Результат интеллектуальной деятельности: СПОСОБ ЛИТЬЯ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу литья и устройству для литья для отливки изделия посредством литья под низким давлением.
Уровень техники
[0002] Например, способ литья и устройство для литья этого типа описываются в патентном документе 1. Способ литья (и устройство для литья) согласно патентному документу 1 подразумевают обеспечение герметичной камеры, которая окружает форму, понижение давления в герметичной камере и центральном литнике посредством откачки с помощью вакуумного насоса и вакуумкамеры и затем немедленное заполнение рабочей полости жидким металлом посредством повышения давления в печи для выдержки жидкого металла. Таким образом, скорость разливки жидкого металла повышается, и движение жидкого металла улучшается.
Список библиографических ссылок
Патентные документы
[0003] Патентный документ 1: Японский патент № 2933255
Сущность изобретения
Техническая задача
[0004] Однако проблемой с такими традиционными способами литья (и устройствами для литья) является высокая стоимость оборудования и высокая стоимость производства, поскольку декомпрессионное устройство с высокой производительностью вакуумирования требуется для того, чтобы понижать давление в герметичной камере, рабочей полости формы в ней и центральном литнике в одно и то же время. Дополнительно другой проблемой является трудность в уменьшении времени цикла литья, поскольку занимает некоторое время понижение давления в вакуумкамере до некоторого пониженного уровня. Следовательно, требуется решить эти проблемы.
[0005] Настоящее изобретение было создано, принимая во внимание вышеописанные проблемы с предшествующим уровнем техники, и его целью является предоставление способа литья и устройства для литья, которые требуют минимальной откачки и, таким образом, могут иметь уменьшенную стоимость оборудования и уменьшенную стоимость производства и могут также иметь уменьшенное время цикла литья.
Решение задачи
[0006] Способ литья согласно настоящему изобретению для отливки изделия посредством литья под низким давлением с помощью устройства для литья, в котором форма с рабочей полостью располагается над печью для выдержки жидкого металла, вмещающей жидкий металл, подразумевает этапы: поднятия жидкого металла до близлежащего пространства литника рабочей полости посредством повышения давления в печи для выдержки жидкого металла с помощью газа и после этого заполнения рабочей полости жидким металлом посредством уменьшения давления в рабочей полости посредством откачки и дальнейшего повышения давления в печи для выдержки жидкого металла. Эта конфигурация служит как средство для решения проблемы с предшествующим уровнем техники.
[0007] Устройство для литья согласно настоящему изобретению включает в себя: множество блоков для литья, каждый из которых включает в себя печь для выдержки жидкого металла, сконфигурированную, чтобы хранить жидкий металл, форму с рабочей полостью и компрессионный узел для увеличения давления в печи для выдержки жидкого металла с помощью газа; и декомпрессионный узел для понижения давления в рабочих полостях множества блоков для литья. Декомпрессионный узел включает в себя вакуумкамеру с всасывающей трубой на впускной стороне и отводящей трубой на выпускной стороне, вакуумный насос, соединенный с отводящей трубой вакуумкамеры, ответвляющиеся трубы, которые ответвляются от всасывающей трубы вакуумкамеры и соответственно сообщаются с рабочей полостью каждого из множества блоков для литья, и двухпозиционные клапаны, выполненные для открывания и закрывания соответствующих ответвляющихся труб.
Преимущества изобретения
[0008] В способе литья и устройстве для литья настоящего изобретения откачка минимизируется. Следовательно, уменьшение в стоимости оборудования и стоимости производства может быть достигнуто посредством использования простого декомпрессионного узла, и уменьшение во времени цикла литья также может быть достигнуто.
Краткое описание чертежей
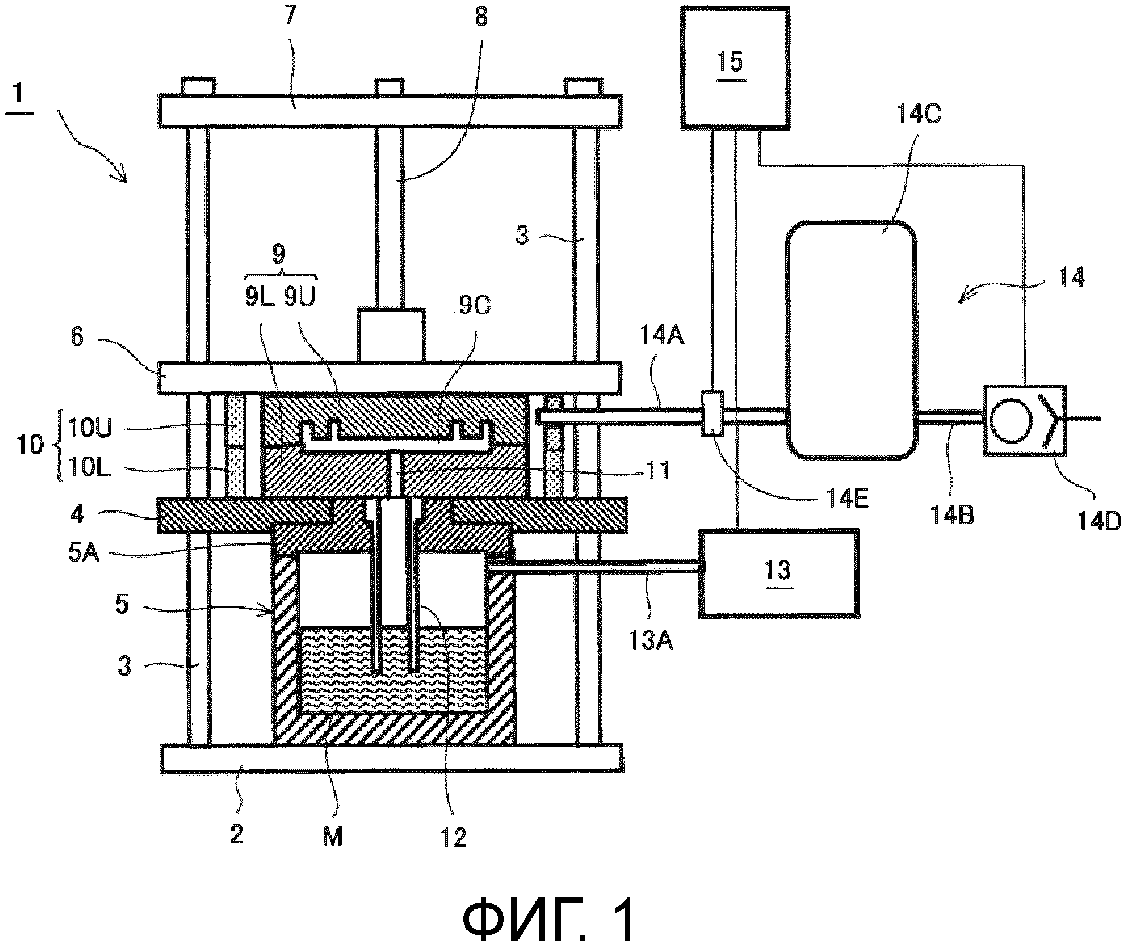
[0009] Фиг. 1 - ояснительный вид в разрезе устройства для литья согласно первому варианту осуществления настоящего изобретения.
