Результат интеллектуальной деятельности: СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ C ВСАСЫВАНИЕМ ПОСРЕДСТВОМ РАЗРЕЖЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу литья под давлением c всасыванием посредством разрежения, при котором расплавленный металл нагнетается под давлением и заливается в полость металлической литейной формы, и полость вакуумируется и откачивается.
Уровень техники
[0002] В качестве способа литья для того, чтобы вакуумировать и откачивать полость при заливке расплавленного металла, известен способ, раскрытый в цитируемом документе 1, озаглавленном "Method for Pouring Molten Metal under Partial Reduced Pressure into Casting". В способе литья, раскрытом в цитируемом документе 1, используется литейная форма, которая формирует полость вместе со стержнем, и расплавленный металл заливается в полость в то время, когда полость вакуумируется и откачивается с помощью откачивающего насоса. В способе литья цитируемого документа 1, расплавленный металл заливается под действием силы тяжести; тем не менее, например, также известен способ литья под давлением c всасыванием посредством разрежения, при котором полость вакуумируется и откачивается при нагнетании и заполнении полости расплавленным металлом с использованием устройства литья под низким давлением.
[0003] Помимо этого, в способе литья под давлением c всасыванием посредством разрежения, при управлении вакуумированием и откачиванием полости, используется способ, при котором величина открытия выпускного клапана регулируется с использованием вакуум-камеры и выпускного клапана, который открывает и закрывает тракт вакуумирования и откачивания, проходящий из вакуум-камеры в полость.
Документы предшествующего уровня техники
Патентные документы
[0004] Патентный документ 1. Выложенная заявка на патент (Япония) номер Hei 8 (1996)-33944
Сущность изобретения
Задача, решаемая изобретением
[0005] В способе литья под давлением c всасыванием посредством разрежения, описанном выше, поскольку вакуумирование и откачивание управляется с использованием вакуум-камеры и выпускного клапана, хотя скорость реакции увеличивается по сравнению с откачивающим насосом, если время заливки для расплавленного металла является небольшим, возникает задержка в работе выпускного клапана, и становится затруднительным управлять с обратной связью величиной открытия выпускного клапана в реальном времени на основе давления в полости. Следовательно, используется предварительно заданный ход (шаблон) декомпрессии (ход величины открытия выпускного клапана), который задается заранее в соответствии с последовательностью процесса литья, и величина открытия выпускного клапана управляется на основе этого предварительно заданного хода декомпрессии.
[0006] Тем не менее, при литье, в котором использует стержень, количество влаги, содержащейся в стержне, и отвержденное состояние при использовании связующего вещества (состояние полимеризации и состояние сжигания связующего вещества) отличаются, и количество влаги и отвержденное состояние также должны отличаться в зависимости от производственной партии и условий хранения стержня. Следовательно, в традиционном способе литья под давлением c всасыванием посредством разрежения, количество газа, который выделяется из стержня в ходе литья, изменяется, и формируется разность между предварительно заданным ходом декомпрессии и идеальным ходом декомпрессии, которая неизбежна при выполнении вакуумирования и откачивания, включающего в себя фактическое количество газа, который формируется, создавая риск недолива или возникновения газового дефекта вследствие разности, так что решение таких проблем является сложным.
