Результат интеллектуальной деятельности: Способ получения изделий сложной формы на основе углеродных синтактных пеноматериалов и установка для осуществления способа
Вид РИД
Изобретение
Изобретение относится к способам получения изделий из пеноматериалов, способных к карбонизации. Оно может быть использовано для производства изделий с теплозащитными свойствами в машиностроительной промышленности, химического машиностроения, а также в судостроении, где требуется защита от тепловых воздействий. Изобретение может быть использовано при изготовлении элементов ракетно-космической техники, в авиастроении, к которым предъявляются требования тепловой защиты при воздействии на них высоких температур с сохранением прочностных характеристик при невысоком удельном весе.
Получение высокотемпературных композиционных пеноуглеродных материалов основано на использовании фенолформальдегидных смол в виде полимерной матрицы с внедрением полых частиц: стеклянных, угольных или полимерных микросфер.
Присутствие полых частиц в структуре материала обуславливает его низкую плотность, получение высокой удельной прочности - отношение прочности к плотности, низкий коэффициент теплового расширения.
Использование полимерной матрицы из фенолформальдегидных смол обеспечивает вполне удовлетворительный выход углеродного остатка, в итоге формируется пенополимерный материал, при нагреве которого полимерная матрица превращается в углеродную, так называемый пеноуглеродный материал. Имеются определенные требования к пеноматериалам для формирования из них пеноуглерода для дальнейшей его модификации: пенополимеры должны состоять из карбонизирующихся систем, также иметь открытопористую ячеистую структуру.
Известно, что такими особенностями обладают пеноматериалы на основе фенолформальдегидных олигомеров со стеклянными полыми микросферами. Имеются ряд работ, где разработаны способы получения пеноматериалов и углеродных изделий, позволяющих использовать для эксплуатации в высокотемпературных условиях.
Известен способ изготовления изделий из открытопористых углеродных материалов (патент РФ 2116279, МПК С04В 35/524, С04В 38/04, опубл. 27.07.1998). В качестве связующего материала использована резольная фенолформальдегидная смола (ФФС), а преоброзавателем принята щавелевая кислота в виде ее насыщенного раствора в многоатомном спирте. Продукты смешивают в массовом соотношении смолы и порообразователе 1:(1-3), затем смесь заливают в форму, соответствующую конфигурации изделия, отверждают при Т=20-80°С. При этом происходит поликонденсация связующего с образованием структуры, состоящей из микросферических элементов. Из отвержденного изделия экстракцией горячей водой удаляется порообразователь - насыщенный раствор щавелевой кислоты в глицерине, который при необходимости может быть возвращен после упаривания в технологический процесс. Образующееся после экстракции порообразователя пористое фенопластовое изделие сушат при температуре 150-350°С без доступа воздуха. Операции удаления порообразователя и сушки изделия при температуре 150-300°С можно исключить, но при этом на последующих операциях порообразователь необратимо расходуется. Высушенное изделие карбонизуют в контейнере при плавном нагреве до температуры 1500-2500°С со скоростью 2-10°С в минуту без доступа воздуха при постоянном отводе образующихся продуктов пиролиза с последующей 20-40-минутной выдержкой при конечной температуре. По окончании карбонизации изделие охлаждают вместе с контейнером. В процессе термообработки происходит полное удаление глицерина и разложение щавелевой кислоты до углекислого газа и воды порообразователя со вскрытием пор, пиролиз и карбонизация фенолоформальдегидной смолы, образование нанопор в микросферических элементах структуры. Микроструктура получаемого пористого углеродного материала состоит из слабо спеченных между собой углеродных нанопористых микросфер Удельная поверхность материала получаемого изделия достигает 600 м2/г. Общую пористость готового изделия можно варьировать в диапазоне 50-90%, вводя в жидкую смолу, на стадии приготовления смеси, различное количество раствора щавелевой кислоты в глицерине, при этом варьируются прочностные характеристики получаемого материала. Так, для примера 1 (таблица 1) прочность на сжатие составляет 53,0 кгс/см2, а для примера 4-20,3 кгс/см2. Удельное объемное электросопротивление составляет 5,4 и 0,8 Ом⋅см (пример 3) при температурах карбонизации соответственно 1500 и 2500°С. Готовый стеклоуглеродный материал конструктивен, электропроводен и механически хорошо обрабатывается. Однако изделия обладают: недостаточными прочностными характеристиками, не позволяющими использовать материал в конструкциях, испытывающих при эксплуатации комбинированные нагрузки в разных плоскостях.
Известен способ (пат. США 3707434, МПК. В32В 17/04, опубл. 30.11.70 г.) получения листового материала на основе полых стеклянных микросфер с дальнейшей переработкой его в многослойную композитную панель, заключающейся в нанесении первого слоя из полиэфирной смолы со стеклянными волокнами и микросферами на лист полиакриловой смолы с последующим нанесением поверх этого слоя еще одного, состоящего из полиэфирного связующего и полимерных при стеклянных микросфер. Нанесение каждого слоя может осуществляться, например, напылением. Главным недостатком этого способа является то, что процесс получения полуфабриката практически совмещен с технологией формования изделия. Кроме того, высокая пористость материала и его низкие упругопрочностные характеристики являются следствием процесса напыления композиции на основе микросфер. Технология формования изделий в этом случае представляется достаточно сложным и трудоемким технологическим процессом.
Известен способ получения теплоизоляционного материала на основе синтактной пены, теплоизоляционная труба и способ нанесения покрытия на внешнюю поверхность трубы (патент РФ №2187433 от 20.08.2002 г., заявл. 21.10.99 МПК: В29С 67/20, С0819/32). Изобретение относится к способам получения синтактных пен и нанесения их в качестве теплоизоляционного покрытия на внешнюю поверхность труб, эксплуатируемых в зонах вечной мерзлоты, в заболоченных местностях и под водой. В способе получения теплоизоляционного материала на основе синтактной пены дозируют исходные компоненты, смешивают два реакционноспособных компонента связующего, наполняют полученную композицию микросферами, заливают полученный компонент для получения теплоизоляционного материала и отверждают его. Наполнение каждого из реакционноспособных компонентов связующего микросферами производят раздельно, затем смешивают наполненные реакционноспособные компоненты связующего в определенных соотношениях, мае, часть. Это изобретение основано на использовании полимеров с диспергированными в них полыми микросферами. Однако основным недостатком этого способа является возможность его использования только для эксплуатации покрытия в атмосферных условиях.
