Результат интеллектуальной деятельности: Способ изготовления плоских изделий из гафнийсодержащего сплава на основе титана
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, в частности к способу изготовления плоских изделий из сплава на основе титана, а именно, к производству комплектующих изделий, предназначенных для работы в высокотемпературной зоне тракта газотурбинных двигателей и других изделий, предназначенных для работы при температурах до 1000°C.
Наиболее близким является способ изготовления тонких листов из двухфазного титанового сплава, включающий подготовку шихты, выплавку слитка, деформацию слитка в сляб, механическую обработку сляба, прокатку сляба на подкат, резку подката на заготовки, прокатку заготовок на листы, термическую обработку и формовку, причем выплавляют слиток титанового сплава, при этом слиток деформируют в сляб в три стадии: на первой - после нагрева до температуры на 200÷280°C выше температуры полиморфного превращения (ТПП) с суммарной степенью деформации 30÷70%, на второй - после нагрева на 150÷200°C выше ТПП с суммарной степенью деформации 40÷80% и на третьей - после нагрева до температуры на 20÷80°C ниже ТПП, прокатку сляба на подкат проводят в четыре стадии: на первой - после нагрева до температуры на 100÷150°C выше ТПП в продольном направлении с суммарной степенью деформации 50÷95%, на второй - после нагрева до температуры на 20÷100°C ниже ТПП в продольном направлении с суммарной степенью деформации 10÷25%, на третьей - после нагрева до температуры на 20÷100°C ниже ТПП в поперечном направлении при суммарной степени деформации 20-35%, на четвертой - после нагрева до температуры на 20÷100°C ниже ТПП в поперечном направлении за один или более этапов с деформацией за один этап 20-35% и при суммарной степени деформации 30-50%, далее осуществляют разрезку подката на листовые заготовки и адъюстажные операции, прокатку заготовок в листы осуществляют путем сборки листовых заготовок в пакет и прокатки пакета на готовый размер в продольном направлении, производимую в стальном кейсе, с нагревом до температуры на 40÷150°C ниже ТПП со степенью деформации пакета за проход 10÷20% и при суммарной деформации пакета 50÷80% с последующим отжигом пакета в составе кейса при температуре 650÷900°C в течение 40-80 минут, а затем адъюстажную обработку полученных после разборки пакетов листов (патент RU 2555267, МПК C22F 1/18, В21В 3/00, опубл. 2015 г.).
Недостатками способа являются: листовой материал получают только горячей и теплой прокаткой вплоть до получения финишной толщины изделия 1,35 мм. Это требует проведения дополнительных операций защиты листовых полуфабрикатов от окисления перед нагревом под деформирование и увеличение нагревов под горячую и теплую обработку давлением. Помимо этого технология проведения горячей и теплой прокатки пакета пластин в кейсе способствует воздействию различных деформирующих напряжений в материале пластин, создается неравномерное деформированное состояние, приводящее к разнозернистости микроструктуры и различным механическим свойствам по площади листового изделия.
Задачей изобретения является разработка способа изготовления плоских изделий из сплава на основе титана, обеспечивающего формирование в изделии из сплава на основе титана мелкозернистую термически стабильную высокопрочную структуру, способную к длительной эксплуатации в вакууме при температурах до 1000°C или на воздухе при данной температуре в течение суток.
Техническим результатом является получение плоских изделий с мелкозернистой структурой из сплава на основе титана со стабильными механическими характеристиками при температурах эксплуатации до 1000°C.
Технический результат достигается в способе изготовления плоского изделия из гафнийсодержащего сплава на основе титана, включающем подготовку шихты, выплавку слитка, горячую ковку слитка, прокатку, причем выплавляют слиток титанового сплава, содержащий, мас. %: тантал 16-25, гафний 7-15, хром 3-6,5, цирконий 0,01-0,05, кислород 0,01-0,03, углерод 0,01-0,05, азот 0,008-0,02, водород ≤0,005, титан - остальное, который механически обтачивают, на слиток наносят защитное покрытие, и перед ковкой осуществляют гомогенизирующий отжиг слитка, горячую ковку слитка проводят в три стадии с переменой осей деформации с получением поковки, при этом на первой стадии ковку ведут в продольном направлении, со степенью деформации 15-20%, на второй стадии - в поперечном направлении с суммарной степенью деформации не выше 25-35%, а на третьей стадии - в продольном направлении с суммарной степенью деформации 35-40% с поковки удаляют защитное покрытие, далее на поковку наносят защитное покрытие и проводят последовательно многопереходную горячую прокатку со степенью деформации до 20-25% с промежуточными отжигами и многопереходную холодную прокатку, а затем осуществляют рекристаллизационный отжиг.