[0007] Настоящее изобретение создано с учетом традиционных проблем, описанных выше, и его цель заключается в том, чтобы предоставлять способ литья под давлением c всасыванием посредством разрежения, который использует стержень, в котором давление полости и стержня в ходе литья измеряется, и предварительно заданный ход декомпрессии во время следующего литья корректируется на основе результатов измерений, в силу этого позволяя подавлять возникновение недолива или газового дефекта, даже когда количество влаги и отвержденное состояние стержня отличаются.
Средство достижения цели
[0008] Способ литья под давлением c всасыванием посредством разрежения согласно настоящему изобретению использует устройство литья, содержащее печь для выдержки, в которой накапливается расплавленный металл, металлическую литейную форму, которая формирует полость вместе со стержнем, средство нагнетания расплавленного металла для подачи газа для нагнетания в печь для выдержки и средство вакуумирования-откачивания для вакуумирования и откачивания внутренней части полости, при этом расплавленный металл нагнетается и заливается в полость металлической литейной формы, и полость вакуумируется и откачивается.
[0009] В это время, способ литья под давлением c всасыванием посредством разрежения реализован с возможностью сравнивать предварительно заданный ход декомпрессии средства вакуумирования-откачивания, который задается заранее согласно процессу литья, с измеренным ходом давления полости и стержня, который измеряется в ходе фактического литья, чтобы вычислять скорректированный ход декомпрессии средства вакуумирования-откачивания на основе разности между ними и корректировать предварительно заданный ход декомпрессии во время следующего литья посредством использования скорректированного хода декомпрессии, в качестве средства для того, чтобы разрешать традиционную проблему с помощью конфигурации, описанной выше.
Преимущества изобретения
[0010] Посредством использования конфигурации, описанной выше, в способе литья под давлением c всасыванием посредством разрежения согласно настоящему изобретению, разность между предварительно заданным ходом декомпрессии и идеальным ходом декомпрессии, которая требуется для того, чтобы выполнять вакуумирование и откачивание, включая фактическое количество газа, который формируется, становится небольшой, и можно подавлять возникновение недолива или газового дефекта, даже когда отвержденное состояние с использованием связующего вещества и количество влаги стержня отличаются.
Краткое описание чертежей
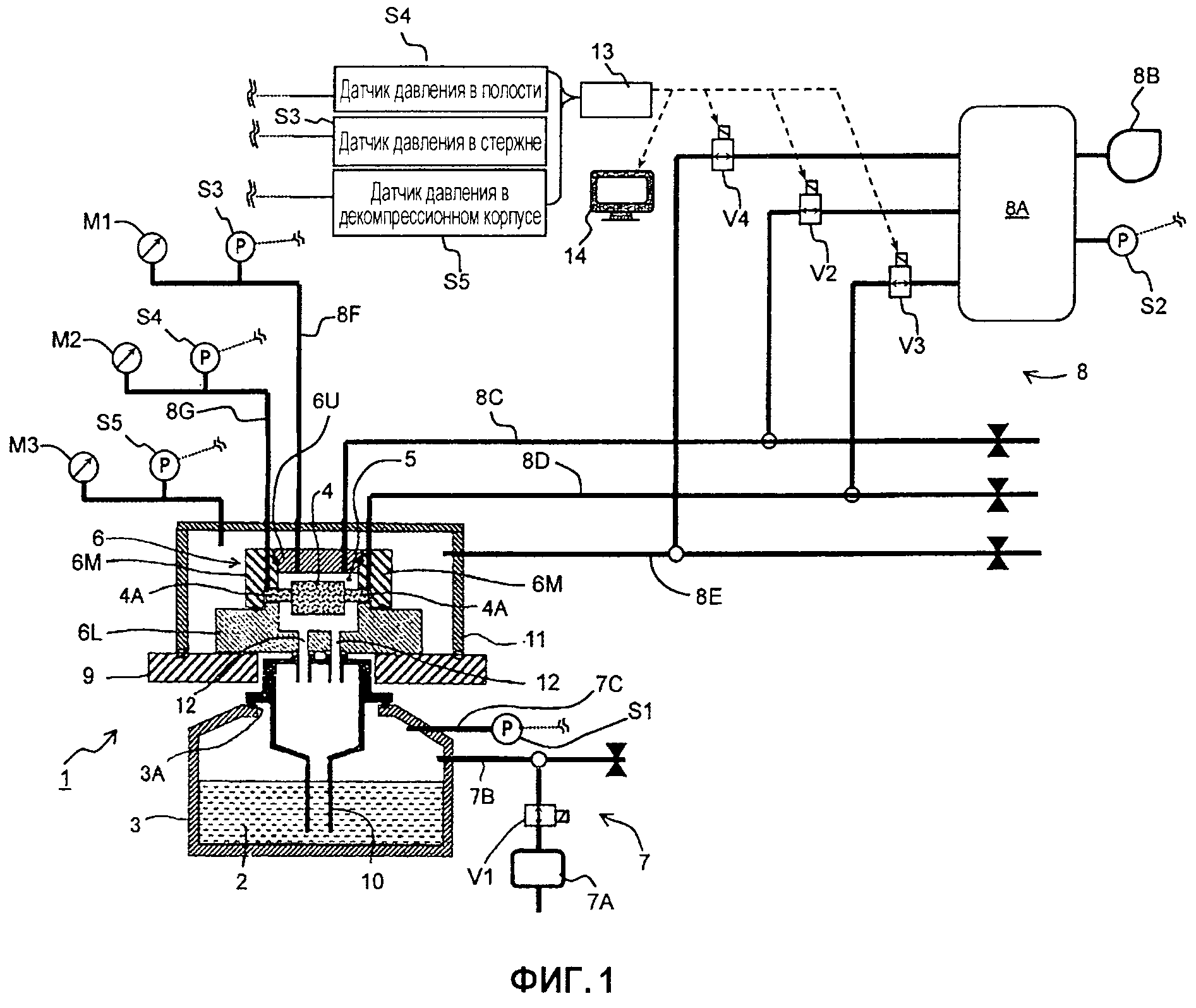
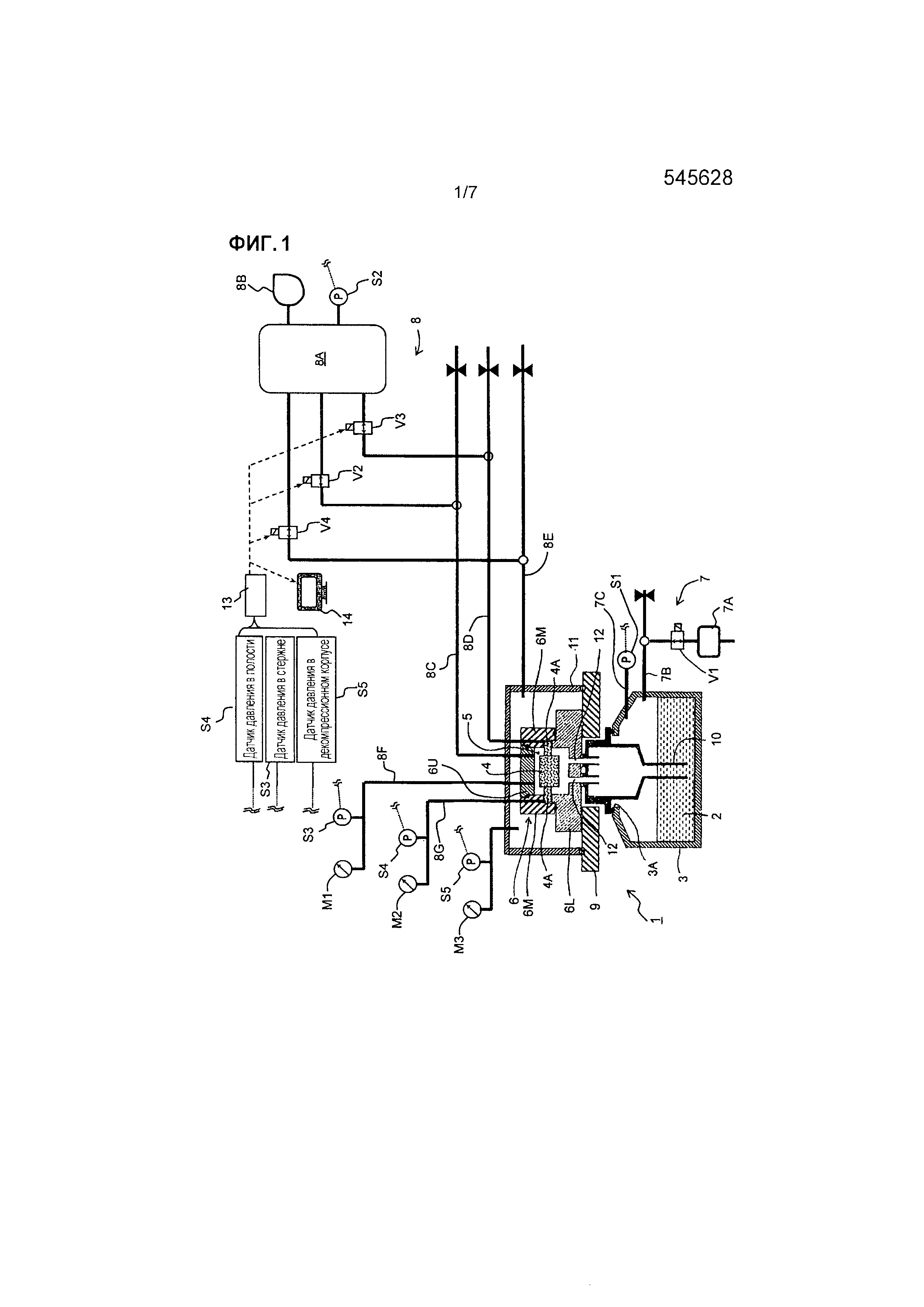
[0011] Фиг. 1 является схемой системы для пояснения устройства литья под давлением c всасыванием посредством разрежения, к которому может применяться способ литья под давлением c всасыванием посредством разрежения согласно настоящему изобретению.
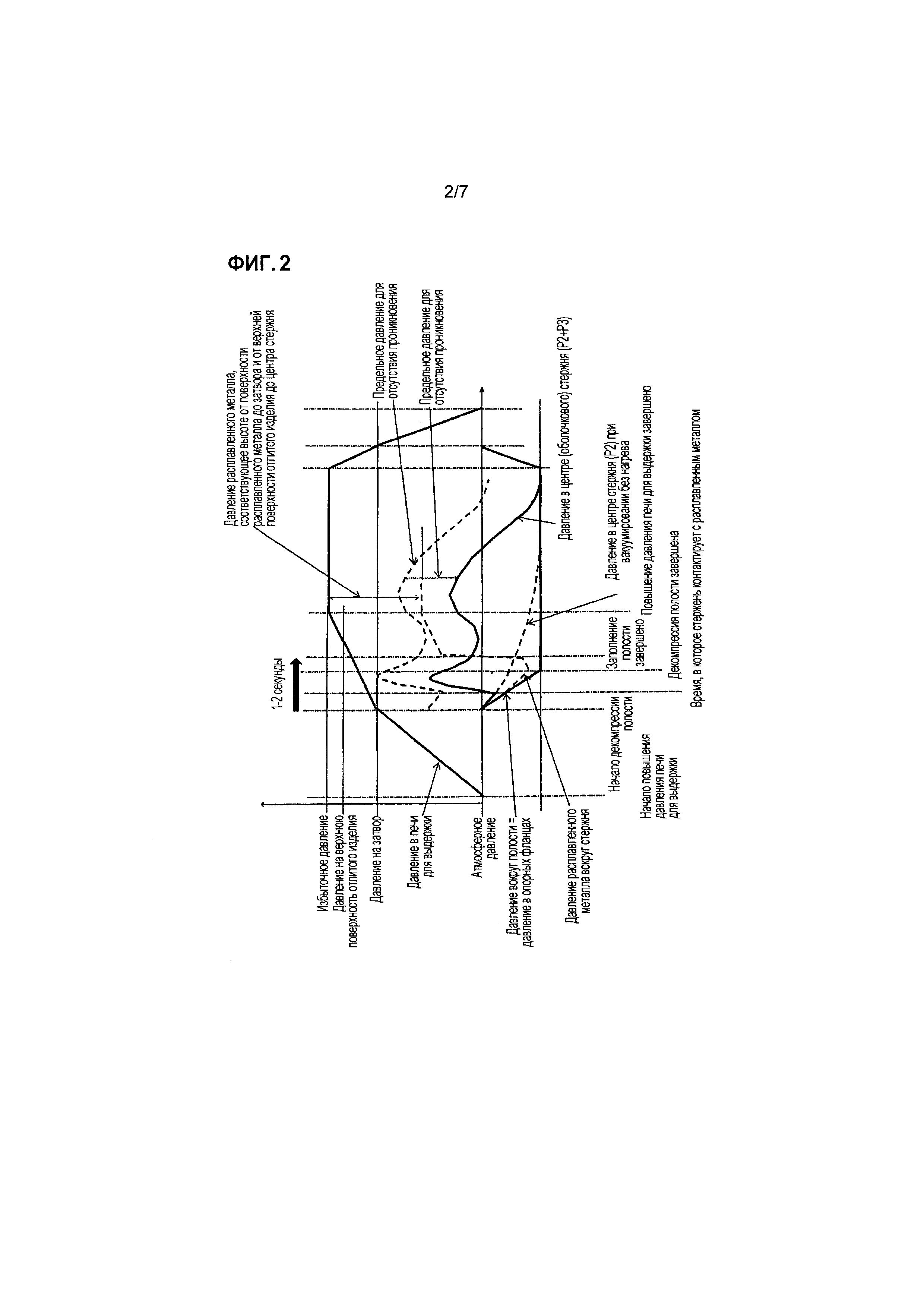
Фиг. 2 является графиком, иллюстрирующим изменения давления в стержне и в печи для выдержки при литье, которое использует оболочковый стержень.
