Результат интеллектуальной деятельности: Способ поштучной загрузки прутков в технологическое оборудование для их обработки и устройство для его осуществления
Вид РИД
Изобретение
Изобретение относится к вспомогательным устройствам при изготовлении круглого поката, например, прутков и может быть использовано для обеспечения поштучной выдачи прутков на раскатный стол для дальнейшей обработки.
Известно устройство для поштучной выдачи деталей по авт.св №1027010, в котором с целью повышения надежности работы, оно снабжено пластиной со скосом, жестко связанной с корпусом магазина и установленной над зоной выдачи деталей, при этом скос направлен в сторону выдачи деталей, а на верхней ступени подвижной рейки дополнительно выполнен выступ [1].
Известен механизм поштучной выдачи стержневых изделий, содержащий У-образный бункер и захватное приводное устройство, в котором с целью уменьшения энергозатрат и транспортировку изделий, захватное устройство выполнено в виде оси, установленной в направляющих одной из сторон бункера и перемещающейся возвратно-поступательно от привода, и смонтированных на этой оси с возможностью фиксированного поворота фасонных звездочек для захвата заготовок [2].
К общему недостатку изобретений [1, 2] относится невозможности надежной подачи изделий поштучно, например, прутков малых диаметров, так как в процессе перемещения они перепутываются.
Известен способ подачи прутков в токарный станок с помощью питателя стержней, имеющий двигатель для запуска и перемещения стержня вдоль направляющей к обрабатывающему токарному станку до тех пор, пока стержень не будет захвачен токарным станком, включающий этапы, управляемые автоматикой: а) ввода заданного минимального значения тяги и заданного максимального значения тяги в память блока управления; б) приведение в действие двигателя малой тяги вперед в соответствии с первым значением осевого усилия, соответствующим заданному минимальному значению; в) обнаружение движения двигателя с датчиком; г) управление увеличением тяги двигателя малой тяги на заданное значение, если движение, обнаруженное в предыдущей точке, меньше, чем заданное количество; д), повторяя пункты в) и г) до тех пор, пока двигатель не переместится на нужное расстояние или пока не будет достигнуто заданное максимальное значение тяги без обнаружения желаемого продвижения, что указывает на заклинивание.
Устройство для подачи прутков в токарный станок, содержит двигатель для запуска и толкания стержня вдоль направляющей к обрабатывающему токарному станку до тех пор, пока стержень не будет захвачен токарным станком, редукторные двигатели малой тяги, датчик для обнаружения движения и блок управления, содержащий в памяти заданное минимальное значение тяги и заданное максимальное значение тяги и прием сигнала от датчика, приводящего в действие редукторный двигатель, начиная с первого значения тяги, соответствующего указанному предварительному минимальному значению, и увеличения тяги, если датчик обнаруживает продвижение двигателя малой тяги, которое ниже заданного значения тяги, или равно нулю, до тех пор, пока не будет достигнуто заданное максимальное значение тяги [3].
К недостатку способа и устройства для его осуществления относится сложность устройства и невозможность поштучной подачи на раскатный стол длинномерных прутков малого диаметра при их перепутывании.
Известно устройство для подачи прутков в токарный станок при помощи толкателя, принятое нами за прототип.
Устройство для подачи прутка при помощи толкателя к автоматическому токарному станку с числовым программным управлением, установленное перед токарным станком, содержит переднюю бабку, шпиндель, установленный с возможностью вращения на бабку, сквозное отверстие в шпинделе для обработки инструментом, отличающееся тем, стопор для подачи прутка на ось шпинделя, толкатель установлен с возможностью перемещения назад и вперед по оси шпинделя при помощи направляющей толкателя, снабжено множеством роликов, расположенных по обеим сторонам оси для удержания на оси толкателя между ними, причем один из множества роликов выполнен в виде ведущего ролика, который вращается при помощи привода, и, по меньшей мере, одного ведомого ролика, который установлен с возможностью вращения без какого-либо проскальзывания относительно толкателя и снабжен средством обнаружения вращения [4].
К недостатку известного устройства можно отнести невозможность его использования при поштучной выдаче прутков на раскатный стол в один ряд, так как при подаче россыпью возможно запутывание прутков, особенно малых размеров.
Техническим результатом, который обеспечивается способом поштучной загрузки прутков в технологическое оборудование для их обработки и устройством, является 100% подача прутков малых диаметров в технологическое оборудование, загружаемых на раскатный стол россыпью, то есть хаотично.
