Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ИЗ ЛИТЬЕВЫХ ОТВЕРЖДАЮЩИХСЯ СМОЛ
Вид РИД
Изобретение
Изобретение относится к оснастке для изготовления образцов и может быть использовано для изготовления партий плоских образцов из литьевых отверждающихся смол, предназначенных для проведения комплексных испытаний на растяжение, трехточечный изгиб.
В настоящее время образцы из литьевых материалов изготавливают с использованием различных устройств.
Так, например, в ГОСТ 22349-77 "Смолы отверждающиеся литьевые. Изготовление образцов для испытаний" приведены конструкции форм для изготовления образцов типа 2 и 6 по ГОСТ 11262-76 "Пластмассы. Метод испытания образцов на растяжение". Образцы изготавливают заливкой в формы без давления, с последующей механической обработкой отлитых пластин. При этом, образцы для каждого отдельного метода испытания изготавливаются одновременно из одной композиции смолы.
Известна оснастка для приготовления образцов, содержащая пластины с отверстиями по углам, на днище которых посредством клея крепят жгуты волокон. Пластины с приклеенными к ним жгутами волокон посредством крепежных элементов, вставляемых в отверстия, собирают в единый блок. Далее осуществляют заливку приготовленного блока смолой (эпоксидной, полистирольной, акриловой и/или их смесями), после чего оснастку демонтируют, убирая крепежные элементы, извлекают застывший блок с вмурованным образцом жгута или нити, обрезают концы жгутов, выходящие за пределы блока, полируют образец (см. патент РФ на полезную модель №82033, МПК G01B 5/06, опубликовано 10.04.2009 г.).
В результате анализа известного решения необходимо отметить, что получаемые при его использовании образцы не отличаются высоким качеством, поскольку в процессе заливки смолы в блоке остаются пузырьки воздуха, расположенные в хаотичном порядке, что меняет свойства образцов, а при проведении полирования образцы могут быть повреждены.
Известно устройство для изготовления образцов, содержащее основание, на котором жестко закреплена матрица с внутренней полостью. В основании по его центральной оси выполнено резьбовое отверстие, прикрытое крышкой. В резьбовое отверстие входит выталкивающее приспособление, которое выполнено с возможностью перемещения по данному резьбовому отверстию для удаления образца из матрицы. Выталкивающее приспособление представляет собой винт с наружной резьбой, соответствующей резьбовому отверстию описываемого устройства.
Устройство дополнительно снабжено съемными стенками, которые примыкают к стенкам, образующим полость или примыкают к внешним стенкам матрицы. Съемные стенки выполняют из полимерных материалов (полипропилен, полиэтилен и т.д.), удерживающих смесь исследуемого вещества (кокса) и эпоксидной смолы. Выполнение внешней стенки возможно с использованием липкой ленты (скотч). При шлифовании указанные стенки не препятствуют шлифованию основного образца, поскольку обладают существенно меньшей твердостью.
Внутренняя полость матрицы может быть выполнена ступенчатой с уменьшением диаметра ступеней к основанию. Наличие ступеней с различным диаметром позволяет использовать съемные стенки необходимого диаметра, что обеспечивает контроль расхода используемой эпоксидной смолы, а также регулирование диаметра шлифуемой поверхности.
Поверх резьбового отверстия в матрице помещена крышка диаметром, соответствующим минимальному диаметру внутренней съемной стенки. Крышка выполняется из любого полимерного материала (полиэтилен, полипропилен, ПЭТФ и т.д.) и служит для предотвращения попадания эпоксидной смолы в резьбовое отверстие, что облегчает дальнейшее извлечение отвержденного образца из матрицы, а также снижает расход эпоксидной смолы при приготовлении образца. Дополнительный эффект использования крышки заключается в перераспределении нагрузки на отвержденный образец при извлечении его с помощью выталкивающего приспособления, что исключает растрескивание отвержденного образца и нарушение его целостности.
Для работы устройства образец изготавливают из смеси исследуемого материала с твердеющим на воздухе связующим (эпоксидной смолой). Смесь заливают в полость матрицы со стенками и оставляют на воздухе для затвердения.
После завершения процесса твердения устройство вместе с размещенным в нем образцом подвергают шлифованию и полированию с получением шлифов. При этом, жесткозакрепленная матрица на основании вместе с крышкой, прикрывающей резьбовое отверстие, не позволяют образцу деформироваться и смещаться при закреплении и шлифовании образца. После завершения процесса шлифования образец с помощью выталкивающего приспособления извлекается из устройства без повреждений и нарушения каких либо поверхностей. Устройство после извлечения образца полностью готово к повторному использованию (см. патент РФ на полезную модель №115479, МПК G01N 1/00, опубликовано 27.04.2012 г.).