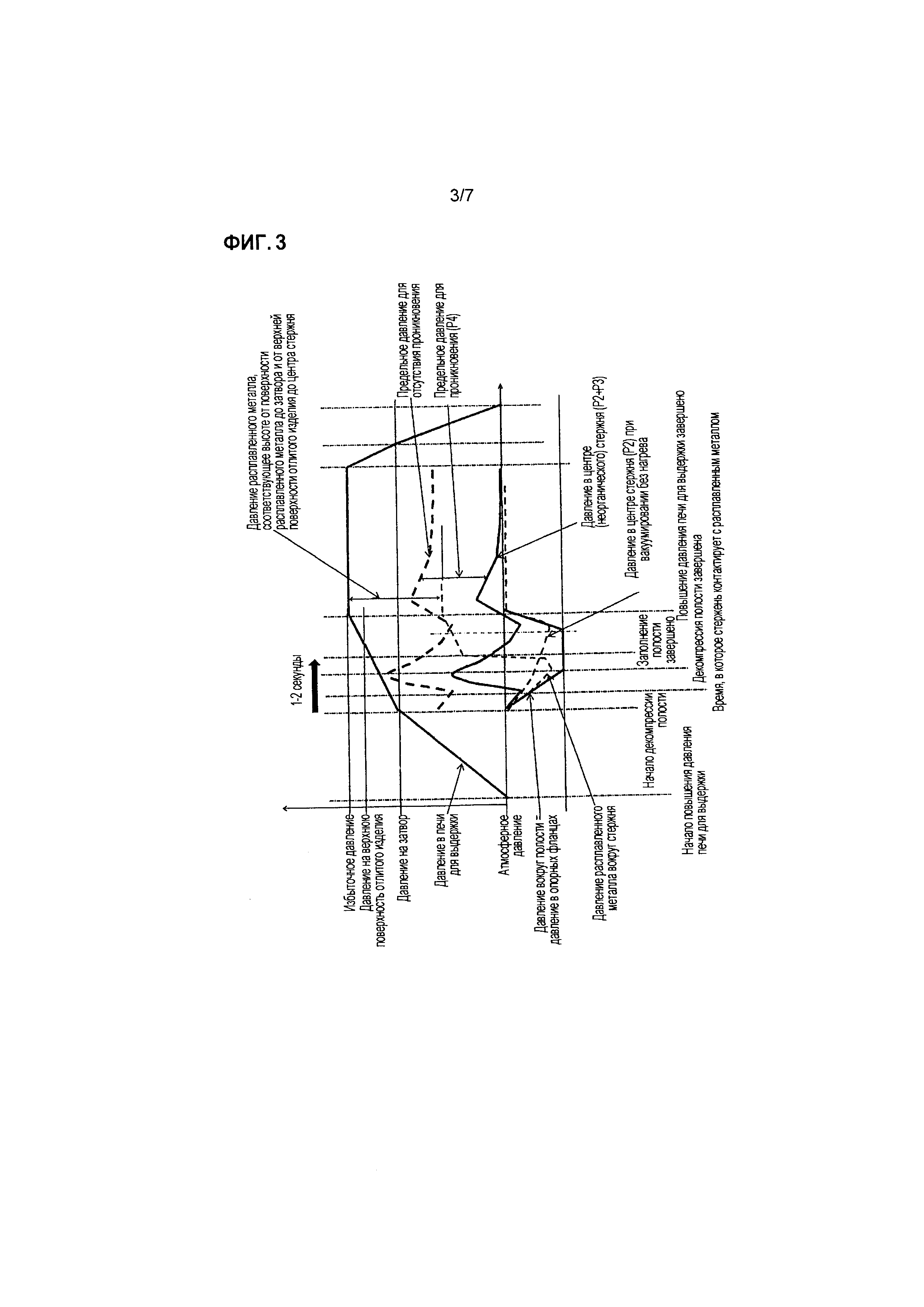
Фиг. 3 является графиком, иллюстрирующим изменения давления в стержне и в печи для выдержки при литье, которое использует неорганический стержень.
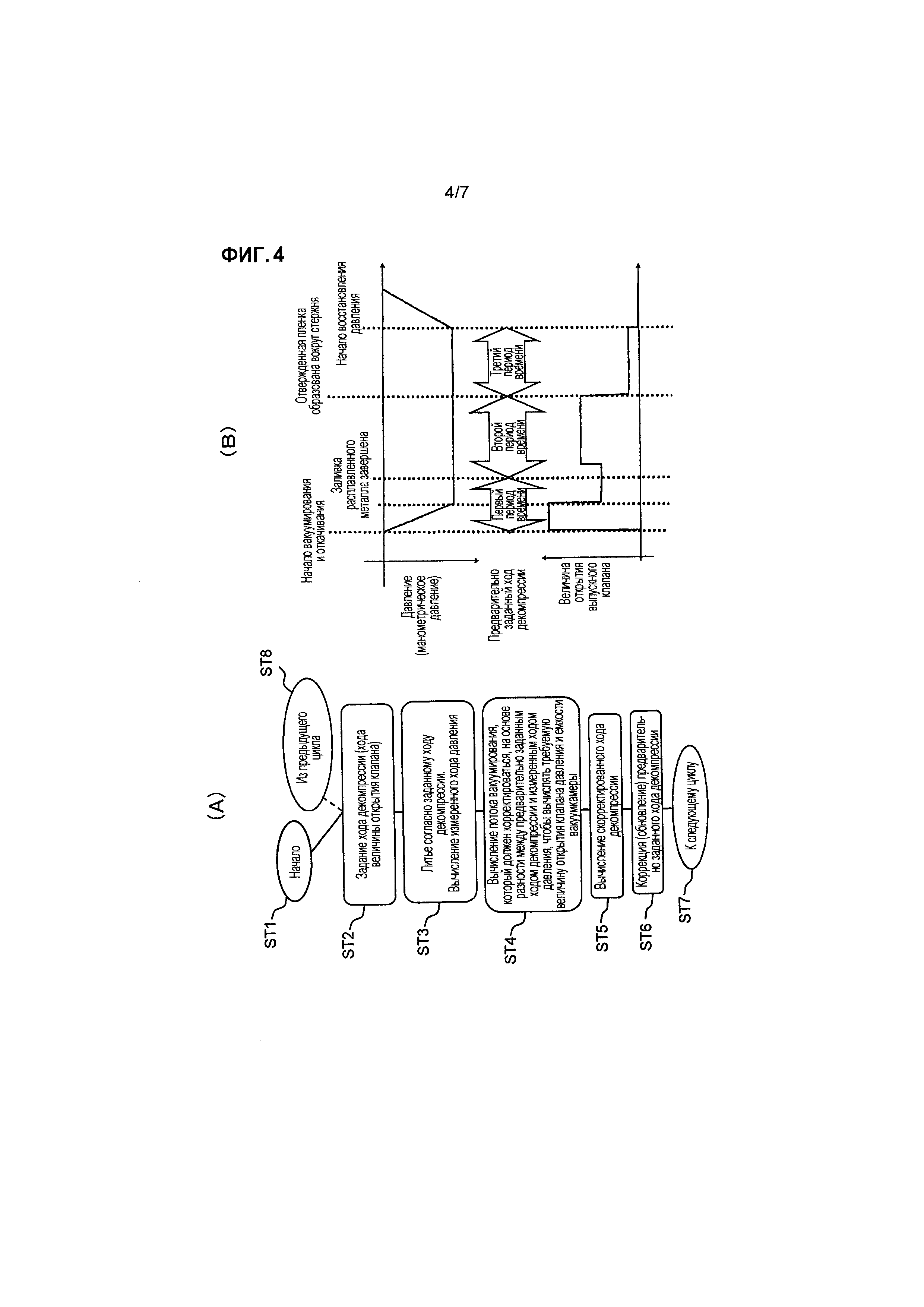
Фиг. 4(A) является блок-схемой последовательности операций способа для пояснения процесса способа литья под давлением c всасыванием посредством разрежения, и (B) является графиком, иллюстрирующим состояние пониженного давления полости и предварительно заданный ход декомпрессии во время литья.