Указанная цель достигается тем, что в способе поштучной загрузки прутков в технологическое оборудование для их обработки, включающем подачу прутков на раскатный стол и их перемещение в направлении технологического оборудования в один ряд, прутки россыпью подают на раскатный стол в виде движущейся в направлении упомянутого технологического оборудования транспортерной ленты, а перемещение прутков в один ряд в направлении упомянутого технологического оборудования осуществляют посредством механизма перемещения, имеющего ролик с приводом его вращения, при этом обеспечивают подачу прутков в пространством между транспортерной лентой и роликом, который посредством подъемно-винтовой системы устанавливают с зазором, относительно транспортерной ленты, на 2-4 мм превышающим диаметр прутка, и приводят во вращение в сторону, противоположную направлению движения транспортерной ленты, со скоростью, превышающей скорость движения транспортерной ленты.
Устройство для поштучной загрузки прутков в технологическое оборудование для их обработки, содержащее раскатный стол и механизм перемещения прутков на раскатном столе в один ряд, выполненный с подъемно-винтовой системой, снабжено лотком для подачи прутков на раскатный стол и загрузочным устройством для подачи прутков в упомянутый лоток, при этом раскатный стол выполнен в виде транспортерной ленты с приводом ее перемещения, установленной с возможностью перемещения в направлении технологического оборудования для обработки прутков, а механизм перемещения прутков на раскатном столе в один ряд снабжен роликом с приводом его вращения, установленным с возможностью настраивания посредством подъемно-винтовой системы между ним и транспортерной лентой зазора, величина которого на 2-4 мм превышает диаметр прутка, и с возможностью вращения в направлении, противоположном направлению движения транспортерной ленты, со скоростью, превышающей скорость ее перемещения.