В результате анализа известного устройства необходимо отметить, что выполнение устройства для изготовления образцов в таком виде позволяет не только изготавливать в устройстве образцы, но, также шлифовать и полировать их, не вынимая из устройства, и только после этих операций удалять образцы. Однако процесс заливки образца сопровождается попаданием в него газов, а механическая обработка, как бы тщательно она не проводилась, приводит к повреждениям образца, например, в виде поверхностных трещин.
Известно устройство (кокиль) для отливки образцов, содержащее корпус, выполненный в виде двух полуформ, имеющих вертикальную плоскость разъема. Соосно вертикальной оси симметрии в корпусе расположен стояк. Симметрично стояку с двух сторон относительно него в полуформах корпуса выполнены разъединенные проставками формообразующие полости, сообщающиеся друг с другом и образующие литниковый канал, сообщенный со стояком. Литниковый канал также соединен с прибылью, расположенной над формообразующими полостями.
В процессе работы устройства через стояк расплав заливается в полость корпуса и через литниковый канал попадает в формообразующие полости образцов и постепенно заполняет прибыль, которая подпитывает образцы во время кристаллизации и является образцом для химического анализа. После остывания разъединяют полуформы корпуса и извлекают образцы для последующей их обработки, (см. патент РФ №2188741, МПК B22D 15/00, опубликовано 10.09.2002 г.) - наиболее близкий аналог.
В результате анализа известного устройства необходимо отметить, что при отливке в нем образцов исключается попадание газов, шлаков, окисных плен в полость образцов и обеспечивается дополнительное питание отливок, что предотвращает появление рыхлоты и позволяет получить образцы с однородной структурой и стабильно равномерным распределением всех элементов по длине образца. Однако при использовании данного устройства значительное время тратится на механическую обработку литых образцов, необходимую для удаления прибыли, для окончательного формообразования образцов.
Таким образом, традиционные способы изготовления образцов литьем в формы без давления требуют предварительного вакуумирования связующего для удаления пузырьков воздуха. Литье без предварительного вакуумирования в полость литниковых каналов на "открытом воздухе" не может гарантировать, что пузырьки не будут вновь образованны в процессе заливки формы. Кроме того, при извлечении отвержденных образцов из жестких форм возникает риск их механического повреждения вплоть до разрушения. Уменьшение адгезионного взаимодействия со стенками формы обеспечивают за счет применения разделительных смазок (жидкостей). Для обеспечения изготовления образцов с ровными плоскостями и без последующих деформаций их выталкивают из пресс-формы со стороны нижней поверхности матрицы. При этом, существует риск повреждения рабочей части образца. При заливке одновременно нескольких образцов в литниковую форму возникают проблемы, связанные с извлечением образцов, связанных литниками и удалением литников, что также может привести к образованию сколов и разрушению образцов.
Техническим результатом настоящего изобретения является создание устройства для изготовления образцов, обеспечивающего получение качественных образцов практически без брака, без дополнительной их обработки за счет объединения в единую технологическую операцию в одном устройстве циклов вакуумирования, подачи связующего в литниковую форму и удаления литников без дополнительной механической обработки образцов.
Указанный технический результат обеспечивается тем, что в устройстве для изготовления образцов из литьевых отверждающихся смол, содержащем разъемный полый корпус, в котором посредством проставок образован литниковый канал, предназначенный для формования образцов, новым является то, что корпус образован разъемными боковыми стенками, верхней и нижней крышками, прикрепленными к боковым стенкам. Проставки в корпусе установлены с возможностью съема. Сверху или снизу относительно каждой проставки установлен ограничитель, имеющий возможность возвратно-поступательного перемещения относительно проставки. В верхней крышке предусмотрены элементы, один из которых предназначен для соединения литникового канала с емкостью для материала образцов, а другой - для соединения литникового канала с вакуумным насосом.
Преимущественно устройство может быть оснащено распорным элементом, выполненным в виде болта, установленного в боковых стенках корпуса, а каждый ограничитель может быть выполнен в виде пластины, контактирующей с винтом, ввинченным в резьбовое отверстие верхней или нижней крышки.