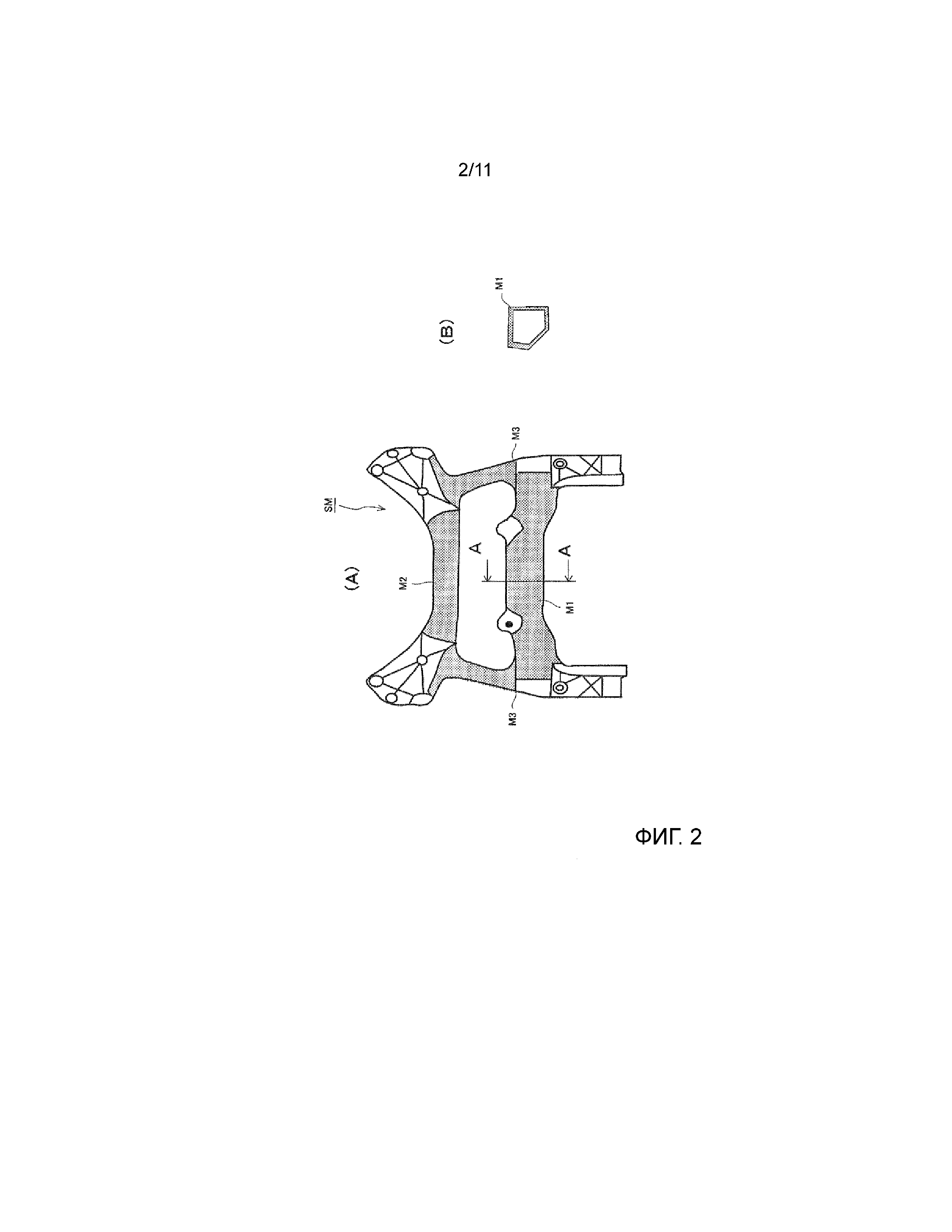
Фиг. 2 - (A) вид сверху элемента передней подвески автомобиля, который является примером изделия, и (B) вид в разрезе полого фрагмента, взятого по линии A-A.
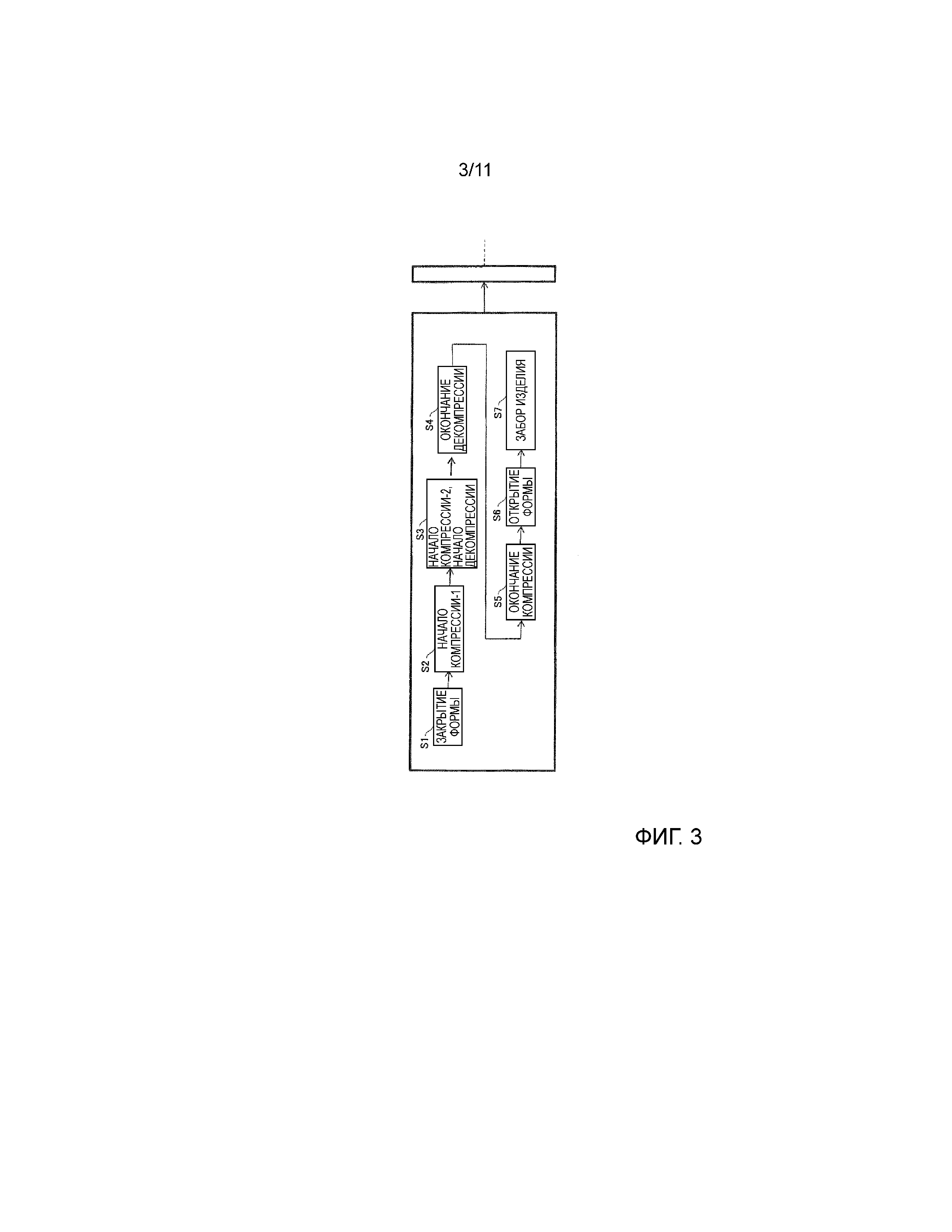
Фиг. 3 - блок-схема, иллюстрирующая этапы способа литья настоящего изобретения.
