Результат интеллектуальной деятельности: СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к сварке плавлением, в частности к способам дуговой сварки с подогревом преимущественно тонколистовых конструкций из сталей, склонных к закалке.
Известно, что подогрев при сварке снижает временные и остаточные напряжения и деформации, оказывает положительное влияние на структуру и механические свойства сварных соединений, снижает склонность к образованию трещин и охрупчиванию сварных соединений сплавов (сталей), склонных к закалке (при воздействии на них термического цикла сварки).
Известны следующие способы сварки, реализующие подогрев за счет введения в изделие токов промышленной частоты, использования электроконтактных, радиационных и газопламенных нагревателей [1]. К недостаткам вышеперечисленных источников тепла для подогрева следует отнести низкие скорости, неравномерность нагрева и повышенные энергозатраты.
Наиболее близкий к заявляемому изобретению по технической сущности (прототипом) является патент на полезную модель [2], в котором модель осуществляется посредством механизированного устройства, снабженного газоплазменной горелкой.
Этот способ предварительного подогрева осуществляется движущимся механизированным нагревательным устройством, которое имеет собственный механизм перемещения, располагается перед сварочным источником тепла и перемещается синхронно со сварочным источником, обеспечивая подогрев со стороны свариваемого изделия, обратной действию сварочного источника нагрева. Это изобретение позволяет повысить качество сварки за счет снижения остаточных деформаций (грибовидности балок) до допустимого уровня.
