волокнистыми нитями, покрывают прокладочной бумаги. Далее полученный материал полотна 15 транспортируют через зону 16 пропитки, которая включает изолированную камеру 17, огораживающую цилиндр 18 предварительного нагревания, вращающийся барабан 19, бесконечную роликовую цепь 20, состоящую из соединенных направляющих роликов, и термически изолированный охлаждающий цилиндр 21.
Цилиндр 18 предварительного нагревания расположен в начале зоны пропитки и перед барабаном 19. Перед попаданием в зону 16 пропитки смоляные пленки находятся в твердом состоянии и могут храниться при низкой температуре для их поддержания при хранении в затвердевшем состоянии. Сразу же после поступления материала полотна 15 в камеру 17 цилиндр 18 предварительного нагревания подает тепло на материал полотна в количестве, достаточном для уменьшения вязкости смолы с тем, чтобы смола размягчилась, но не в той степени, чтобы вызвать значительное отверждение смолы.
Камера 17 оборудована подходящими устройствами регулирования температуры (не показано), например, инфракрасными датчиками, установленными на боковой стенке камеры 17, для получения данных о температуре материала полотна, барабана 19, роликовой цепи 20, а также устройством натяжения материала полотна, поступающего в камеру 17 и выходящего из указанной камеры. Согласно одному из вариантов реализации изобретения температуру в камере 17 можно поддерживать в диапазоне от 50°C до 120°C, что является достаточным для большинства коммерчески доступных смоляных систем. При пропитке смола проникает в пустоты/пространство между волокнистыми нитями. При перемещении материала полотна через всю зону пропитки вязкость смолы стабилизируют и поддерживают на требуемом уровне с помощью устройства регулирования температуры, расположенного в камере 17. Согласно одному из вариантов реализации изобретения вязкость смолы при пропитке зависит от заданной смоляной системы, но может находиться в диапазоне от 0,03 Па×с до 7000 Па×с.
При пропитке барабан 19 обеспечивает движущуюся опорную поверхность для материала полотна и взаимодействует с роликовой цепью 20, создавая движущиеся прижимные зажимы, через которые проходит материал полотна. Материал полотна оборачивает часть внешней поверхности барабана при его вращении. Большой диаметр поперечного сечения барабана 19 обеспечивает физическую платформу для регулирования значений отжимного давления с наименьшей степенью возможной кривизны. Роликовая цепь 20 выполнена с возможностью переноса серии близко расположенных направляющих роликов, имеющих удлиненные цилиндрические тела, длина которых направлена перпендикулярно к направлению движения материала полотна, при этом каждый направляющий ролик свободно вращается вокруг своей собственной оси. Направляющие ролики соединены друг с другом с помощью подходящих соединительных механизмов, например, каждый направляющий ролик может иметь штифт (соединительный механизм) у одного осевого торца, соединенный с соответствующим звеном в бесконечной цепи соединительных звеньев. Роликовая цепь 20 вынуждена вращаться под действием подходящей цепной передачи. Количество направляющих роликов в цепи 20 может варьировать в зависимости от таких факторов, как требуемые уровни усилия и давление полотна, требуемая ширина полотна и соразмерные требования к деформации.
Во время работы роликовая цепь 20 вращается в направлении, противоположном направлению вращения барабана 19, при этом некоторые из направляющих роликов в роликовой цепи 20 прижимаются к части внешней поверхности барабана и к материалу полотна, проходящему между ними, создавая, тем самым, множество прижимных зажимов, движущихся со скоростью Vn. Скорость вращения барабана 19, который приводится в движение под действием подходящего приводного двигателя, эквивалента технологической скорости Vw материала полотна при его перемещении через зону 16 пропитки, и скорость вращения цепного ролика 20 эквивалента скорости Vn движущихся прижимных зажимов. По существу, материал полотна сжимается под действием внешней периферийной поверхности вращающегося барабана 19 и движущихся направляющих роликов в цепи 20, что позволяет обеспечивать процесс пропитки. Как описано выше, технологическая скорость Vw материала полотна при его перемещении через зону 16 пропитки отличается от скорости Vn движущихся прижимных зажимов, образованных барабаном 19 и роликовой цепью 20, так что можно установить предварительно определенную относительную скорость Vrel, при этом Vrel = Vw – Vn. При такой структуре можно обеспечить давление-на-время, составляющее до 10 МПа×с. В этом контексте давление-на-время относится к давлению, налагаемому прижимными зажимами, образованными между барабаном 19 и цепным роликом 20.
Обратимся снова к фиг. 4, охлаждающий цилиндр 21 расположен после барабана 19 в отдельном, термически изолированном отделении и выполнен с возможностью понижения температуры материала полотна в степени, достаточной для увеличения вязкости смолы и блокирования пропитки. Охлажденный материал полотна, выходящий из зоны 16 пропитки, представляет собой препрег 22 с заданной толщиной и затвердевшим смоляным компонентом. После выхода препрега 22 из зоны 16 пропитки прокладочную бумагу 23, расположенную на одной стороне препрега 22, счищают и затем препрег 22 сматывают с помощью намоточного цилиндра 24.