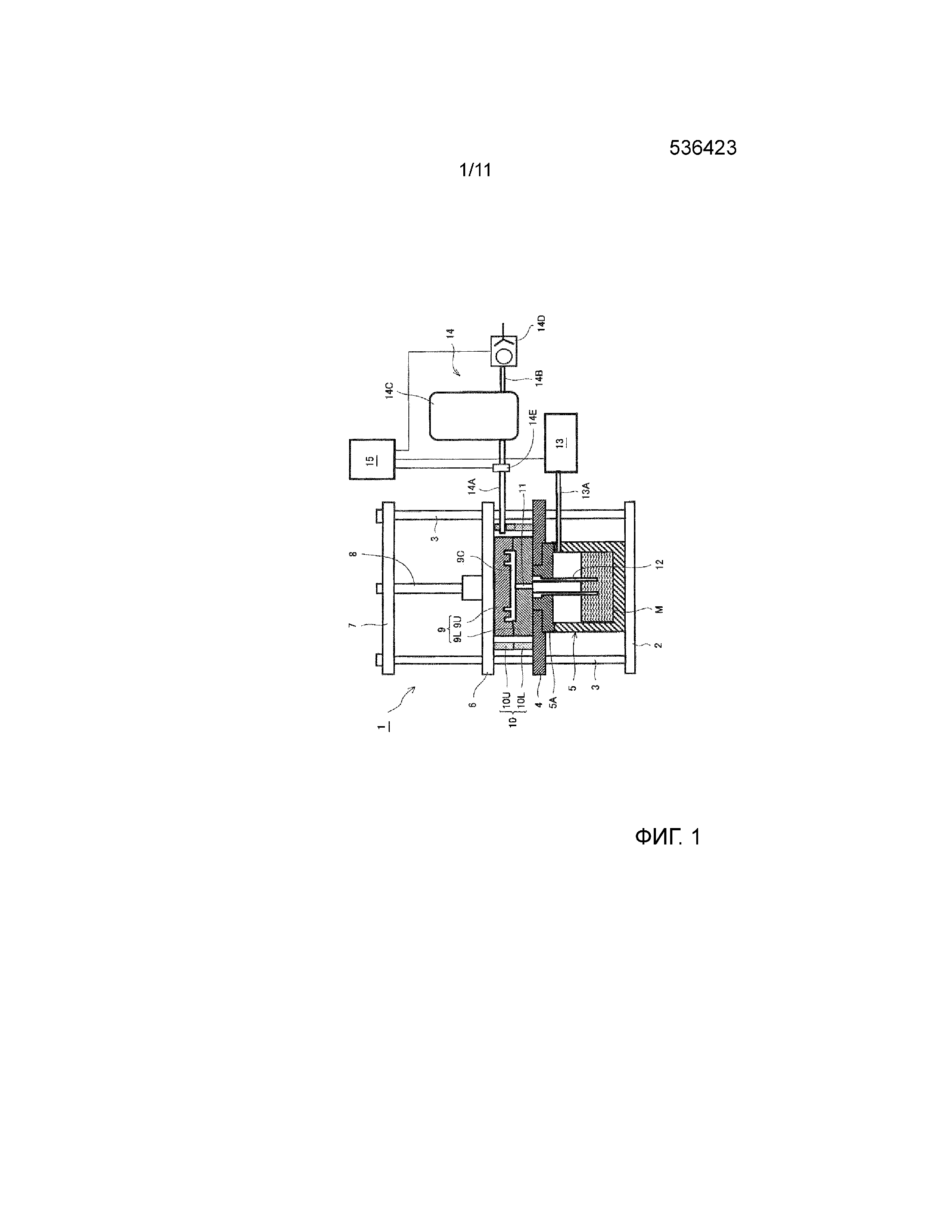
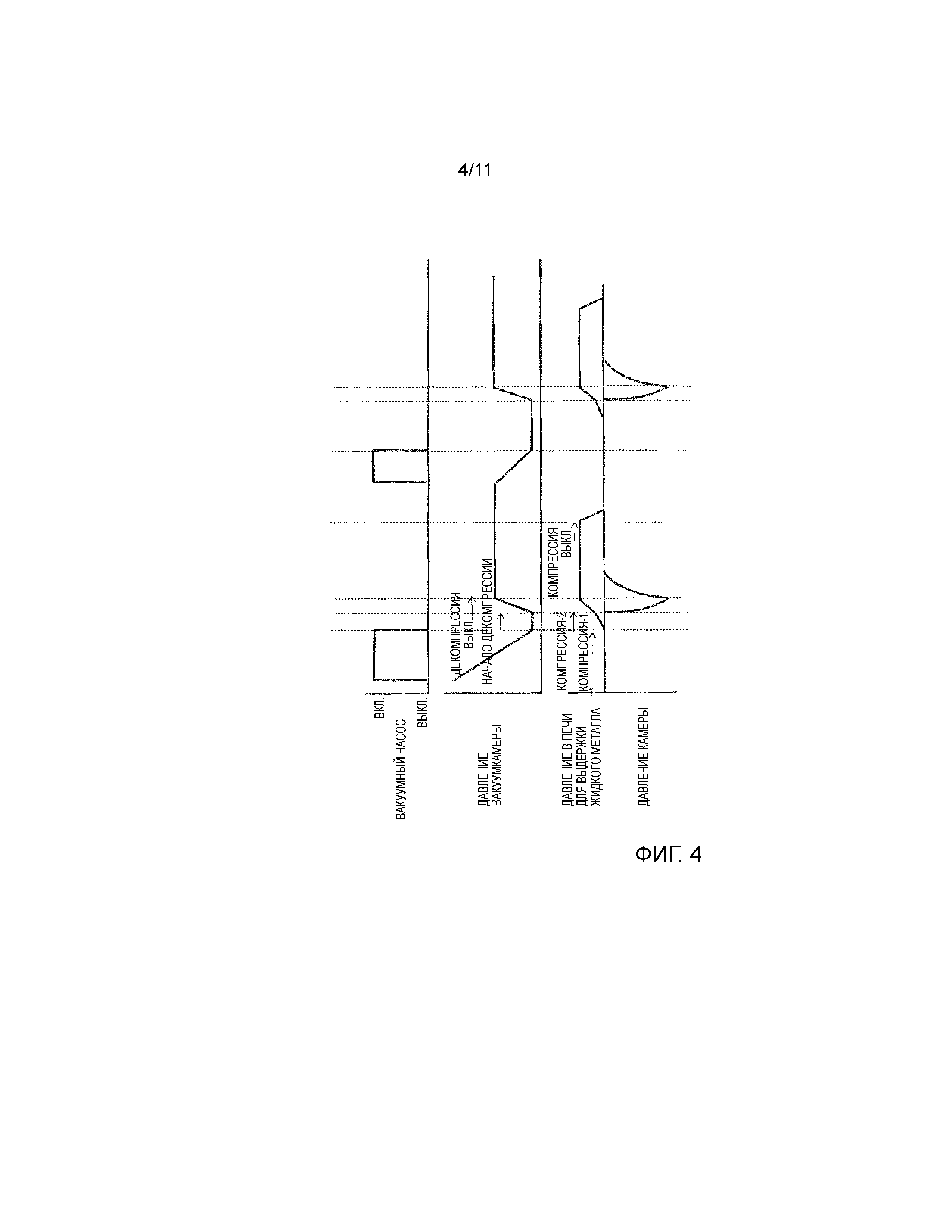
Фиг. 4 - временная диаграмма работы вакуумного насоса, давления в вакуумкамере, компрессии в печи для выдержки жидкого металла и изменения давления в камере, которые являются компонентами, иллюстрированными на фиг. 1.