Известен также ряд способов получения синтактных пен, например, известен изолирующий материал из синтактной пены и способ его получения (заявка РФ 94045989 МПК В29С 67/20), в котором стеклянные или полимерные микросферы смешивают с однокомпонентным связующим - расплавленной термопластичной смолой. Для получения качественной синтактной пены связующее разжижают перед формованием, значительно усложняя процесс переработки. Кроме того, в заявленном способе получения синтактной пены на стадии смешения связующего с микросферами происходит разрушение значительного количества микросфер по причине высокой вязкости расплава полимера и, соответственно, больших сдвиговых усилий при смешивании. В результате разрушения части микросфер повышается плотность композиции, что снижает теплоизоляционные свойства получаемого материала.
Известен способ получения композиции, содержащей термопластичные микросферы, диспергированные в термореактивном связующем (заявка Великобритании №2264116, МПК C08j 9/32), включающий диспергирование невспененных микросфер в связующее с образованием смеси с последующим ее нагреванием до температуры вспенивания микросфер, но меньшей, чем температура отверждения полимерного связующего. Применение подобного типа микросфер не позволяет получить синтактные пены с необходимыми теплоизоляционными характеристиками, так как за счет газообразующего агента, содержащегося в микросферах, при их расширении в разжиженном полимере появляются внутренние напряжения, неизбежно приводящие к усадке и растрескиванию получаемой синтактной пены. Более того, в случае нарушения сложного технологического режима избыток газообразующего агента приводит к разрыву стенок микросфер, таким образом, к формированию открытоячеистой структуры и, как следствие, снижению прочностных и теплофизических показателей материала.
Имеется также способ получения синтактного материала (международная заявка РСТ 94/20286 МПК В29С 67/20). В данном варианте синтактный материал получают смешением не менее двух жидких компонентов в первом смесительном устройстве, после чего вводят в приготовленную не отвержденную смесь стеклянные микросферы во втором смесительном устройстве. Существенным недостатком способа является его ограниченные возможности по введению большого количества микросфер в связующее из-за высокой вероятности разрушения значительной их части, поскольку жесткие (стеклянные) микросферы в исходном состоянии представляют собой хрупкий продукт, весьма подверженный разрушению при сухом взаимном трении, неизбежном на начальной стадии смешивания со связующим при высокой интенсивности процесса, вследствие чего снижается вероятность достижения высоких теплоизолирующих качеств получаемой синтактной пены. Кроме того, химическая реакция отверждения начинается сразу же с момента введения всех реакционноспособных компонентов в первое смесительное устройство и, в результате ограниченной жизнеспособности связующего, смешение с микросферами приходится осуществлять в очень короткие промежутки времени (от 30 сек до 2 мин), при высоких скоростях сдвига. К тому же введение микросфер в связующее резко увеличивает вязкость композиции, что также требует больших сдвиговых усилий для эффективного смешивания. По этой причине вышеописанный способ позволяет получить синтактный материал со средней теплопроводностью 0,12-0,15 Вт/(м⋅К) (согласно описанию), что должно соответствовать плотности материала порядка 785-850 кг/м3 и подтверждает ограниченную возможность способа по введению большого количества микросфер или их значительному разрушению в процессе введения. При таком показателе теплопроводности для достижения эффективной теплоизоляции требуется значительное увеличение толщины покрытия, что в свою очередь связано с большим расходом материала и, соответственно, увеличением стоимости изделия.
Известен способ получения пеноматериалов (патент США №595340 от 28.02,78 г.), состоящий из приготовления в смесителе композиции на основе порошкообразного эпоксидно-новолачного блок-сополимера, стеклянных микросфер и вспенивающего агента, вспенивание полученной композиции и отверждения по ступенчатому режиму. Для обеспечения возможности получения материала с равномерной ячеистой структурой наиболее перспективным является материал только на основе микросфер, находящихся в полимерной матрице, и без применения вспенивающего агента. В таком материале размеры ячеек определяются только размерами внутреннего объема микросфер, и сказывается отрицательное воздействие вспенивающегося агента на структуру и свойства пеноматериала.
Известен также способ получения пеноматериалов на основе микросфер, заключающийся в смешении их со связующим, заполнении полученной композицией форм, отверждении при повышенной или комнатной температуре. Однако таким способом можно получить пеноматериалы с содержанием до 30 вес. % микросфер с минимальной плотностью 600-800 кг/м3, что ограничивает области их применения. При увеличении содержания наполнителя композиция плохо смешивается, становится малотекущей и нестабильной по свойствам.
Известны способы получения изделий из пеноуглерода на основе синтактных пеноматериалов. Наиболее приемлемым способом считается способ получения пеноуглерода путем термообработки пенополимера на основе карбонизирующейся матрицы (Е.В. Ермолаева «Термохимические превращения поливинилформаля и фенолформальдегидных олигомеров и разработка пеноуглеродов на их основе» г. Владимир, 1999 г.). Для получения изделий различной формы и габаритов из пеноуглеродов требуются пеноматериалы, способные карбонизации и имеющие изотропную структуру с возможностью сохранения ее при дальнейшей термообработке. При этом основа полимера должна быть с высоким выходом углерода. Такой понеполимер формируют на основе фенолоформальдегидных смол с введением фенолоформальдегидных микросфер. Изделия из таких пеноматериалов не отличаются высокими прочностными показателями.
Известен способ получения пеноматериала (а.с. №1775418, МПК C08J 9/82, C08L 83/04, опубл. 15.05.90 г.) для термостойких конструкционных заполнителей в авиационной промышленности. Способ основан на образовании материала путем смешения базальтового волокна, стеклянных микросфер в смеси вторичных алкилсульфатов натрия полиакриламида. Недостатком такого способа является высокая плотность получаемого пеноматериала.
