Результат интеллектуальной деятельности: КОНСТРУИРОВАНИЕ ПОВЕРХНОСТИ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ
Вид РИД
Изобретение
Уровень техники
Область техники
Объект настоящего изобретения относится к фиброармированным композиционным материалам на основе термопластических пластмасс и, в частности, к применению полимерного покрытия в пресс-форме для формования композита, или к композиционному материалу из фиброармированного термопластического препрега для облегчения выкладки первого слоя препрега в пресс-форму для формования композита, для формования препрега или для автоматизированной выкладки ленты in situ. Нанесение in situ полимерного покрытия в течение или перед автоматизированной выкладкой может также создавать имеющий практическую значимость обогащенный смолой промежуточный слой между каждым слоем фиброармированного композиционного материала на основе термопластических пластмасс. Полимерное покрытие представляет собой предпочтительно частицы термопластика, нанесенные плазменным напылением на пресс-форму или препрег для формирования по существу вплавленного слоя частиц термопластика. Более конкретно, в определенных вариантах реализации, настоящее изобретение относится к слоистому фиброармированному термопластическому препрегу для применения в быстром процессе послойного нанесения и формования, причем такой фиброармированный термопластический препрег может быть полезен в авиакосмической отрасли и других автомобильных/промышленных применениях с высокими эксплуатационными характеристиками.
Описание предшествующего уровня техники. Армированные термопластмассы и термоотверждающиеся материалы имеют широкое применение, например, в авиакосмической, автомобильной, промышленной/химической отраслях и в производстве спортивных товаров. Термоотверждающиеся смолы вводят в фиброармированный материал перед отверждением, пока у смолообразных материалов низкая вязкость. Термоотверждающиеся композиты имеют определенные недостатки, включая проблемы обработки, связанные с необходимостью удаления захваченного воздуха или летучих компонентов до получения матрицы, свободной от пустот. Термоотверждающимся композитам, которые производят способом предварительной пропитки, требуется слишком долгое время для отверждения при переменном давлении, которое управляет потоком смолы в процессе отверждения, чтобы предотвращать появление пузырьков в матрице. Хотя в традиционном способе производства конструкций используется ручное помещение слоев термоотверждающегося препрега в пресс-форму, в современном производстве крупных конструкций применяется роботизированное помещение термоотверждающегося композиционного материала в пресс-форму для ускорения процесса производства. Общая скорость производства структурного компонента ограничена слишком долгим отверждением на стадии автоклавного процесса и связанных с ним операций подготовки материала для этой стадии. Некоторые высокообъемные процессы, такие как пропитка, исключают стадию создания препрега, но при этом сохраняется необходимость в специальном оборудовании и материалах, а также в постоянном мониторинге процесса в течение всего времени затвердевания (например, патенты U.S. № 4132755 и 5721034).
Фиброармированный материал труднее пропитывать композициями из термопластических смол, поскольку их вязкость выше, чем у термоотверждающихся смол. С другой стороны, композиции из термопластических смол имеют ряд преимуществ перед композитами из термоотверждающихся смол. Например, из термопластических препрегов можно быстрее производить готовые изделия, и в производстве фиброармированных термопластических композиционных материалов можно использовать роботизированную автоматическую выкладку ленты фиброармированного термопластического композиционного материала в пресс-форму для ускорения производственного процесса. Это можно осуществлять в многоступенчатом процессе с роботом-манипулятором, который производит предварительный нагрев предыдущего слоя фиброармированного термопластического композиционного материала перед нагревом и выкладкой поверх него следующего слоя фиброармированного термопластического композиционного материала.
Термопластические смолы представляют собой длинноцепочечные полимеры с высокой молекулярной массой высокой вязкости, которые при расплавлении проявляют свойства неньютоновской жидкости. Соответственно, при том, что термоотверждающиеся материалы имеют вязкость в диапазоне от 100 до 5000 сантипуаз (от 0,1 до 5 Паскаль-секунд), вязкость расплавленных термопластических материалов варьируется в диапазоне от 5000 до 20000000 сантипуаз (от 5 до 20000 Паскаль-секунд), а чаще - от 20000 до 1000000 сантипуаз (от 20 до 1000 Паскаль-секунд). Несмотря на различие в вязкости на три порядка величины между термоотверждающимися и термопластическими материалами, некоторые процессы применимы к обоим типам матриц для волокнистых материалов, формирующих слоистые пластики.
Фиброармированные пластмассы можно производить, сначала пропитывая смолой волокнистый каркас для получения препрега, затем объединяя два или более препрегов в слоистый материал, необязательно с дополнительными стадиями формования. В редких случаях, плавление применяется непосредственно к волокнам. Ленту можно изготовить путем нанесения покрытия из полимера на сухую ленту из параллельных волокон, с последующим нагревом, который приводит к проникновению полимера внутрь волокон и между ними (например, см. патенты США №№. 4549920 и 4559262). Другой способ, который применяется для покрытия и пропитки сухой ленты из параллельных волокон заключается в протягивании ленты через водную суспензию мелких частиц термопластического полимера, в результате которого частицы полимера захватываются пучком нитей. Последующий нагрев и давление в производственных ваннах удаляют воду, а затем плавят полимер, загоняя его в нити пучка и промежутки между ними. Этот способ описан в патентах США №№. 6372294, 5725710, 4883552 и 4792481. Известна и модификация способа пропитки водным раствором, имеющая целью исключить использование воды и поверхностно-активного вещества в качестве диспергирующих агентов для частиц полимера, вместо этого, чтобы частицы полимера захватывались пучком нитей, им придается электрический заряд в псевдоожиженном слое пузырьков воздуха. В последующих зонах нагрева и давления происходит плавление полимера для покрытия/пропитки пучка нитей, как описано в патенте US № 5094883. Таким образом, специалисты в данной области могут использовать многие способы покрытия и/или пропитки волокнистого субстрата, в зависимости от имеющегося производственного оборудования и надлежащего выбора формы полимерного продукта (хлопья, высокодисперсный порошок, пленка, нетканый материал, гранулы) и вязкости расплава.
Как термопластические, так и термоотверждающиеся композиты могут быть сформованы в тонкие гибкие листы или полосы, которые здесь упоминаются как ленты. Это дает возможность формовать композиционные детали закладкой композиционной ленты в пресс-форму, причем толщину детали можно варьировать местно, в соответствии с количеством уложенных слоев композиционной ленты, а направление одного или более слоев ленты можно регулировать так, чтобы задавать конечные структурные характеристики сформованной композиционной детали. Затем детали извлекают и «консолидируют», причем этот процесс включает нагрев композиционной структуры до такой степени, чтобы термоотверждающаяся или термопластическая матрица размягчилась в достаточной мере для формирования единой однородной матрицы, с последующим приложением к размягченной матрице давления, достаточного для удаления из нее всего захваченного воздуха.
В аспекте конечных структурных характеристик, термопластические композиты противостоят ударным нагрузкам и разрушению лучше, чем термоотверждающиеся композиты, у них, как правило, более высокая ударная вязкость, и у них более высокая устойчивость по отношению к химическому воздействию, а все эти характеристики предпочтительны в авиакосмических применениях. Кроме того, поскольку термопластические композиты можно повторно нагревать и переплавлять, они по своей природе пригодны для утилизации и повторного использования, что становится все более важным соображением.
Тем не менее, термоотверждающаяся композиционная лента обладает одним свойством, которое, в связи с процессом выкладки, в настоящее время обеспечивает этому материалу приоритет в производстве композиционных деталей для авиакосмической отрасли. Это свойство заключается в том, что термоотверждающаяся лента обладает неотъемлемой клейкостью, или, иными словами, прихватывается. Эта клейкость дает возможность термоотверждающейся ленте как прилипать к поверхности пресс-формы сложной геометрии, которая часто требуется для изготовления композиционных деталей в авиакосмической промышленности, так и отдельным слоям термоотверждающейся ленты прилипать друг к другу, когда начальный слой уже уложен на поверхность пресс-формы, что делает процесс выкладки относительно простым и удобным для механического управления.
Термопластическому композиту, наоборот, липкость несвойственна. Следовательно, возникают проблемы с созданием адгезии между термопластической композиционной лентой и поверхностью пресс-формы сложной геометрии в процессе выкладки. Существующая технология выкладки объединяет местную консолидацию и плавление термопластического композиционного материала, чтобы обеспечить возможность наращивания начального, базового слоя, но она эффективна только до тех пор, пока базовый слой прочно удерживается на поверхности пресс-формы. Предложенные ранее решения этой проблемы включали применение, в качестве начального слоя, отдельной двусторонней липкой ленты, которую накладывали на поверхность пресс-формы, и уже на нее впоследствии наклеивали первый слой термопластической композиционной ленты. Аналогично, предлагалось также напылять адгезив на поверхность пресс-формы. Хотя оба предложенных решения обеспечивали надежное закрепление первого слоя термопластической композиционной ленты на поверхности пресс-формы сложной формы, они создавали новую проблему, связанную с последующим извлечением из пресс-формы сформованной композиционной детали после завершения процесса выкладки, поскольку теперь деталь была прочно связана с поверхностью пресс-формы. Поэтому и до сих пор остается предпочтительным использование термоотверждающихся композиционных материалов, хотя у термопластических композиционных материалов физические свойства лучше.
Известные способы изготовления композиционных деталей включают ручное и автоматическое производство. Ручное производство предусматривает ручную резку и укладку материала техником на поверхность мандрели. Этот способ отнимает много времени и довольно затратен, а его использование может обуславливать неоднородность выкладки.
Технология автоматического производства включает машины для изготовления слоистых материалов из плоских лент (FTLM) и машины для изготовления слоистых материалов из фасонных лент (CTLM). Обычно в обеих установках, и FTLM, и CTLM, используется единственный раздатчик композиционного материала, который перемещается вдоль рабочей поверхности, на которую должен быть выложен композиционный материал. Обычно композиционный материал укладывают в один ряд (композиционного материала) за раз, чтобы создать слой требуемой ширины и длины. После этого можно накладывать на первый слой дополнительные слои, чтобы создать выкладку требуемой толщины. В FTLM композиционный материал обычно накладывается на плоскую формную пластину; затем формную пластину с выкладкой извлекают из FTLM и помещают в оснастку, пресс-форму или мандрель. И наоборот, в CTLM композиционный материал обычно накладывается непосредственно на рабочую поверхность оснастки, пресс-формы или мандрели. Машины FLTM и CTLM называют также машинами для автоматической выкладки ленты (ATL) и автоматического помещения волокон (AFP), а раздатчик обычно называется головка ленты.
Производительность машин ATL/AFP зависит от их параметров, особенностей вікладки композиционной детали и характеристик материала. Параметры машины, такие как время пуска-остановки, продолжительность прохождения слоя и выреза/добавления отдельных нитей, определяют общее время, в течение которого головка ленты на ATL/AFP выкладывает материал на мандрель. Особенности выкладки композита, такие как наращивание локализованных нитей и размеров детали, также влияют на общую производительность машин ATL/AFP.
В идеале, процесс создания термопластических деталей представляет собой производство in situ, в котором деталь создают посредством выкладки термопластических материалов при помощи робота и их консолидацией в пресс-форме на одной стадии. Термопластическим композиционным материалам недостает клейкости, что усложняет использование ручных и автоматизированных операций, особенно - укладку первого слоя на поверхность пресс-формы.