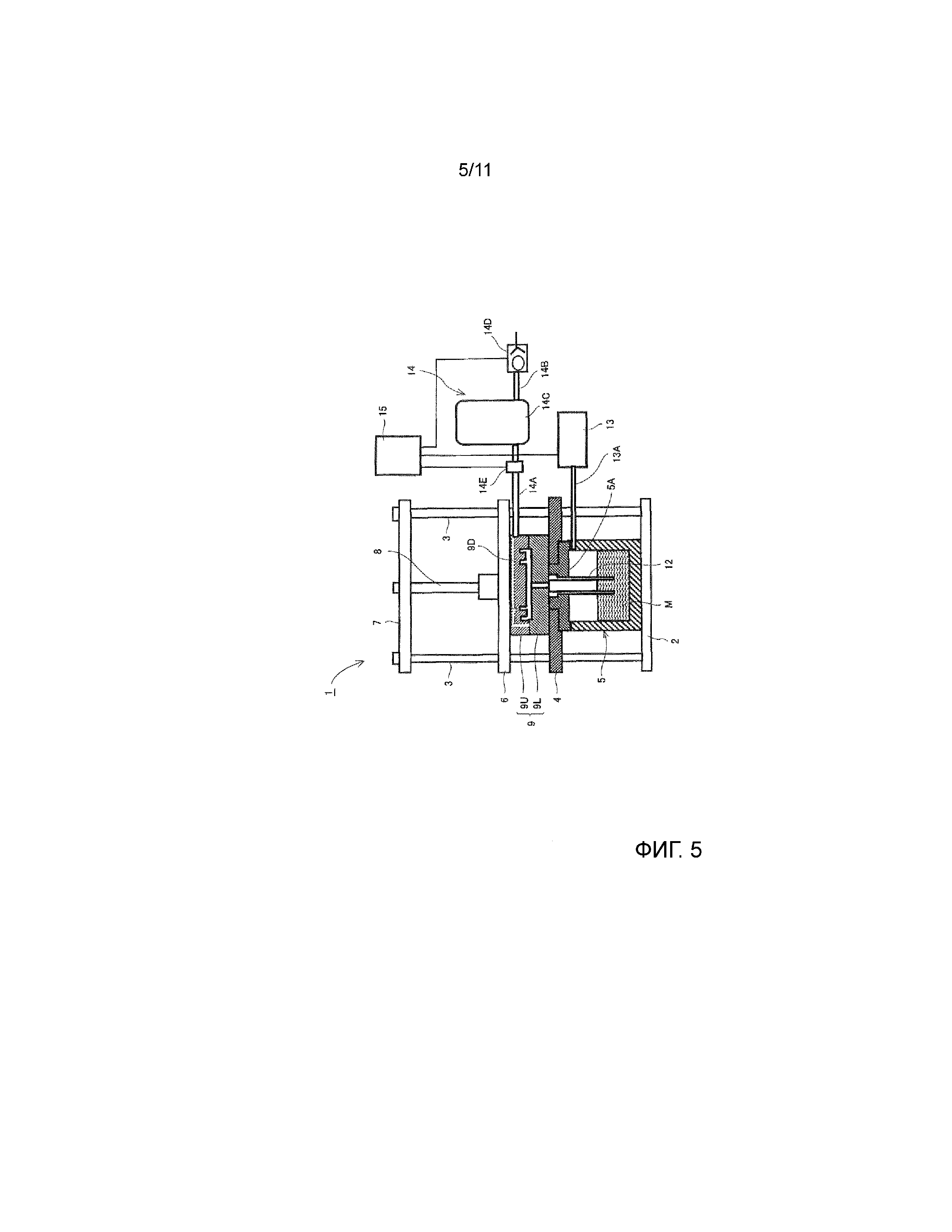
Фиг. 5 - пояснительный вид в разрезе устройства для литья согласно второму варианту осуществления настоящего изобретения.
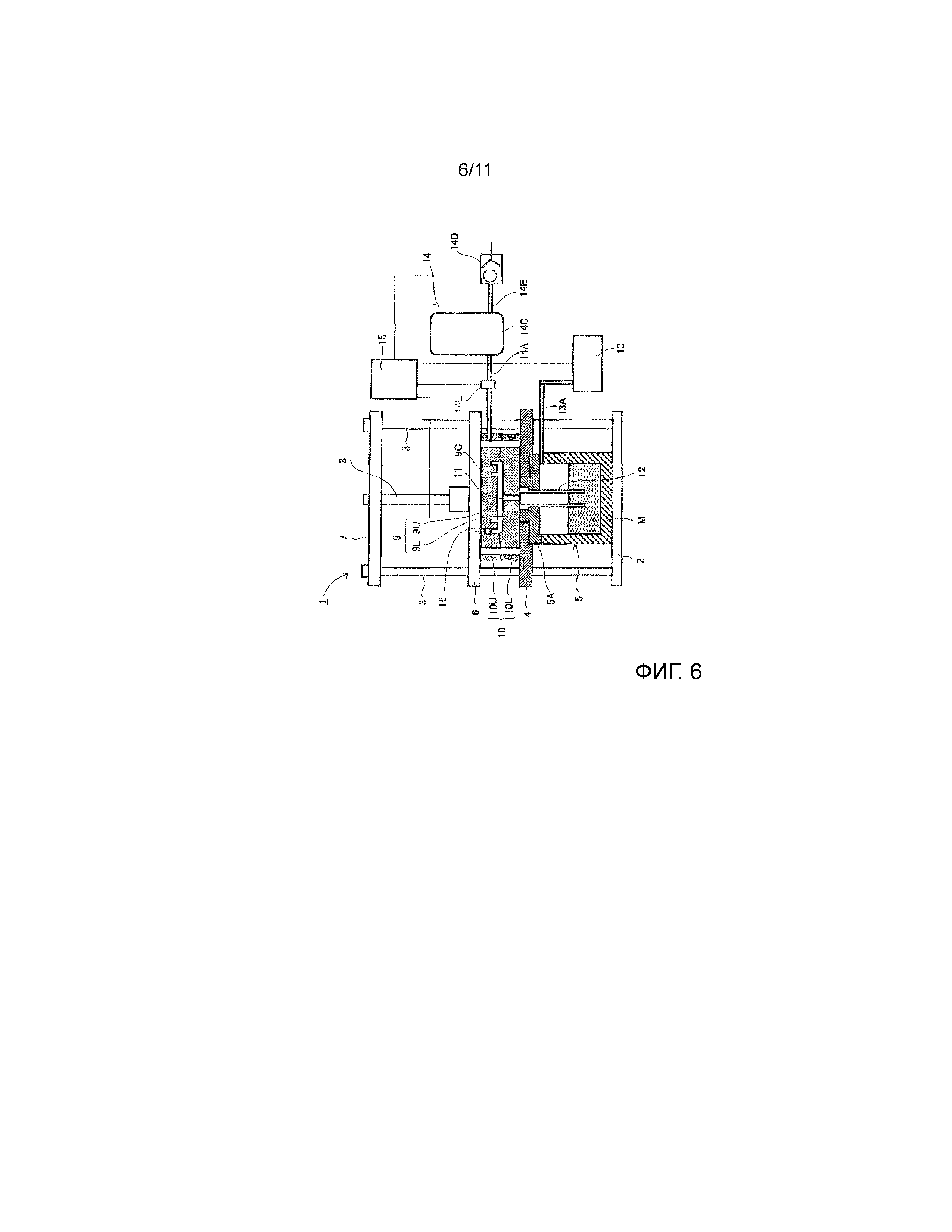
Фиг. 6 - пояснительный вид в разрезе устройства для литья согласно третьему варианту осуществления настоящего изобретения.