Слиток выплавляют методом двойного электронно-лучевого переплава.
Горячую ковку слитка проводят при температуре от 1100 до 900°C.
Горячую прокатку поковки проводят при температурах 1100 до 950°C.
Горячую прокатку поковки проводят на валковом стане без промежуточных подогревов до суммарной степени деформации 60-65%.
Промежуточный отжиг горячекатаной поковки проводят в вакуумной печи при вакууме 1⋅10-4 - 1⋅10-5 мм рт.ст. и температуре 1070-1100°C.
Холодную прокатку проводят в двух взаимно перпендикулярных направлениях с суммарной степенью деформации не выше 20-25%. с промежуточными вакуумными отжигами.
Рекристаллизационный отжиг проводят при температуре 950-1050°C.
Плоское изделие из сплава на основе титана изготовлено способом, описанным выше.
Способ обеспечивает формирование мелкозернистой термически стабильной структуры и высокое сопротивление окислению на воздухе при температуре до 1000°C (жаростойкость), высокую прочность при достаточно высокой пластичности при температурах испытания 20 и 1000°C, и переход в сверхпластичное состояние при температуре испытания 1000°C, скорости растяжения 1 мм/мин.
При разработке технологических схем производства листовых полуфабрикатов из титановых сплавов необходимо учитывать специфические свойства титана - пониженную пластичность, высокое сопротивление деформации и окисляемость при высоких температурах, повышенную склонность к газонасыщению на воздухе и при травлении в водных растворах кислот и фтористых солей (особенно водорода, фтора) и т.д.
Способ осуществляют следующим образом:
Готовят шихту, выплавляют методом двойного электронно-лучевого переплава, слиток титанового сплава, содержащего, масс. %: тантал 16-25, гафний 7-15, хром 3-6,5, цирконий 0,01-0,05, кислород 0,01-0,03, углерод 0,01-0,05, азот 0,008-0,02, водород ≤0,005, титан - остальное. Получают слиток размером ∅46,3 мм и высотой 46,2 мм и осуществляют механическую обточку слитка.
Качество полуфабриката в большой степени зависит от качества исходного материала. Поэтому необходимо удалить поверхностные дефекты со слитка перед дальнейшей обработкой. Перед термической обработкой слитка на него наносят защитное покрытие, так как титан и его сплавы при повышении температуры активно взаимодействуют с атмосферой печи, в которой проводится нагрев под горячую деформацию. Поэтому для исключения газонасыщения при нагреве механически обточенный слиток очехловывают либо в защитную оболочку, либо наносят защитное покрытие. Деформацию слитка осуществляют горячей ковкой в три стадии с переменой осей деформации: на первой, начиная с малой степени деформации 15-20% в продольном направлении, на второй в поперечном направлении с суммарной степенью деформации не выше 25-35%, и заканчивая на третьей стадии в продольном направлении с суммарной степенью деформации 35-40% с получением поковки. Первую горячую пластическую деформацию осуществили методом ковки (прессования) слитка на прессе с небольшой степенью деформации по одной из торцевых поверхностей. С целью уменьшения скорости захолаживания приповерхностных слоев по сравнению с центральными зонами при ковке слитка использовали стальные плиты, предварительно нагретые до температуры 450°C. Вторая стадия ковки проводилась с поворотом слитка на 90°. На третьей стадии ковки продеформированный слиток еще раз повернули на 90°. После разнонаправленной горячей пластической деформации (ковки) получили поковку в виде прямоугольной заготовки со сторонами 40×40×25 мм. Суммарная степень деформации слитка после трех стадий горячей ковки составила 95-98%.
Такая схема деформирования является одним из методов измельчения литой грубозернистой макроструктуры, которая формируется при кристаллизации слитка. Данная деформационная схема первичной переработки слитка методом горячей ковки с изменением осей пластической деформации (после подогрева) создает условия равномерного деформирования заготовки в аксиальном и коаксиальном направлениях, что обусловливает формирование более однородной мелкозернистой структуры в поковке. Известно, что мелкозернистая структура обеспечивает получение заготовки с высокими прочностью и пластичностью.
Перед горячей прокаткой поковки на нее наносят защитное покрытие и нагревают до температуры горячей прокатки, причем прокатку осуществляют в два этапа - сначала путем горячей прокатки в несколько переходов, до предельно допустимой степени деформации 20-25% с промежуточными отжигами, затем холодной прокаткой в несколько переходов с получением плоских изделий.