Зависящие от материала ключевые факторы, которые влияют на производительность машин ATL/AFP, практически одинаковы для композитов с матрицей из термоотверждающейся смолы и с термопластической матрицей, хотя существует два существенных отличия. Для композитов с матрицей из термоотверждающейся смолы, ключевыми факторами являются уровни пропитки, покрытие поверхности смолой и “клейкость”. Клейкость представляет собой уровень адгезии, необходимый для сохранения положения ленты/жгута волокон на пресс-форме или для выкладки следующих слоев после укладки базового слоя. В связи с тем, что на этой стадии термоотверждающаяся смола остается по своей природе непревращенной, процесс ATL/AFP проводят, в общем случае, при комнатной температуре, но в помещениях с контролируемой влажностью, поскольку влажность влияет на уровень клейкости материала. Среди других видов влияния, клейкость влияет на возможность укладки первого слоя материала в пресс-форму. Укладка первого слоя термопластических материалов осложняется отсутствием клейкости, необходимой для удержания первого слоя в пресс-форме.
Для наложения первого композиционного слоя на любую пресс-форму, необходима некоторая связывающая или другая сила, чтобы поместить материал и удерживать его в противовес действию силы тяжести или жесткости материала. При использовании термоотверждающихся материалов, такую силу обеспечивает полимер, который находится на раздаточной головке при температуре выше Tg. Если смола матрицы представляет собой термопластик с высокими эксплуатационными характеристиками, эта температура Tg будет значительно выше, и она существенно превышает комнатную температуру. Нагрев пресс-формы, обеспечение источника вакуума, применение более низкотемпературной пленки или использование сольватированного термопластического полимера для обеспечения удерживающей силы составляют весь спектр способов, которые используются в настоящее время. Каждый из этих способов имеет ограничения, связанные с уровнем затрат, сложностью пресс-формы и вариациями размеров детали, или требует для реализации использования вредных растворителей.
Способ, который дает возможность преодолеть ограничение низкой клейкости в производстве термопластических материалов, заключается в использовании пресс-формы, изготовленной из пористого материала, и приложении к пористому материалу отрицательного давления таким образом, чтобы создать отрицательное давление на поверхности пресс-формы, посредством которого термопластический композиционный материал удерживается на поверхности пресс-формы благодаря отрицательному давлению на этой поверхности, когда на нее помещают начальный слой термопластического композиционного материала. Впоследствии термопластический материал можно консолидировать и нагревать для формования термопластического композиционного материала (см., например, опубликованную заявку на патент США № 2011/0005666).
Композиты с термопластической матрицей имеют те же ключевые факторы воздействия на производительность машины ATL/AFP, что и композиты с термоотверждающейся матрицей, но ленте из термопластических полимеров недостает клейкости при обычных условиях. Термопластики обычно имеют низкие поверхностные энергии и высокую температуру стеклования (“Tg”), что делает адгезию при комнатной температуре маловероятной. Кроме того, при комнатной температуре термопластические матрицы с высокими эксплуатационными характеристиками находятся в стекловидном состоянии, что практически исключает необходимый для клейкости механизм молекулярной диффузии. По этой причине, клейкость в термопластических композитах достигается динамичным приложением к выкладке и поступающей ленте дополнительной энергии в виде тепла, ультразвука, оптического воздействия (лазер), и/или энергии электромагнитного поля (индукция) для повышения температуры материалов выше их температуры размягчения и/или плавления, чтобы усилить молекулярную диффузию полимерных цепей, которая происходит между двумя поверхностями. После того как полимерные цепи диффундировали через поверхность, дополнительную энергию, приложенную к материалам, следует уменьшить до уровня, который обеспечивает предотвращение деформации слоистой выкладки после снятия напластовывающего давления от головки ATL/AFP. Этот быстрый поток энергии внутрь и наружу выкладки делает желательным, в аспектах энергопотребления и скорости выкладки, осуществлять эту стадию процесса при самых низких из возможных температуре и энергии, которые не создадут угрозу для температурных эксплуатационных характеристик конечной композиционной детали.
Консолидация обычно необходима для удаления пустот, возникающих из-за того, что смола не способна полностью вытеснить воздух из пучка, жгута или ровинга волокон в течение процесса, который использовался для пропитки волокон смолой. Индивидуально пропитанные нити ровинга, жгута, прядей или слоев препрегов обычно консолидируют при помощи нагрева и давления путем уплотнения в автоклаве. В общем случае, на стадии консолидации требуется прилагать очень высокие давления и поддерживать высокие температуры под вакуумом в течение относительно долгих периодов. Кроме того, на стадии консолидации используют автоклав или печь, поэтому необходимо осуществлять операцию “упаковки” для герметизации выкладки пленкой поверх пресс-формы, чтобы можно было использовать вакуум для удаления воздуха и обеспечивать разницу давлений, необходимую для воздействия на консолидацию в автоклаве. Эта стадия дополнительно снижает общую производительность процесса производства композиционной детали. Таким образом, в случае термопластического композита, может быть полезным проведение консолидации in-situ до получения композита с низким количеством пустот в ходе наслаивания ленты на субстрат при помощи машины ATL/AFP. Этот способ обычно упоминают как in situ ATL/AFP, а материал, используемый в этом процессе, называют лентой категории in situ.
В общем случае, до настоящего времени, термопластические композиты имели ограниченную популярность из-за различных факторов, включая высокие температуры обработки (в настоящее время около 400°C), высокие давления и большие времена формования, необходимые для получения слоистых материалов высокого качества. Большинство усилий было сосредоточено на комбинировании полимеров с высокими эксплуатационными характеристиками и конструкционных волокон, что только усложняло технологические проблемы. Поскольку период времени, которое обычно требуется для качественной консолидации прядей препрега, определяет скорость производства детали, было бы целесообразным достигать лучшей консолидации за кратчайшие периоды времени. Кроме того, более низкие давления или температуры консолидации и меньшая ее продолжительность приведут к сокращению производственных затрат за счет снижения потребления энергии на деталь для формования и обеспечат другие производственные преимущества.
Соответственно, фиброармированные термопластические материалы и известные в настоящее время способы производства легких ударопрочных композитов нуждаются в дальнейшем усовершенствовании. Термопластические материалы с повышенными скоростями производства на машинах для автоматической выкладки, более низкими температурами обработки и не имеющие автоклавной или печной стадии будут представлять полезный прогресс в этой области, и могут быть быстро приняты в авиакосмической промышленности и в производстве автомобилей с высокими эксплуатационными характеристиками, помимо прочих отраслей.
Сущность изобретения
В настоящем изобретении представлено предварительно подготовленное устройство для формования, имеющее полимерное покрытие на формовочной поверхности формовочного устройства, сцепленное с поверхностью с возможностью последующего снятия. Формовочное устройство представляет собой непористое металлическое формовочное устройство, имеющее формовочную поверхность с текстурой и съемной пленкой, сцепленной с текстурированной формовочной поверхностью формовочного устройства, и полимерное покрытие, сцепленное со съемной пленкой. Полимерное покрытие представляет собой, предпочтительно, множество термопластических частиц, нанесенных на формовочную поверхность плазменным напылением, которое создает практически вплавленный слой термопластических частиц. Предварительно подготовленное формовочное устройство способствует помещению и адгезии первого пласта фиброармированного термопластического композиционного материала, такого как термопластический препрег, термопластическая однонаправленная лента или холст, волоконная пакля/жгутовый препрег, или ткань, или нетканые материалы, такие как войлок или сеть. Термопластические препреги традиционно наносят ручной выкладкой, тогда как термопластические однонаправленные ленты наносят in situ автоматическим помещением выкладываемой ленты в формовочное устройство.
Настоящее изобретение также включает способ подготовки предварительно подготовленного формовочного устройства для выкладки первого слоя, путем обеспечения твердого металлического непористого формовочного устройства, имеющего формовочную поверхность, нанесения текстуры на формовочную поверхность формовочного устройства, нанесения съемной пленки на формовочную поверхность, имеющую текстуру, и, в конечном итоге, нанесения полимерного покрытия плазменным напылением термопластических частиц на разделительную пленку, которая находится на имеющей текстуру формовочной поверхности формовочного устройства.
В следующем варианте реализации настоящего изобретения представлен предварительно подготовленный препрег, у которого фиброармированный термопластический композиционный материал имеет полимерное покрытие, сцепленное с одной или обеими поверхностями композиционного материала. Полимерное покрытие представляет собой, предпочтительно, множество термопластических частиц, нанесенных на поверхность фиброармированных термопластических композиционных материалов плазменным напылением для создания на поверхности практически вплавленного слоя термопластических частиц. Предварительно подготовленный препрег способствует помещению первого слоя фиброармированного термопластического композиционного материала на поверхность пресс-формы и может дополнительно улучшать межслоевые характеристики между слоями композиционного материала в конечной композиционной детали.
Настоящее изобретение включает также способ приготовления предварительно подготовленного препрега путем приготовления фиброармированного термопластического композиционного материала, такого как термопластический препрег или термопластическая однонаправленная лента, и последующего нанесения полимерного покрытия плазменным напылением термопластических частиц на одну или обе поверхности фиброармированного термопластического композиционного материала.
В настоящем изобретении полимерное покрытие дает возможность помещать в пресс-форму материал, совместимый с ней по химическому составу, что обеспечивает сохранение размеров, снижает температурные требования для адгезии и дает возможность использовать гибридный полимер и необязательно включать в полимерное покрытие электропроводные покрытия на случай удара молнии. Этот совместимый химический состав по настоящему изобретению улучшает адгезию первого слоя фиброармированного термопластического композиционного материала к формующей поверхности пресс-формы при сохранении простоты отделения от нее готовой композиционной детали. Когда готовую композиционную деталь извлекают из пресс-формы, полимерное покрытие будет переходить к готовой композиционной детали как поверхностная кожура, которая может сообщать готовой композиционной детали желательные свойства. Желательные свойства, такие как защита от огня, коррозии или износа, можно обеспечить за счет многофункциональных добавок к полимерному покрытию.
Особенно важное значение имеет вариант, когда полимерное покрытие представляет собой термопластик с высокими эксплуатационными характеристиками, такой как поли(эфирэфиркетон) (“PEEK”) или поли(эфиркетонкетон) (“PEKK”).
Настоящее изобретение имеет целью усовершенствование выкладки первого слоя, которое уменьшает разрушение композиционной детали, связанное с нарушением связи материала с пресс-формой в процессе обработки, а также улучшает химическую совместимость в термопластическом полимере с высокими эксплуатационными характеристиками. Возможные решения включают быструю кристаллизацию или аморфные материалы, так же как дискретные металлические слои и смеси волокон основы. Кроме того, данное изобретение также уменьшает требования к начальному капиталу и сокращает затраты на создание мощностей по производству крупных композитов.
Настоящее изобретение также предлагает способы производства конечной термопластической композиционной детали с толщиной в диапазоне от 25 до 400 мкм, которая имеет улучшенные времена обработки на машинах ATL и обрабатывающем оборудовании.
Соответственно, изобретение, подробно описанное в данном документе, обеспечивает, в одном аспекте, предварительно подготовленную пресс-форму, имеющую полимерное покрытие из по меньшей мере одного полимера с высокими эксплуатационными характеристиками, и предварительно подготовленный препрег, имеющий полимерное покрытие на одной или обеих поверхностях.