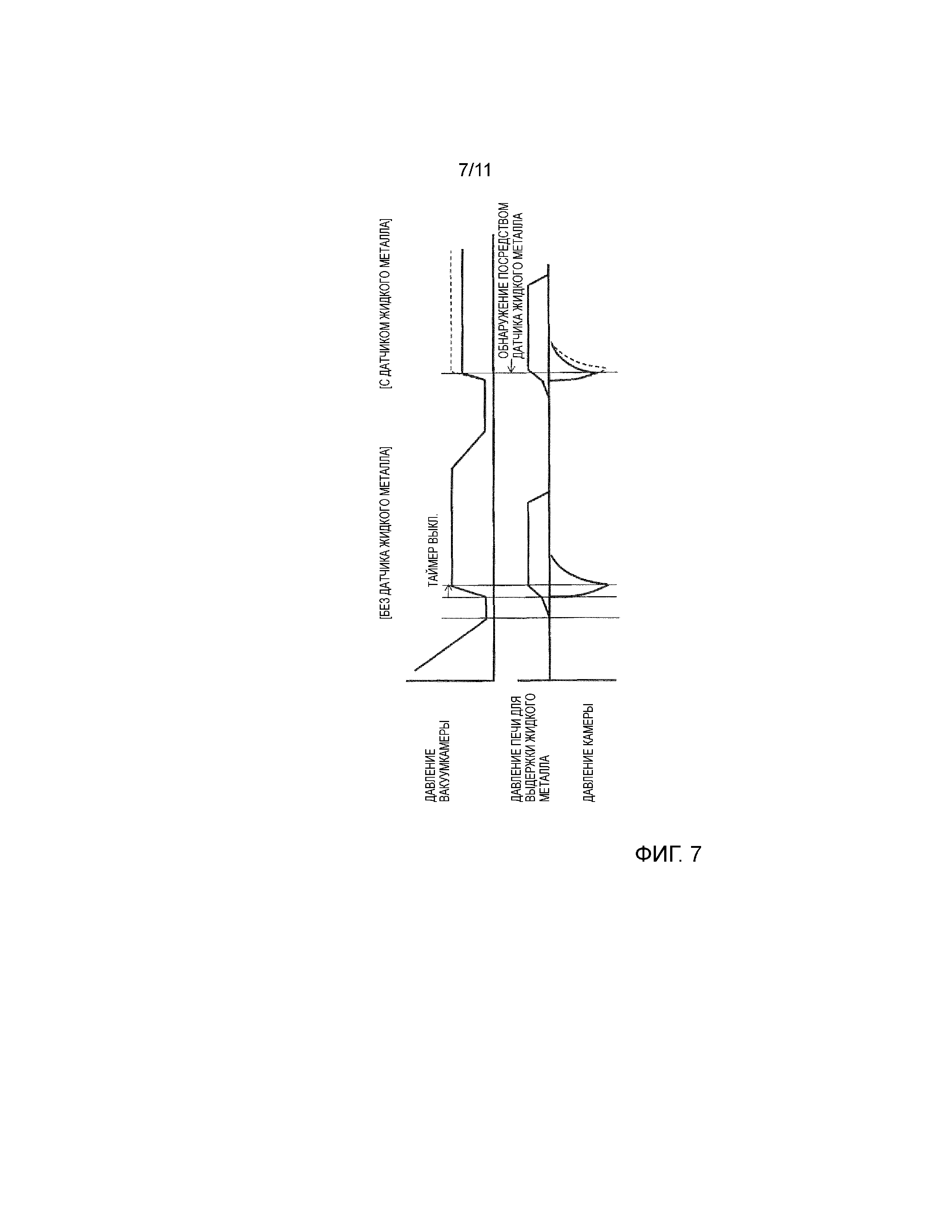
Фиг. 7 - временная диаграмма давления в вакуумкамере, компрессии в печи для выдержки жидкого металла и изменения давления в камере, которые являются компонентами, иллюстрированными на фиг. 6.