Недостатками данного способа являются:
1. Низкая эффективность газоплазменного нагрева, обусловленная значительными потерями тепла из-за теплообмена газового пламени с окружающей средой и конвективным характером передачи тепла газового пламени подогреваемому металлу.
2. Подогрев свариваемых деталей осуществляется со стороны обратной действию сварочного источника, что ограничивает технологические возможности метода. Например, при сварке тонкостенных труб малого диаметра.
3. Реализация способа подогрева требует применения достаточно сложного устройства с дополнительным приводом для перемещения нагревательного устройства.
Задачей изобретения является повышение качества сварных соединений и снижение энергозатрат для подогрева.
Задача достигается тем, что для подогрева используется тепло генерируемое непосредственно в свариваемых деталях токами высокой частоты (20-100 кГц), что позволяет в широких пределах экономно и целенаправленно регулировать параметры термического цикла сварки.
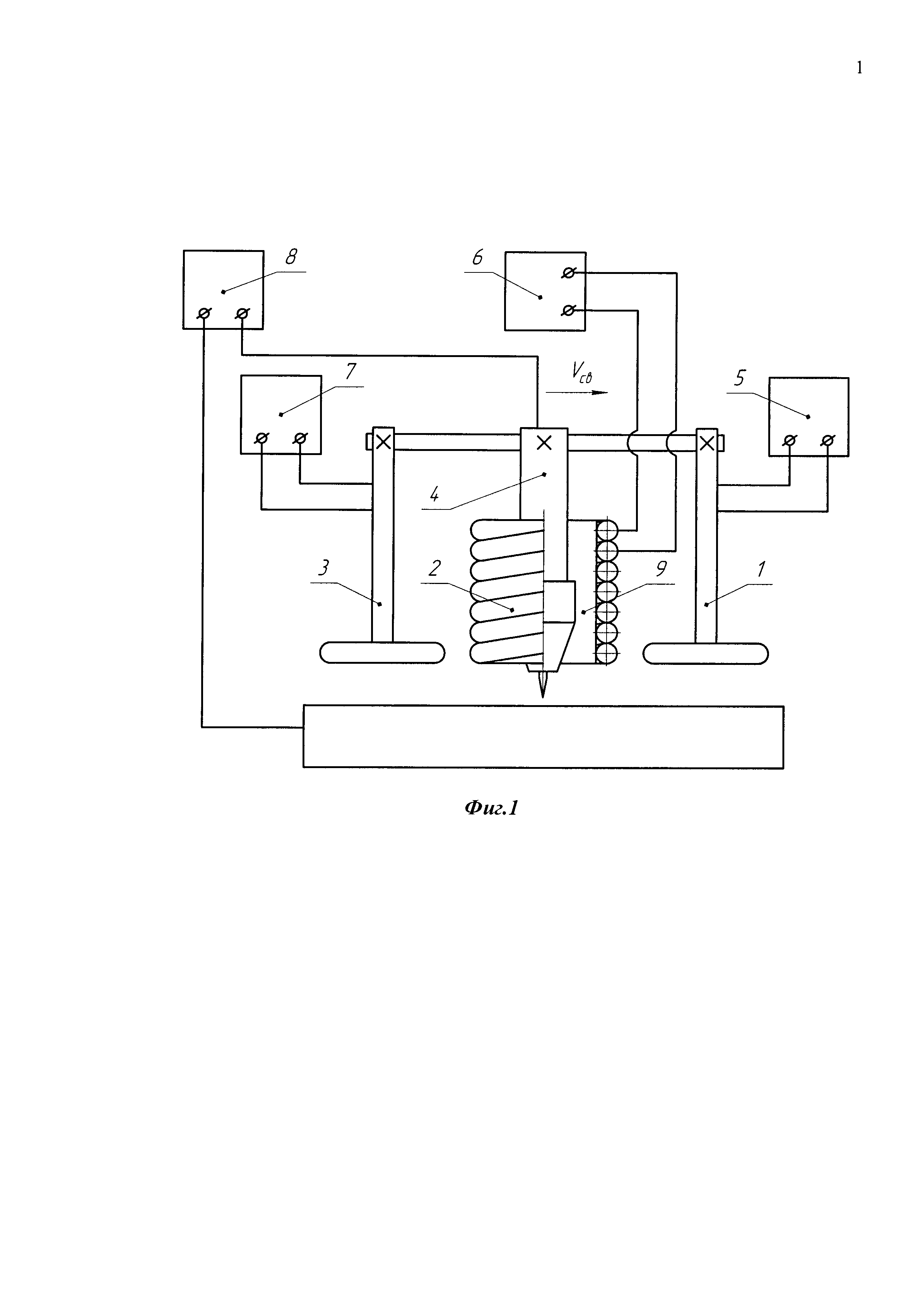
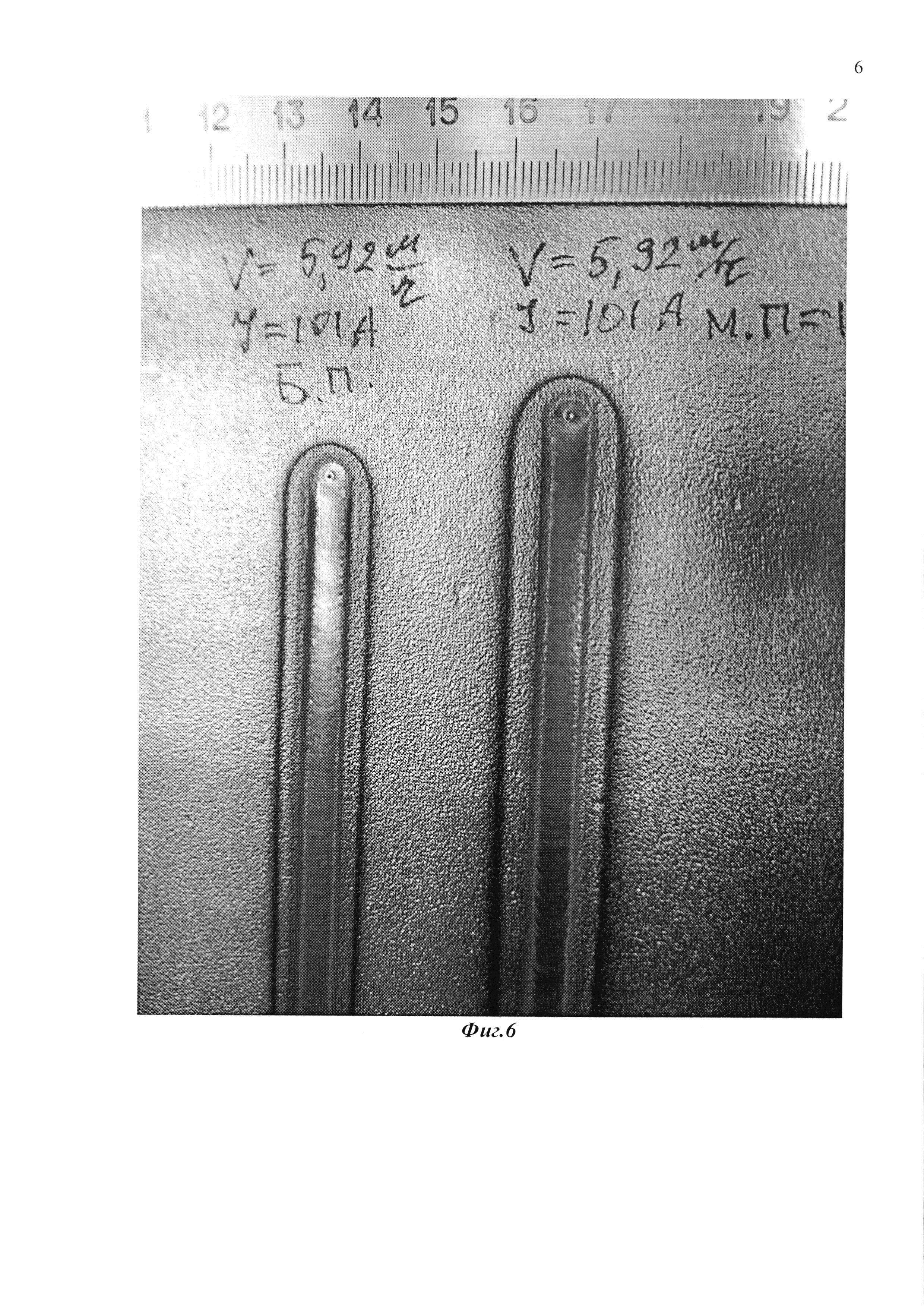
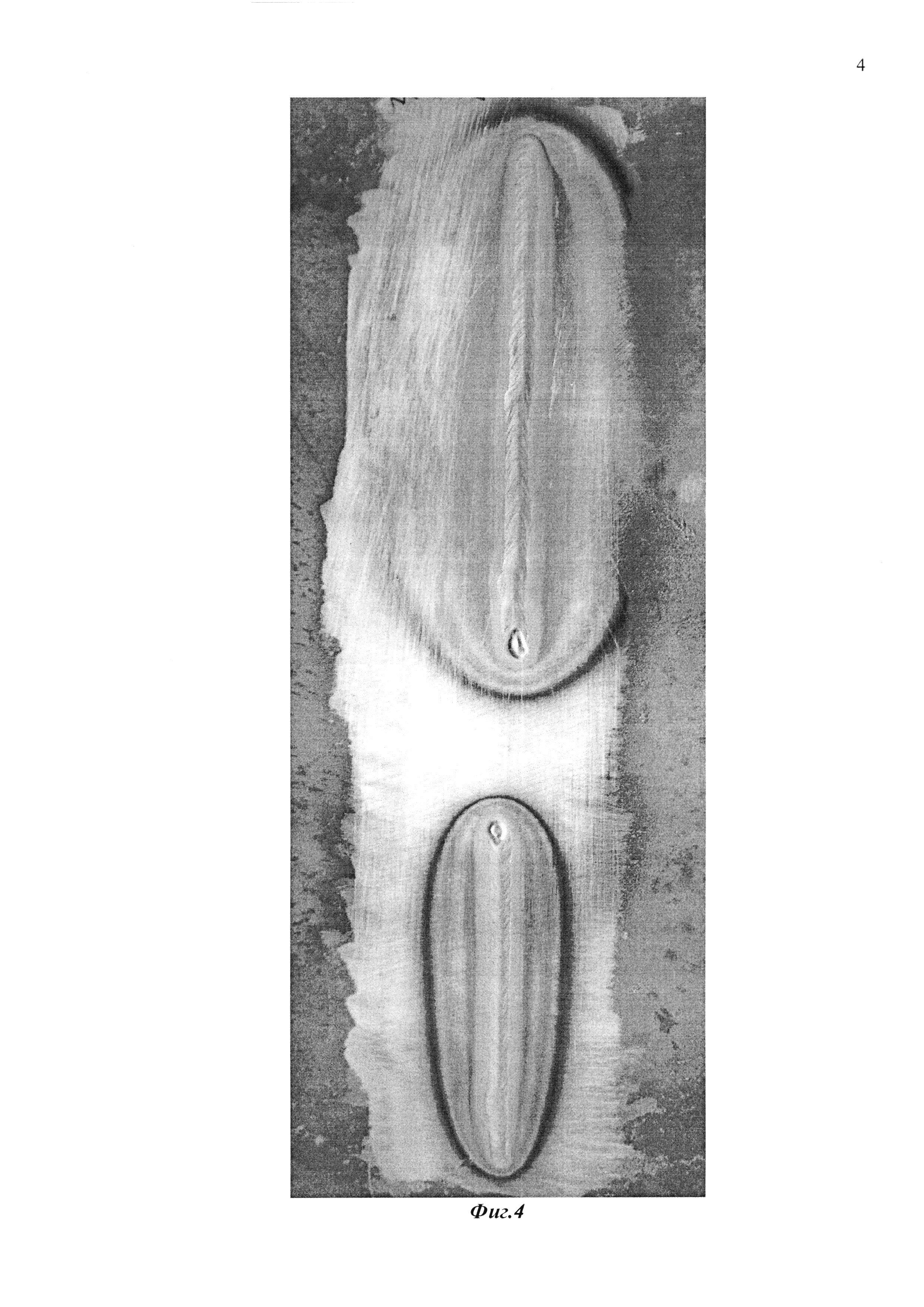