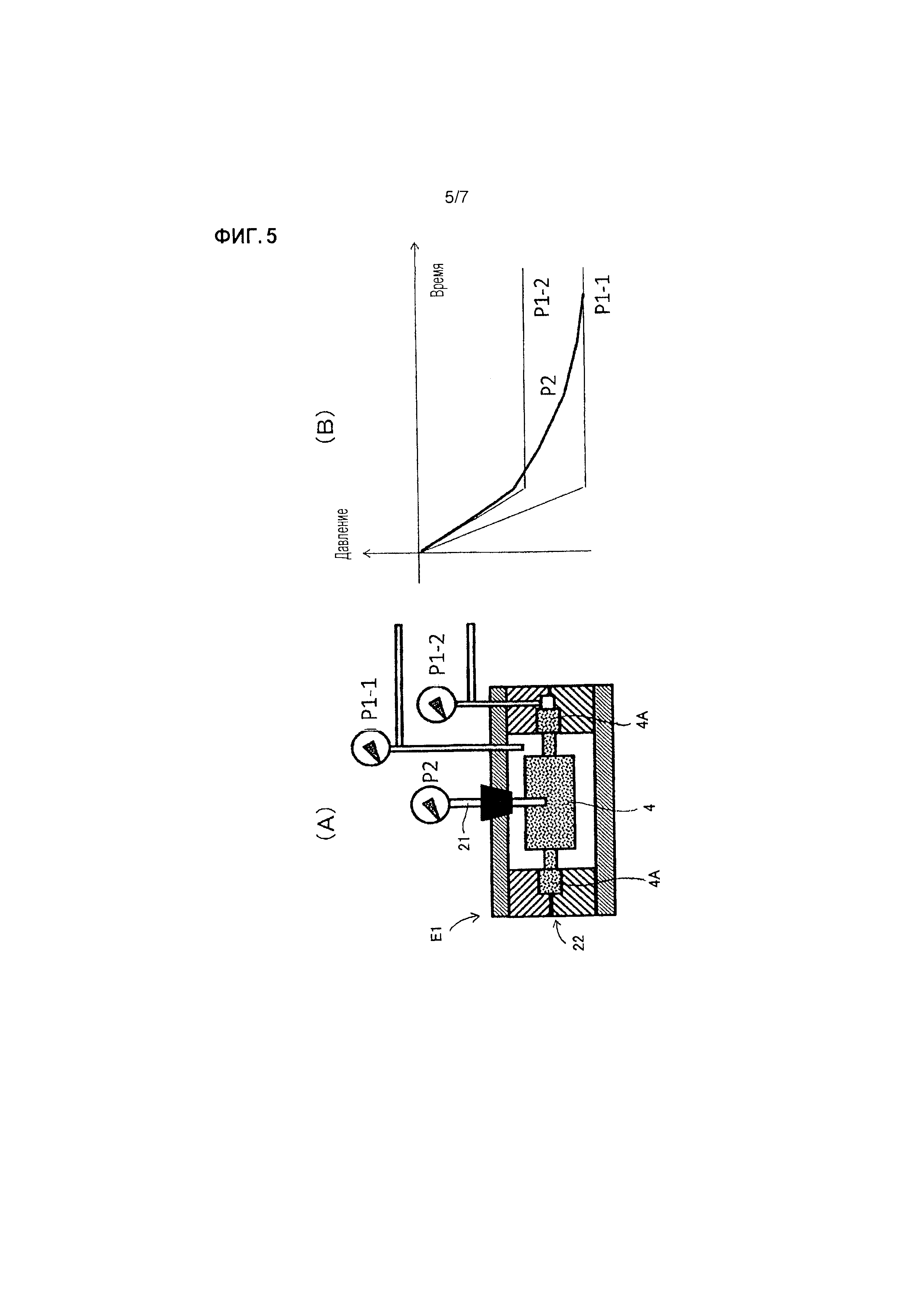
Фиг. 5(A) является видом в сечении, иллюстрирующим экспериментальное устройство для определения внутреннего давления в стержне в качестве опорного значения, и (B) является графиком, иллюстрирующим изменения внутреннего давления в стержне.
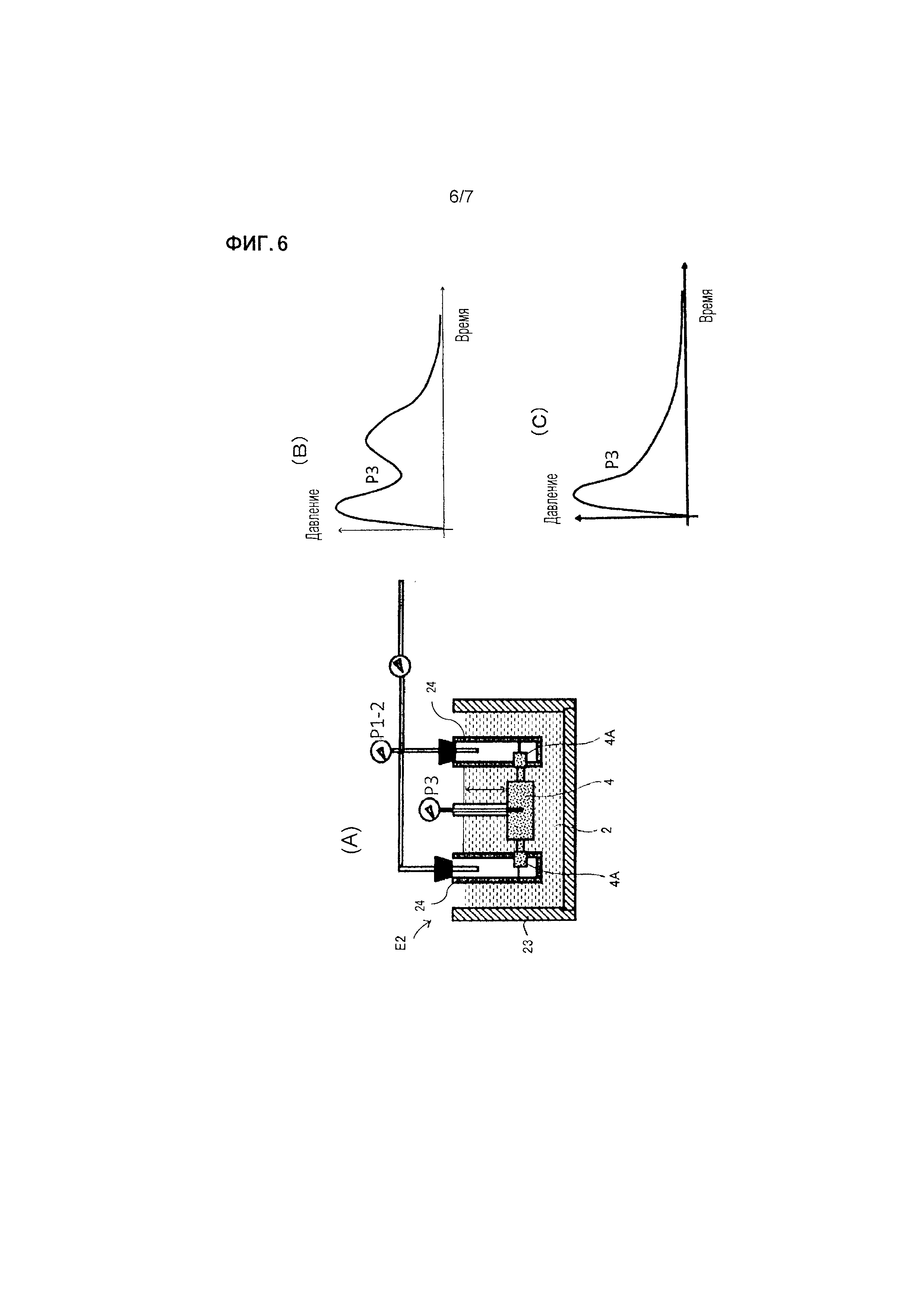
Фиг. 6(A) является видом в сечении, иллюстрирующим экспериментальное устройство для определения внутреннего давления в стержне при повышении давления посредством расплавленного металла, (B) является графиком, иллюстрирующим изменения внутреннего давления оболочкового стержня, и (C) является графиком, иллюстрирующим изменения внутреннего давления неорганического стержня.