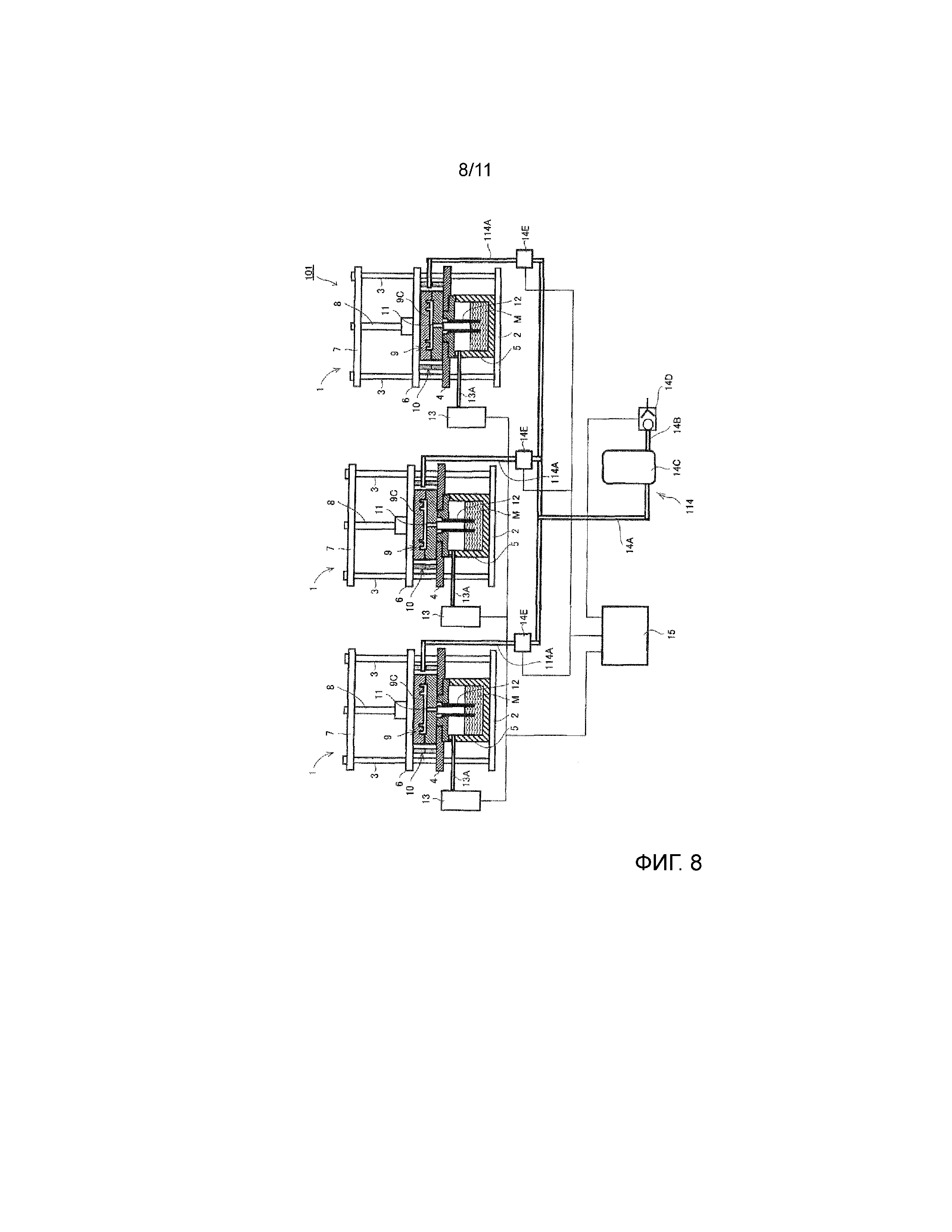
Фиг. 8 - пояснительный вид в разрезе устройства для литья согласно четвертому варианту осуществления настоящего изобретения.
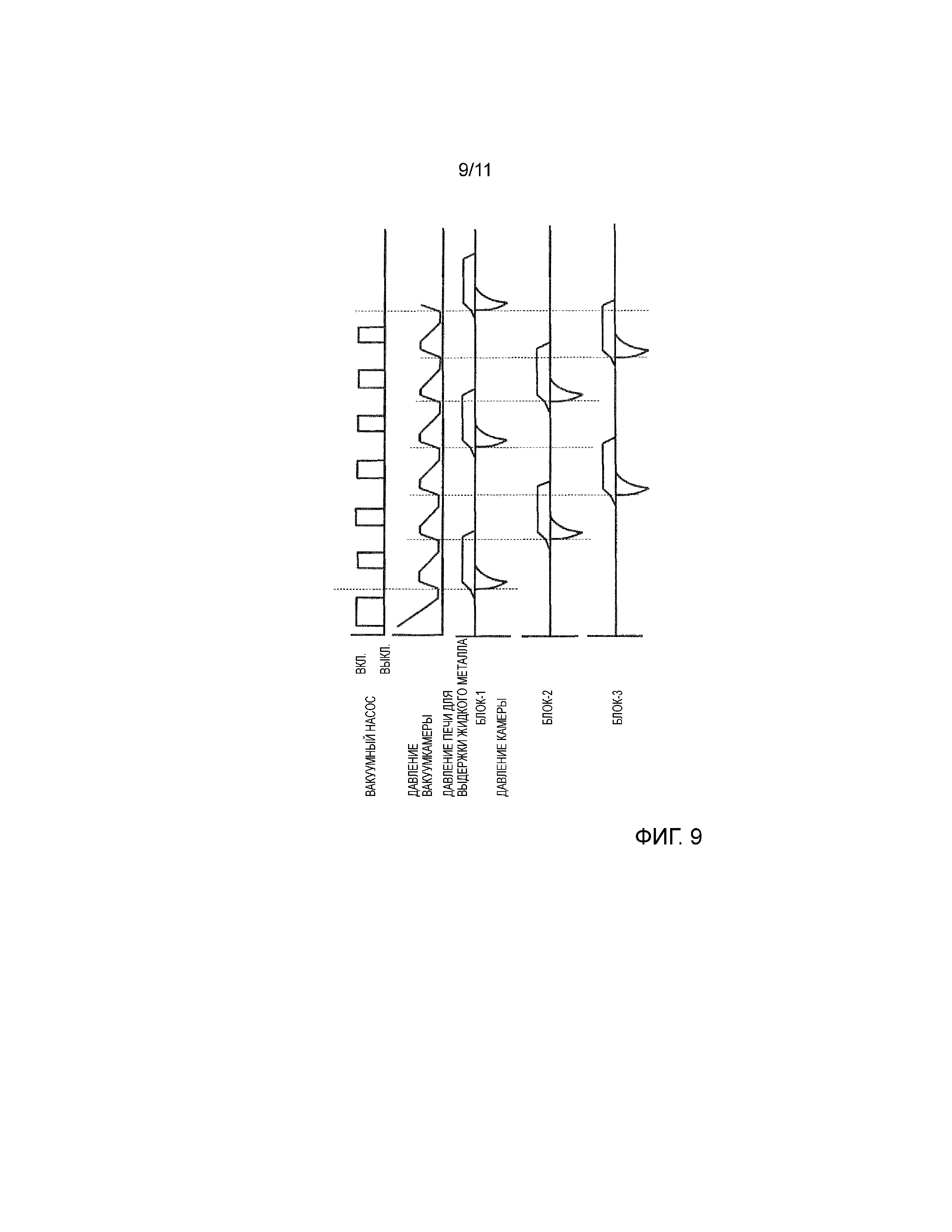
Фиг. 9 - временная диаграмма работы вакуумного насоса, давления в вакуумкамере, компрессии в печи для выдержки жидкого металла каждого блока для литья и изменения давления в камере, которые являются компонентами, иллюстрированными на фиг. 8.