В другом аспекте, изобретение относится к изделиям, произведенным из термопластических композитов в соответствии с изобретением, описанным в данном документе. Такие изделия полезны, в числе прочих, например, в авиационной/авиакосмической отраслях.
Предлагаются также ленты категории in situ из термопластического композиционного материала для применения в машине для автоматической выкладки ленты или машине для автоматической выкладки волокна.
Эти и другие особенности и преимущества данного изобретения станут очевидными из последующего подробного описания различных аспектов изобретения при их рассмотрении совместно с представленными Фигурами и Примерами.
Краткое описание графических материалов
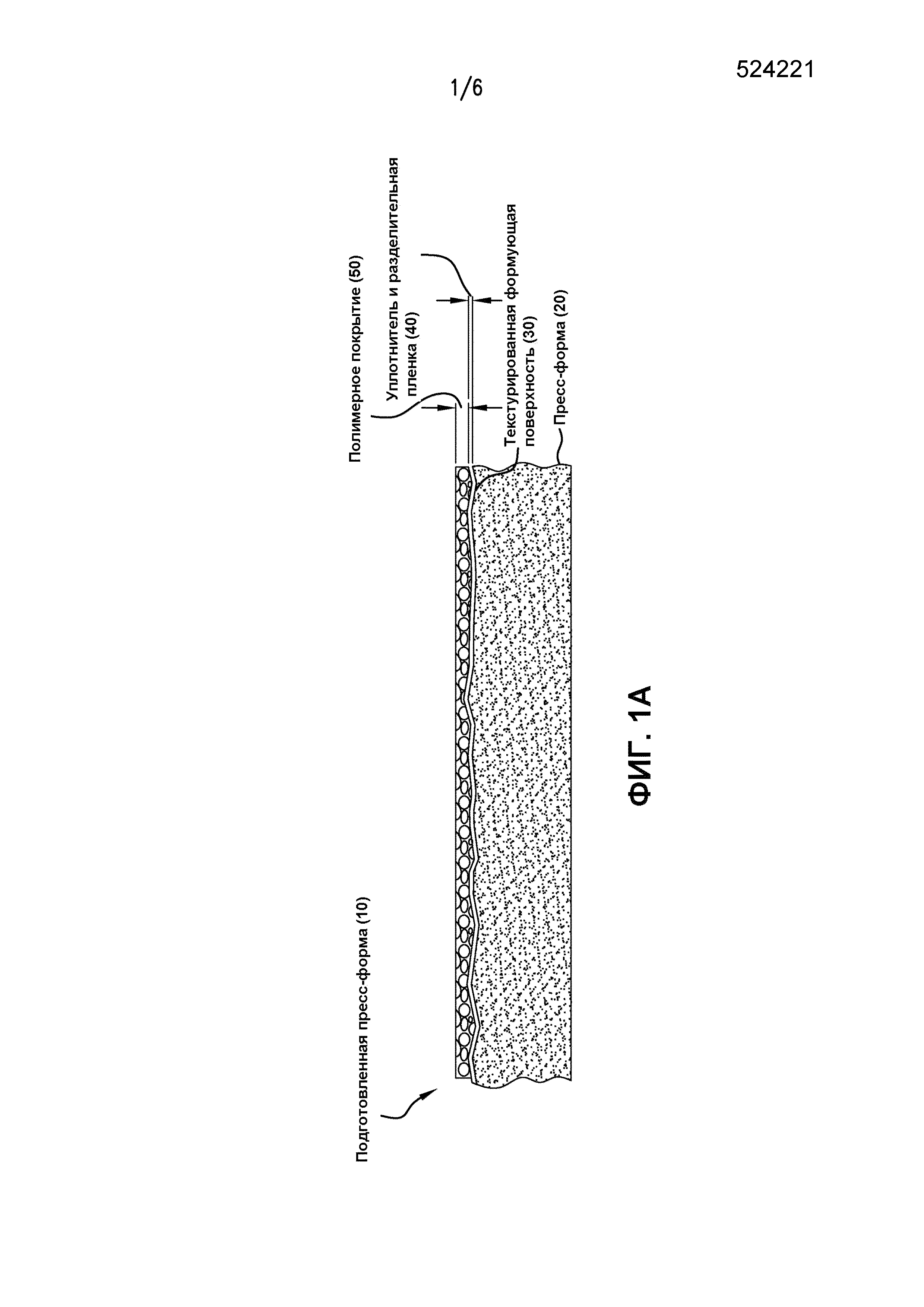
Фиг. 1a иллюстрирует вид сбоку на конфигурацию предварительно подготовленной формы (10), включающую непористую металлическую пресс-форму (20), текстурированную формующую поверхность (30) пресс-формы, разделительную пленку (40) и полимерное покрытие (50) в одном из вариантов реализации данного изобретения.
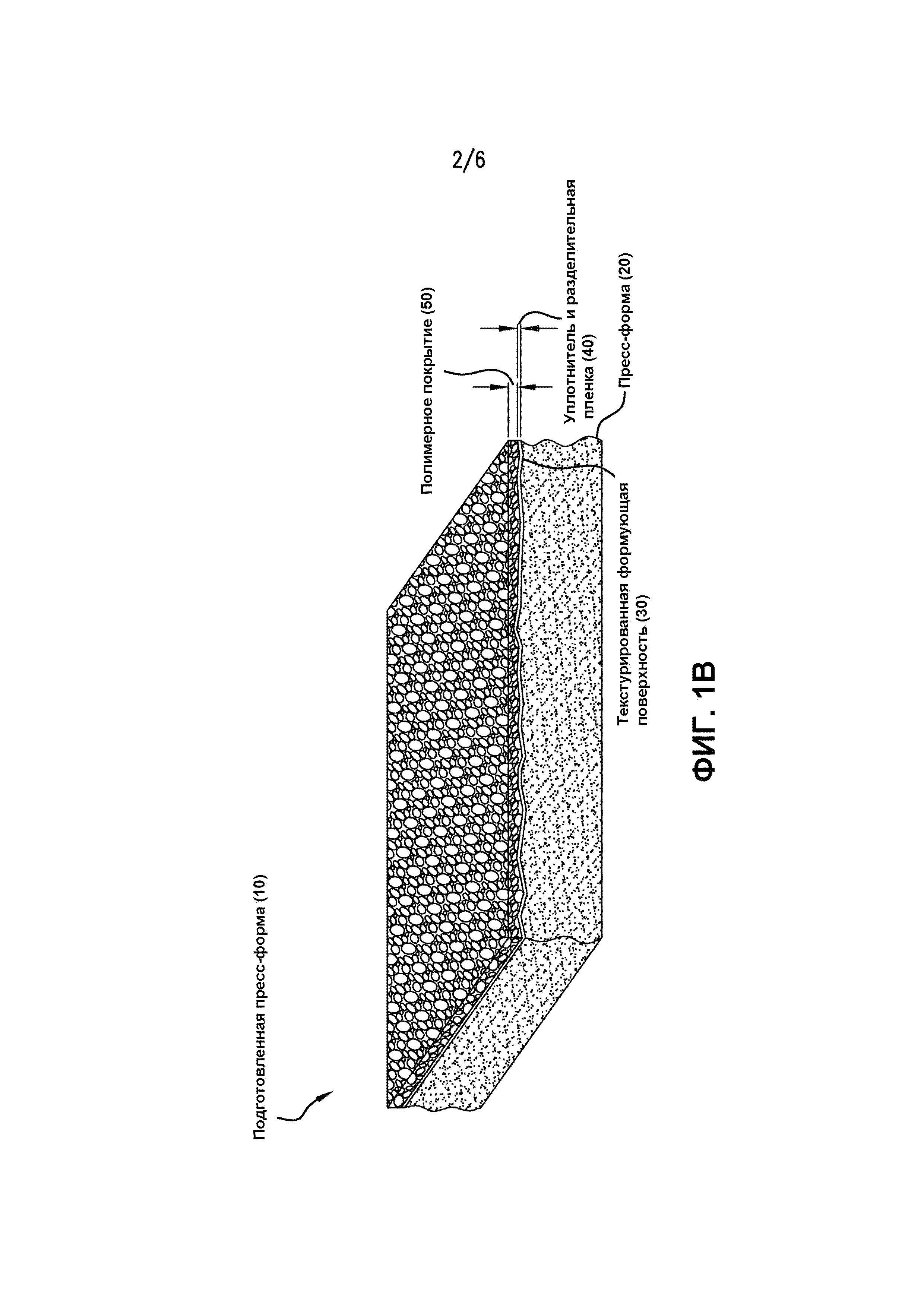
Фиг. 1b иллюстрирует, в соответствии с вариантом реализации изобретения, показанным на Фиг. 1a, вид в перспективе на конфигурацию предварительно подготовленной формы (10), включающей непористую металлическую пресс-форму (20), текстурированную формующую поверхность (30) пресс-формы, уплотнитель и наложенную разделительную пленку (40), а также полимерное покрытие (50), показанное как практически вплавленные термопластические частицы, нанесенные плазменным напылением.
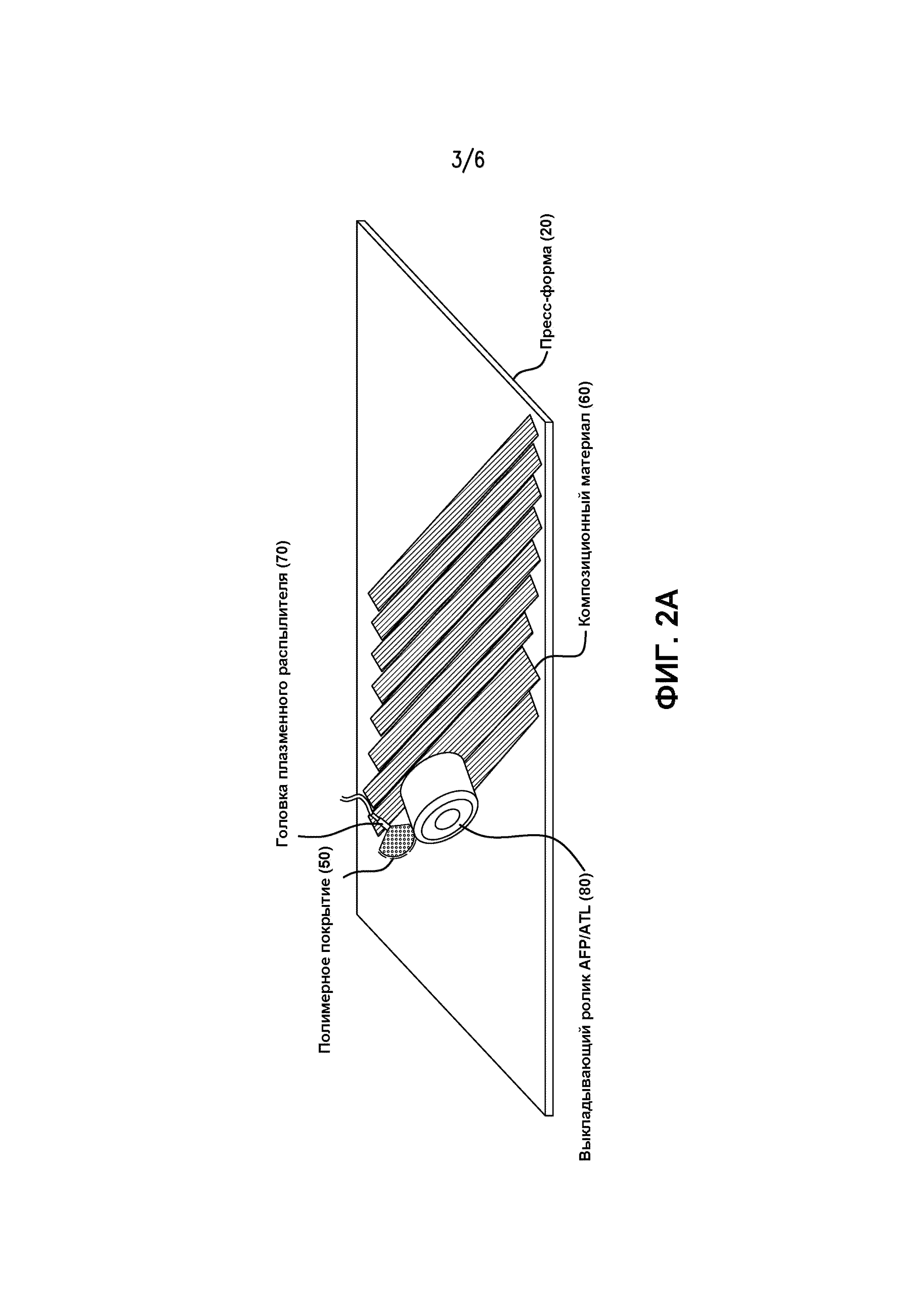
Фиг. 2a иллюстрирует вид в перспективе на нанесение in situ полимерного покрытия (50) из головки для плазменного напыления (70) на непористую металлическую пресс-форму (20) с последующим наложением первого слоя термопластического фиброармированного композиционного материала (60) и уплотнением при помощи ролика для выкладки машины AFP/ATL (80).