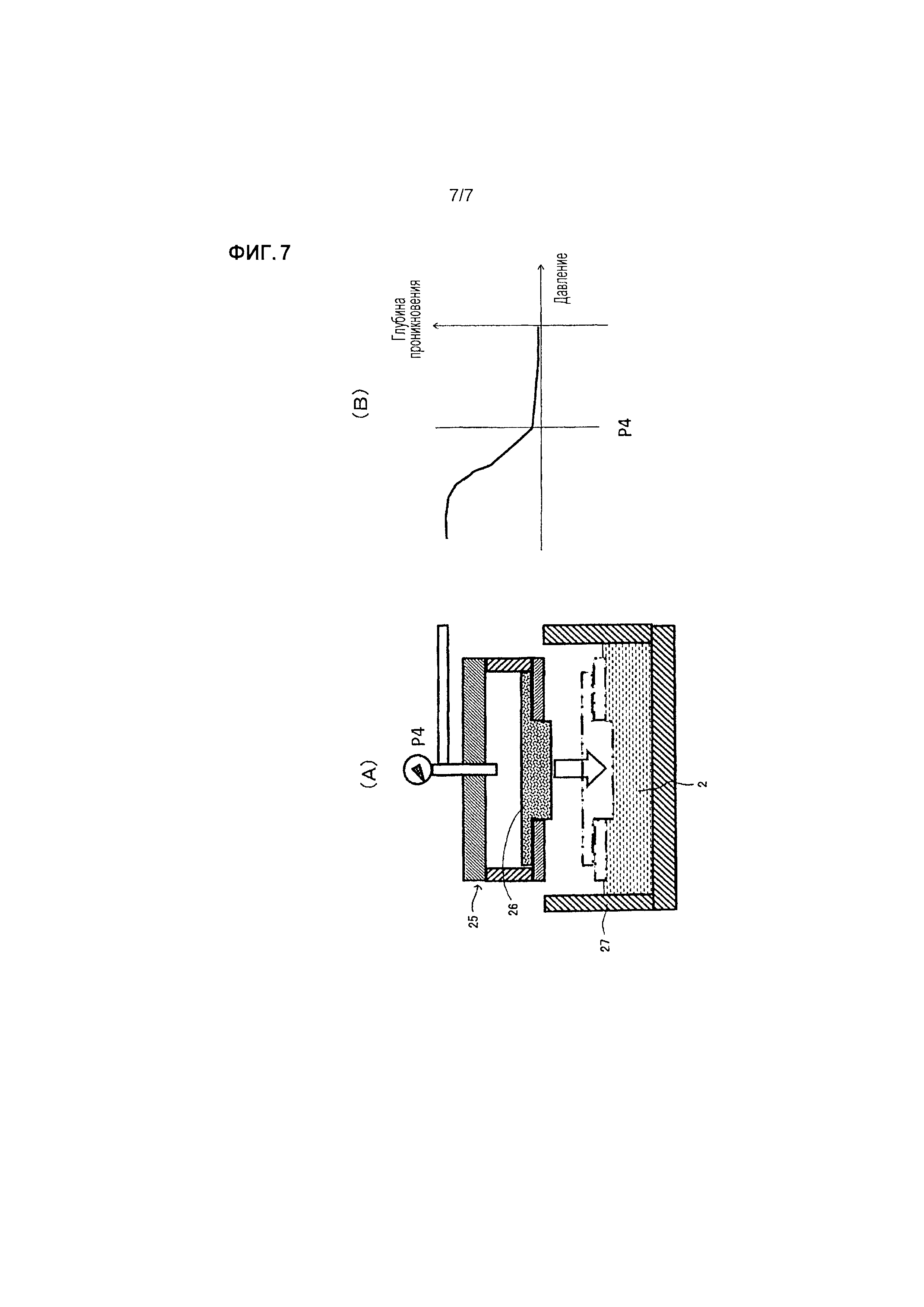
Фиг. 7(A) является видом в сечении, иллюстрирующим экспериментальное устройство для определения давления, при котором возникает проникновение расплавленного металла, и (B) является графиком, иллюстрирующим изменение давления.
Подробное описание вариантов осуществления изобретения
[0012] Как проиллюстрировано на фиг. 1, устройство 1 литья под давлением c всасыванием посредством разрежения представляет собой устройство, к которому может применяться способ литья под давлением c всасыванием посредством разрежения согласно настоящему изобретению посредством использования устройства литья под низким давлением в качестве базовой конфигурации, и устройство содержит средство для заполнения полости расплавленным металлом, средство для откачивания полости и систему управления для этого средства.
[0013] Таким образом, устройство 1 литья под давлением c всасыванием посредством разрежения содержит печь 3 для выдержки, в которой накапливается расплавленный металл 2, металлическую литейную форму 6, которая формирует полость 5 вместе со стержнем 4, средство 7 повышения давления расплавленного металла для подачи газа для повышения давления в печь 3 для выдержки и средство 8 вакуумирования-откачивания для вакуумирования и откачивания внутренней части полости 5.
[0014] Помимо этого, устройство 1 литья под давлением c всасыванием посредством разрежения содержит основание 9 для вертикального расположения металлической литейной формы 6 и печи 3 для выдержки, канал 10 для заливки, который представляет собой восходящий тракт расплавленного металла 2 от печи 3 для выдержки к полости 5, и декомпрессионный корпус 11 для герметичного помещения металлической литейной формы 6 на основание 9.
[0015] Печь 3 для выдержки удерживает верхний участок канала 10 для заливки на верхнем открытом участке 3A и содержит нагреватель (не показан) для нагрева расплавленного металла 2 и т.п. Канал 10 для заливки имеет резервуар на верхнем участке, и нижний концевой участок погружается в расплавленный металл 2 печи 3 для выдержки. Декомпрессионный корпус 11 формируется из множества кожухов, которые не показаны и могут открываться и закрываться идентично металлической литейной форме 6.
[0016] Металлическая литейная форма 6 (форма/литейная форма) содержит нижнюю матрицу 6L, прикрепленную к основанию 9, верхнюю матрицу 6U, которая может подниматься и опускаться обращенной к нижней матрице 6L, и выдвигаемую и задвигаемую промежуточную матрицу 6M, которая располагается между нижней матрицей 6L и верхней матрицей 6U и формирует полость 5 в качестве пространства для литья вместе со стержнем 4. Нижняя матрица 6L содержит вертикальный литник 12, который сообщается с верхней стороной канала 10 для заливки.
[0017] Стержень 4 получается посредством использования смеси из стержневой смеси и связующего вещества и формования смеси в предварительно определенную форму посредством формовочной литейной формы, и имеются стержни, которые используют органическое связующее вещество (в дальнейшем называемые "оболочковым стержнем"), и стержни, которые используют неорганическое связующее вещество (в дальнейшем называемые "неорганическим стержнем"). Помимо этого, стержень 4 в проиллюстрированном примере содержит опорный фланец 4A с обеих сторон и позиционируется в металлической литейной форме 6 в состоянии, в котором опорные фланцы 4A размещаются посередине между нижней матрицей 6L и промежуточной матрицей 6M.