После гомогенизирующего отжига слитка при температуре 1100°C с выдержкой 1,5 часа провели горячую осадку. Титан и его сплавы при повышении температуры активно взаимодействуют с атмосферой печи, в которой проводится нагрев под горячую деформацию. Поэтому для исключения газонасыщения при нагреве механически обточенный слиток очехловывают либо в защитную оболочку, либо наносят защитное покрытие, нагревают в камерной печи сопротивления, предварительно нагретую до температуры 450°C, после выхода печи на режим температуру медленно подняли температуру до 900°C. Выдержку образцов в печи после подъема температуры до 900°C определяли исходя из размера слитка.
С повышением температуры нагрева сопротивление деформации титановых сплавов существенно снижается, а пластичность увеличивается. Основным параметром, определяющим прочностные свойства материалов при горячей обработке давлением, является сопротивление деформации. Однако использование обычной горячей деформации вследствие ее неравномерности, а также относительно невысокой пластичности сплавов титана, обусловливают многопереходность обработки и введение в технологический процесс получения изделия промежуточных нагревов.
Для финишной ковки поковку нагрели до температуры 900°C. Ковкой прямоугольной поковки со степенью деформации 35-40% получают поковку высотой 20 мм (вместе с защитной оболочкой). Ее охлаждают и удаляют защитное покрытие. Из поковки после удаления защитной оболочки и сглаживания острых углов (концентраторов напряжения) получили изделие размером 72×72×15 мм. Внешний осмотр показал, что после горячей деформации методом ковки наружных надрывов и трещин на поверхности не обнаружено.
Горячая прокатка титановых сплавов является головной операцией в технологическом процессе производства листовых полуфабрикатов.
Очехлованную в защитную оболочку, например, из стали марки Ст. 3 толщиной 0,5 мм, поковку нагревают под горячую прокатку в печи сопротивления открытого типа при температуре 900°C. Горячую прокатку осуществляют на двухвалковом стане в несколько проходов с промежуточными подогревами. При проведении горячей прокатки изучалась технологическая пластичность деформированной поковки в зависимости от степени деформации на переходах и влияние суммарной деформации на конечных размерах поковки на предельную пластичность сплава. Промежуточные подогревы проводят при температуре 900°C. Для уменьшения анизотропии механических свойств горячую прокатку поковки осуществляли в несколько переходов с переменной направления деформирования.
В результате после многопереходной горячей прокатки поковки получили пластину толщиной 7,0 мм. Суммарная степень деформации при этом составила 57,14%. После механического удаления защитной оболочки толщина пластины стала 6,15 мм. Для рекристаллизации структуры провели отжиг горячекатаной пластины в вакуумной камерной печи сопротивления при температуре 1070-1100°C. После стравливания защитного покрытия для удаления подъокисленного приповерхностного слоя толщина горячекатаной пластины стала 6,0 мм.
Несмотря на то, что титан обладает значительно большей способностью к холодной деформации, чем другие металлы с гексагональной кристаллической структурой, проведение холодной деформации большинства титановых сплавов на технологических операциях обработки давлением, как прокатка, волочение, правка, листовая штамповка, связано со многими трудностями. Благодаря высокому напряжению течения, интенсивному упрочнению в ходе деформации они с большим трудом поддаются холодной деформации. Поэтому возможности холодной деформации титановых сплавов ограничены. Кроме этого, неизвестно сопротивление холодной деформации гафнийсодержащего сплава на основе титана при холодной прокатке поковки. Поэтому при проведении холодной прокатки изучалось деформационное поведение сплава и определялись предельно допустимые степени холодной деформации. Чтобы исключить образование надрывов и растрескивания пластины в процессе холодной деформации, прокатку проводили осторожно с множеством переходов при малых степенях одноразовых деформаций.
Холодную прокатку осуществляли на валковом стане в двух взаимно перпендикулярных направлениях для исключения анизотропии свойств с малыми степенями деформации (ε) ~4-6% за проход и без промежуточных отжигов плоского изделия до суммарной степени деформации не выше 20-25%. с последующими промежуточными вакуумными отжигами. Применение схемы холодной прокатки с небольшими степенями деформации позволило получить полосу размером 240×150×2,04 мм. Холоднодеформированную полосу толщиной 2,04 отожгли в вакуумной камерной печи. Рекристаллизационный отжиг полосы проводили при температуре 950-1050°C.