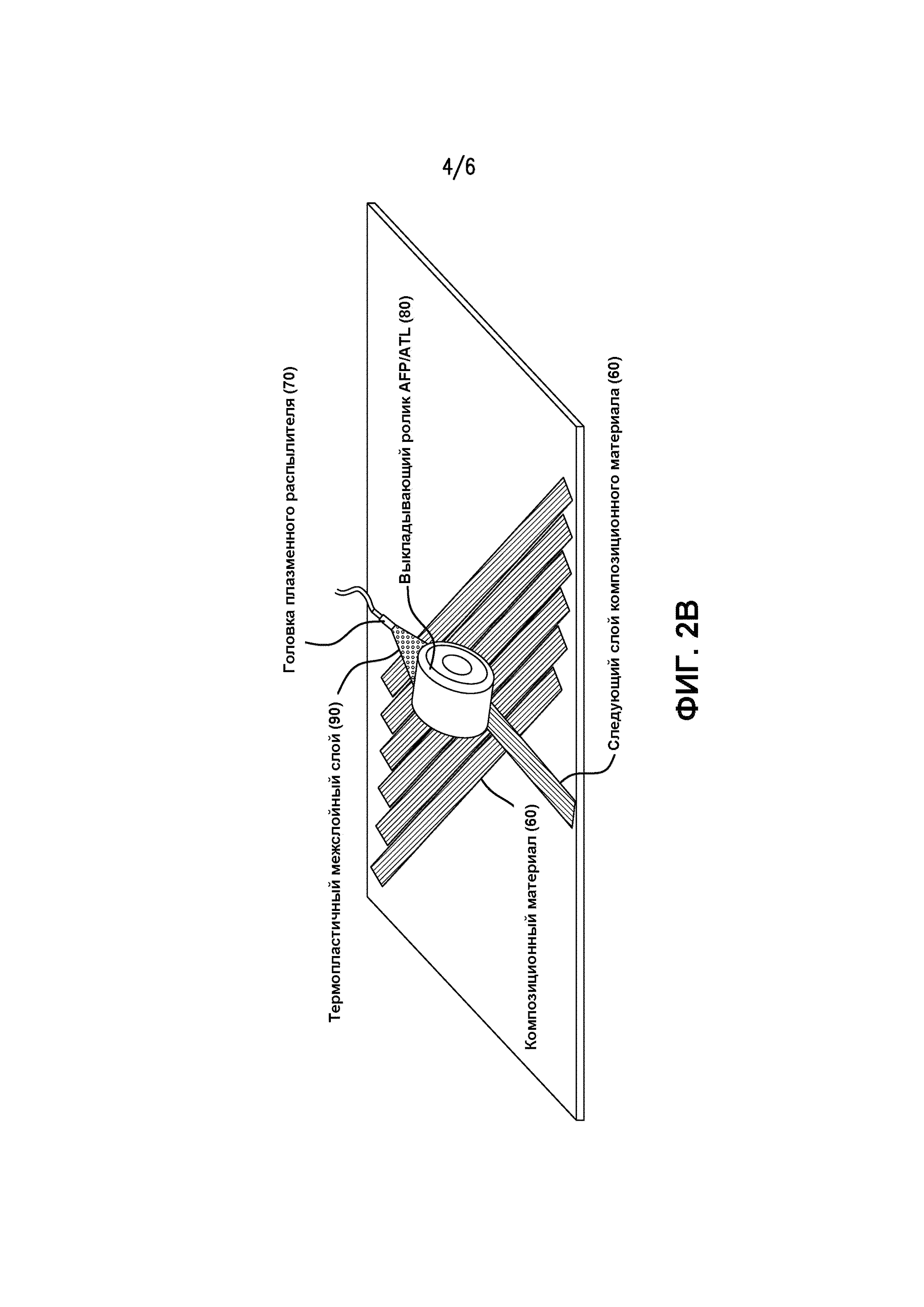
Фиг. 2b далее иллюстрирует вид в перспективе на нанесение in situ межслойного термопластического слоя (90) (например, термопластических частиц) из головки для плазменного напыления (70) на ранее уложенную ленту из термопластического композиционного материала (60) с последующим наложением следующего слоя термопластического фиброармированного композиционного материала (60) и уплотнением при помощи ролика для выкладки машины ATL (80), что обеспечивает создание нанесенного in situ межслойного термопластического слоя (90) между слоями термопластического фиброармированного композиционного материала в процессе автоматической выкладки ленты.
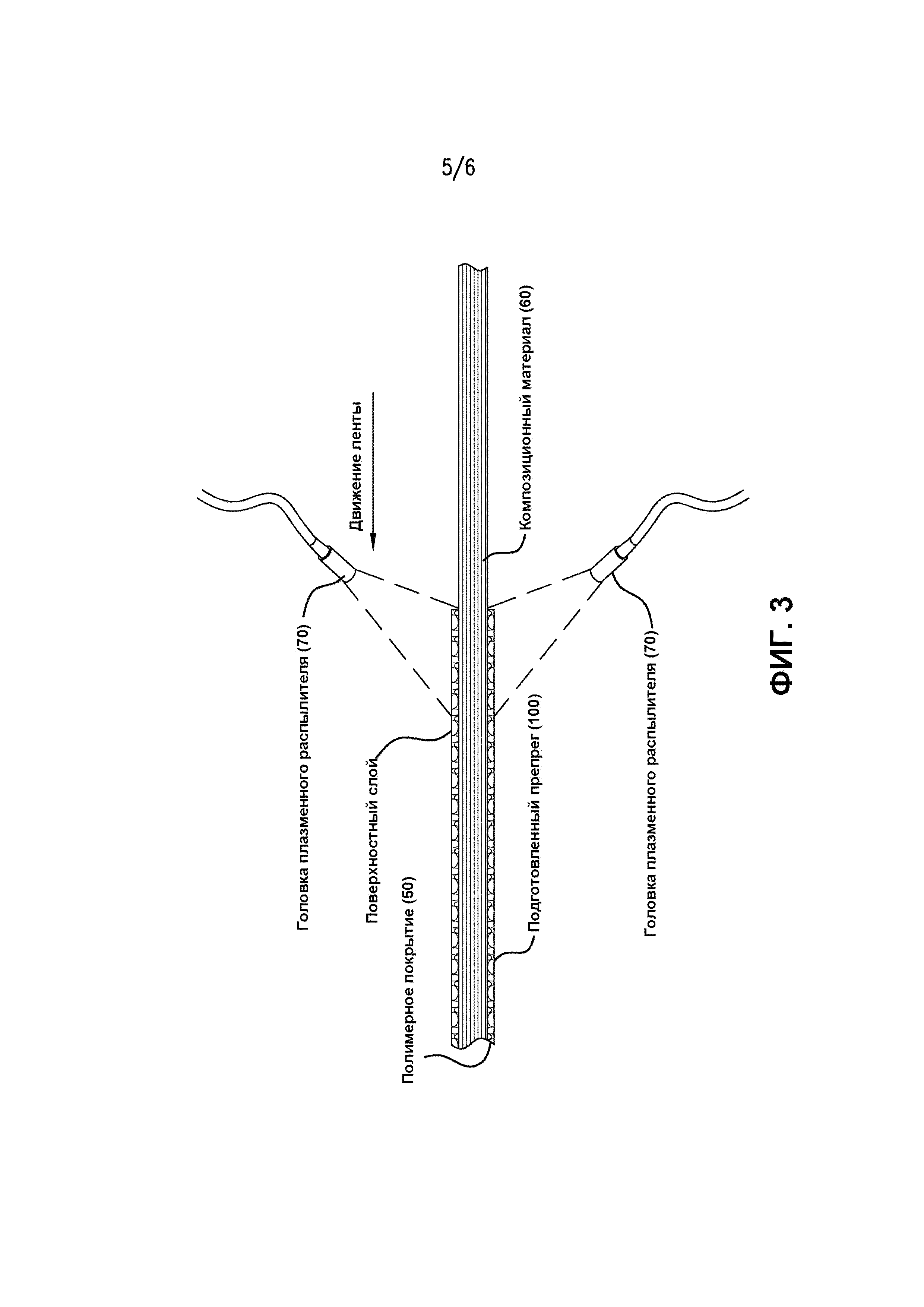
Фиг. 3 иллюстрирует вид сбоку на полимерное покрытие, нанесенное на термопластический композиционный препрег плазменным напылением термопластического полимерного покрытия (50) из головки для плазменного напыления (70) на одну или обе стороны композиционного материала (60) для формирования термопластического композиционного материала (100) с покрытием, нанесенным плазменным напылением.