[0018] Средство 7 повышения давления расплавленного металла содержит бак 7A для газа под давлением, в который вводится газ для повышения давления, трубу 7B подачи воздуха, идущую от бака 7A для газа под давлением к печи 3 для выдержки, и клапан V1 подачи, который открывает и закрывает центральную часть трубы 7B подачи. Один пример газа для повышения давления представляет собой воздух. Печь 3 для выдержки содержит датчик S1 давления в печи для выдержки для определения давления в печи 3 для выдержки через трубу 7C с датчиками.
[0019] Средство 8 вакуумирования-откачивания содержит вакуум-камеру 8A, вакуумный насос 8B, который вакуумирует и откачивает внутреннюю часть вакуум-камеры 8A, и датчик S2 давления в камере, который определяет давление вакуум-камеры 8A. Кроме того, средство 8 вакуумирования-откачивания содержит первую откачивающую трубу 8C, идущую от вакуум-камеры 8A к полости 5 металлической литейной формы 6, вторую откачивающую трубу 8D, которая идет от вакуум-камеры 8A к участкам опорных фланцев 4A стержня 4 в металлической литейной форме 6, и третью откачивающую трубу 8E, которая идет от вакуум-камеры 8A к декомпрессионному корпусу 11. Первая-третья откачивающие трубы 8C-8E содержат первый-третий выпускные клапаны V2-V4, соответственно, которые открывают и закрывают центральную часть труб.
[0020] Помимо этого, средство 8 вакуумирования-откачивания содержит датчик S3 давления в полости, который определяет давление в полости 5 через трубу 8F с датчиками, датчик S4 давления в стержне, который определяет давление на участков опорных фланцев 4A стержня 4 через другую трубу 8G с датчиками, и датчик S5 давления в декомпрессионном корпусе, который определяет давление в декомпрессионном корпусе 11 через еще одну другую трубу 8H с датчиками. Кроме того, в дополнение к соответствующим датчикам S3-S5 давления, трубы 8F-8G с датчиками содержат манометры M1-M3, соответственно.
[0021] Кроме того, устройство 1 литья под давлением c всасыванием посредством разрежения содержит главное устройство 13 управления, сконфигурированное из компьютера и монитора 14 в качестве средства отображения для отображения различных типов данных. Главное устройство 13 управления вводит сигналы определения из каждого из датчиков S1-S5 давления и выводит сигналы команд управления для приведения в действие в вакуумный насос 8B, клапан V1 подачи воздуха и первый-третий выпускные клапаны V2-V4.
[0022] Это главное устройство 13 управления осуществляет способ литья под давлением c всасыванием посредством разрежения согласно настоящему изобретению с использованием вышеописанного устройства 1 литья под давлением c всасыванием посредством разрежения , и в него вводится предварительно заданный ход декомпрессии средства 8 вакуумирования-откачивания, который задается заранее в соответствии с последовательностью этапов литья. Этот предварительно заданный ход декомпрессии может определяться экспериментально, и ниже описывается конкретный пример означенного.
[0023] Здесь, в стержне 4 в устройстве 1 литья под давлением c всасыванием посредством разрежения, проиллюстрированном на фиг. 1, содержащееся количество влаги и отвержденное состояние с использованием связующего вещества (состояние сжигания и состояние полимеризации) отличаются, и количество влаги и отвержденное состояние также должны отличаться в зависимости от производственной партии и условий хранения. Следовательно, когда расплавленный металл 2 входит в контакт со стержнем 4 во время литья, возникает риск того, что количество газа, который выделяется из стержня 4, изменяется, приводя к недоливу или газовому дефекту вследствие разности относительно предварительно заданного хода декомпрессии.
[0024] Фиг. 2 и фиг. 3 иллюстрируют изменения давления в стержне 4, которые сопровождают изменения давления в печи 3 для выдержки. Фиг. 2 иллюстрирует изменения давления, когда стержень 4 представляет собой вышеописанный оболочковый стержень, и фиг. 3 иллюстрирует изменения давления, когда стержень 4 представляет собой вышеописанный неорганический стержень. Давление в печи 3 для выдержки непосредственно является давлением подачи газа для повышения давления, но косвенно указывает давление заливки расплавленного металла 2 и давление расплавленного металла в полости 5.
[0025] Напротив, главное устройство 13 управления имеет, в качестве функции для осуществления способа литья под давлением c всасыванием посредством разрежения, функцию для того, чтобы сравнивать предварительно заданный ход декомпрессии с ходом измеренного давления в полости 5 и в стержне 4, который измеряется в ходе фактического литья, чтобы вычислять скорректированный ход декомпрессии средства 8 вакуумирования-откачивания на основе разности между ними и корректировать предварительно заданный ход декомпрессии во время следующего литья посредством использования скорректированного хода декомпрессии.
[0026] Таким образом, в способе литья под давлением c всасыванием посредством разрежения, после того, как литье начинается на этапе ST1, предварительно заданный ход декомпрессии задается на этапе ST2, и литье выполняется согласно предварительно заданному ходу декомпрессии на этапе ST3, как проиллюстрировано на фиг. 4(A).
[0027] В частности, расплавленный металл 2 проходит через канал 10 для заливки, и полость 5 металлической литейной формы 6 заполняется посредством повышения давления и подачи газа для повышения давления (воздуха) в печь 3 для выдержки посредством средства 7 повышения давления расплавленного металла, и каждый из выпускных клапанов V2-V4 работает, и внутренняя часть полости 5 и внутренняя часть декомпрессионного корпуса 11 вакуумируются и откачиваются посредством средства 8 вакуумирования-откачивания. В это время, предварительно заданный ход декомпрессии представляет собой шаблон для управления величиной открытия выпускных клапанов V2-V4, и фиг. 4(B) типично иллюстрирует ход величины открытия первого выпускного клапана V2 для вакуумирования и откачивания полости 5.
[0028] Дополнительно, во время литья на этапе ST3, ход измеренного давления вычисляется на основе измеренных значений датчика S3 давления в полости, датчика S4 давления в стержне и датчика S5 давления в декомпрессионном корпусе. Затем на этапе ST4, вычисляется величина вакуумирования и откачивания, которая должна корректироваться из разности между предварительно заданным ходом декомпрессии и ходом измеренного давления, и вычисляется величина открытия, требуемая для выпускных клапанов V2-V4, из емкости вакуумного бака 8A и внутреннего давления. Скорректированный ход декомпрессии в силу этого вычисляется на этапе ST5. В это время, скорректированный ход декомпрессии представляет собой шаблон для управления величиной открытия выпускных клапанов V2-V4 идентично предыдущему предварительно заданному ходу декомпрессии.
[0029] Затем в способе литья под давлением c всасыванием посредством разрежения начальный предварительно заданный ход декомпрессии корректируется (обновляется) на скорректированный ход декомпрессии на этапе ST6, и процесс переходит к последующему циклу литья на этапе ST7. Как результат, литье со следующего времени и далее начинается с предыдущего цикла на этапе ST8, и предварительно заданный ход декомпрессии этапа ST2 становится ходом, который обновляется на этапе ST6, и идентичный процесс многократно выполняется после этого.
[0030] Таким образом, в способе литья под давлением c всасыванием посредством разрежения , описанном выше, предварительно заданный ход декомпрессии и ход измеренного давления сравниваются, и скорректированный ход декомпрессии вычисляется на основе разности между ними, чтобы корректировать предварительно заданный ход декомпрессии во время следующего литья с использованием скорректированного хода декомпрессии; в силу этого разность между предварительно заданным ходом декомпрессии (ходом величины открытия выпускных клапанов) и идеальным ходом декомпрессии, которая требуется для того, чтобы выполнять вакуумирование и откачивание, включающее в себя фактическое количество газа, который формируется, становится небольшим, и можно запрещать возникновение недолива или газового дефекта, даже когда отвержденное состояние с использованием связующего вещества и количество влаги стержня 4 отличаются.