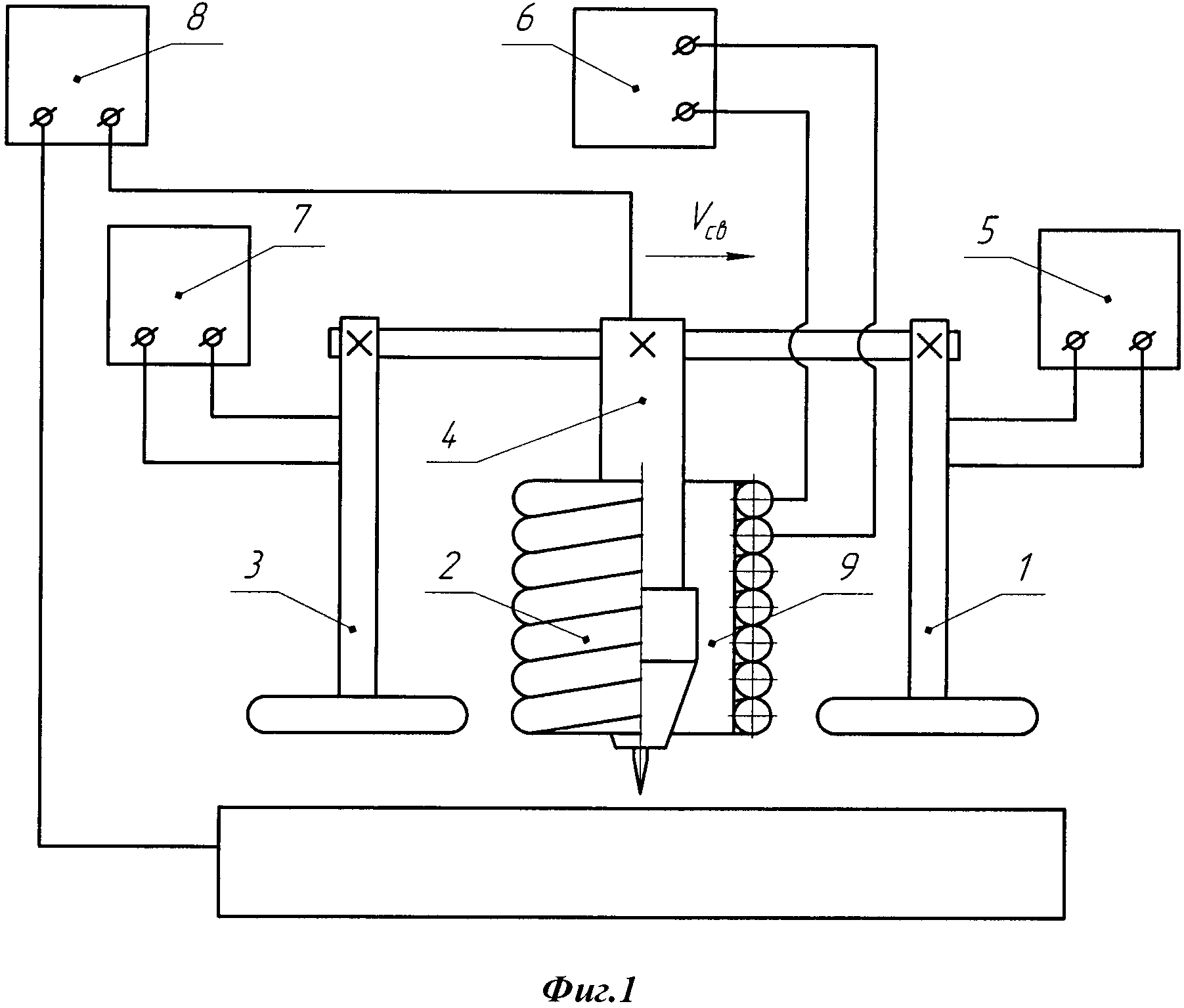
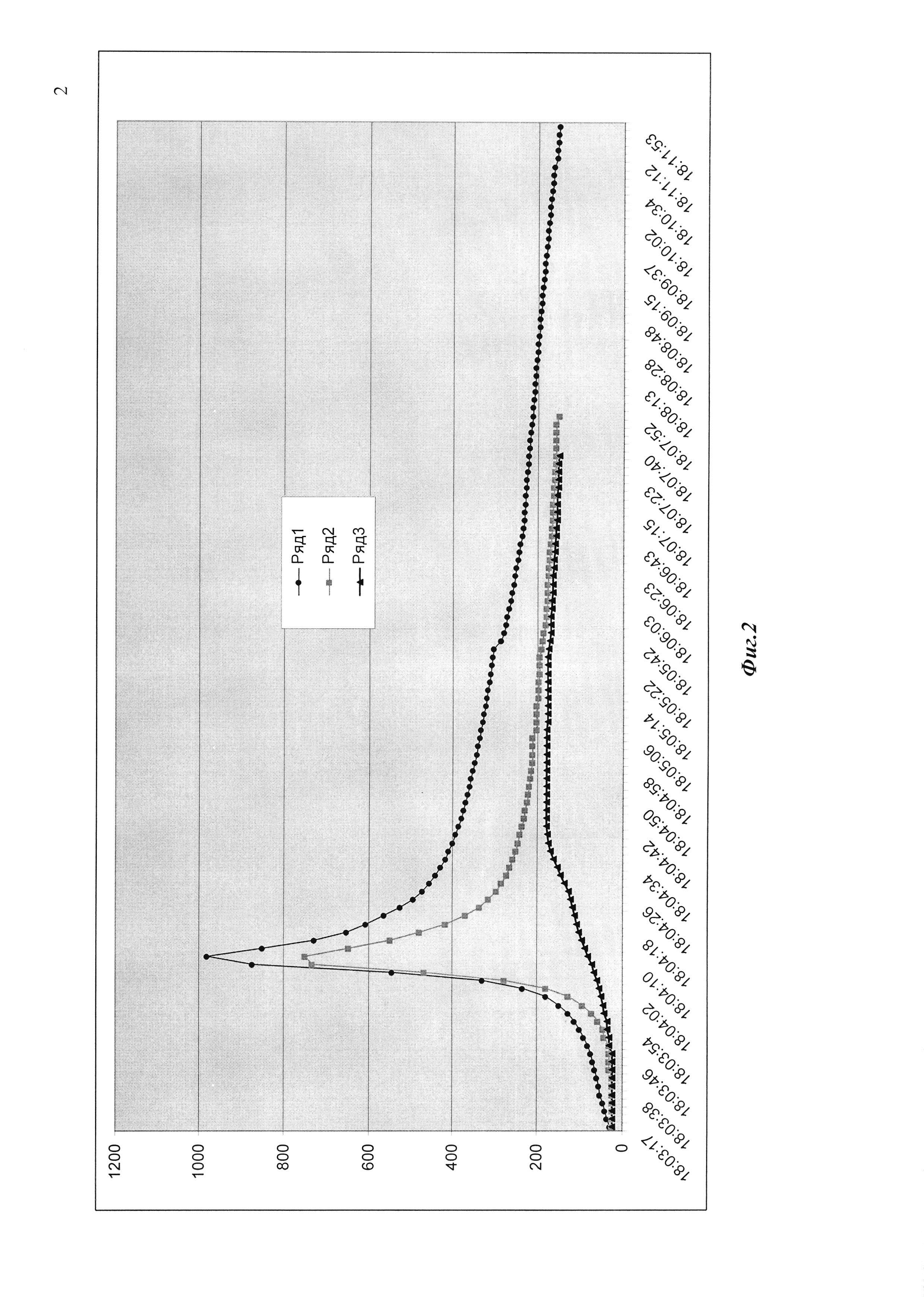
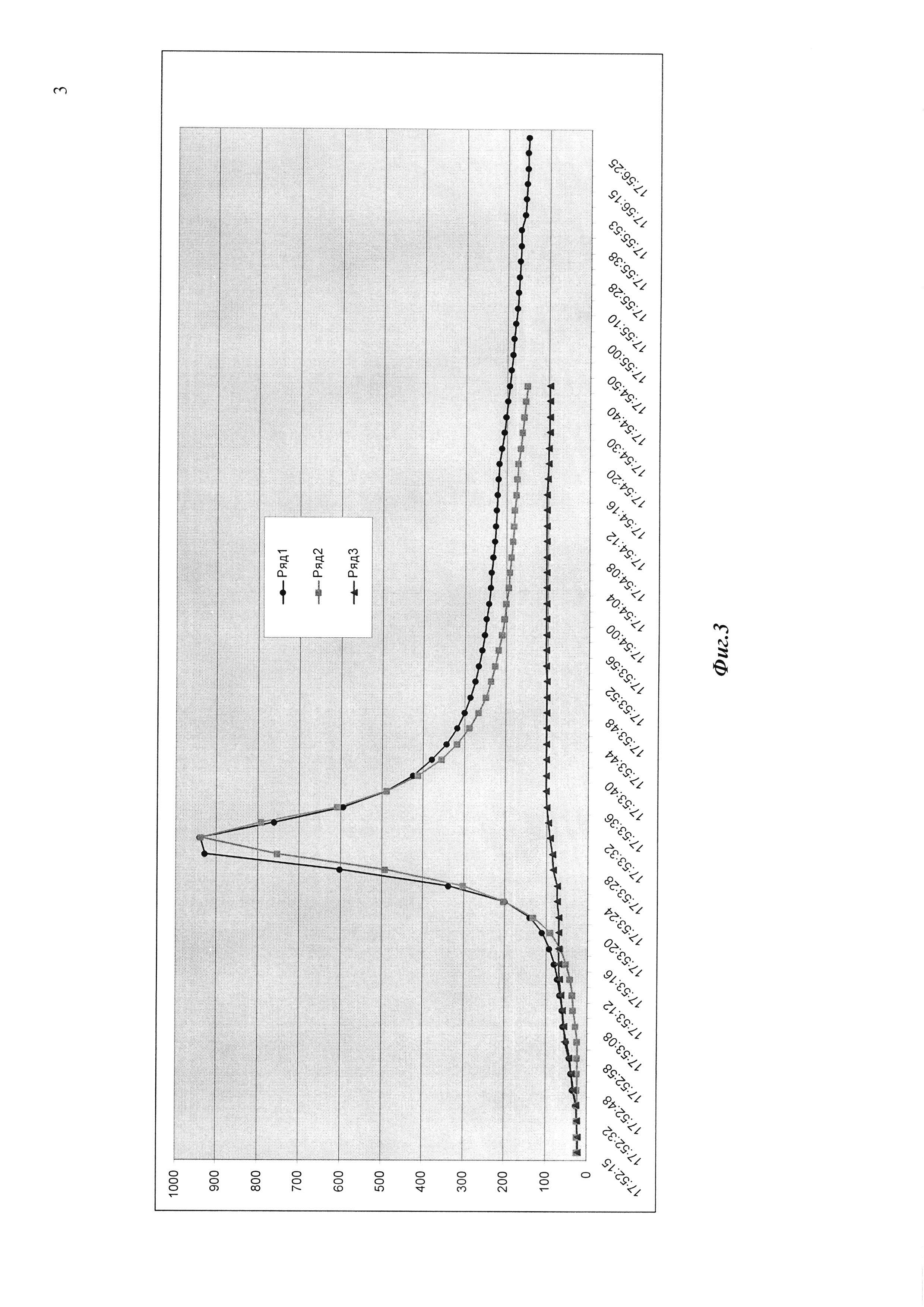
На чертеже представлена схема размещения индукторов для дополнительного высокочастотного индукционного подогрева (фиг. 1). Термические циклы аргонодуговой сварки стальных пластин размером 10×20×4 мм (фиг. 2) и 10×20×13 мм (фиг. 3) с сопутствующим подогревом и без такого. Цвета побежалости при аргонодуговой сварке стали толщиной 3 мм (фиг. 4), 6 мм (фиг. 5) и 13 мм (фиг. 6) с сопутствующим подогревом и без такого.