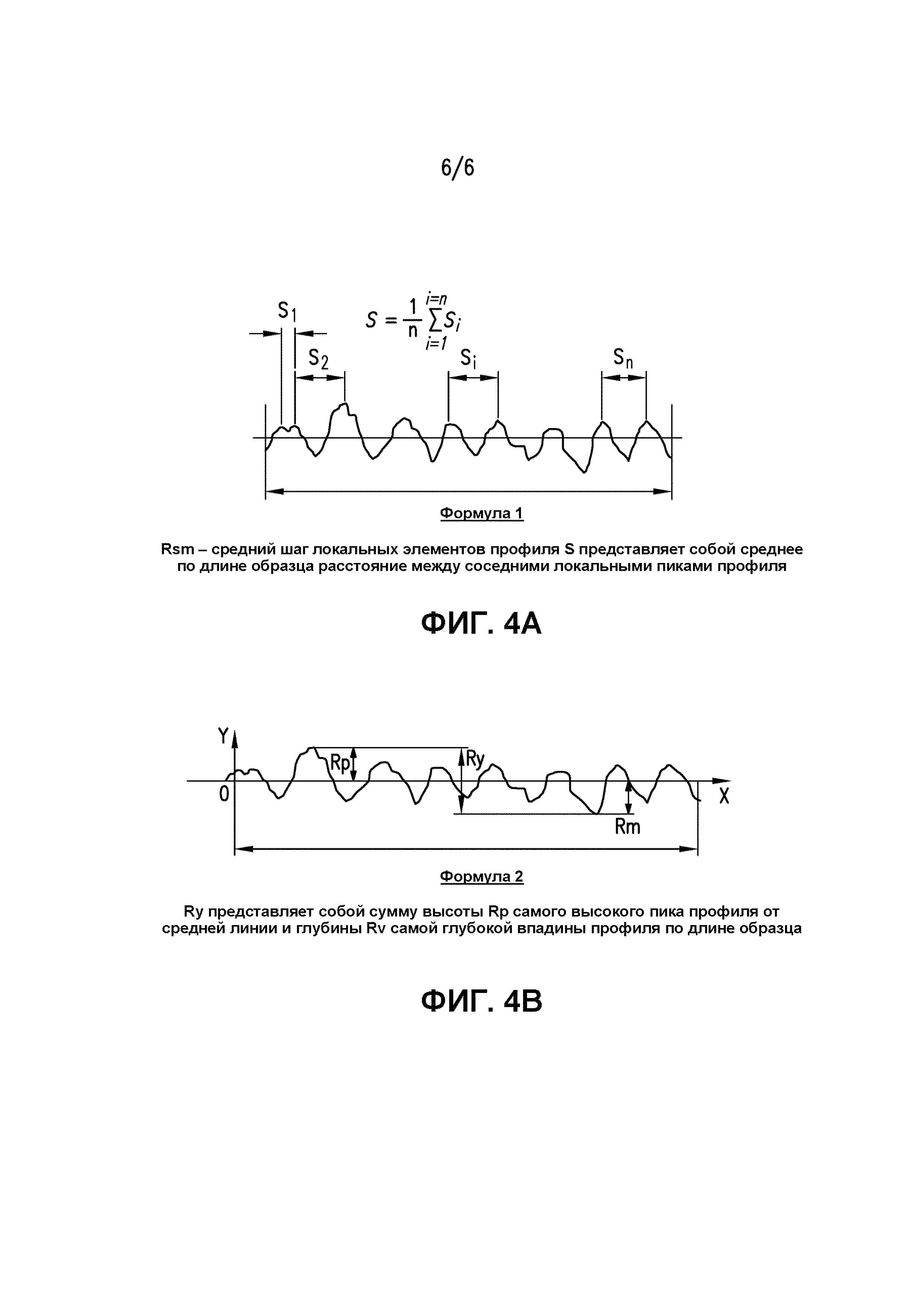
Фиг. 4a иллюстрирует средний шаг местных выступов профиля высокотемпературной пресс-формы и термопластического полимерного покрытия, определенный при помощи профилометра.
Фиг. 4b иллюстрирует высоту выступов по оси y.
Подробное описание сущности изобретения
Настоящее изобретение представляет предварительно подготовленную пресс-форму, которая имеет полимерное покрытие, нанесенное на формующую поверхность пресс-формы с отделяемой стороны для усиления адгезии первого слоя термопластического фиброармированного композиционного материала к формующей поверхности.
Фиг. 1a иллюстрирует такой вариант реализации настоящего изобретения, который обеспечивает конфигурацию предварительно подготовленной формы (10), включающую непористую металлическую пресс-форму (20) с текстурированной формующей поверхностью (30), разделительной пленкой (40) и полимерным покрытием (50), нанесенным на разделительную пленку с возможностью последующего снятия. Фиг. 1b иллюстрирует такой вариант реализации настоящего изобретения, который обеспечивает предварительно подготовленную форму (10), с подробным описанием полимерного покрытия (50), показанного в виде практически вплавленных термопластических частиц, нанесенных плазменным напылением.
Важно, что полимерное покрытие (50) может быть нанесено на отделяемую сторону формующей поверхности пресс-формы (20) путем использования плазменного напыления в процессе автоматической выкладки ленты in situ. Непрерывное плазменное напыление полимерного покрытия в процессе автоматической выкладки ленты поверх предыдущего слоя фиброармированного композиционного материала (60) обеспечивает создание межслойного термопластического слоя (90), который может придавать конечной композиционной детали полезные свойства, такие как повышение ударной вязкости.
Фиг. 2a иллюстрирует нанесение in situ полимерного покрытия (50), такого как термопластические частицы, из головки для плазменного напыления (70) на непористую металлическую пресс-форму (20), с последующим наложением первого слоя термопластического фиброармированного композиционного материала (60) и уплотнением его при помощи ролика для выкладки машины ATL (80).
Фиг. 2b далее иллюстрирует непрерывное плазменное напыление полимера из головки для плазменного напыления (70) в процессе автоматической выкладки ленты, посредством которого обеспечивается создание межслойного термопластического слоя (90), с последующим наложением следующего слоя термопластического фиброармированного композиционного материала (60) и уплотнением его при помощи ролика для выкладки машины ATL (80). Непрерывное нанесение полимерного покрытия, такого как термопластик, из головки для плазменного напыления (70) на предыдущий слой термопластического фиброармированного композиционного материала (60) с последующим наложением следующего слоя термопластического композиционного материала (60), наложенного и уплотненного при помощи ролика для выкладки машины ATL (80), обеспечивает создание in situ межслойного термопластического слоя (90) между слоями термопластического фиброармированного композиционного материала и получение последовательно уложенного термопластического фиброармированного композиционного материала в процессе автоматической выкладки ленты.
И межслойный термопластический слой (90), и полимерное покрытие (50) представляют собой термопластические полимеры с высокими эксплуатационными характеристиками, причем они могут быть одним и тем же материалом или различными материалами, и могут содержать одни и те же или различные многофункциональные добавки. Эта гибкость в выборе термопластического полимера с высокими эксплуатационными характеристиками дает возможность выбирать оптимальные материалы для покрытия (50) и межслойного слоя (90).
Аналогично, и первый слой фиброармированного композиционного материала (60), и последующие слои фиброармированного композиционного материала (60) представляют собой совместимые материалы, но могут иметь один и тот же или различные составы, в зависимости от свойств, которые желательны для каждого слоя.
В альтернативном варианте, настоящее изобретение предлагает предварительно подготовленный препрег, имеющий полимерное покрытие, нанесенное непосредственно на одну или более поверхностей термопластического фиброармированного композиционного материала препрега для усиления адгезии первого слоя термопластического фиброармированного композиционного материала к формующей поверхности пресс-формы, и дополнительно предлагает вводить полезный межслойный слой в конечную композиционную деталь.
Фиг. 3 иллюстрирует препрег (100), приготовленный нанесением полимерного покрытия (50) на обе поверхности термопластического фиброармированного композиционного материала (60) плазменным напылением термопластических частиц из головки для плазменного напыления (70) на поверхность термопластического фиброармированного композиционного материала (60), посредством чего и формируется предварительно подготовленный препрег (100). В зависимости от предполагаемых эксплуатационных характеристик конечной композиционной детали, полимерное покрытие с каждой стороны предварительно подготовленного препрега может быть одинаковым или различным (100).
Предварительно подготовленная пресс-форма (10) по настоящему изобретению имеет полимерное покрытие (50), которое сцеплено с формующей поверхностью пресс-формы (20) с возможностью последующего снятия. Предпочтительно, разделительная пленка (40) расположена между формующей поверхностью пресс-формы (20) и полимерным покрытием (50). Кроме того, для оптимального управления адгезией полимерного покрытия (50) к формующей поверхности, формующая поверхность пресс-формы (20) представляет собой текстурированную поверхность (30). Предварительно подготовленную пресс-форму (10) можно использовать для выкладки фиброармированного композиционного материала вручную или при помощи ATL, по желанию. Предварительно подготовленная пресс-форма (10) обеспечивает оптимальное управление адгезией первого слоя фиброармированного композиционного материала в процессе либо ручной выкладки, либо выкладки с использованием ATL.
Фигура 2a иллюстрирует выкладку первого слоя фиброармированного композиционного материала (60) путем автоматического помещения выкладываемой ленты на формующую поверхность пресс-формы (20). При использовании в качестве фиброармированного композиционного материала (60) ленточного препрега, головка для плазменного напыления (70) будет напылять термопластические частицы на формующую поверхность, формируя полимерное покрытие (50) на формующей поверхности для подготовки формующей поверхности пресс-формы (20). В дальнейшем, выкладывающий ролик (80) машины ATL выкладывает и приклеивает, с возможностью последующего снятия, ленточный препрег фиброармированного композиционного материала (60) к полимерному покрытию (50) на формующей поверхности пресс-формы (20). Непрерывное применение этого процесса проиллюстрировано на Фигуре 2b, где последовательные слои фиброармированного композиционного материала (60) наносят напылением термопластических частиц на поверхность предварительно приклеенного слоя фиброармированного композиционного материала (60) при помощи головки для плазменного напыления (70), а затем, при помощи выкладывающего ролика (80) машины ATL, выкладывают следующий слой фиброармированного композиционного материала для создания межслойного термопластического слоя (90). Этот межслойный термопластический слой (90) может придавать полезную ударную вязкость или, по желанию, другие полезные многофункциональные характеристики.
Препрег (100) по настоящему изобретению приготовлен нанесением полимерного покрытия (50) на одну или обе стороны фиброармированного композиционного материала (60) непосредственно перед или в процессе выкладки in situ фиброармированного композиционного материала (60). Поток фиброармированного композиционного материала (60) проводят между одной или более головок для плазменного напыления (70), которые наносят полимерное покрытие (50) на одну или обе стороны композиционного материала (60), тем самым формируя предварительно подготовленный препрег (100). Этот предварительно подготовленный препрег (100) можно затем непосредственно помещать в пресс-форму или в предварительно подготовленную форму (10) ручной выкладкой или при помощи ATL, по желанию, и он приклеивается, с возможностью последующего снятия, к формующей поверхности пресс-формы или подготовленной пресс-формы (10). Предварительно подготовленный препрег (100) можно выкладывать как ленточный препрег, при помощи выкладывающего ролика ATL, как показано на Фигуре 2a, при этом отсутствует необходимость в отдельной головке для плазменного напыления (70) для выкладывания первого слоя фиброармированного композиционного материала, имеющего полимерное покрытие (50), прилегающее к формующей поверхности пресс-формы (20). Формующая поверхность представляет собой, предпочтительно, текстурированную формующую поверхность (30). Применение предварительно подготовленного препрега (100) может приводить к сокращению производственных затрат и создавать более равномерные условия производства, в то же время обеспечивая тот же потенциал многофункциональных преимуществ. Если полимерное покрытие (50) наносят на обе стороны фиброармированного композиционного материала (60), покрытие (50) на каждой поверхности может иметь один и тот же или различный состав.
В отрасли известны и доступны различные способы нанесения полимерного покрытия (50), такие как распыление неводного раствора полимера на формующую поверхность металлической пресс-формы, нанесение водной суспензии вручную, нанесение плазменным напылением или электростатическое порошковое покрытие и плавление, помимо прочего.