Известен способ получения конструкционного материала на основе синтактного пенопласта (патент РФ 2489264 МПК: В325/00, опубл. 10.08.2013 г.). Изобретение относится к конструкционному материалу для авиа- и судостроения, в частности, к конструкционным композитным материалам, применяемым в качестве среднего слоя сэндвич-структур. Получение такого материала осуществляется вакуумным инфузионным и инжекционным методами формования. При этом эти материалы могут работать только на уровне средних температур. Для предприятий военно-промышленного комплекса, как ракетостроение и авиация необходимы теплозащитные материалы, эксплуатируемые в окислительных средах с температурой выше 1000°С и обладающих небольшим удельным весом и механической прочностью.
Известен способ получения углерод-углеродных композиционных материалов (УУКМ), путем преобразования пироуглерода в порах армированного углеродными волокнами каркаса из газовой фазы углеродсодержащего газа при атмосферном давлении и температуре оправки 1100°С (Ю.Г. Бушуев и др. Углерод-углеродные композиционные материалы. М.: Металлургия, 1994, - С. 51-61, 95-96). Однако конкретные параметры этого способа отсутствуют в описании и не указан метод (изотермический или термоградиентный), с помощью которых получены УУКМ.
Известен газофазный метод получения углеродных и углерод-углеродных материалов (Газофазные методы получения углеродных и углерод-углеродных материалов, В. Турин, В.Ф. Зеленский // Вопросы атомной науки и техники // ННЦ Харьковский физико-техн. ин-т. - Харьков: - 1999 - 4(76) - С. 13-31), с помощью которого получают композиционный материал путем осаждения в зоне пиролиза пироуглеродной матрицы в каркас углеродных нитей из газообразных углеводородов термоградиентным газофазным методом в интервале температур нагрева 900-1000°С в реакционной камере.
Известен способ изготовления изделий из углерода, включающий заливку фенолформальдегидной смолы розольного типа в форму, отверждение смолы под давлением, термообработку полученной заготовки при конечной температуре 1700°С в защитной атмосфере (Сборник трудов Т. 6, «Конструкционные материалы на основе графита», 1971, М.: Металлургия, 132 с.). Способ позволяет изготавливать непроницаемые для жидкостей и газов изделия, несмотря на низкую плотность. Достигается это благодаря тому, что такой материал не имеет открытых пор. За свою специфическую структуру и непроницаемость материал получил название «стеклоуглерод». Недостатком способа является сравнительно низкая прочность материала и невозможность изготовления из него крупногабаритных изделий из-за возникающих при термообработке усадочных процессов, ведущих к растрескиванию заготовки.
Имеются способы получения углеродных материалов, используемых для эксплуатации в условиях высоких температурных воздействий на них. Например, углерод-углеродный композитный материал и способ его изготовления (патент РФ 2193542, от 27.11.2002 г. заявл. 10.12.1997, МПК: С04В 35/52). Указанный способ включает операции получения углеродной пенопластовой заготовки с открытыми ячейками, в данном случае, из мезофазного пека, которая является графитизируемой, и уплотнения заготовки углеродным материалом для получения композитного материала, причем проводится карбонизация заготовки до уплотнения. Перед карбонизацией проводится стабилизация кислорода для получения графитовой пенопластовой заготовки. Дальнейший процесс пироуплотнения предусматривает использование одного из процессов инфильтрации газовой фазы химического вещества и химического осаждения из газовой фазы углерода в пористой структуре. С учетом требований к получаемому изделию с определенной структурой и условий эксплуатации при высоких температурах. Способ может быть использован для нанесения покрытий путем термического разложения химических соединений на нагретой поверхности, например для нанесения покрытий на элементы конструкций, подвергающихся действию высоких температур и изготовленных, в том числе из углеродных композиционных материалов.
Изделия с покрытиями из пироуглерода применяют в качестве технологической оснастки при проведении высокотемпературных процессов в установках получения полупроводниковых материалов в печах общепромышленного назначения. Нанесение пироуглеродных покрытий позволяет в несколько раз снизить стоимость, значительно увеличить срок службы графитовых изделий и изделий на основе углеродных композиционных материалов. Пироуглерод представляет интерес, главным образом, вследствие высокой плотности, обеспечивающей низкую проницаемость для газов и жидкостей, высокой теплопроводности и прочности, а также стойкости к окислению на воздухе (до 400°С) и в инертной атмосфере (до 2000°С). Покрытие из пироуглерода позволяет значительно улучшить свойства и расширить области применения изделий на основе графита и других материалов.
Известен способ получения пироуглерода путем термического разложения углеводородов при температуре 1027-2227°С под давлением 0.5-5.0 кПа (Заявка ПНР №270658, кл. С23С, 1989). Характеристики получаемого пироуглерода зависят от многих факторов: температуры подложки, общего давления в системе, скорости подачи углеродсодержащего газа. Поэтому для получения покрытия с заданными свойствами требуется строгое соблюдение всех технологических параметров. Недостатками этого способа являются высокая температура осаждения, необходимость проведения процесса при низком абсолютном давлении углеродосодержащего газа (во избежание образования сажи) и длительность процесса (1-6 часов) до получения требуемой толщины покрытия. Это приводит к снижению производительности процесса.
Другой вариант пироуплотнения с использованием инфильтрации газовой фазы химического вещества и осаждения матрицы связующего вещества в пористой структуре описан в изобретении (патент США №2173354 «Способ и устройство инфильтрации химического вещества и химического осаждения из газовой фазы»), где процесс осуществляется при градиенте давления. Изобретение предназначено для получения высокотемпературных композиционных материалов с открыто пористоячеистой структурой. Инфильтрация газовой фазы химического вещества и химическое осаждение из газовой фазы является хорошо известным способом осаждения матрицы связующего материала в пористой структуре. Выражение "химическое осаждение из газовой фазы", как правило, относится к осаждению поверхностного покрытия, но это выражение также используют применительно к инфильтрации и осаждению матрицы связующего материала в пористой структуре. В этой заявке выражение "инфильтрация газовой фазы химического вещества и химическое осаждение из газовой фазы" относится к инфильтрации и осаждению матрицы связующего материала в пористой структуре. Эта технология особенно пригодна для получения высокотемпературных композиционных материалов путем осаждения углеродистой или керамической матрицы в углеродистой или керамической пористой структуре, позволяя получать в результате очень полезные структуры, например авиационные тормозные диски углерод/углерод и керамические компоненты камеры сгорания или турбины. Известные способы инфильтрации газовой фазы химического вещества и химического осаждения из газовой фазы могут быть разделены на четыре группы: изотермические, при температурном градиенте, при градиенте давления и при пульсирующем потоке. (В.В. Котленский «Осаждение пиролитического углерода в пористых телах», 8 Chemistry and Physics of Carbon, 173, 190-203 (1973); В.Дж. Лаки, Обзор, нынешнее состояние и будущее способа инфильтрации газовой фазы химического вещества для получения армированных волокном керамических композиционных материалов, Ceram. Eng. Sci. Proc. 10 (7-8) 577, 577-81 (1989). В.Дж. Лаки ссылается на процесс при градиенте давления как на "изотермический принудительный поток.