Кроме того, в устройстве для загрузки прутков на раскатный стол, обод ролика выполнен, например, из полиуретана для создания дополнительного трения между поверхностью ролика и поверхностью прутков.
Описание устройства
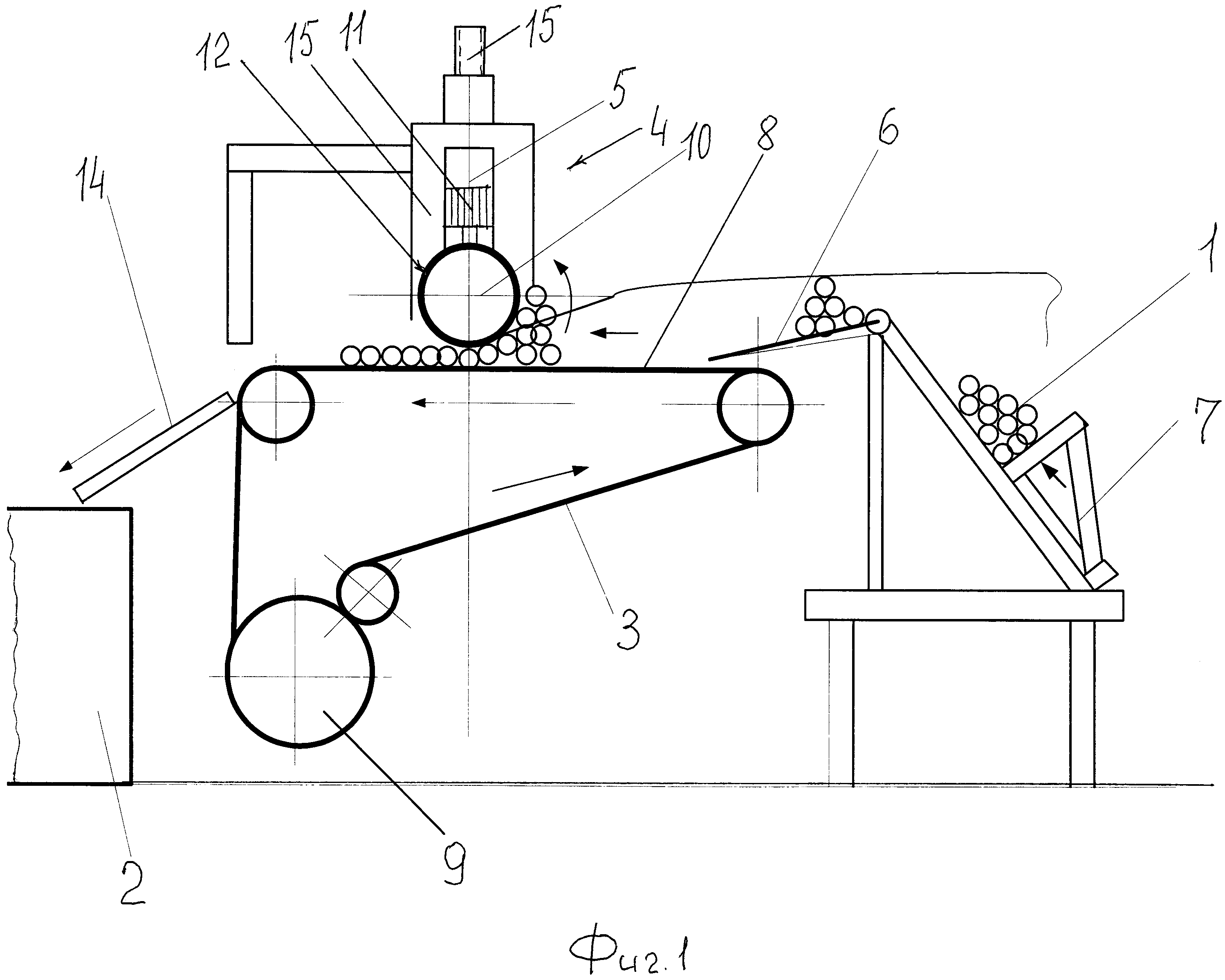
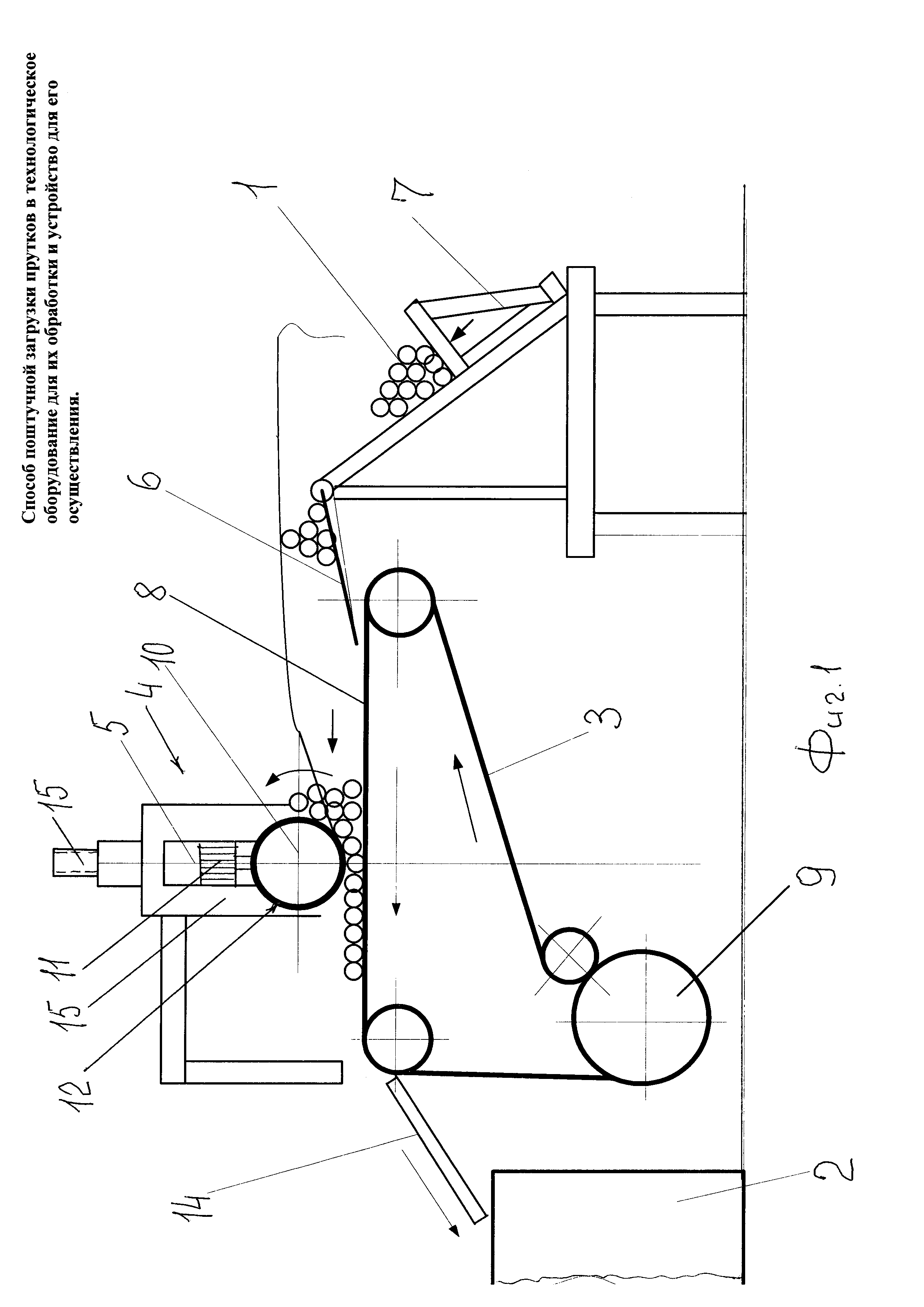
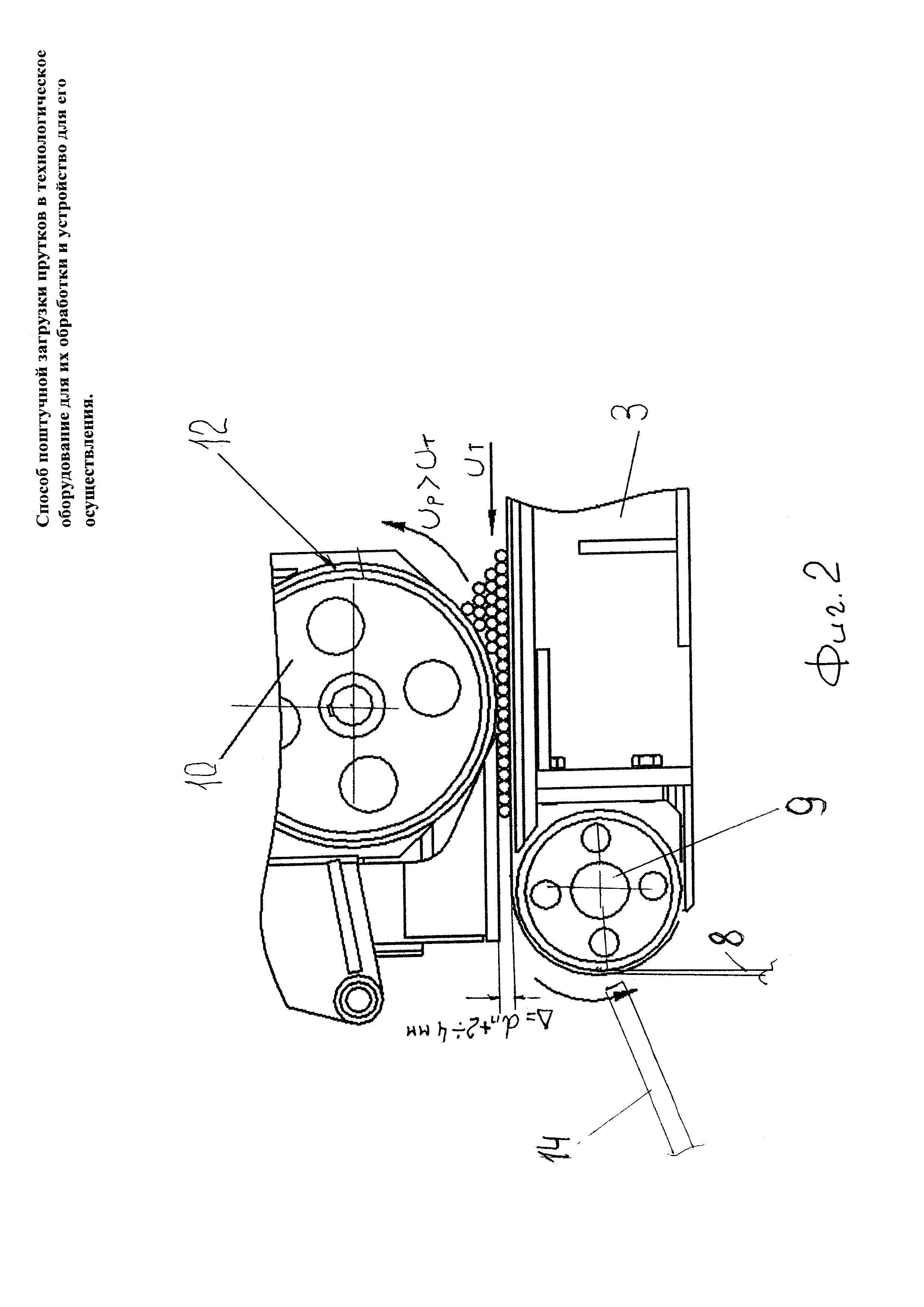
Устройство для поштучной загрузки прутков 1 в технологическое оборудование 2 для их обработки, содержит раскатный стол 3 и механизм 4 перемещения прутков 1 на раскатном столе 3 в один ряд, выполненный в виде подъемно-винтовой системы 5, снабженной лотком 6 для подачи прутков 1 на раскатный стол 3, загрузочное устройство 7 для подачи прутков 1 в упомянутый лоток 6, раскатный стол 3 выполнен в виде транспортерной ленты 8 с приводом 9 ее перемещения, установленной с возможностью перемещения в направлении технологического оборудования 2 для обработки прутков 1, механизм 4 перемещения прутков 1 на раскатном столе 3 в один ряд снабжен роликом 10 с приводом 11 его вращения, установленным с возможностью настраивания посредством подъемно-винтовой системы 5 между ним и транспортерной лентой 8 зазора А, величина которого на 2-4 мм превышает диаметр прутка 1, и с возможностью вращения в направлении, противоположном направлению движения транспортерной ленты 8, со скоростью Vp, превышающей скорость ее перемещения Vт, обод 12 ролика 10 выполнен, например, из полиуретана для создания дополнительного трения между поверхностью ролика 10 и поверхностью прутков 1, подъемно-винтовая система 5 снабжена рамой 13, для выдачи прутков 1 в технологическое оборудование 2, предусмотрен лоток 14. Для настраивания ролика 10 предусмотрен винт 15.