Сущность заявленного устройства поясняется графическими материалами, на которых:
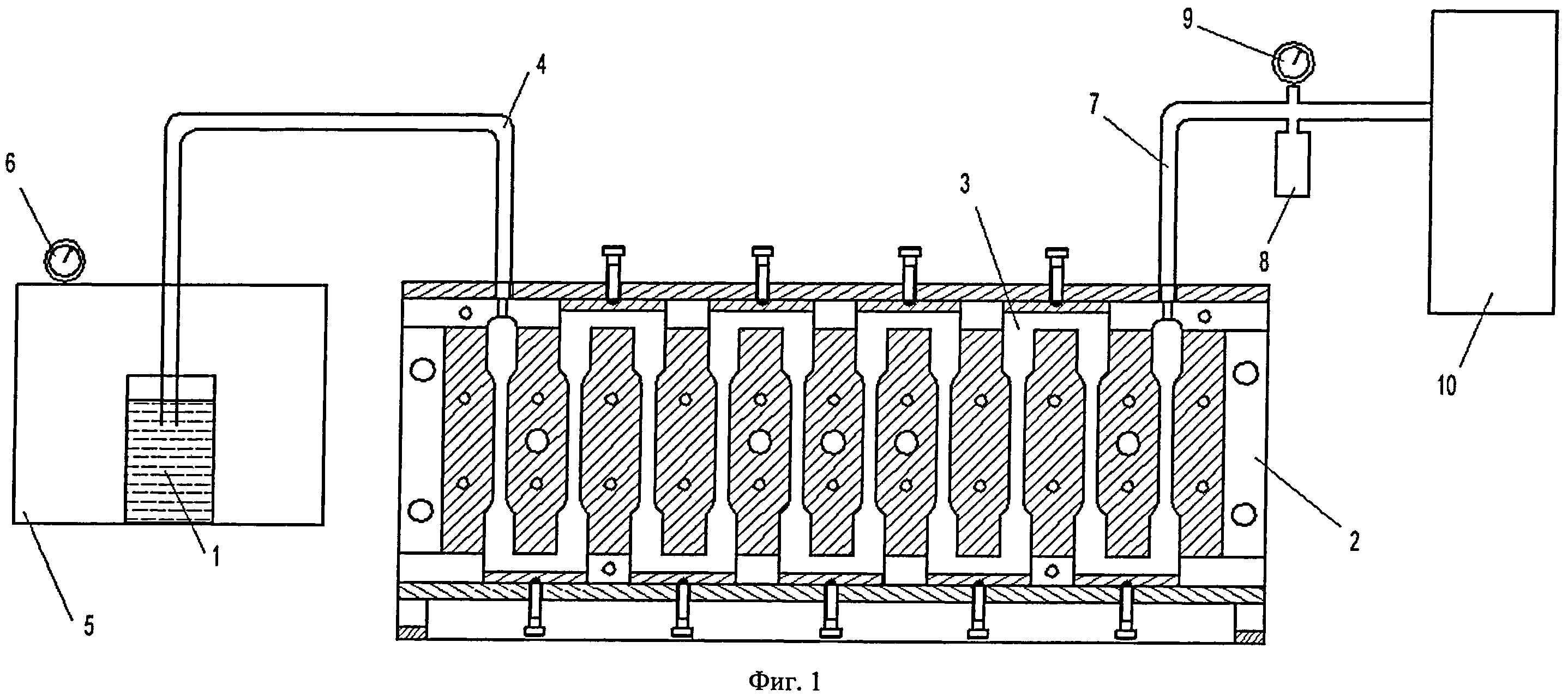
- на фиг.1 - схема изготовления образцов в заявленном устройстве;
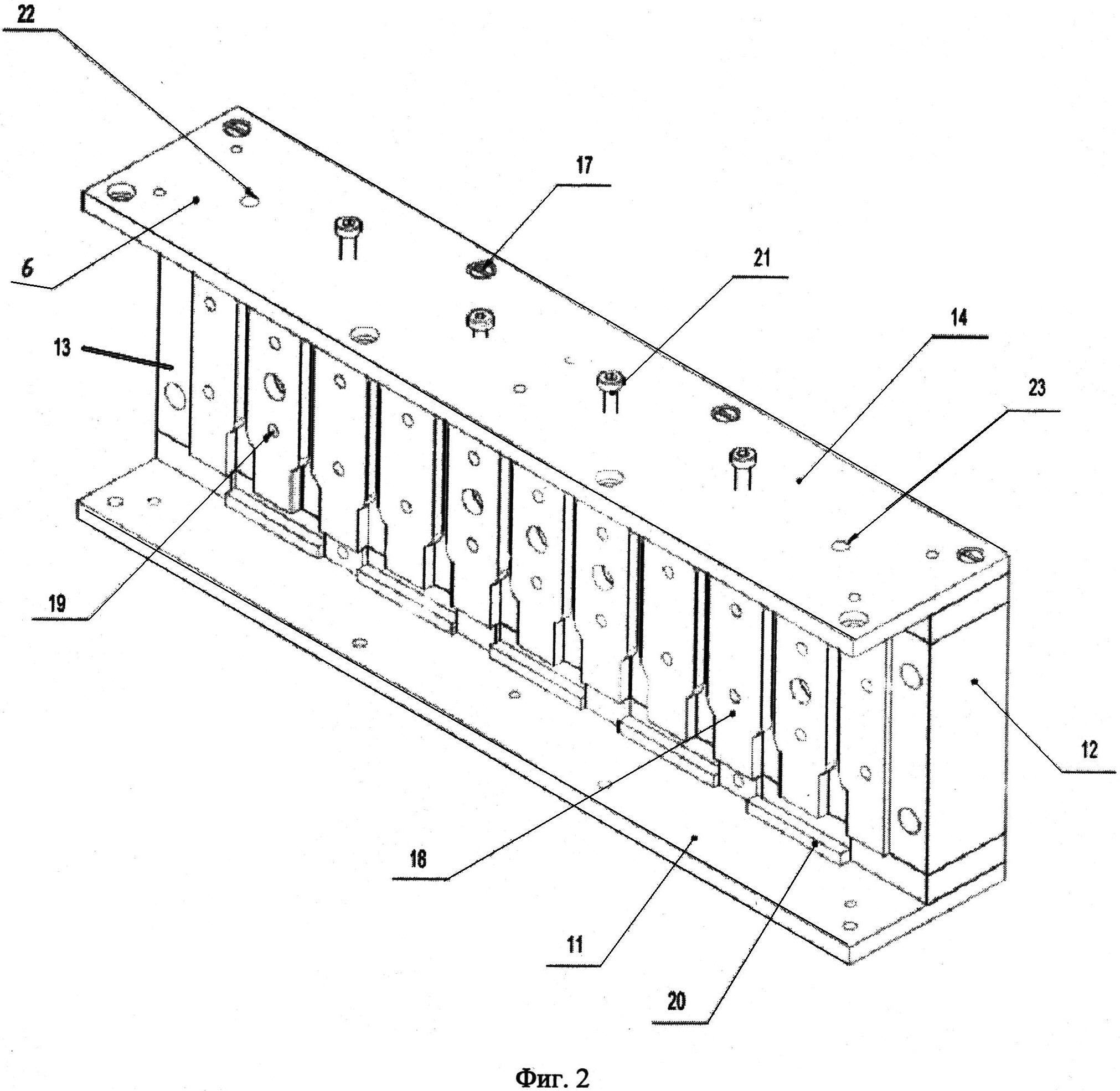
- на фиг.2 - устройство, общий вид, одна из боковых стенок снята;
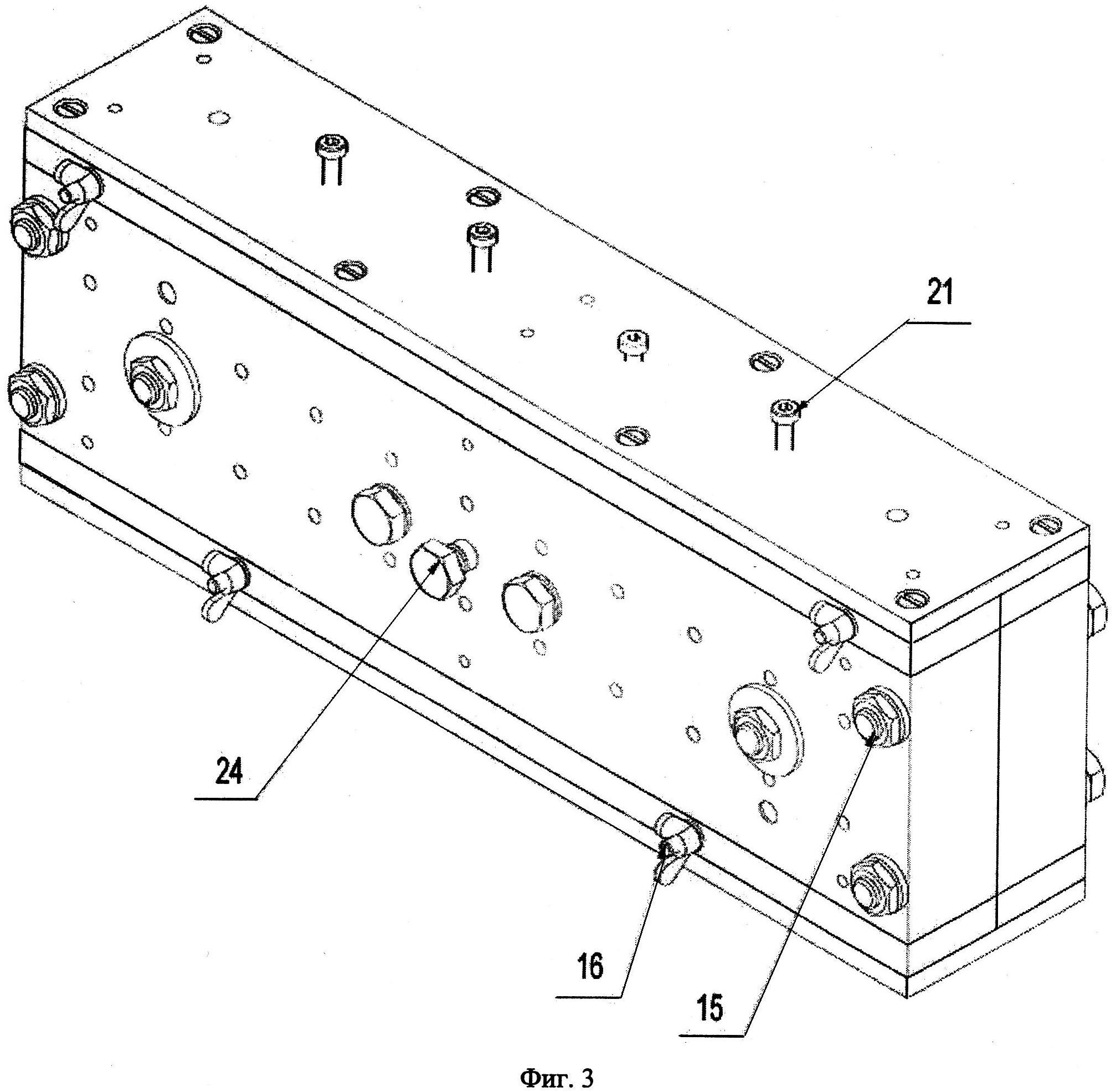
- на фиг.3 - устройство в сборе;
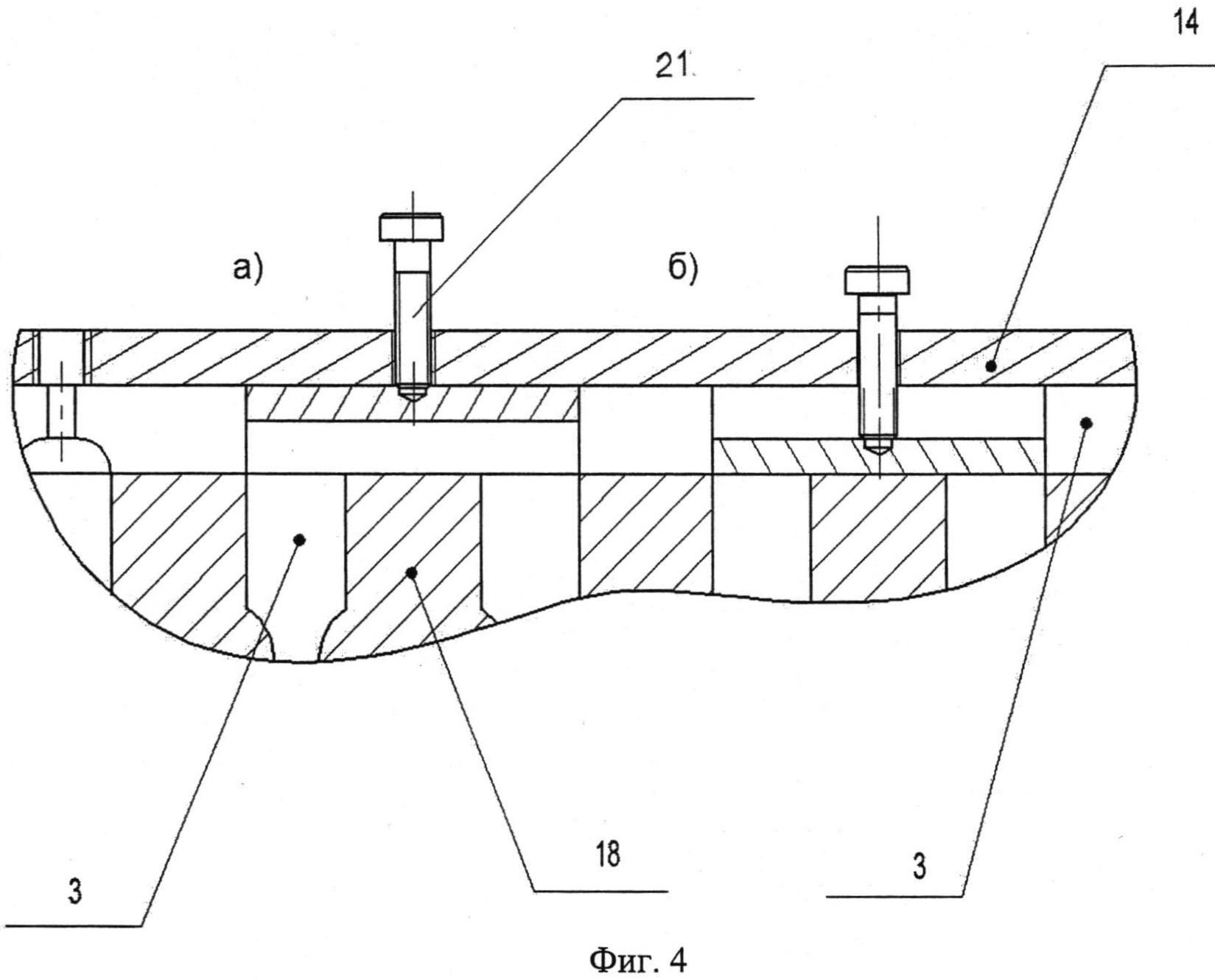
- на фиг.4 - расположение в корпусе торцевых ограничителей;
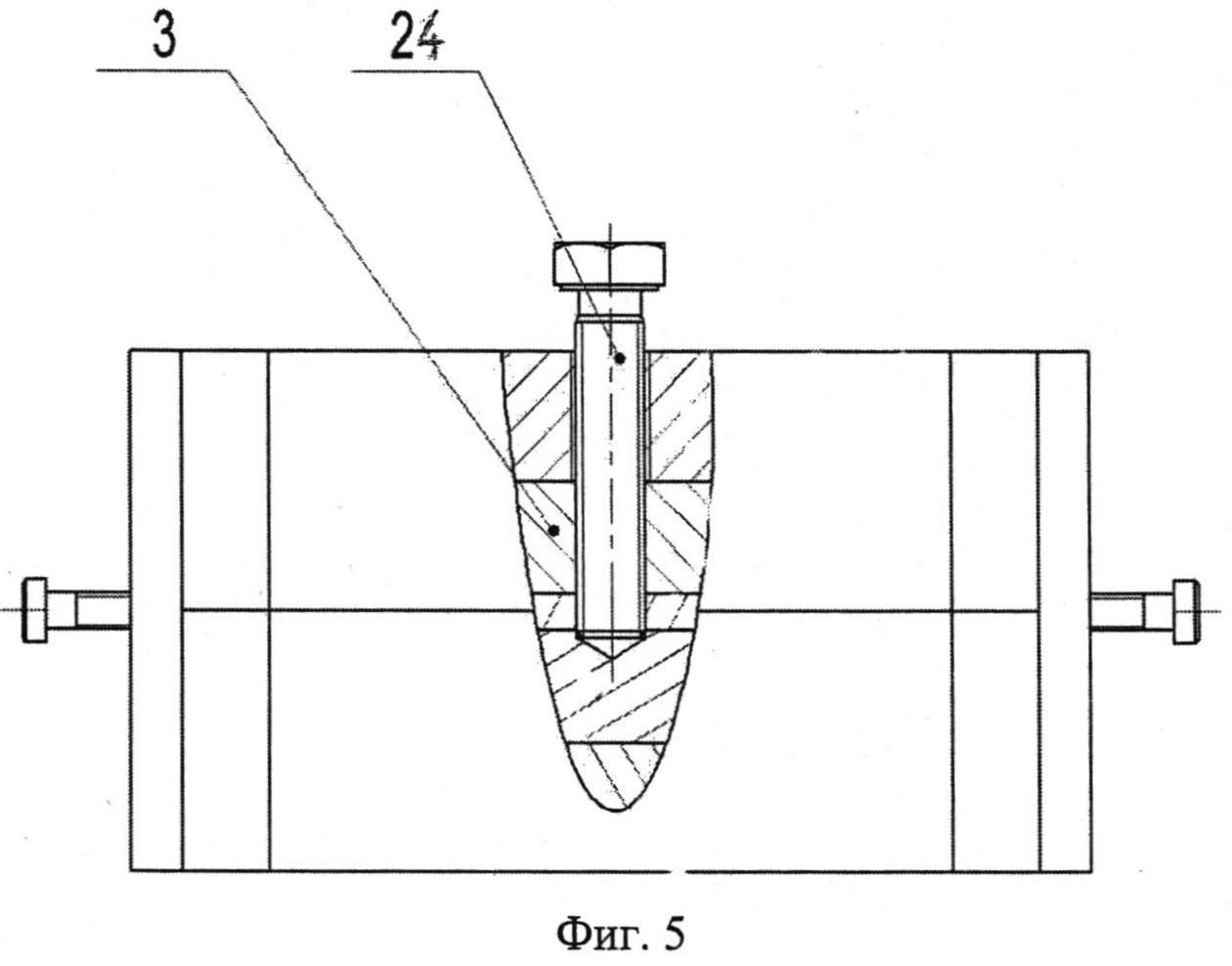
- на фиг.5 - расположение распорного болта.