[0031] Если отлитые изделия должны изготавливаться серийно непрерывно посредством способа литья под давлением c всасыванием посредством разрежения, описанного выше, стержни 4 также непрерывно изготавливаются идентично. Таким образом, маловероятно, что количество влаги отдельных стержней 4 и их отвержденные состояния должны существенно отличаться, и разности в величине влаги и в отвержденном состоянии должны быть относительно небольшими для тех стержней, которые непрерывно изготавливаются; разности в величине влаги и в отвержденном состоянии должны быть относительно большими для тех стержней, в которых производственная партия и условия хранения отличаются. Следовательно, в способе литья под давлением c всасыванием посредством разрежения, поскольку состояние каждого стержня 4 существенно не отличается, посредством отражения вычисленного скорректированного хода декомпрессии в следующем литье, можно уменьшать ошибку хода и подавлять возникновение недолива или газового дефекта.
[0032] Дополнительно, в качестве более предпочтительного варианта осуществления, в способе литья под давлением c всасыванием посредством разрежения, ход измеренного давления полости 5 и стержня 4 содержит первый период времени от начала заливки расплавленного металла 2 до завершения заливки, второй период времени от завершения заливки расплавленного металла 2 до момента, когда отвержденная пленка расплавленного металла 2 образуется на периферии стержня 4, и третий период времени от образования отвержденной пленки расплавленного металла 2 на периферии стержня 4 до момента, когда вакуумирование и откачивание полости 5 прекращается, как проиллюстрировано на фиг. 4(B). Затем в способе литья под давлением c всасыванием посредством разрежения, скорректированный ход декомпрессии средства 8 вакуумирования-откачивания вычисляется на основе разности между предварительно заданным ходом декомпрессии и ходом измеренного давления, и то, в какой период времени измеренное давление отклоняется от предварительно заданного хода декомпрессии, отображается посредством монитора 14 (средства отображения).
[0033] В первый-третий периоды времени, описанные выше, первый период времени от начала заливки расплавленного металла 2 до завершения заливки представляет собой период времени, который главным образом затрагивается посредством количества влаги стержня 4. Дополнительно, второй период времени от завершения заливки расплавленного металла 2 до момента, когда отвержденная пленка расплавленного металла 2 образуется на периферии стержня 4, представляет собой период времени, который главным образом затрагивается посредством отвержденного состояния с использованием связующего вещества (степени прокаливания и степени полимеризации) стержня 4. Кроме того, третий период времени от образования отвержденной пленки расплавленного металла 2 на периферии стержня 4 до момента, когда вакуумирование и откачивание полости 5 прекращается, представляет собой период времени, на который оказывают влияние утечки вследствие ухудшения изоляции металлической литейной формы 6.
[0034] Кроме того, в качестве более предпочтительного варианта осуществления, в способе литья под давлением c всасыванием посредством разрежения, используется предварительно заданный ход повышения давления средства 7 повышения давления расплавленного металла, который задается заранее согласно последовательности процесса литья, во второй период времени, описанный выше, и определяется то, что аномалии возникают в отлитом изделии, когда измеренное давление в стержне 4 становится выше давления расплавленного металла на периферии стержня 4, определенного из предварительно заданного хода повышения давления средства 7 повышения давления расплавленного металла. Этот результат определения аномалии также может отображаться на мониторе 14.
[0035] Кроме того, в качестве более предпочтительного варианта осуществления, в способе литья под давлением c всасыванием посредством разрежения, используется предварительно заданный ход повышения давления средства 7 повышения давления расплавленного металла, который задается заранее согласно последовательности процесса литья, и скорректированный ход декомпрессии вычисляется таким образом, что во второй период времени, описанный выше, разность между измеренным давлением в стержне 4 и давлением расплавленного металла на периферии стержня 4, определенная из предварительно заданного хода повышения давления средства 7 повышения давления расплавленного металла, становится предварительно определенным значением или меньше.
[0036] Здесь, на фиг. 2 и 3, давление расплавленного металла на периферии стержня 4 по существу равно давлению в полости 5 до завершения заполнения полости 5 расплавленным металлом 2 (первый период времени). Помимо этого, после вышеуказанной заливки расплавленного металла 2 (второй период времени), давление расплавленного металла на периферии стержня 4 является давлением, полученным посредством вычитания давления расплавленного металла, соответствующего высоте от поверхности расплавленного металла в печи 3 для выдержки до центра стержня 4, из давления в печи 3 для выдержки.
[0037] Перед заполнением расплавленным металлом 2, газ из стержня 4, который выталкивается в полость 5, главным образом представляет собой влагу, содержащуюся в стержне 4, которая испаряется и практически не вовлекается в отлитое изделие, чтобы формировать газовый дефект, но изменяет количество газа в полости 5 и декомпрессионном корпусе 11, которое должно вакуумироваться и откачиваться. Следовательно, если объем вакуумирования посредством средства 8 откачки-вакуумирования не увеличивается, если количество влаги, содержащейся в стержне 4, является большим, и объем вакуумирования задается небольшим, если количество влаги является небольшим, требуемый предварительно заданный ход декомпрессии не может поддерживаться, и вероятность того, что дефект заполнения должен возникать в тонкостенных участках и т.д., становится высокой.
[0038] Дополнительно, при использовании оболочкового стержня, как проиллюстрировано на фиг. 2, газ, который выделяется из стержня 4 после заливки расплавленного металла 2 в полость 5, формируется главным образом посредством связующего вещества, подвергающегося тепловому разложению, и колеблется вследствие степени спекания и флуктуаций величины связующего вещества, добавляемого в стержень 4. До тех пор, пока отвержденная пленка не образуется на периферии стержня 4 (второй период времени), если давление газа в стержне 4 становится выше давления расплавленного металла на периферии стержня 4, газ выталкивается в расплавленный металл 2, и газ вовлекается в отлитое изделие, что вызывает газовый дефект. Газ в стержне 4 поступает в средство 8 вакуумирования-откачивания через опорные фланцы 4A и т.п.
[0039] Следовательно, если давление в средстве 8 вакуумирования-откачивания отслеживается, и это давление выше требуемого заданного давления, вероятно, что количество сформированного газа из стержня 4 является большим относительно объема вакуумирования, и что газ выталкивается из стержня 4 в расплавленный металл 2, что формирует газовый дефект.
[0040] Кроме того, если давление в средстве 8 вакуумирования-откачивания отслеживается, и это давление ниже требуемого заданного давления, то количество сформированного газа из стержня 4 меньше объема вакуумирования, и если давление становится низким относительно давления расплавленного металла периферии стержня 4, возникает проникновение, при котором расплавленный металл 2 проникает между частицами смеси стержня 4, приводя к дефекту обжига.
[0041] Кроме того, давление в декомпрессионном корпусе 11 и в полости 5 после того, как расплавленный металл 2 на периферии стержня 4 образует отвержденную пленку (третий период времени), колеблется в зависимости от объема утечки из изоляции декомпрессионного корпуса 11. В этот третий период времени, если давление в средстве 8 вакуумирования-откачивания отслеживается, и это давление не снижается до требуемого заданного давления, вероятно, что утечка увеличивается.
[0042] В ответ на такую ситуацию, как описано выше, в способе литья под давлением c всасыванием посредством разрежения, скорректированный ход декомпрессии средства 8 вакуумирования-откачивания вычисляется, и то, в какой из первого-третьего периодов времени измеренное давление отклоняется от предварительно заданного хода декомпрессии, отображается на мониторе 14. Как результат, в способе литья под давлением c всасыванием посредством разрежения, можно быстро выявлять количество влаги и отвержденное состояние с использованием связующего вещества (степень спекания и степень полимеризации) стержня 4 либо такие условия, как утечка газа вследствие ухудшения изоляции, чтобы быстро сообщать такие аномалии оператору, например, и можно реализовывать более точное управление средством 8 вакуумирования-откачивания и принимать предупредительные меры для обслуживания производственных объектов и т.п.
[0043] Помимо этого, как описано выше, в способе литья под давлением c всасыванием посредством разрежения, используется предварительно заданный ход повышения давления средства 7 повышения давления расплавленного металла, и определяется то, что аномалия возникает в отлитом изделии, когда, во второй период времени, измеренное давление в стержне 4 превышает давление расплавленного металла на периферии стержня 4, определенное из предварительно заданного хода повышения давления средства 7 повышения давления расплавленного металла. Таким образом, в способе литья под давлением c всасыванием посредством разрежения, если измеренное давление в стержне 4 становится выше давления расплавленного металла на периферии стержня 4, чрезвычайно вероятно, что возникает газовый дефект; в силу этого можно предотвращать вытекание дефектных изделий посредством обработки аномалии.