Работа устройства.
Со стороны загрузочного устройства 7 прутки 1 подаются на раскатный стол 3 через лоток 6. При помощи винта 15 и подъемно-винтовой системы 5 производится настройка ролика 10 по высоте с зазором Δ=d+2…4 мм в зависимости от контролируемого диаметра d прутка 1, достаточным для прохода одного прутка 1 между роликом 10 и и транспортерной лентой 8. Высота положения ролика 10 для различных диаметров d настраивается опытным путем один раз, в дальнейшем высотные отметки устанавливаются уже при использовании линейки (условно не показана). Вращение ролика 10 производится приводом 11, установленным на раме 13 ролика 1.
Вращение ролика 10 направлено в противоположную сторону относительно движения транспортерной ленты 8 раскатного стола 3, при этом скорость vp вращения ролика 10 устанавливается выше скорости vт транспортерной ленты 8 раскатного стола 3. Так как на обод 12 ролика 10 нанесено полиуретановое покрытие, то между роликом 10 и прутком 1 создается дополнительное трение, способствующее разделению прутков. Прутки 1 попадают россыпью на движущуюся транспортерную ленту 8 раскатного стола 3 и перемещаются в направлении ее движения. В случае, когда прутки 1 располагаются на транспортерной ленте 8 в хаотическом порядке, вращающийся ролик 10 будет обеспечивать поштучную выдачу прутков на раскатный стол 1 для дальнейшей загрузки в технологическое оборудование 2.
Технический результат