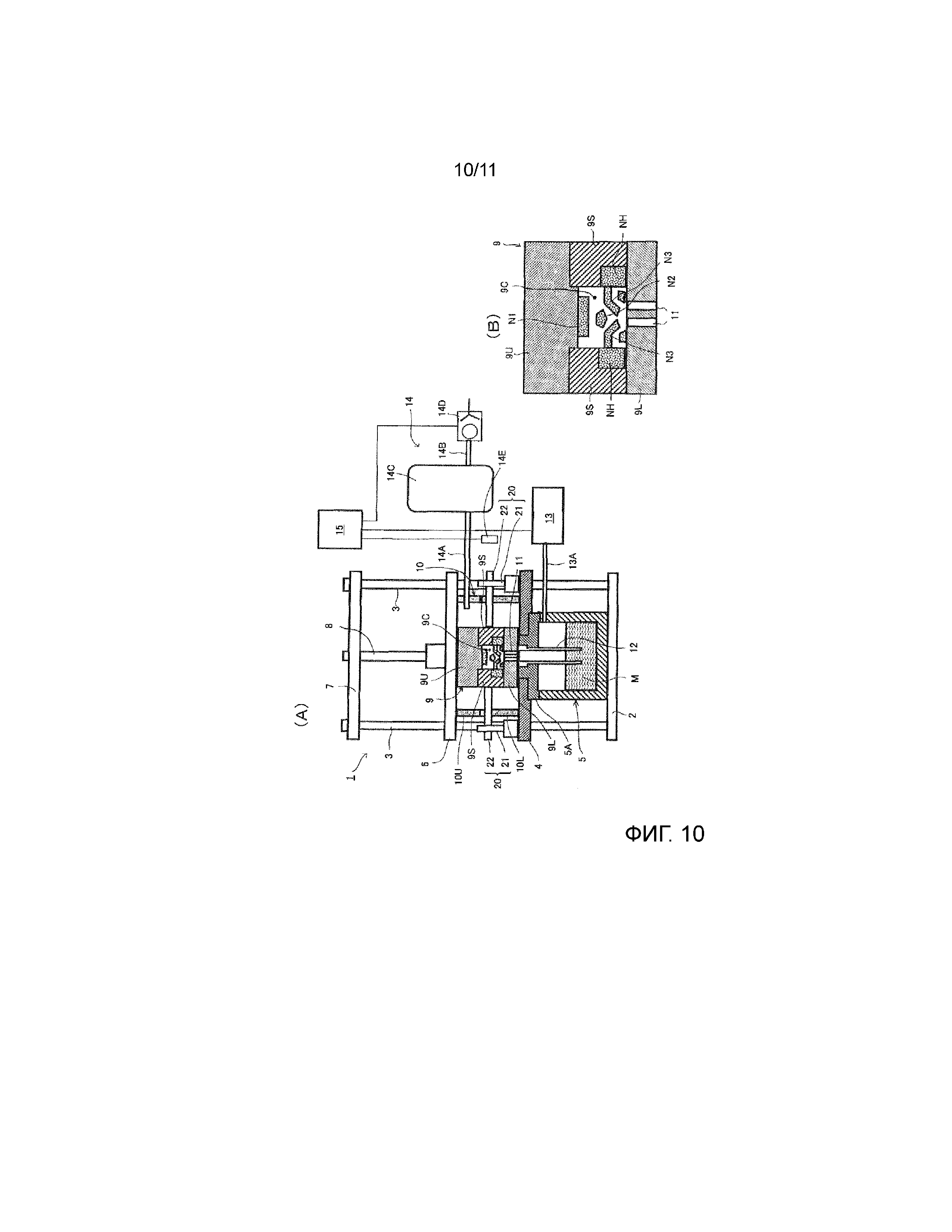
Фиг. 10 - (A) пояснительный вид в разрезе устройства для литья согласно пятому варианту осуществления настоящего изобретения, и (B) укрупненный вид в разрезе формы.
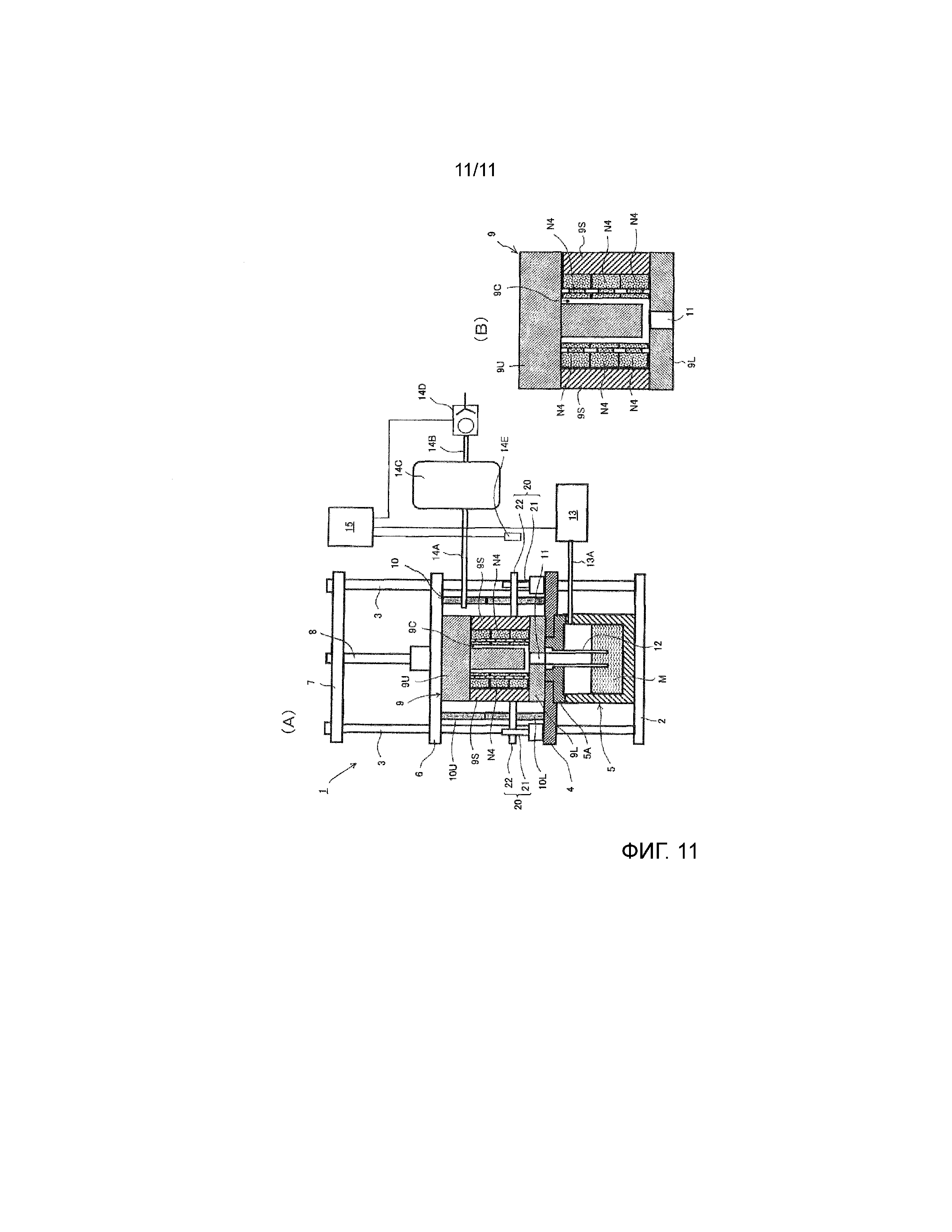
Фиг. 11 - (A) пояснительный вид в разрезе устройства для литья согласно шестому варианту осуществления настоящего изобретения, и (B) укрупненный вид в разрезе формы.