Один особо предпочтительный вариант реализации настоящего изобретения предусматривает плазменное напыление полимера на формующую поверхность пресс-формы (20) для формирования предварительно подготовленной пресс-формы (10), как показано на Фиг. 1a и 1b, или непосредственно на фиброармированный композиционный материал (60), как показано на Фиг. 3, для формирования предварительно подготовленного препрега (100). Если полимерное покрытие (50) наносят при помощи плазменного распылителя, полимер вводят в плазменный распылитель в виде твердых частиц, предпочтительно термопластических частиц с размером диаметра D90 (где девяносто процентов частиц меньше этого диаметра по размеру) от 90 до 180 мкм и, более предпочтительно, от 150 до 185 мкм. Частицы наносят, используя высокотемпературную плазму малой скорости.
Предпочтительный полимер с высокими эксплуатационными характеристиками для частиц полимерного покрытия представляет собой полимер PEEK.
Полимерное покрытие (50) по существу непрерывно, но может прерываться при более низких уровнях толщины вдоль формующей поверхности, с особой зависимостью от уровня неровности текстурированной поверхности (30), к которой оно прилегает. Желательно, чтобы это покрытие было непрерывным по меньшей мере на 50% формующей поверхности, и более предпочтительно по меньшей мере на 90% формующей поверхности, а оптимально по меньшей мере на 98% формующей поверхности. При использовании плазменного распылителя (70) для нанесения полимерного покрытия (50), нагретые термопластические ударяются и прилипают к формующей поверхности как расплавленные частицы, и полученное покрытие (50) может появляться как несплошное множество наплывов, которые представляют собой вплавленные термопластические частицы, но не все они расплавлены и сплавлены друг с другом, формируя частично несплошную пленку.
Размер частиц полимера с высокими эксплуатационными характеристиками D90 составляет от около 100 мкм до около 400 мкм. Для оптимальных результатов плазменного напыления, предпочтительно, размер частиц полимера находится в диапазоне значений D90 от около 125 мкм до около 250 мкм, и наиболее предпочтительно от около 150 до около 200 мкм. При использовании этого способа, частицы полимера с высокими эксплуатационными характеристиками подвергаются воздействию температуры в плазменном распылителе, которая находится в диапазоне от около 1800°F до около 2000°F, при скорости от около 350 до около 400 м/секунду у выходного отверстия соплового отсека плазменного распылителя.
Подходящие плазменные распылители, имеющиеся в продаже, включают модели Praxair SG 10 и Sulzer Metco. Полимер с высокими эксплуатационными характеристиками вводят в головку плазменного распылителя в виде твердых частиц. Затем плазменный распылитель направляет твердые частицы в плазменную струю через сопло для их нагрева и разгона до высокой скорости.
Для достижения оптимальных характеристик, пресс-форму (20) подвергают предварительному нагреву до примерно 250°F (121°C), чтобы облегчить адгезию полимерного покрытия (50) к формующей поверхности пресс-формы (20).
Для приготовления предварительно подготовленной пресс-формы, требуется плазменным напылением нанести на формующую поверхность пресс-формы (20) полимерное покрытие (50) с толщиной в диапазоне от 0,001 до 0,010 дюйма. В некоторых вариантах реализации изобретения, толщина полимерного покрытия (50) составляет, более предпочтительно, около 0,002 дюйма. Такой выбор толщины имеет целью содействие адгезии первого слоя без добавления значительного веса конечной композиционной детали.
При приготовлении предварительно подготовленного препрега (100), следует плазменным напылением наносить полимерное покрытие (50) на фиброармированный термопластический композиционный материал (60) с толщиной от примерно 0,0005 до примерно 0,010 дюйма на слой. В некоторых вариантах реализации изобретения, толщина полимера может быть от примерно 0,001 до примерно 0,008 дюйма на слой.
Чтобы обеспечить возможность легкого извлечения конечной композиционной детали с формующей поверхности пресс-формы (20), на нее может быть нанесено полимерное покрытие (50) с возможностью последующего снятия. При том, что трудность автоматической выкладки ленты из термопластических фиброармированных композиционных материалов заключается в слабой адгезии первого слоя к формующей поверхности пресс-формы, термопластическое полимерное покрытие не будет прилипать к формующей поверхности пресс-формы настолько прочно, чтобы при попытке извлечения, термопластическое полимерное покрытие разрушалось и конечная термопластическая композиционная деталь повреждалась. Это становится особенно важным, если термопластическое полимерное покрытие содержит какой-нибудь многофункциональный агент, такой, как агенты для дополнительного улучшения поверхностных свойств конечной термопластической композиционной детали, описанные в данном документе.
В рамках данного изобретения, термопластическое полимерное покрытие, как упоминалось, наносят с возможностью последующего снятия, когда конечную термопластическую композиционную деталь, выполненную в пресс-форме с термопластическим полимерным покрытием, извлекают из пресс-формы с приложением от слабого до умеренного давления, хотя полимерное покрытие не отделяется в процессе автоматической in situ выкладки термопластического фиброармированного композиционного материала.
Термопластическое полимерное покрытие (50) на формующей поверхности пресс-формы (20) может улучшать качество поверхности и свойства конечной термопластической композиционной детали после того, как она удалена из пресс-формы, благодаря характеристикам обогащенного смолой термопластического полимерного покрытия, улучшенной текстуре поверхности и необязательным многофункциональным добавкам, которые могут быть в него внедрены.
Полимерное покрытие (50) может включать полимер с высокими эксплуатационными характеристиками, выбранный из медленно кристаллизующихся, полукристаллических или аморфных полимеров (или их смеси), так что термопластический поверхностный слой полимерного покрытия (50) формирует смешиваемую и/или совместимую композицию с термопластическим полимером с высокими эксплуатационными характеристиками фиброармированного термопластического композиционного материала (60). Полимерное покрытие (50) может быть любым из описанных в данном документе термопластических полимеров с высокими эксплуатационными характеристиками, которые наносят на формующую поверхность пресс-формы (20) для улучшения процесса выкладки первого слоя, как описано в данном документе, или наносят непосредственно на одну или обе поверхности термопластического фиброармированного композиционного материала (60) перед помещением в пресс-форму.
В морфологическом аспекте, термопластический полимер с высокими эксплуатационными характеристиками может быть аморфным и/или медленно кристаллизующимся (т.е. низкая степень кристалличности - обычно менее 20% окристаллизованности) полукристаллическим полимером. Композиции из аморфного и полукристаллического полимеров тоже предусмотрены для использования в качестве полимерного покрытия (50). В определенных вариантах реализации изобретения, термопластический полимер с высокими эксплуатационными характеристиками для термопластического полимерного покрытия (50) выбирают из полиарилэфиркетонов (PAEK), полиэфиримидов (PEI), полиимидов, кополимера PAEK с PEI и/или полиэфирсульфона (PES) и/или полифениленсульфида (PPS) и композиций PAEK с одним или более из PEI, PES, PPS и/или полиимидов.
В конкретных вариантах реализации изобретения, например, термопластическое полимерное покрытие включает PAEK, выбранный из полиэфирэфиркетона (PEEK) или полиэфиркетонкетона (PEKK) и композиций, которые включают, но не ограничиваются дифенилсульфоном. Если термопластическое полимерное покрытие включает PEKK, для PEKK отношение T:I варьируется в диапазоне от примерно 0:100 до примерно 70:30, чтобы сохранить низкую скорость кристаллизации полимера. В конкретном варианте реализации изобретения, отношение T:I термопластическое полимерное покрытие основывается на CYPEK® DS, который имеет отношение T:I в диапазоне от примерно 0:100 до примерно 70:30. Подходящие полимеры PEKK, в рамках настоящего изобретения, включают, но не ограничиваются ими, имеющиеся в продаже полимеры от Cytec Industries Inc., Woodland Park NJ, такие как CYPEK® DS-E или CYPEK® DS-M и CYPEK® HT.
Полимерное покрытие (50) может дополнительно включать один или более многофункциональных агентов, выбранных для улучшения характеристик конечной термопластической композиционной детали, таких как электропроводность, ударная вязкость, проницаемость кислорода, скорость кристаллизации и/или устойчивость к растворителям конечной термопластической композиционной детали. Такие многофункциональные агенты могут находиться в виде металлического покрытия и/или микро- и/или наночастиц.
Необязательные многофункциональные агенты полимерного покрытия (50) могут включать один или более материалов, таких как, но не ограничиваясь ими, модификаторы ударопрочности, разделительный состав для пресс-формы, смазки, загустители, антиоксиданты, ультрафиолетовые поглотители, термостабилизаторы, замедлители горения, пигменты, красители, слоевые красители как индикаторы повреждений при ударе, неволокнистые армирующие материалы и наполнители, нанографитовые пластинки для повышения скорости кристаллизации и уменьшения усадки, наноглины для улучшения устойчивости к растворителям, нанометаллы (такие как никелевые волоконца), пласты частиц для повышения ударной вязкости, сетчатая ткань CVD в слоях на случай удара молнии OML, сетки из волокна или полимера для улучшения ударопрочности, покрытие поверхности для содействия удалению воздуха при наложении давления машиной ATL и поверхностные покрытия с высокой текучестью для ускорения заделки поверхностного сползания через межпластовую зону.
Пресс-форма (20) может быть из любого непористого высокотемпературного материала, включая металл. Как известно специалистам в данной области, для этих целей подходит металл, предпочтительно нержавеющая сталь, инвар или низкоуглеродистая сталь. Формующая поверхность пресс-формы (20) может быть выполнена из нержавеющей стали, способной выдерживать высокотемпературные режимы, которые необходимы для производства термопластических фиброармированных композиционных деталей, и имеющей низкий CTE, но инвар предпочтительнее. Высокотемпературная оснастка способна выдерживать температуры обработки вплоть до 800°F (427°C). Пресс-форма (20) может представлять собой пластину из нержавеющей стали 304 толщиной 0,120 дюйма или из инвара 36 толщиной 0,063 дюйма. Тем не менее, пластина из нержавеющей стали может быть менее эффективной, чем из инвара, из-за более высокого перепада CTE, который может вызвать отслоение термопластического фиброармированного композиционного материала от формующей поверхности пресс-формы в процессе обработки.
Пресс-форма (20) должна быть выполнена из твердого, непроницаемого, непористого материала. Пресс-форма (20) не должна пропускать через свою формующую поверхность потоки воздуха или газов.
Текстурированная формующая поверхность (30) предпочтительно создается на формующей поверхности пресс-формы (20) с целью улучшить механическую адгезию полимера (50) с пресс-формой (20), чтобы предотвратить отслаивание из-за перепада CTE термопластического фиброармированного композиционного материала (60) и полимерного покрытия (50) от формующей поверхности пресс-формы (20). Предполагается, что текстурированная формующая поверхность (30) обеспечит механическое сцепление между пресс-формой (20) и полимерным покрытием (50), а также улучшит адгезию, что поможет преодолеть различия в коэффициентах теплового расширения между полимерным покрытием (50) и пресс-формой (20). Слишком мелкой текстуры и слабого механического сцепления будет недостаточно, чтобы преодолеть перепад CTE, поэтому полимерное покрытие (50) будет легко отслаиваться от пресс-формы (20) в процессе производства. Слишком глубокая текстура формующей поверхности (30) может привести к созданию полимерного покрытия (50), которое будет трудно снять и удалить, не повредив полимерное покрытие (50) при попытке извлечь из пресс-формы конечную композиционную деталь.