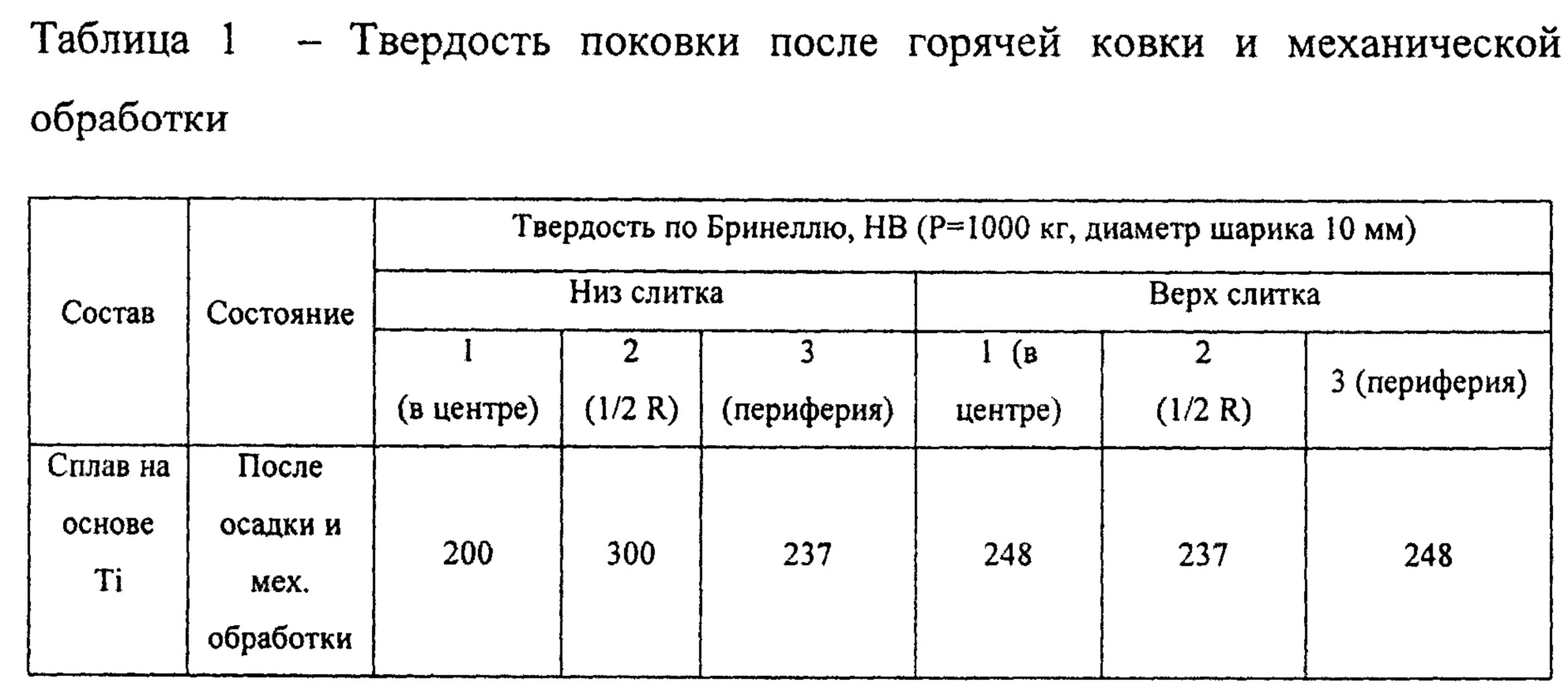
Определены предельная деформируемость сплава и температуры горячей обработки давлением и промежуточных термообработок. Определены механические свойства разрывных образцов пластин толщиной 2,0 мм при температурах испытания 20 и 1000°C.
В результате проведенной работы была разработана опытная технология изготовления полос из нового гафнийсодержащего сплава на основе титана, включающая горячую ковку слитка весом 0,5 кг, размером ∅50×50 мм, получение поковки толщиной 15 мм, из которой горячей прокаткой на двухвалковом стане с промежуточными отжигами получили пластину толщиной 6,0 мм, а затем многопроходной холодной прокаткой (без промежуточных отжигов) получили полосу толщиной 2,04 мм с последующим рекристаллизационным отжигом полосы.