В изотермическом способе инфильтрации газовой фазы химического вещества и химического осаждения из газовой фазы газ-реагент проходит в подогреваемую пористую структуру при абсолютных давлениях порядка нескольких тысячных долей миллиметров ртутного столба. Этот газ диффундирует в пористую структуру под действием градиентов концентрации и разлагается для осаждения матрицы связующего материала. Этот способ известен также как "стандартный" способ инфильтрации газовой фазы химического вещества и химического осаждения из газовой фазы. Пористую структуру нагревают до более или менее равномерной температуры (в связи с этим возник термин "изотермический"), но фактически это не соответствует действительности. Некоторые отклонения температуры в пористой структуре являются неизбежными вследствие неравномерного нагрева (по существу неизбежного в большинстве печей (тепловых аппаратов), охлаждения некоторых частей потоком газа-реагента и нагрева или охлаждения других частей в связи с теплотой процессов реакции. По существу термин "изотермический" означает то, что отсутствует попытка создания температурного градиента, который бы предпочтительно воздействовал на осаждение матрицы связующего материала. Этот способ хорошо пригоден для одновременного уплотнения большого числа пористых изделий и особенно пригоден для изготовления тормозных дисков углерод/углерод. При соответствующих технологических условиях может быть осаждена матрица, обладающая требуемыми физическими свойствами. Однако при стандартном способе инфильтрации газовой фазы химического вещества и химического осаждения из газовой фазы непрерывное осаждение для достижения приемлемой плотности может происходить в течение нескольких недель и поверхность в таком случае будет склонна уплотняться, приводя к образованию "герметичного покрытия", которое препятствует дальнейшей инфильтрации газа-реагента во внутренние области пористой структуры. Таким образом, эта технология, как правило, требует нескольких операций механической обработки поверхности, которые нарушают непрерывность процесса уплотнения.
В способе инфильтрации газовой фазы химического вещества и химического осаждения из газовой фазы при температурном градиенте пористую структуру нагревают так, чтобы создавать большие температурные градиенты, которые стимулируют осаждение в требуемой части пористой структуры. Температурные градиенты могут быть получены путем нагрева только одной поверхности пористой структуры, например путем размещения поверхности пористой структуры напротив стенки токоприемника (индукционных токов), и могут быть увеличены охлаждением противоположной поверхности, например путем размещения противоположной поверхности пористой структуры напротив стенки, охлаждаемой жидкостью. Осаждение матрицы связующего материала происходит от горячей к холодной поверхности. Необходимость создания температурного градиента усложняет, удорожает и затрудняет осуществление одновременного уплотнения (увеличения плотности) большого числа пористых структур.
В способе инфильтрации газовой фазы химического вещества и химического осаждения из газовой фазы при градиенте давления газ-реагент принуждают проходить через пористую структуру путем создания градиента давления от одной поверхности пористой структуры к противоположной поверхности пористой структуры. Скорость потока газа-реагента значительно больше скорости газа-реагента в изотермическом способе и способе, осуществляемом при температурном градиенте, что приводит к увеличению скорости осаждения матрицы связующего материала. Этот способ известен также как способ инфильтрации газовой фазы химического вещества и химического осаждения из газовой фазы с "принудительным потоком". До разработки такого способа инфильтрации газовой фазы химического вещества и химического осаждения из газовой фазы одновременное уплотнение большого числа пористых структур было сложным, дорогим и трудным для осуществления. Пример способа, в котором создают градиент давления в продольном направлении вдоль пучка однонаправленных волокон, описан в работе С. Камуры, Н. Таказе, С. Касуи и Е. Язуды, Растрескивание углеродного волокна/углеродного композиционного материала, полученного химическим осаждением из газовой фазы, Carbon '80 (German Ceramic Society) (1980). Пример способа, в котором для уплотнения кольцеобразной стенки создают градиент давления только в радиальном направлении, описан в патентах США №№4212906 и 4134360. Кольцеобразная пористая стенка, описанная в этих патентах, может быть образована из большого числа, собранных в пакет, кольцеобразных дисков (для изготовления дисковых тормозов) или может быть унитарной трубчатой конструкцией. Для толстостенных конструкционных композиционных материалов чисто радиальный градиент давления создает очень большой нежелательный градиент плотности, начиная от внутренней цилиндрической поверхности до наружной цилиндрической поверхности кольцеобразной пористой стенки. Поверхность, подвергаемая воздействию высокого давления, склонна также очень быстро уплотняться, приводя к ее герметизации, что препятствует прохождению газа-реагента в области низкой плотности. Такое поведение значительно ограничивает полезность способа, осуществляемого при чисто радиальном градиенте давления. Пульсирующий поток предусматривает быстрое и цикличное наполнение и откачку камеры, содержащей подогретую пористую структуру с газом-реагентом. Цикличное действие заставляет газ-реагент проникать в пористую структуру, а также удалять из пористой структуры побочные продукты разложения газа-реагента. Аппаратура для осуществления такого процесса сложна, дорога и неудобна в эксплуатации. Такой процесс очень трудно осуществлять для одновременного уплотнения большого числа пористых структур.