Известно много способов текстурирования формующей поверхности (30), таких как пескоструйная обработка, фрезерование, шлифование на станке с поворотным столом, матирование стеклянной дробью, нанесение зернения на поверхность металла или другие средства текстурирования формующей поверхности для принятия разделительной пленки (40). Текстурированная формующая поверхность (30) может быть создана таким способом, как пескоструйная обработка с размером зерна от зернистости примерно 20 до примерно 180, и более предпочтительно от 40 до 120. В частности, оксид алюминия зернистостью 120 или стеклянные шарики зернистостью около 40-60 обеспечивают равномерную текстуру на поверхности и являются предпочтительными, причем стеклянные шарики зернистостью 40-60 являются оптимальными. Предпочтительными способами создания подходящей текстуры являются варианты пескоструйной обработки оксидом алюминия с зернистостью 120 или стеклянными шариками с зернистостью 40-60.
Подходящую текстуру для конкретной комбинации формующей поверхности пресс-формы (20) и полимерного покрытия (50) специалисты в данной области могут оптимизировать, чтобы определить наиболее подходящий уровень текстуры для конкретного полимерного покрытия (50) и пресс-формы (20). Специалист в данной области сможет идентифицировать наиболее подходящий уровень текстуры для данного типа материала пресс-формы и материала полимерного покрытия для преодоления перепада CTE, т.е. такой уровень, который обеспечит достаточную адгезию, сохраняя возможность извлечения конечной композиционной детали.
Один из способов количественного определения подходящего уровня текстуры представляет собой измерение элементов профиля текстурированной формующей поверхности (30). Как больший средний шаг элементов профиля, так и большая глубина элементов профиля представляют собой подходящие способы различения предпочтительных уровней текстуры. Для того, чтобы текстура была подходящей, подходящими должны быть оба элемента профиля.
Высокотемпературная пресс-форма и термопластическое полимерное покрытие, представляющие собой, соответственно, пластину из инвара 36 толщиной 0,63 дюйма и полимерное покрытие PEKK, были протестированы при помощи профилометра поверхности вершин с алмазной иглой Time Group Inc. TR200, тестером неровности поверхности индукционного типа. В профилометре поверхности используется алмазная игла, которая движется с регулируемой скоростью по поверхности образца, чтобы зарегистрировать характеристики материала. Эти параметры измеряют на плоском образце, опирая устройство на верх образца. Это тест, который проводится при стандартной комнатной температуре и влажности, и тестируемая пресс-форма должна иметь комнатную температуру. Профилометр устанавливают на образец в направлении X (определенном как параллель к краю тестируемой площадки), и начинают тестирование с использованием клавиши-стрелки, в ходе которого регистрируются все параметры для направления X. Затем профилометр переставляют перпендикулярно к прежнему направлению и повторяют тестирование для регистрации всех параметров в направлении Y.
Этот расчет Rsm проиллюстрирован в Формуле 1, а расчет RY проиллюстрирован в Формуле 2. Как видно из представленной ниже Таблицы 1, лучшей характеристикой оптимальной текстуры является комбинация измерений максимальной амплитуды высот профиля. Можно получить и использовать значения, превышающие приведенные в Таблице 1. Тем не менее, большие значения могут неблагоприятно увеличить механическую адгезию, а это окажет воздействие на размер конечной композиционной детали и приведет к нарушению допусков.
|
Разделительную пленку (40), облегчающую выемку деталей, можно помещать на формующую поверхность пресс-формы (20) после создания текстурированной формующей поверхности (30) пресс-формы для равномерного и однородного покрытия формующей поверхности пресс-формы (20). Разделительная пленка (40), облегчающая выемку деталей из пресс-формы, дополнительно обеспечивает подходящую, с возможностью последующего устранения, адгезию полимерного покрытия (50) к формующей поверхности пресс-формы (20). Разделительная пленка (40), облегчающая выемку деталей из пресс-формы, может только частично покрывать текстурированную формующую поверхность (30) пресс-формы (20), при условии, что она покрывает площадь, рекомендованную производителем разделительной пленки.
Разделительная пленка (40), облегчающая выемку деталей из пресс-формы, функционирует как интерфейс между текстурированной формующей поверхностью (30) пресс-формы (20) и полимерным покрытием (50). Кроме того, разделительная пленка (40), облегчающая выемку деталей из пресс-формы, обеспечивает также химическое связывание, которое удерживает полимерное покрытие (50) на формующей поверхности, тем самым поддерживая оптимальную адгезию к формующей поверхности в течение выкладки термопластического фиброармированного композиционного материала и сохраняя возможность последующего удаления полимерного покрытия. Разделительная пленка (40), облегчающая выемку деталей из пресс-формы, кроме того, устойчива достаточно, чтобы выдерживать интенсивный нагрев и режим, обусловленный процессом выкладки, так что она обеспечивает разделительный слой, отделяющий полимерное покрытие (50) от пресс-формы (20), когда конечная композиционная деталь будет отверждена.
Материалы для разделительной пленки (40), облегчающей выемку деталей из пресс-формы, имеются в продаже, и их рекламируют как материалы, облегчающие отделение конечного продукта от пресс-формы после обработки. Подходящие промышленные разделительные пленки включают Hysol Frekote 800, AXEL 21RM, AXEL 21LS и AXEL W-4005. Этот разделительный агент представляет собой, предпочтительно, высокотемпературную пленку AXEL W-4005, которую накладывают и высушивают в соответствии с техническими условиями производителя.
Пресс-форму (20) вместе с разделительной пленкой (40) можно затем нагревать для “высушивания”, как рекомендовано поставщиком.
В некоторых случаях, перед наложением разделительной пленки (40), к формующей поверхности пресс-формы (20) может быть добавлен уплотнитель, как рекомендовано производителем пресс-формы, для дополнительного усиления адгезии с возможностью последующего снятия полимерного покрытия (50) и возможностью отделения конечной композиционной детали от формующей поверхности.
Фиброармированные композиционные материалы (60) представляют собой конструктивно армированные волокнистые материалы, предварительно пропитанные подходящей термопластической полимеро-матричной смолой с высокими эксплуатационными характеристиками. Обычно их относят к категориям лент, ткани, нетканого полотна, бумаги и их смесей.
Подходящие конструктивно армирующие волокна для фиброармирования включают любые из имеющихся в продаже конструкционных волокон, таких как углеродные волокна, волокна Kevlar®, стекловолокно, арамидное волокно и их смеси. В предпочтительном варианте реализации изобретения, волокно для конструктивного волоконного армирования представляет собой углеродное волокно на основе полиакрилонитрила (PAN).
Конструктивное армирование волокнами может быть выполнено в варианте сетчатой конструкции однонаправленной ленты (uni-tape), нетканого материала или холста, волоконной пакли или текстурированного материала. Ленточный препрег использует, в общем случае, однонаправленные конструктивно армирующие волокна, которые проходят вдоль единственной оси полосового материала. Ленточный препрег обычно используют в назначениях, в которых выкладку осуществляют при помощи ATL. Термин "ткань" обычно относится к конструктивно армирующим волокнам, которые выложены вдоль по меньшей мере двух различных осей в полосовом материале. Ткань имеется в продаже в биаксиальном, триаксиальном и квадриаксиальном исполнении, когда волокна проходят вдоль двух, трех и четырех осей, соответственно. Волокна могут необязательно быть сплетены друг с другом, или могут быть выполнены как нетканый материал. Тканевый препрег обычно используют в назначениях, когда выкладка осуществляется вручную.
Фиброармированный композиционный материал (60) содержит любые из конструктивно армирующих волокон, описанных в данном документе, которые могут быть пропитаны по меньшей мере одним термопластическим полимером с высокими эксплуатационными характеристиками при помощи любого способа изготовления/пропитки, известного специалистам в данной области. Средним специалистам известны подходящие способы пропитки, они включают, например, и без ограничений, пропитку расплавом, пропитку водной суспензией, покрытие порошком, наслоение экструдированной пленки и их комбинации.
Термопластический полимер с высокими эксплуатационными характеристиками для покрытия (50) и термопластический полимер с высокими эксплуатационными характеристиками, который используется в качестве отверждающегося связующего для фиброармированного термопластического композиционного материала (60) могут быть одним и тем же или различными материалами, либо их комбинациями.
Термин “полимер с высокими эксплуатационными характеристиками” относится к любому термопластическому полимеру, который имеет температуру плавления (Tm) больше или равную 280° C и технологическую температуру (Tprocess) больше или равную 310° C. В определенных вариантах реализации изобретения, полимер с более высокими эксплуатационными характеристиками выбирают из полиарилэфиркетонов (PAEK), смесей PAEK, полиимидов и полифениленсульфидов (PPS).
В определенных вариантах реализации изобретения, PAEK выбирают из полиэфирэфиркетона (PEEK), полиэфирэфиркетонкетона (PEEKK), полиэфиркетонкетона (PEKK), полиэфиркетона (PEK) и полиэфиркетонкетонэфиркетона (PEKKEK). В других вариантах реализации изобретения, полимер с высокими эксплуатационными характеристиками представляет собой смесь PAEK, в которую входят полиэфиримид, полифениленсульфид и/или полиэфирсульфон, смешанный с одним или более полиарилэфиркетонами.
Полиарилэфиркетоны хорошо известны специалистам в области композиционных материалов, они включают, но не ограничиваются этим, APC-2® PEEK, CYPEK®-FC и/или CYPEK®-HT, и все эти полимеры поставляет Cytec Industries Inc., Woodland Park, New Jersey.
Содержание смолы в термопластической полимерной смоле с высокими эксплуатационными характеристиками в фиброармированном композиционном материале (60) варьируется от примерно 26% до примерно 90% от общего веса, посредством чего композиционному материалу (60) придают модуль упругости 500 кфунт/дюйм2 или более и межслойную вязкость разрушения G1c 600 Дж/м2 или более. Вязкость полимера с высокими эксплуатационными характеристиками подбирают таким образом, чтобы получать хорошую пропитку волокна. Наконец, полимер с высокими эксплуатационными характеристиками фиброармированного композиционного материала действует как часть полимерной матрицы, формирует полимерную смесь с полимерным покрытием (50), когда между материалами возникает контакт. В данном документе термин “полимерная смесь” включает смеси смешиваемых и совместимых полимеров, поскольку эти термины известны и понятны специалистам в данной области, к которым данное изобретение имеет отношение.
Конечные термопластические композиционные детали, сформованные по данному изобретению, могут представлять собой различные детали, сформованные с использованием быстрых способов наслоения и формовки, включая, но не ограничиваясь этим, укладку термопластической ленты/пакли in situ для упрочненного крыла и обшивки фюзеляжа, непрерывное прямое прессование (CCM) и способ фасонной прокатки для производства усиливающих элементов конструкции, использование двухленточного пресса для изготовления упрочненных плоских панелей и панелей пола самолета, цилиндрические конструкции, изготовленные in situ способом намотки волокна и присоединение композиционного узла сплавлением и сваркой.
Представленные ниже примеры имеют целью облегчить специалистам понимание определенных вариантов реализации изобретения. Эти примеры приведены в иллюстративных целях, и их не следует воспринимать как ограничение объема различных вариантов реализации настоящего изобретения.
Пример 1. Раствор полимера PEI на неводной основе, нанесенный напылением на пресс-форму
Композицию полимера PEI, 10% GE Ultem 1000P плюс 90% диоксилана нанесли плазменным напылением на формующую поверхность стальной пресс-формы, на которую была наложена разделительная пленка при помощи устройства HVLP.