Механизмы для приложения сжимающей нагрузки к направляющим роликам при приведении их в контакт с внешней поверхностью барабана 19, могут меняться в зависимости от конструкции оборудования. Некоторые примеры показаны на фиг. 5 и 6. На фиг. 5 показан вариант реализации изобретения для случая, когда статическое прижимное исполнительное устройство давит в направлении вниз на звено цепи, соединенное с направляющим роликом в роликовой цепи 20. На фиг. 5 показано, что один из направляющих роликов 51 в роликовой цепи 20 имеет на своем осевом торце промежуточный вал 51a, соединенный с соответствующим звеном 52, которое является частью бесконечной составленной из звеньев цепи. Статическое прижимное исполнительное устройство включает поршень 53, соединенный с прижимным роликом 54 таким образом, чтобы приводить указанный прижимной ролик 54 в движение вверх или вниз. Прижимной ролик 54 свободно вращается вокруг своей собственной оси и выполнен с возможностью входить в контакт со звеном 52 цепи путем зацепления и выходить из указанного контакта. Поршень 53 расположен выше прижимного ролика 54 и регулируется таким образом, чтобы обеспечить необходимое направленное вниз давление на звено 52 цепи или чтобы сбросить указанное давление.
На фиг. 6 показан вариант реализации изобретения для случая, когда статическое прижимное исполнительное устройство тащит вниз звено цепи, соединенное с направляющим роликом. Согласно этому варианту реализации изобретения прижимной ролик 54 для зацепления звена 52 цепи соединен с поршнем 55 через удлинитель 56, расположенный ниже направляющего ролика 51. Поршень 55 приводит в движение прижимной ролик 54 вместе с удлинителем 56. При такой компоновке прижимной ролик 54 под действием поршня 55 может опускаться и вступать в контакт со звеном цепи 52 путем зацепления или подниматься в направлении от звена 52 цепи.
Вблизи участка роликовой цепи 20, обращенного к барабану 19, можно расположить множество прижимных исполнительных устройств типа, показанного на фиг. 5 или фиг. 6, таким образом, чтобы входить в зацепление с каждым направляющим роликом в роликовой цепи 20, приходящим в контакт с материалом полотна, проходящим между роликовой цепью 20 и барабаном 19, или только с выбранными приведенными в контакт направляющими роликами (например, каждым вторым направляющим роликом).
На фиг. 7A-7C показано движение роликовой цепи согласно одному из вариантов реализации изобретения, в котором массив статических прижимных исполнительных устройств (типа, показанного на фиг. 5) взаимодействует с роликовой цепью 20 для оказания давления на барабан 19 таким образом, что давление, испытываемое направляющими роликами цепи, равномерно переходит от одного направляющего ролика к следующему. На каждом из фиг. 7A-7C изображено мгновенное состояние в разные моменты времени при движении роликовой цепи.
Для измерения нагрузки на направляющие ролики, описанные в настоящем документе, можно использовать датчики для измерения нагрузки или значения гидравлического/пневматического давления можно получить из систем нагрузок роликов.
Следует понимать, что рассматриваются различные модификации технологического оборудования, показанного на фиг. 4. Согласно альтернативному варианту реализации изобретения содержащее раму устройство 10 и секцию 12 укладки заменяют механизмами для подачи непрерывной самонесущего тканого полотна. Самонесущее тканое полотно может представлять собой ткань или нетканую ткань (например, негофрированную ткань), состоящую из армирующих волокон.
Кроме того, на фиг. 4 показан способ пропитки с применением двух пленок, в котором верхнюю смоляную пленку и нижнюю смоляную пленку прижимают к верхней и нижней поверхностям волокнистого полотна, соответственно, так что волокнистое полотно размещается между двух смоляных пленок. Однако следует понимать, что такое же технологическое оборудование можно модифицировать с возможностью включения дополнительных смоляных пленок для пропитки. В качестве примера, после зоны 16 пропитки можно установить дополнительную зону пропитки, при этом дополнительные смоляные пленки можно наносить как на верхнюю поверхность, так и на нижнюю поверхность пропитанного материала полотна, выходящего из зоны 16 пропитки, тем же способом, что и при нанесении смоляных пленок 13a и 13b, но при удалении прокладочной бумаги с обеих сторон материала полотна, выходящего из зоны пропитки 16.
Процесс RSI, описанный в настоящем документе, отделяет скорость инфильтрации смолы (ограничения давления, вязкости и времени) от скорости производства за счет перемещения точек приложения давления (т.е. зажимов) вместе с материалом полотна, так что материал полотна испытывает давление в течение более длительного времени даже при том, что материал полотна и зажимы быстро двигаются. Применение поворотного барабана, показанного на фиг. 4, вместо второго ремня или плоской пластины, как известно на предшествующем уровне техники, уменьшает трудности, связанные с выравниванием верхнего и нижнего цилиндра и трением неподвижной пластины, которое будет разрывать бумагу.