Многие разработчики в этой области техники комбинировали способ, осуществляемый при температурном градиенте, со способом, осуществляемым при градиенте давления, получая в результате способ, осуществляемый при температурном градиенте и при принудительном потоке. Комбинирование способов позволяет устранить недостатки, характерные для каждого отдельного способа и дает в результате очень быстрое уплотнение пористых структур. Однако комбинирование способов увеличивает в два раза сложность, поскольку в этом случае должны быть обеспечение оборудования и технология, позволяющие создавать как температурный градиент, так и градиент давления с возможностью регулирования.
Наиболее близким по технической и технологической сути к заявляемому изобретению является способ получения пенополимеров и изделий из них и установка для осуществления способа, представленные в работе (Ю.Т. Панов, Е.В. Ермолаева, М.С. Пардоянова и В.Г. Земскова «Технология получения пенополимеров, пригодных для получения пеноуглеродных и пенокарбидных изделий», Ж. «Современные проблемы науки и образования», №4, 2012 г.), принятый нами за прототип. В качестве связующего состава принят раствор фенолоформальдегидной смолы, имеющий максимальное значение коксового числа, а в качестве наполнителя использованы фенолоформальдегидные микросферы, которые обеспечивают их хорошую адгезию к связующему составу. Способ включает следующие технологические операции: подготовка связующего из резольной фенолоформальдегидной смолы с соответствующим растворителем - ацетоном. Затем введение в фенолоформальдегидный связующий состав фенолоформальдегидных микросфер до консистенции «сырого песка», при этом микросферы до этого подвергались предварительной карбонизации. Изготовленная таким образом композиция трамбовалась набивкой в формы и прессовалась, затем производилась осушка заготовки и карбонизация в печах каталитического дожига. Данный способ получения открытопористых синтактных пенопластов используется для изготовления образцов, прикладных карбонизации при проведении экспериментальных исследований свойств синтактных углеродных пеноматериалов. Этот способ применим для получения плоских изделий, но изготавливать крупногабаритные элементы конструкций сложной формы затруднительно. Другим недостатком является еще то, что при перемешивании микросфер со связующим с помощью шестеренчатых насосов происходит разрушение микросфер, приводящие к ухудшению структуры пеноматериала.
Установка для осуществления способа содержит расходные емкости подачи фенолоформальдегидной смолы и полимерных микросфер с помощью шестеренчатых насосов, узел их смешения, пресформу для получения плоских заготовок, вакуумную печь с удалением паров растворителя, камеру осушки после прессования и печь для термообработки заготовок. На установке изготавливаются открытопористые синтактные пенопласты для получения образцов, которые затем подвергаются карбонизации термообработкой.
Технической проблемой, на решение которой направлено предлагаемое изобретение, является получение углеродного синтактного пеноматериала для изготовления крупногабаритных изделий сложной формы, способных эксплуатироваться при воздействии высоких температур, и обладающие при этом заданными прочностными характеристиками.
Технический результат, на достижение которого направлено заявляемое изобретение, заключается в обеспечении открытопористой ячеистой структуры углеродного синтактного пеноматериала, способного к карбонизации с последующим пироуплотнением наружных рабочих поверхностей изделия с сохранением его механической прочности.
Технический результат достигается тем, что в способе получения изделий сложной формы на основе углеродных синтактных пеноматериалов, включающий операции приготовления связующего состава из фенолоформальдегидной смолы и растворителя дозированием вводимых компонентов до необходимой вязкости связующего состава, смешения полых микросфер в объеме связующего состава с удалением паров растворителя, формирования заготовки изделия в оснастке, соответствующей контуру изготавливаемого изделия под давлением и при температуре термообработки с повторным удалением летучих элементов, проведения карбонизации полученной заготовки в электро-вакуумной печи, новым является то, что способ дополнительно включает операции аппретирования полых микросфер материалами совместимыми со связующим составом и предварительного их нагрева перед смешением со связующим составом до температуры кипения растворителя, при этом используют стеклянные полые микросферы.
Компоненты связующего состава с внедренными в него аппретированными стеклянными полыми микросферами подвергают воздействию ультразвуковых колебаний с частотой в диапазоне 15-18 кГц, до формирования оболочки определенной толщины вокруг микросфер из связующего состава. После карбонизации изделия пироуплотнению подвергают только наружную рабочую поверхность изделия на заданную глубину.
Технический результат достигается тем, что в установке для осуществления способа, включающей расходные емкости подачи компонентов, узел смешения твердых измельченных частиц фенолформальдегидной смолы и растворителя для приготовления связующего состава, аппарат смешения полых микросфер в объеме связующего состава с установленными показателями вязкости, формообразующую изделие оснастку, новым является то, что она включает в себя дополнительно узел нагрева полых микросфер с оболочками из связующего состава, совмещенный с устройством подачи их в аппарат смешения подогретых предварительно полых микросфер, заключенных в оболочку из связующего состава с основным связующим составом, оснащен устройством воздействия ультразвуковых колебаний на смесь, расположенным на его выходном тракте, при этом используют стеклянные полые микросферы. Кроме того, установка включает устройство пироуплотнения карбонизованного изделия путем инфильтрации газовой фазы химического вещества и химического осаждения его из газовой фазы при градиенте давления в печи с индукционным нагревом поверхности изделия. Расходная емкость подачи полых стеклянных микросфер совмещена с пневмовибратором. Аппарат смешения подогретых полых стеклянных микросфер со связующим составом оснащен устройством воздействия ультразвуковых колебаний на смесь, расположенным на его выходном тракте.
Сущность предполагаемого изобретения заключается в следующем.
В промышленных условиях изготовление изделий, особенно крупногабаритных и сложной формы обусловлено соблюдением целого ряда требований по обеспечению заданных показателей теплофизических, механических и теплозащитных характеристик получаемых изделий. В связи с этим, на первоначальном этапе, для формирования изотропной структуры изделия рассматривается технологическая операция выбора компонентов и количественного соотношения в объеме.
Обеспечение изотропности структуры получаемого изделия зависит первоначально от технологических условий смешения компонентов, равномерности распределения наполнителя в единичном объеме и в общей массе изделия.