Для тестирования переноса PEI/диоксилана выкладке первого слоя фиброармированного термопластического композита, создали 8-слойную квази-изотропную панель с использованием одноленточного материала APC PEKK/AS-4. Панель обработали листом подушки пресса в автоклаве при температуре 720°F (382°C) и давлении N2 100 футов/дюйм2. Панель продемонстрировала некоторые поверхностные аномалии со стороны покрытия.
Пример 2. Водная суспензия, вручную нанесенная на пресс-форму
Предприняли попытку непосредственно вручную нанести смесь, которая включала ПАВ, воду, водный клей (клей) и термопластик, с использованием следующих составов: 1) Клей 90% /PEKK 10%. 2) Деионизированная вода 80% /ПАВ 10% /PEI-Diox. Предварительно приготовленный раствор 10%. 3) Деионизированная вода 80% / ПАВ 10% /PEKK 10%. 4) Клей 80% / порошок PEI 10% /ПАВ 10%. Произошла быстрая усадка полученной водной суспензии термопластического полимерного покрытия на формующей поверхности пресс-формы, и адекватного связывания с металлом пресс-формы достичь не удалось. Полимерное покрытие легко отслаивалось при малейшем трении.
Пример 3. Плазменное напыление на пресс-форму полимера PEK
Чтобы нанести покрытие непосредственно на формующую поверхность пресс-формы, на которой уже имелись уплотнитель и разделительная пленка, осуществили плазменное напыление при помощи плазменной пушки Praxair SG 100, при этом полимер PEK вводили в струю из сопла для нагрева и разгона материала до высокой скорости. Сначала были трудности с сохранением адгезии между уплотненной/разъединенной формой и полимером PEK, когда форме давали остыть до комнатной температуры, вызванные, вероятно, различием CTE (коэффициента теплового расширения) пресс-формы и термопластического полимерного покрытия на гладкой формующей поверхности пресс-формы. Обнаружилось, что поверхностный слой отделяется от формы (уплотнитель Hysol® Frekote® GP и разделяющий агент Frekote® 800).
Пример 4. Полимер PEK, нанесенный плазменным напылением на текстурированную формующую поверхности пресс-формы
Для улучшения адгезии полимера PEK, нанесенного плазменным напылением, следующую панель подвергли пескоструйной обработке оксидом алюминия зернистостью 120 и нанесли разделяющее покрытие Frekote® 800. Нанесенное покрытие оказалось значительно лучшим.
Для тестирования переноса нанесенных плазменным напылением покрытий PEK в слоистый материал, создали две 8-слойных квази-изотропных панели с использованием одноленточного материала APC PEKK/AS-4. Панели обработали листом подушки пресса в автоклаве при температуре 720°F (382°C) и давлении N2 100 футов/дюйм2.
Полученные панели имели некоторую неоднородность текстуры поверхности и толщины полимерного покрытия. Некоторые участки поверхностного покрытия можно было соскоблить с полученной термопластической фиброармированной композиционной детали. Формующая поверхность пресс-формы после автоклавного цикла была чистой, что свидетельствовало об эффективном отделении формы.
Пример 5. Покрытие из полимера PEK, нанесенное на препрег плазменным напылением
Плазменное напыление проводили также на одноленточные образцы APC, чтобы открыть путь к добавлению материала на наружную поверхность термопластического материала. Для тестирования управления процессом, были помещены две навески с покрытием. Покрытие нанесли только на одну сторону ленты. Были отмечены поперечная усадка смолы и сморщивание ленты.
Уникальные возможности, которые создает этот способ, открывает выигрышные применения, такие как комбинации материалов, включая керамику, смеси металлов и полимеров, которые трудно было бы получить другими средствами. Покрытия металлическими сплавами могут обеспечить повышенную электропроводность на случай разряда молнии и уменьшения критического разряда.
Пример 6
Детали из термопластического композита обрабатывают при высоких температурах, а это требует оснастки из стойких материалов. В цикле обработки одноленточных панелей PEKK-FC температура превышает 730°F (388°C), что обуславливает необходимость в оснастке из стальных сплавов. Для этой серии экспериментов оснастка представляла собой пластину из нержавеющей стали 304 толщиной 0,120 дюйма.
В этом эксперименте было испытано множество вариантов финишной обработки поверхности. Шероховатая панель представляла собой пластину из нержавеющей стали толщиной 0,125 дюйма, которую обработали наждачной бумагой зернистостью 120 и очистили растворителем. Использованные методы создания текстурированной поверхности включали обработку оксидом алюминия зернистостью 120 и стеклянными шариками зернистостью 40-60 c. Эти поверхности увеличивали механическое сцепление покрытия первого слоя с материалом, покрытым разделительной пленкой. Можно утверждать, что поверхность также разрывала пленку смолы созданием толстых и тонких зон, которые уменьшали воздействие усадки смолы на адгезию к форме. Для плазменного напыления рекомендуется форма, обработанная стеклянными шариками, но этот вариант пока не испытывали. Преимущество текстуры заключается в том, что она способствует сохранению покрытия в процессе обработки.
Сначала для уплотнения пластин из нержавеющей стали использовали Zyvax Sealer GP. Было обнаружено, что этот уплотнитель взаимодействует с Frekote® 800, и это приводит к созданию поверхности, которая отделяется исключительно легко. Это приводит к преждевременному сползанию покрытия с формы. После этого было обнаружено, что уплотнитель механически удалялся со всех поверхностей, и его использование прекратили.
Первым из средств для отделения формы оценивали материал Hysol® Frekote® 800. Известно, что эта система на основе растворителя обеспечивает возможность отделения при температурах выше 400°C. Этот материал тонким равномерным слоем нанесли на поверхность нержавеющей стали и высушили на воздухе, затем на форму нанесли термопластик плазменным напылением. Сначала для покрытия использовали распылительный раствор PEI/диоксилан, и обнаружили тенденцию к его отслаиванию с формы при минимальном трении. Затем испытали средство для отделения формы Kant-Stik Cure-Fast, и обнаружили, что это покрытие тоже отделяется слишком легко. Было показано, что это отделяющее средство трудно обрабатывать при температурах выше 750°F (399°C).
Затем средство для отделения формы AXEL 21RM использовали без уплотнителя, и обнаружили, что оно имеет “более плотную” поверхность, чем любое из предыдущих средств. Это средство представляет собой систему на основе растворителя. Материал Axel 21RM является предпочтительным доступным средством для отделения формы для данного применения. Оно работает без уплотнителя и обеспечивает хорошую адгезию поверхности без слишком легкого сползания. Водный вариант средства, W4005, тоже испытали, чтобы сравнить с AXEL 21RM, но обнаружили, что этот материал уязвим к трению маленькими “шариками”, и отделение становится явным при трении формы пальцем.
Придерживаясь рекомендаций производителя, средства для отделения формы, формы нагревали до рабочей температуры (735°F, 391°C) для высушивания средства на форме. Высушивание дает возможность вулканизировать средство на форме до начала эксплуатации. Эта стадия была включена, чтобы предотвратить поднятие разделительной пленки растворителем из первого слоя выкладки, в которой использован раствор PEI/диоксилан.
Пример 7
Чтобы нанести покрытие непосредственно на покрытую разделительной пленкой форму, покрытие плазменным напылением выполняли при помощи плазменной пушки и вводили полимер PEK в струю из сопла для нагрева и разгона материала до высокой скорости. Полимер PEK подавали к плазменной пушке при помощи фидерной системы псевдоожиженного слоя.
На этот раз, форму предварительно нагревали до 250°F (121°C), чтобы облегчить прилипание полимера к поверхности формы. Для нанесения на форму слоя полимера PEK толщиной около 2 мил, использовали плазменную пушку Praxair SG 100. С ее помощью, временно осадили порошок на форму. Затем формы из нержавеющей стали с порошковым покрытием обрабатывали в электропечи при 750°F (399°C), чтобы расплавить полимер и создать слой расплавленного полимера.
Для улучшения адгезии плазменной струи, очередную панель подвергли пескоструйной обработке оксидом алюминия зернистостью 120 и покрыли средством для отделения формы Hysol® Frekote® 800. На форму поместили рамку для картины из ленты, чтобы шероховатый центр панели окружить гладким периметром. Эта рамка для картины была предназначена для проявления эффекта переноса шероховатости поверхности на материалы первого слоя выкладки. Это также обеспечило гладкий участок для прикрытия излишних напыленных участков формы.
Для тестирования того, как нанесенные плазменным напылением покрытия PEK передаются слоистому материалу, создали 8-слойную квазиизотропную панель с использованием одноленточного материала APC PEKK/AS-4. Панель обработали листом подушки пресса при температуре в автоклаве 720°F (382°C) и давлении N2 100 фунтов/дюйм2. У полученной панели были несколько неровная текстура и толщина покрытия. После автоклавного цикла поверхности формы с покрытием были чистыми, что свидетельствует об эффективности отделения формы.
Пленка Lamination, использующая двух- или трехслойную термопластическую ленту, in situ: Малый пресс нагрели до температуры из диапазона от 290° C до 410° C. Пленка Kapton покрыта разделительным составом и, когда пресс был нагрет до нужной температуры; двух- или трехслойную комбинацию поместили между двумя полосами пленки Kapton, покрытой разделительным составом, тем самым формируя выкладку. Выкладку поместили между двумя листами подушек из нержавеющей стали 3”X 3” пресса вместе с термопарой. Этот набор поместили в пресс и прикладывали давление 1000 фунтов на время от 10 до 30 секунд. Затем давление убирали, снимали верхнюю плиту, и набор перемещали для охлаждения в холодный пресс (1000 фунтов в течение 1 минуты).
Исходя из представленного выше описания и примеров, специалисты в данной области будут способны реализовать на практике данное раскрытие изобретения, как заявлено в формуле изобретения, без излишнего экспериментирования.
Хотя в вышеизложенном описании были показаны, описаны и отмечены основные элементы новизны настоящей идеи изобретения, должно быть понятно, что различные неупоминания, замены и изменения в форме деталей устройства, как проиллюстрировано, так же как их применения, специалисты в данной области могут осуществить, без выхода из объема настоящей идеи изобретения. Следовательно, объем настоящих идей не должен быть ограничен представленными выше рассуждениями, а должен быть определен приложенной формулой изобретения.
Межслойное усиление ударной прочности термопластичных материалов
Проводящий облицовочный материал для композитных структур
Повышение жесткости частицами для увеличения вязкости разрушения
Склеивание композитных материалов
Ингибирующие коррозию микрогели и содержащие их нехроматированные композиции грунтовочного покрытия
Сухой волокнистый материал для дальнейшей пропитки смолой
Склеивание композиционных материалов
Способ формирования формованной заготовки
Композиционные материалы из термореактивной смолы, содержащие межслойные повышающие ударопрочность частицы
Многофункциональные бензоксазины и композиционные материалы, включающие указанные соединения
Межслойное усиление ударной прочности термопластичных материалов
Проводящий облицовочный материал для композитных структур
Повышение жесткости частицами для увеличения вязкости разрушения
Склеивание композитных материалов
Ингибирующие коррозию микрогели и содержащие их нехроматированные композиции грунтовочного покрытия
Сухой волокнистый материал для дальнейшей пропитки смолой
Склеивание композиционных материалов
Способ формирования формованной заготовки
Композиционные материалы из термореактивной смолы, содержащие межслойные повышающие ударопрочность частицы