На фиг.1 показана схема изготовления образцов в заявленном устройстве из литьевых отверждающихся смол, содержащем разъемный полый корпус 2, в котором посредством проставок образован литниковый канал 3, предназначенный для формования образцов. В верхней крышке корпуса 2 предусмотрены элементы, один из которых 4 предназначен для соединения литникового канала 3 с емкостью для материала образцов 1 при отслеживании давления в вакуумной камере 5 при помощи контрольного вакуумметра 6, другой элемент 7 - для соединения литникового канала 3 через улавливатель смолы 8 и контрольный вакуумметр 9 с вакуумным насосом 10.
Устройство для изготовления образцов из литьевых отверждающихся смол (фиг.2-фиг.5) состоит из полого разъемного корпуса, образованного нижней крышкой 11, боковыми стенками 12 и 13, верхней крышкой 14. Боковые стенки скрепляются друг с другом посредством крепежных элементов (например, болтов). Для точной их относительной установки предусмотрены центрирующие штифты. Верхняя крышка 14 крепится к верхней плоскости боковых стенок посредством крепежных элементов 17 (например, винтов). Нижняя крышка к нижней плоскости боковых стенок, крепится аналогично, - посредством крепежных элементов (например, винтов).
В полости корпуса съемно установлены проставки 18. Проставки устанавливаются посредством штифтов, входящих в отверстия проставок и штифтовые отверстия 19 боковых стенок 12 и 13. Проставки устанавливают на определенном расстоянии друг от друга, а их высота меньше чем расстояние от верхней крышки 14 до нижней 11.
Сверху или снизу каждой проставки 18 имеется ограничитель 20, выполненный в виде пластины и имеющий возможность вертикального (в плоскости чертежа) возвратно-поступательного перемещения, например, посредством винта 21, ввинченного в резьбовое отверстие верхней (или нижней) крышки.
Проставки 18 могут иметь разную форму, которая обусловлена тем, что их форма и размеры задают форму и размеры образцов.
Свободное пространство между проставками 18 образует литниковый канал 3, который расположен в области плоскости разъема боковых стенок корпуса 12 и 13. Входом литникового канала является элемент 22 (например, резьбовое отверстие или штуцер), выполненный в верхней крышке, а выходом - элемент 23 (например, резьбовое отверстие или штуцер), выполненный в верхней крышке.
Устройство может быть оснащено распорным болтом 24, ввинченным в одну из боковых стенок и упирающимся в другую боковую стенку.
Проставки 18 могут быть сменными, различной формы и размеров и их набор может входить в комплект устройства, что расширяет его функциональные возможности.
Устройство подготавливают к работе следующим образом.