Создание гомогенной массы вязкой среды с наполнителями выполняется путем введения во вращающийся поток связующего в противоположном направлении микросферических полых стеклянных шариков, при котором в единичном объеме происходит турбулизация сопрягаемых фаз за счет их противоположных векторов перемещения. Затем на выходе из узла смешения гомогенный объем подвергается воздействию ультразвуковых колебаний с определенной с возможностью регулирования частотой. При этом вектор ультразвуковых колебаний совпадает с направлением движения потока массы, препятствуя осаждению наполнителя в связующем составе до подачи в агрегат сушки, где формируются микросферы в сухой оболочке связующего, т.е. так называемые «закапсулированные» микросферы с определенной толщиной сухой оболочки. За счет регулирования технологических режимов: вязкости связующего, времени пребывания смешиваемых компонентов в узле смешения и амплитуды ультразвуковых колебаний имеется возможность получения требуемой толщины оболочки. Тем самым предлагаемый способ позволяет вмешиваться в процессы формирования необходимой структуры изделия. Путем аппретирования стеклянных полых микросфер, например, органосилановыми соединениями и нагревом их до температуры кипения растворителя, в данном случае ацетона, до 56°С, повышаются адгезионные связи стеклянных полых микросфер и связующего состава из фенолформальдегидной смолы, благоприятствуя формированию оболочки микросфер.
В процессе формования конструкции изделия в формообразующей заготовку оснастке, при пневмодавлении через гибкую оболочку и температуре, обеспечиваются условия получения точных его размеров по всему объему, одинаковую плотность открытопористоячеистой структуры.
После карбонизации изделия в электро-вакуумной печи в инертной среде, оно приобретает прочностные свойства, обеспечивается низкая теплопроводность, повышение теплозащитных характеристик осуществляется пироуплотнением наружной рабочей поверхности изделия путем инфильтрации газовой фазы химического вещества и химического осаждения из газовой фазы (в данном случае метана) пироуглерода на поверхности изделия с открытопористоячеистой структурой при градиенте давления в индукционной печи. Таким образом, формируется изделие с двухслойной структурой, где наружный рабочий слой, уплотненный пироуглеродом, обеспечивает теплозащитные свойства при эксплуатации до температур 3000°С, сохраняя прочностные свойства внутренних слоев, полученных ступенчатой карбонизацией углеродного пеноматериала.
Сущность технологической реализации и работа установки поясняются следующими графическими материалами.
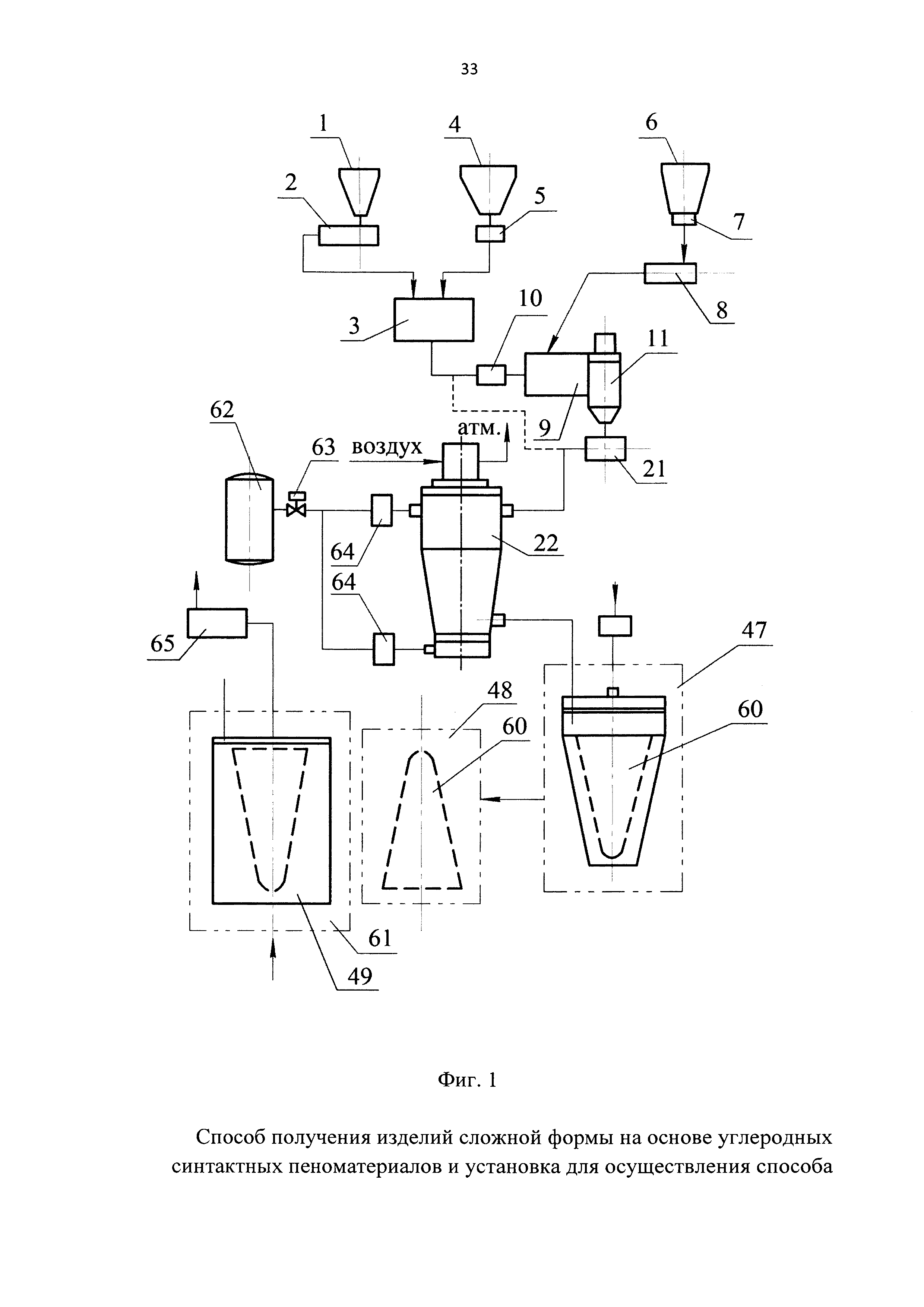
На фиг. 1 представлена технологическая схема установки получения объемных изделий из углеродных синтактных пен.
На фиг. 2 схематичное изображение узла смешения стеклянных полых микросфер со связующим составом.