[0044] Кроме того, как описано выше, в способе литья под давлением c всасыванием посредством разрежения, используется предварительно заданный ход повышения давления средства 7 повышения давления расплавленного металла, и скорректированный ход декомпрессии вычисляется таким образом, что во второй период времени, разность между измеренным давлением в стержне 4 и давлением расплавленного металла на периферии стержня 4, определенная из предварительно заданного хода повышения давления, становится предварительно определенным значением или меньше. Таким образом, в способе литья под давлением c всасыванием посредством разрежения, не допускается прикладывание избыточного давления заранее, и расплавленный металл 2 не должен проходить (проникать) между стержневыми смесями, так что можно предотвращать возникновение дефекта обжига.
[0045] Фиг. 5-7 являются видами для пояснения устройств для экспериментов, выполняемых для того, чтобы задавать предварительно заданный ход декомпрессии (ход величины открытия выпускных клапанов) средства 8 вакуумирования-откачивания.
[0046] Экспериментальное устройство E1, проиллюстрированное на фиг. 5(A), представляет собой устройство для определения опорного внутреннего давления в стержне, в котором стержень 4, содержащий трубу 21 для измерения давления в центре, размещается в вакуумной камере 22 посредством удерживания опорными фланцами 4A, и внутренняя часть вакуумной камеры 22 подвергается декомпрессии, чтобы определять давление P1-1 в вакуумной камере 22, давление P1-2 в опорных фланцах 4A стержня 4 и давление P2 в центре стержня 4.
[0047] Как результат, относительно давления P1-1 вакуумной камеры 22 и давления P1-2 в опорных фланцах 4A стержня 4, значения давления как и вакуумирования, так и откачивания уменьшаются и поддерживаются равными постоянному давлению, как проиллюстрировано на фиг. 5(B). Центральное давление P2 в центре стержня 4 постепенно уменьшается, так что оно достигает давления в полости 5.
[0048] Экспериментальное устройство E2, проиллюстрированное на фиг. 6, представляет собой устройство для определения внутреннего давления в стержне при повышении давления посредством расплавленного металла 2, в котором стержень 4, содержащий трубу для измерения давления в центре, погружается в расплавленный металл 2 в сосуде 23 таким образом, что напор прикладывается при удерживании посредством опорных фланцев 4A; в это время, опорный фланец удерживается посредством полого корпуса 24 и подвергается воздействию эквивалентного атмосферного давления, чтобы измерять центральное давление P3 в стержне 4 и давление P1-2 в опорных фланцах 4A.
[0049] Фиг. 6(B) иллюстрирует изменения давления, когда стержень 4 представляет собой оболочковый стержень (см. фиг. 2), который имеет пик вследствие газа, который формируется посредством термического денатурирования связующего вещества после наличия пика вследствие формирования водяного пара, который снижается после этого. Фиг. 6(C) иллюстрирует изменения давления, когда стержень 4 представляет собой неорганический стержень (см. фиг. 3), причем давление снижается после наличия пика вследствие формирования водяного пара.
[0050] Экспериментальное устройство E3, проиллюстрированное на фиг. 7, представляет собой устройство для определения давления, при котором возникает проникновение расплавленного металла 2, которое устанавливается на нижней поверхности вакуумного контейнера 25 таким образом, что материал 26 стержня является открытым для доступа, и давление в вакуумном контейнере 25 изменяется; затем, эксперимент выполняется для того, чтобы заставлять материал 26 стержня входить в контакт с расплавленным металлом 2 в сосуде 27, как проиллюстрировано посредством воображаемой линии на чертеже, и измеряется давление P4, при котором проникновение не возникает на поверхности материала 26 стержня. Как результат, давление постепенно снижается после внезапного уменьшения, как проиллюстрировано на фиг. 7(B).
[0051] Сумма центрального давления P2 и давления P3 расплавленного металла используется в качестве центрального давления в стержне 4, используемого для предварительно заданного хода декомпрессии и предварительно заданного хода повышения давления. Помимо этого, величина коррекции, оцененная из давления в опорных фланцах 4A, может суммироваться с центральным давлением в стержне 4.
[0052] Давление расплавленного металла на периферии стержня 4 задается равным давлению в полости 5 в ходе заливки расплавленного металла 2 и задается равным давлению, полученному посредством вычитания давления, соответствующего высоте расплавленного металла, полученной посредством суммирования высоты от поверхности расплавленного металла в печи 3 для выдержки до затвора и высоты от центра стержня до верхней поверхности отлитого изделия, из давления печи 3 для выдержки, во время завершения заливки расплавленного металла 2.
[0053] Давление, полученное посредством вычитания давления P4, при котором не возникает проникновение, из суммы центрального давления P2 и давления P3 расплавленного металла, используется в качестве предельного давления выжигания дефектов. Альтернативно, предельное давление выжигания дефектов может быть разностью между давлением, полученным посредством вычитания давления, соответствующего высоте расплавленного металла, полученной посредством суммирования высоты от поверхности расплавленного металла в печи 3 для выдержки до затвора и высоты от центра стержня до верхней поверхности отлитого изделия, из давления печи 3 для выдержки, и давлением P4, при котором проникновение не возникает.
[0054] После этого, от момента непосредственно до (например, за несколько секунд до) завершения заливки расплавленного металла до момента после (например, спустя несколько секунд после) завершения заливки расплавленного металла, в течение времени до тех пор, пока не образуется предварительно определенная толщина от поверхности стержня 4 отвержденной пленки, давление в печи 3 для выдержки управляется таким образом, что давление расплавленного металла на периферии стержня 4 превышает центральное давление в стержне 4 и ниже предельного давления выжигания дефектов.
[0055] Таким образом, создается ход уменьшения заданного давления (ход степени открытия выпускных клапанов) средства 8 вакуумирования-откачивания. Управление клапанами представляет собой не управление с обратной связью, а управление на основе шаблонов. Помимо этого, в ходе цикла литья, давление полости 5 и давление в опорных фланцах 4A отслеживаются, чтобы оценивать величину отклонения от предварительно заданного хода декомпрессии.
[0056] После этого, значение оценки, описанное выше, используется для того, чтобы корректировать (обновлять) предварительно заданный ход декомпрессии для следующего цикла литья. Дополнительно, в качестве способа оценки отклонения между фактическим измеренным значением и предварительно заданным ходом декомпрессии, внимание уделяется интервалу после погружения стержня, периоду времени денатурирования связующего вещества и интервалу стабилизации газа стержня; при управлении на основе шаблонов. Более предпочтительно, если множество клапанов предоставляются в идентичной системе, и каждому из них приоритеты назначаются таким образом, что может повышаться скорость реакции на управление.
[0057] Конкретная конфигурация способа литья под давлением c всасыванием посредством разрежения согласно настоящему изобретению не ограничена вышеописанными вариантами осуществления, и подробности конфигураций могут надлежащим образом изменяться без отступления от объема настоящего изобретения.
Список номеров ссылок
[0058] 1 - устройство литья под давлением c всасыванием посредством разрежения
2 - расплавленный металл
3 - печь для выдержки
4 - стержень
5 - полость
6 - металлическая литейная форма
7 - средство повышения давления расплавленного металла
8 - средство вакуумирования-откачивания
8A - вакуум-камера
V2-V4 - выпускной клапан
Система топливного элемента и способ ее контроля
Электропроводный узел и топливный элемент с полимерным электролитом с его использованием
Преобразователь электрической мощности
Элемент аккумуляторной батареи и устройство мониторинга для батареи в сборе
Катализатор нейтрализации отработанных газов и способ его получения
Катализатор для очистки отработавших газов и способ его производства
Водоотталкивающая пленка и деталь для транспортного средства, включающая пленку
Конструкция для установки запасной шины
Токосъемник для вторичной батареи и вторичная батарея с его использованием
Устройство управления генерированием энергии и способ управления генерированием энергии для топливного элемента
Способ литья и устройство для литья
Способ литья под низким давлением и устройство литья под низким давлением
Устройство для литья под низким давлением и способ литья под низким давлением