Схема (фиг. 1) состоит из трех водоохлождаемых индукторов 1, 2, 3, которые жестко связаны и синхронно перемещаются со сварочной горелкой 4. Причем каждый индуктор имеет свой источник питания 5, 6, 7, отдельно от источника питания сварки 8. Горелка изготовлена из немагнитного материала. Между индуктором и горелкой установлен сердечник 9, высокой магнитной проницаемости, который предотвращает прохождения электромагнитных полей через горелку, не нагревая ее.
Предлагаемый способ подогрева может использоваться в качестве предварительного, сопутствующего и послесварочного подогрева, который осуществляется следующим образом. Местный подогрев свариваемой поверхности происходит за счет введения в зону сварки токов высокой частоты, исходящих от индуктора. Частота следования импульсов высокочастотного электромагнитного поля составляет 20-100 кГц. При указанной частоте обеспечивается необходимый подогрев свариваемых поверхностей. В случае только предварительного подогрева в процессе сварки работает индуктор, который располагается перед сварочным источником тепла. При сопутствующем подогреве в процессе сварки работает индуктор, соосно-расположенный со сварочным источником тепла. А при послесварочном подогреве работает индуктор, который располагается позади сварочного источника тепла, тем самым предоставляется возможным регулировать температурой остывания сварного шва. Каждый из указанных индукторов имеет свой источник питания. Для осуществления всех указанных подогревов в процессе сварки, работают все три индуктора одновременно и движутся синхронно со сварочным источником тепла.
Термические циклы свободно горящей дуги аргонодуговой сварки с использованием местного источника подогрева и без такого для пластин размером 10×20×4 мми10×20×13 мм. (фиг. 2, 3). Сварку осуществляют на установке для автоматической сварки на постоянном токе обратной полярности на режиме: сила сварочного тока 98 А и 123 А, скорость сварки 5,81 и 5 м/ч, диаметр неплавящегося электрода 2,4 мм, расход газа - 6 и 5 л/мин соответственно для пластин. Индуктор закрепляют соосно на сварочной горелке. Параметры индукционной установки составляют: потребляемая электрическая мощность 1500 Вт, частота электромагнитного поля 80 и 60 кГц соответственно. На графиках ряд 1 представляет собой термический цикл сварки с местным подогревом, ряд 2 - термический цикл сварки без местного подогрева, а ряд 3 - подогрев от индуктора без сварки.
Цвета побежалости свободно горящей дуги аргонодуговой сварки с местным источником подогрева и без такого для пластин толщиной 3, 6 и 13 мм. (фиг. 4, 5, 6). Сварку выполняют на установки автоматической сварки на постоянном токе обратной полярности. Параметры режима сварки: сила сварочного тока 101 А, скорость сварки 5,92 м/ч, диаметр неплавящегося электрода 2,4 мм, расход аргона - 5 л/мин. Индуктор закрепляют соосно на сварочной горелке. Параметры индукционной установки: потребляемая электрическая мощность 1500 Вт, частота электромагнитного поля 80, 75 и 60 кГц соответственно для пластин.
Эксперименты проводились по сварке с высокочастотным индукционным подогревом в Воронежском государственном архитектурно-строительном университете.
Источники информации:
1. Смирнов И. В. «Сварка специальных сталей и сплавов»: Учебное пособие, 2-е изд., испр. и доп. - СПб.: Издательство «Лань», 2012. - 272 с.: ил. - (Учебники для вузов. Специальная литература).
2. Патент на полезную модель №55661 от 17.03.2006 г., МПК B23K 9/00 «Стенд для сварки балок».