На фиг. 3 схематичное изображение устройства осушки оболочки полых стеклянных полых микросфер.
На фиг. 4 сечение А-А фиг. 3.
На фиг. 5 схематичное изображение оснастки формирования заготовки изделия.
На фиг. 6 схематичное изображение оснастки пироуплотнения наружной рабочей поверхности изделия осаждением из газовой фазы.
Позиции на фигурах:
1 - расходная емкость измельченных гранул смолы,
2 - шнековое устройство дозированной подачи,
3 - узел смешения измельченных частиц ФФС с растворителем - ацетоном,
4 - расходная емкость для растворителя - ацетона,
5 - мембранный насос-дозатор,
6, 7 - расходная емкость с встроенным пневмовибратором для стеклянных полых микросфер (СПМ),
8 - устройство нагрева СПМ и подачи,
9 - аппарат смешения СПМ со связующим составом,
10 - мембранный насос-дозатор подачи связующего состава,
11 - проточная камера,
12 - корпус цилиндрического узла смешения,
13 - сердечник,
14 - винтовая линия Архимеда на поверхности сердечника,
15 - волновод ультразвукового генератора (УЗГ),
16 - ультразвуковой генератор (УЗГ),
17 - канал подачи связующего состава,
18 - конический зазор,
19 - винтовой канал,
20 - канал ввода стеклянных микросфер (СПМ),
21 - устройство безвоздушного распыления смешанного компонента,
22 - агрегат осушки обололочек стеклянных полых микросфер из связующего состава,
23 - цилиндрический корпус,
24 - камера псевдоожижения,
25 - фильтрованная перегородка,
26 - эжекторное устройство для транспортировки СПМ,
27 - крышка,
28 - пневмодвигатель,
29 - вал пневмодвигателя,
30 - цилиндрическая обечайка,
31 - пневмовибратор,
32 - канал подачи сжатого воздуха к пневмовибратору,
33 - лопатки,
34 - щелевая насадка подачи подогретого воздуха,
35 - насадка устройства безвоздушного распыления композиции, состоящей из связующего и стеклянных полых микросфер с оболочками связующего состава,
36 - канал для удаления избыточного воздуха и летучих компонентов из рабочего пространства сушильного агрегата,
37 - фильтр,
38 - корпус формообразующей оснастки разъемный,
39 - пуансон,
40 - гибкая силиконовая оболочка,
41 - крышка прижимная,
42 - канал загрузочный и формирующий конфигурацию изделия, рабочий объем,
43 - кольцевые каналы подачи сжатого воздуха,
44 - центральный канал коллекторный,
45 - каналы для пневмотранспортировки «закапсулированных» СПМ,
46 - выходной канал для сброса воздуха при пневмотраспортировке,
47 - муфельная печь для термообработки «зеленой пены»,
48 - электровакуумная промышленная печь карбонизации заготовки,
49 - устройство пироуплотнения,
50 - кольцо, формирующее устройство пироуплотнения,
51 - расточка внутренняя,
52 - отверстие сопряжения с наружной поверхностью изделия,
53 - поверхность герметизации колец,
54 - отверстие подачи газовой фазы,
55 - канал ввода газовой фазы,
56 - верхняя крышка устройства пироуплотнения,
57 - уплотнитель,
58 - нижняя крышка оснастки пироуплотнения,
59 - канал вакуумирования,
60 - изделие,
61 - индукционная печь пироуплотнения,
62 - калорифер,
63 - вентиль,
64 - регуляторы (дроссели)воздуха,
65 - вакуумная станция.
Представленный способ осуществляется в технологической линии, представленной на фиг. 1 следующим образом. Заранее измельченные гранулы фенолформальдегидной смолы до размеров 70-80 мкм размещают в расходную емкость 1 шнекового дозирующего устройства 2 для подачи в узел смешения 3.
Растворитель из емкости 4, мембранным насосом-дозатором 5 также подается в узел смешения 3, в которой в течение определенного экспериментальным путем с учетом требуемого объема времени, производится подготовка связующего материала. Смешение связующего материала с полыми стеклянными микросферами (далее микросферы) производится подачей их из расходной емкости 6, оснащенной пневматическим вибратором 7, через устройство нагрева 8, в специальном смесителе 9.
Подготовленный до требуемой вязкости связующий материал для смешивания с микросферами подается насосом-дозатором 10, при этом специальный смеситель 9 имеет на выходной проточной части камеру 11 с встроенным в ней волноводом ультразвукового генератора.
Специальный узел смешения 9 (фиг. 2) вязкого связующего материала с микросферами представляет цилиндрический корпус 12, внутри которого расположен неподвижно и без зазора по наружному диаметру сердечник 13 с винтовой линией Архимеда 14. Волновод 15 УЗ генератора 16 размещен в камере 11 по оси истечения смешанных компонентов из нее. Связующий материал по входному отверстию 17 через конический зазор 18 проходит по винтовому каналу 19 в камеру 11, приобретая вращательное движение. Во входной части смесителя 9 под углом, параллельном углу наклона винтовой линии 14, через канал 20 в противоположном направлении вращению связующего состава, подаются микросферы. За счет разницы направлений движения потоков связующего и микросфер в единичном объеме связующего происходит его дробление и турбулизация микросфер в сязующей массе.
Эффект турбулизации микросфер в связующем материале повышается дополнительным воздействием УЗ колебаний, в первую очередь, на микросферические частицы, которые имеют плотность (массу), отличающуюся от плотности связующего состава.
За счет дозировки объема связующего, подаваемого в специальный узел смешения 9 компонентов вязкость материала до камеры 11 с волноводом 5 поддерживается в пределах 10-15 Пах а после предварительного вакуумирования летучих из камеры 11, в процессе воздействия УЗ колебаний вязкость изменится до значения 18-20 Пах.
Сформировавшийся состав с указанным уровнем вязкости, устройством безвоздушного распыления 21 подается в агрегат осушки 22 (фиг. 3) оболочек микросфер, закапсулированных в связующем.
Агрегат осушки 22 представляет цилиндрический корпус 23 с коническим днищем, в нижней части которого располагается камера псевдоожижения 24 с фильтровальной перегородкой 25, над которой размещен всасывающий патрубок эжекторного устройства 26 подачи микросфер с осушенной оболочкой в оснастку формования изделия.