Разъединяют боковые стенки 12 и 13. Посредством штифтов к боковой стенке 12 или 13 крепят проставки 18 заданной формы и размеров. Соединяют боковые стенки посредством винтового соединения 16 и стягивают стенки болтами 15. Штифты при этом располагаются в штифтовых отверстиях обеих боковых стенок 12 и 13, что обеспечивает постоянное положение проставок 18. Закручивают распорный болт 24. Крепят к боковым стенкам верхнюю и нижнюю крышки. Ограничители 20 посредством винтов 21 отведены в исходное положение, при котором они контактируют с верхней и нижней крышками. Полость корпуса собранного устройства герметична. Проставки 18 боковыми поверхностями контактируют с внутренними поверхностями боковых стенок. Боковые стенки формы, проставки 18 и ограничители 20 устройства изготавливаются из стали, с последующим хромированием и обеспечением шероховатости рабочих поверхностей Ra 0,160 мкм.
Устройство собрано.
Элемент 22 верхней крышки соединяют посредством вакуумного канала 4 с расположенной в вакуумной камере 5 емкостью 1 с исходным материалом (смолой) для приготовления образцов. Элемент 23 соединяют вакуумным каналом 7 с вакуумным насосом 10. В вакуумных каналах предусмотрены регулируемые задвижки (не показаны).
Устройство готово к работе.
Для приготовления в устройстве образцов включают вакуумный насос 10 и проводят вакуумирование литникового канала 3, вакуумного канала 4 и вакуумной камеры 5. Процесс вакуумирования необходимо осуществлять до удаления пузырьков воздуха из емкости со смолой. После завершения процесса вакуумирования, сообщают литниковый канал 3 с емкостью 1, в результате чего в литниковый канал осуществляется подача смолы, которая осуществляется за счет вакуума без использования дополнительных средств. Постепенно литниковый канал полностью заполняется массой смолы. После заполнения литникового канала 3 полностью отформован боковой профиль образцов. Для окончательного формования образцов по их торцевой части осуществляют удаление излишков смолы из литникового канала, которое осуществляется посредством ограничителей 20, путем последовательного ввинчивания винтов 21 в верхнюю или нижнюю стенку 14 или 11, приводящих ограничитель в движение направлением к проставке, что позволяет отформовать торцевые части образцов и, тем самым, устранить необходимость механической обработки торцевой части образцов. Следует отметить, что перемещение ограничителей 20 необходимо проводить в шахматном порядке, начиная со стороны инжекции смолы, для обеспечения удаления излишков смолы в неограниченные полости литниковой формы, в которых происходит отверждение образцов. Для извлечения образцов и подготовки устройства к дальнейшему использованию отсоединяют каналы 4 и 7, отделяют верхнюю 14 и нижнюю 11 крышки, вращением распорного болта 24 разъединяют боковые стенки 12 и 13, ограничители 20 посредством винтов 21 переводят в исходное положение и удаляют из устройства готовые образцы, которые не требуют дальнейшей обработки.
Использование предложенного устройства обеспечивает получение качественных образцов за счет исключения попадания в образцы газов, а также исключения механической обработки полученных образцов перед их использованием.
Способ изготовления трехмерного электронного модуля
Пресс-форма для безоблойного прессования
Способ получения порошковой проволоки с повышенной плотностью порошкового наполнителя
Способ изменения диаметра перетяжки выходного лазерного пучка на фиксированном расстоянии от лазера
Беспилотный летательный аппарат
Сплющивающийся боеприпас
Осколочно-фугасный боеприпас направленного действия
Осколочно-фугасный боеприпас
Устройство экспериментальной оценки температурной стойкости жидких и пластичных смазочных материалов при трении и способ с его использованием
Способ космического захоронения радиоактивных отходов в дальнем космосе и космический аппарат для его осуществления
Способ изготовления трехмерного электронного модуля
Пресс-форма для безоблойного прессования
Способ получения порошковой проволоки с повышенной плотностью порошкового наполнителя
Способ изменения диаметра перетяжки выходного лазерного пучка на фиксированном расстоянии от лазера
Беспилотный летательный аппарат
Сплющивающийся боеприпас
Осколочно-фугасный боеприпас направленного действия
Осколочно-фугасный боеприпас
Устройство экспериментальной оценки температурной стойкости жидких и пластичных смазочных материалов при трении и способ с его использованием
Способ космического захоронения радиоактивных отходов в дальнем космосе и космический аппарат для его осуществления