Армирующие волокна для изготовления препрегов могут иметь форму непрерывных волокон, жгутов или непровисающего тканого или нетканого полотна. Волокнистые структуры могут содержать множество жгутов, при этом каждый жгут состоит из множества нитей, например, от 3 до 12 тысяч нитей. Нетканое полотно может включать негофрированные ткани, в которых жгуты могут удерживаться в нужном положении за счет перекрестного переплетения жгутов, трикотажного переплетения с прокладкой уточной нити или небольшого количества связующей смолы, такой как термопластическая смола.
Волокнистый материал включает, но не ограничивается ими, стекло (в том числе электрическое или E-стекло), углерод, графит, арамид, полиамид, ультравысокомолекулярный полиэтилен (PE), полиэфир, поли-п-фениленбензоксазол (PBO), бор, кварц, базальт, керамику и их комбинации. Для изготовления высокопрочных композиционных материалов, например, для применения в авиакосмической и автомобильной промышленности, предпочтительно, чтобы армирующие волокна имели предел прочности на разрыв, составляющий больше 3500 МПа.
В целом, матричная смола для пропитки армирующих волокон основана на отверждаемой смоляной системе, содержащей термореактивные или термопластические смолы в качестве основного компонента в комбинации с небольшими количествами добавок, таких как отверждающие агенты, катализаторы, сомономеры, агенты реологического контроля, вещества для повышения клейкости, реологические модификаторы, неорганические или органические наполнители, термопластические или эластомерные добавки, повышающие ударную прочность, стабилизаторы, ингибиторы, пигменты/красители, антипирены, реактивные разбавители и другие добавки, хорошо известные специалистам в данной области техники для модифицирования свойств смоляной матрицы до или после отверждения.
Термореактивные смолы могут включать, но не ограничиваются ими, эпоксидную смолу, ненасыщенную полиэфирную смолу, бисмалеимид, полиимид, цианатный эфир, фенольную смолу и т.п. Согласно одному из вариантов реализации изобретения смоляная матрица представляет собой состав на основе эпоксидной смолы, содержащий одну или более многофункциональных эпоксидных смол (т.е. полиэпоксидов) в качестве основного полимерного компонента.
Подходящие эпоксидные смолы включают полиглицидиловые производные ароматического диамина, ароматических первичных моноаминов, аминофенолов, многоатомных фенолов, многоатомных спиртов, поликарбоновых кислот. Примеры подходящих эпоксидных смол включают полиглицидиловые эфиры бисфенолов, такие как бисфенол A, бисфенол F, бисфенол S и бисфенол K; и полиглицидиловые эфиры крезола и новолачные смолы на основе фенола.
Добавление отверждающего агента(ов) и/или катализатора(ов) позволяет увеличить скорость отверждения и/или уменьшить температуры отверждения матричной смолы. Отверждающий агент для термореактивных смол выбирают соответственно из известных отверждающих агентов, например, гуанидинов (в том числе замещенных гуанидинов), мочевин (в том числе замещенных мочевин), меламиновых смол, производных гуанамина, аминов (в том числе первичных и вторичных аминов, алифатических и ароматических аминов), амидов, ангидридов (в том числе поликарбоксиловых ангидридов) и их смесей.
Матричная смола может включать добавки, повышающие ударную прочность, такие как термопластические и эластомерные полимеры и полимерные частицы, такие как частицы ядро-оболочка-резина, полиимидные частицы и полиамидные частицы. Матричная смола также может включать неорганические наполнители, такие как коллоидальная двуокись кремния, кварцевый порошок, оксид алюминия и пластинчатые наполнители, такие как слюда, тальк или глина (например, каолин).
Для получения смоляных пленок для изготовления препрегов матричную смолу можно получить в жидкой форме и затем нанести на прокладочную бумагу (т.е. носитель) с получением пленки с подходящей поверхностной массой. Далее, после высушивания смоляную пленку наматывают на подающий цилиндр.
Пример
В качестве примера, препрег шириной 12,5 дюйма (примерно 32 см) можно изготовить путем пропитки слоя однонаправленных углеродных волокон смоляными пленками на основе эпоксидной смолы (например CYCOM 977-3 от компании Cytec Industries Inc.; поверхностная масса пленки 35 г/см2 на сторону), применяя систему пропитки, показанную на фиг. 4, на основе следующих параметров:
Технологическая скорость = 15 м/мин (или 50 фут/мин)
Давление-на-время = 7 МПа×с
Температура в цилиндре предварительного нагревания = 120°C
Вязкость смолы при пропитке = 3000 сП
Температура в охлаждающем цилиндре = 25°C
Проводящий облицовочный материал для композитных структур
Повышение жесткости частицами для увеличения вязкости разрушения
Склеивание композитных материалов
Конструирование поверхности термопластических материалов и оборудования
Ингибирующие коррозию микрогели и содержащие их нехроматированные композиции грунтовочного покрытия
Сухой волокнистый материал для дальнейшей пропитки смолой
Склеивание композиционных материалов
Способ формирования формованной заготовки
Композиционные материалы из термореактивной смолы, содержащие межслойные повышающие ударопрочность частицы
Многофункциональные бензоксазины и композиционные материалы, включающие указанные соединения