На верхней части цилиндрического корпуса 23, закрытого крышкой 27 установлен пневмодвигатель 28, на валу 29 которого закреплена цилиндрическая обечайка 30 с пневмовибратором 31, а сжатый воздух к нему подводится через центральный канал 32 на валу пневмодвигателя 28. На наружной поверхности обечайки 30 расположены под углом к оси вращения лопатки 33. Под крышкой 27 цилиндрического корпуса 23 размещены щелевая насадка 34 для подачи на поверхность цилиндрической обечайки подогретого воздуха и с противоположной стороны к ней сопло 35 устройства безвоздушного распыления 21. Избыток воздуха из агрегата осушки 22 удаляется через канал 36 с фильтром 37. Струя вязкой массы, распыленная устройством безводушного распыления, распадаясь в мелкие частицы, попадает на поверхность вращающейся цилиндрической обечайки с лопатками, встречаются с потоком подогретого воздуха, выпадают вдоль лопаток вниз. Выпавшие с поверхности микросферы встречаются с потоком подогретого воздуха из камеры псевдоожижения, находясь постоянно в состоянии барботирования, формируя сухую оболочку из связующего. Агрегат осушки функционирует в циклическом режиме на определенный объем закапсулированных микросфер. Подача воздуха осуществляется из калорифера 62 через вентиль 63 и регулируется дросселями 64.
Закапсулированные в оболочку из связующего материала и осушенные микросферы эжекторным устройством 26 транспортируются в формообразующую заготовку оснастку (фиг. 5), представляющий из себя разъемный корпус 38, внутренняя полость которого имеет наружную конфигурацию изготовляемого изделия. В разъемный корпус 38 установлен пуансон 39, с наружной стороны имеющий гибкую силиконовую оболочку 40, стянутые крышкой 41 к разъемному корпусу 38. Конфигурация пуансона 39 с оболочкой 40 эквидистанты конфигурации внутренней поверхности разъемного корпуса 39 с сохранением канала 42, размер которого соответствует расчетной толщине изделия 61. С наружной поверхности пуансона 39 выполнены проточки 43, соединенные с центральным каналом 44, а на крышке 41 выполнены отверстия 45 для пневмозасыпки закапсулированных в оболочку из связующего материала наполнителей в рабочий объем 42 и выходной канал 46 с фильтрованным элементом (на рис. не показан) для удаления сжатого воздуха при пневмотранспорте.
Формирование заготовки изделия выполняется в промышленной муфельной печи 47 при атмосферным давлении с подпрессовкой засыпки закапсулированных микросфер силиконовой оболочкой при давлении сжатого воздуха от Р=0,15-1,5 МПа по центральному каналу 44 и при температурах до Т=200-250°С.
После охлаждения сформированной заготовки производится его карбонизации в свободном состоянии в электро-вакуумной промышленной печи 48при давлении вакуумирования Р=10-80 мм. рт.ст. и температуре до Т=900°С со скоростью набора температуры до 5°С/мин.
Для выполнения операции пироуплотнения наружной рабочей поверхности карбонизированное изделие загружается в специальную оснастку 49 (фиг. 6), внутренняя полость которой идентична наружной конфигурации предварительно карбонизированного изделия.
Специальное устройство пироуплотнения 49 представляет из себя набор колец 50, герметически соединенных и стянутых шпилькой между собой. Каждое кольцо имеет внутреннюю расточку 51 и отверстие 52, сопрягаемое с наружным контуром изделия. При этом на герметизирующих контур изделия стенках 53 каждого кольца выполнен ряд отверстий 54 для подачи газовой фазы, а отверстия 54 расположены в горизонтальной плоскости, сдвинутые на 180° относительно друг друга, начиная с канала 55 подачи газовой фазы. Общая герметизация набора колец оснастки осуществляется стяжкой их верхней 56 и нижней 58 крышками через уплотнитель 57. Для пироуплотнения оснастка с изделием 60 загружается в индукционную печь 61. Процесс пироуплотнения полимерной матрицы, предварительно карбонизированной, осуществляется известным способом подачи природного газа метана на нагретую поверхность изделия с наружной стороны путем инфильтрации газа при наличии градиента давления. Данный способ осаждения пироуглерода на наружной поверхности изделия с открытопористой ячеистой структурой на определенную глубину позволяет обеспечить высокотемпературные свойства наружного слоя при сохранении прочностных и теплозащитных характеристик изделия. При этом варианте газ-реагент проходит через пористую структуру в радиальном направлении к внутренней полости изделия. Вакуумирование внутренней полости через канал вакуумирования 59 осуществляется вакуумной станцией 65.
Резцовая головка для удаления внутреннего грата в электросварных трубах
Камера сгорания газотурбинного двигателя с регулируемым распределением воздуха
Способ переноса изображений с трансферной пленки на металлоизделия объемной конструкции электротермовакуумной обработкой
Шаговый электродвигатель
Магнитный редуктор
Разборная оправка для формообразования полых изделий
Способ монтажа оконных и дверных блоков в домах из бревен и бруса
Инструмент для соединения деталей из листового металла клинчеванием
Способ проведения экзотермических и эндотермических каталитических процессов частичного превращения углеводородов и реакторная группа для его осуществления
Устройство для определения механических свойств полимерных материалов
Способ получения световозвращающего покрытия в электростатическом поле и устройство для нанесения микросферических световозвращающих частиц в электростатическом поле
Способ приготовления наносуспензии для изготовления полимерного нанокомпозита
Устройство для изготовления образцов из литьевых отверждающихся смол
Клей
Способ работы энергетической установки малой мощности, например, на попутном нефтяном газе и энергетическая установка для его осуществления
Углеродсодержащая композиция для получения реакционно-связанного карбида кремния
Способ получения наномодифицированного связующего
Способ изготовления деталей машин с получением субмикро- и наноструктурированного состояния диффузионного приповерхностного слоя при азотировании
Эпоксидное связующее для полимерных композиционных материалов
Длинномерный силовой конструкционный элемент типа вертикальной колонны из полимерного композиционного материала