Предлагаемое устройство позволяет решить проблему устойчивой, поштучной выдачи прутков на раскатный стол.
Способ ультразвукового контроля труб и устройство для его осуществления
Способ раскроя толстолистового раската на готовые листы и устройство для его осуществления
Способ измерения геометрических параметров стального листа, движущегося по рольгангу, и лазерная измерительная система для его осуществления
Способ определения толщины двуслойных материалов и составляющих их слоев с помощью импульсов упругих волн, вводимых в объект контроля и ультразвуковой преобразователь для его осуществления
Способ определения вязкости веществ и устройство для его осуществления
Способ ультразвукового контроля сварных швов труб и система для его осуществления
Способ измерения геометрических параметров электросварных труб различного диаметра и система для его осуществления
Устройство для ультразвукового контроля круглого проката и труб
Установка для автоматического ультразвукового контроля рельсов
Ультразвуковой раздельно-совмещенный преобразователь
Способ ультразвукового контроля труб и устройство для его осуществления
Способ калибровки и настройки системы лазерных датчиков и устройство для его осуществления
Способ позиционирования инструмента для нанесения искусственных дефектов на стандартные образцы предприятия (соп)-листы и устройство для его осуществления
Способ раскроя толстолистового раската на готовые листы и устройство для его осуществления
Локальная иммерсионная ванна для ультразвукового контроля листов
Способ ультразвукового контроля сварных швов труб и система для его осуществления
Устройство для ультразвукового контроля круглого проката и труб
Установка для автоматического ультразвукового контроля рельсов