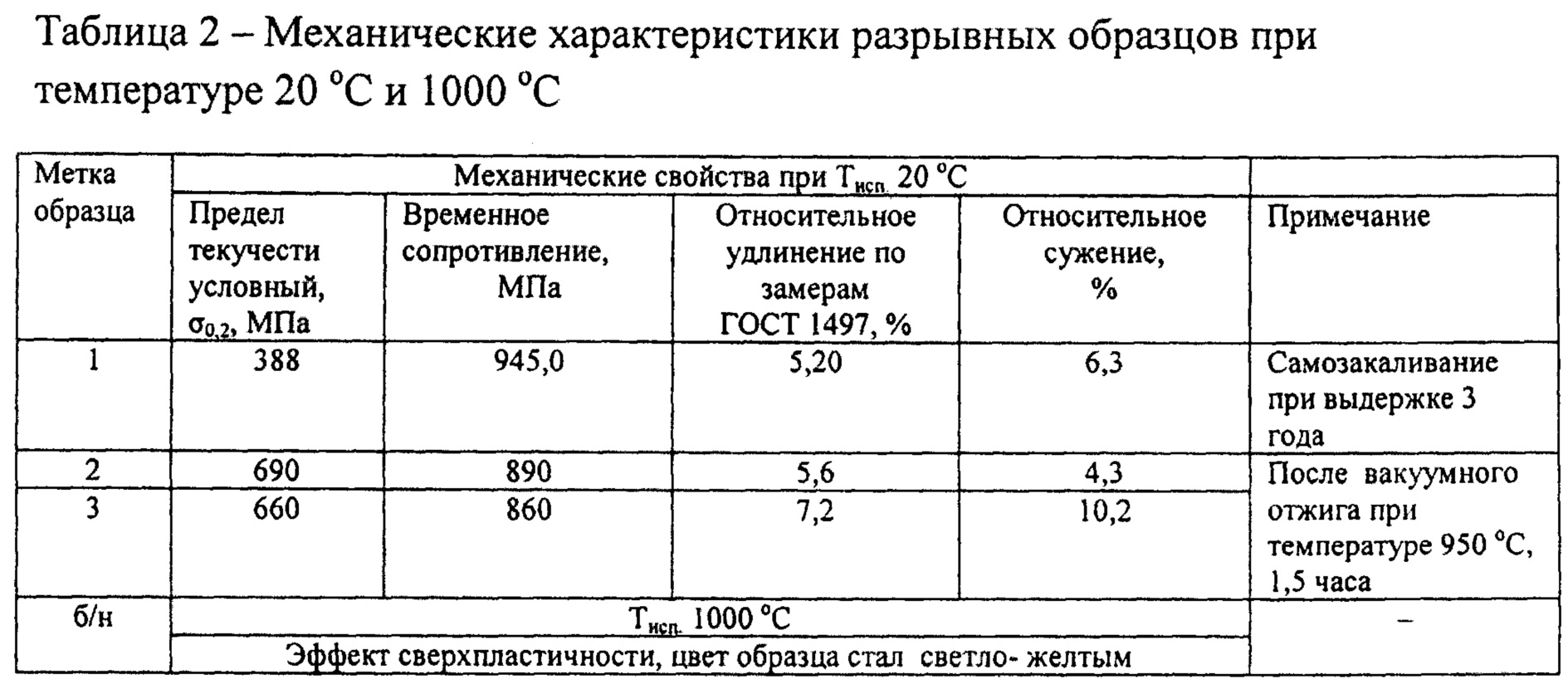
При кратковременных механических испытаниях разрывного образца при температуре 1000°C и скорости деформирования 1 мм/мин проявилась сверхпластичность сплава. Тантал и гафний обеспечили высокую жаропрочность и жаростойкость сплава на основе титана. Сверхпластичность сплава обеспечивается благодаря малому размеру зерна, высокой плотности дефектов кристаллической решетки и образованию двухфазной структуры. Получены плоские изделия с мелкозернистой структурой из сплава на основе титана со стабильными механическими характеристиками при температурах эксплуатации до 1000°C.
Устройство ионного распыления (варианты)
Устройство для обнаружения дефектных тепловыделяющих сборок ядерного реактора с жидкометаллическим теплоносителем
Способ экстракционного извлечения урана и плутония
Способ диффузионного цинкования металлических деталей
Способ получения газовой смеси, содержащей окись азота
Мультипликатор высокомощной энергетической установки
Устройство для отбора проб жидкометаллического теплоносителя ядерного реактора, в котором выполнен канал для отбора проб
Способ охлаждения электронных компонент печатных плат
Способ изготовления наноструктурированной мишени для производства радиоизотопов молибдена-99
Перерезающее устройство
Способ изготовления трубных изделий из гафния
Высокотемпературный гафнийсодержащий сплав на основе титана
Способ получения слитков сплава на основе титана
Портативное устройство для газодинамического напыления покрытий
Портативное устройство для газодинамического напыления покрытий
Радиационно-защитная композиция, заполнитель на основе диоксида урана для ее получения и способ получения заполнителя
Сплав на основе урана (варианты)
Металлокерамический сплав на основе урана