Способ автоматической дуговой сварки плавлением, включающий местный подогрев свариваемых деталей посредством индукционного источника нагрева, отличающийся тем, что в качестве упомянутого индукционного источника используют многовитковый индуктор с сердечником высокой магнитной проницаемости, который располагают на сварочной горелке из немагнитного материала соосно ей.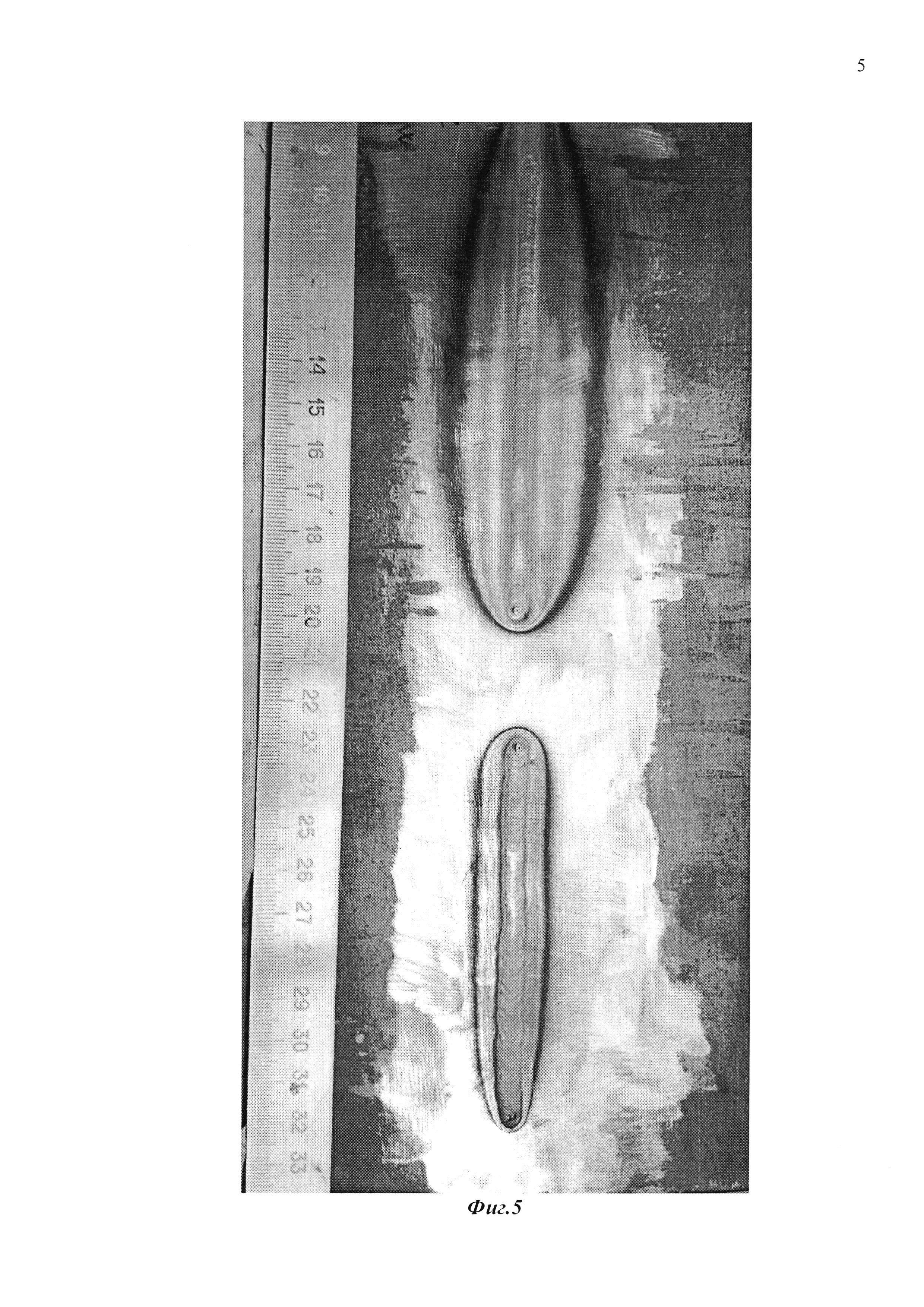
Устройство для управления намоточным станком
Антенная система mimo
Установка для очистки воздуха
Нейронная сеть конечного кольца
Электрическая машина
Устройство для мокрой очистки газов
Способ сравнительной оценки партий полупроводниковых изделий по надежности
Способ прошивки глубокого отверстия и устройство для его прошивки
Электропривод намоточного станка
Управляемая ножевая система скрепера