Подробное описание вариантов осуществления
[0010] (Первый вариант осуществления)
Устройство 1 для литья на фиг. 1 включает в себя основание 2, множество направляющих стоек 3, стоящих на основании 2, неподвижный стол 4, зафиксированный посредине направляющих стоек 3, и печь 5 для выдержки жидкого металла, расположенную между неподвижным столом 4 и основанием 2. Дополнительно устройство 1 для литья включает в себя подвижный стол 6, сконфигурированный, чтобы двигаться вверх и вниз по направляющим стойкам 3, и раму 7, расположенную между верхними торцевыми частями направляющих стоек 3. Между рамой 7 и подвижным столом 6 гидравлический располагается цилиндр 8 так, чтобы двигать подвижный стол 6 вверх и вниз.
[0011] Устройство для литья дополнительно включает в себя форму 9 между подвижным столом 6 и неподвижным столом 4 и камеру 10, в которой герметично заключена форма 9. Форма 9 включает в себя верхнюю форму 9U, прикрепленную к подвижному столу 6, и нижнюю форму 9L, прикрепленную к неподвижному столу 4. Они формируют рабочую полость 9C в качестве пространства для литья между ними. Дополнительно литник 11 предусматривается в нижней форме 9L, который открыт в нижнюю часть рабочей полости 9C.
[0012] Камера 10 включает в себя верхнюю раму 10U, которая окружает верхнюю форму 9U на подвижном столе 6, и нижнюю раму 10L, которая окружает нижнюю форму 9L на неподвижном столе 4. Они формируют герметично изолированное пространство между ними, когда форма закрыта.
[0013] Печь 5 для выдержки жидкого металла, в которой удерживается жидкий металл M, включает в себя крышку 5A, которая присоединяется к нижней стороне неподвижного стола 4, нагревательный узел (не показан) и т.п. Крышка 5A имеет литниковый рукав 12 для подачи жидкого металла M в рабочую полость 9C. Верхний конец литникового рукава 12 сообщается с литником 11 формы 9, а нижний конец погружен в жидкий металл M.
[0014] Устройство 1 для литья дополнительно включает в себя компрессионный узел 13для повышения давления в печи 5 для выдержки жидкого металла с помощью газа, декомпрессионный узел 14 для уменьшения давления в рабочей полости 9C формы 9 посредством откачки, и узел 15 управления, чтобы управлять ими.
[0015] Хотя не показано подробно на чертеже, компрессионный узел 13 включает в себя бак для хранения формирующего давление газа, такого как инертный газ, двухпозиционный клапан, трубу и т.п. Компрессионный узел 13 сжимает и подает напорный газ в печь 5 для выдержки жидкого металла через подающую трубу 13A так, чтобы прилагать давление к поверхности жидкого металла M. В результате жидкий металл M заполняет рабочую полость 9C через литниковый рукав 12.
[0016] Декомпрессионный узел 14 включает в себя вакуумкамеру 14C с всасывающей трубой 14A на впускной стороне и отводящей трубой 14B на выпускной стороне, вакуумный насос 14D, соединенный с отводящей трубой 14B вакуумкамеры 14C, и двухпозиционный клапан 14E, сконфигурированный, чтобы открывать и закрывать всасывающую трубу 14A. Декомпрессионный узел 14 в этом варианте осуществления включает в себя всасывающую трубу 14A, которая проходит через верхнюю раму 10U камеры 10. Декомпрессионный узел 14 откачивает газ в камере 10 с тем, чтобы снижать давление в рабочей полости 9C формы 9 посредством откачки. Вакуумкамера 14C декомпрессионного узла 14 имеет объем, существенно больший, чем суммарный объем внутреннего пространства камеры 10 (за исключением пространства, занятого формой 9) и рабочая полость 9C.
[0017] Узел 15 управления управляет работой компрессионного узла 13 также как и вакуумного насоса 14D и двухпозиционного клапана 14E декомпрессионного узла 14. Узел 15 управления также управляет работой гидравлического цилиндра 8 для перемещения подвижного стола 6 вверх и вниз, приводом выталкивающего механизма (не показан) для высвобождения изделия и так далее.
[0018] Например, способ литья и устройство для литья по настоящему изобретению могут обеспечивать отливку элемента передней подвески (далее в данном документе называемый "элементом подвески") SM автомобиля, как проиллюстрировано на фиг. 2. Элемент SM подвески является элементом рамы, который соединяет кузов с мостом автомобиля и также используется для установки двигателя. Элемент SM подвески проиллюстрированного примера в целом включает в себя фрагмент M1 передней поперечины, фрагмент M2 задней поперечины, который должен быть расположен на стороне кузова, и фрагменты M3, M3 левого и правого боковых элементов. Например, элемент SM подвески выполняется из алюминиевого сплава.
[0019] Элемент SM подвески конфигурируется так, что обе поперечины M1, M2 и боковые элементы M3 имеют полую форму (структуру с замкнутым сечением) в центральных фрагментах обеих поперечин M1, M2, как проиллюстрировано на фиг. 2(B). Полые фрагменты формируются с помощью литейных стержней, расположенных в рабочей полости 9C. Элемент SM подвески имеет улучшенную прочность и легкий вес и является относительно тонкостенным и массивным в виде отливки.
[0020] Далее способ литья настоящего изобретения будет описан вместе с работой вышеописанного устройства 1 для литья.
Способ литья по настоящему изобретению должен обеспечивать литье изделия посредством литья под низком давлением с помощью устройства 1 для литья, в котором форма 9 с рабочей полостью 9C располагается над печью 5 для выдержки жидкого металла, в которой удерживается жидкий металл M. В способе литья жидкий металл M поднимается в близлежащее пространство литника 11 рабочей полости 9C посредством повышения давления в печи 5 для выдержки жидкого металла с помощью газа. После этого рабочая полость 9C заполняется жидким металлом M посредством снижения давления в рабочей полости 9C посредством откачки и дальнейшего увеличения давления в печи 5 для выдержки жидкого металла. Затем, декомпрессия рабочей полости 9C прекращается после предварительно заданного времени заполнения. Когда затвердевание жидкого металла M завершается, компрессия печи 5 для выдержки жидкого металла прекращается.
[0021] В частности, способ литья начинается с первого этапа (этапа S1) закрытия формы, как проиллюстрировано на фиг. 3. Этап S1 подразумевает перемещение вниз подвижного стола 6, чтобы закрыть верхнюю форму 9U и нижнюю форму 9L, а также закрыть верхнюю раму 10U и нижнюю раму 10L, так, чтобы герметично закрывать камеру 10. На этом этапе декомпрессионный узел 14 запускает вакуумный насос 14D на предварительно определенное время, как иллюстрировано на фиг. 4, чтобы откачивать газ в вакуумкамере 14C, так что давление в вакуумкамере 14C поддерживается на некотором пониженном уровне.
[0022] Затем способ литья продолжается на этапе S2, когда компрессия 1 начинается. Этап S2 подразумевает повышение давления в печи 5 для выдержки жидкого металла с помощью газа посредством компрессионного узла 13 и, тем самым, поднятие жидкого металла M в близлежащее пространство литника 11 рабочей полости 9. То есть компрессия 1 на фиг. 4 должна применять такое давление, которое поднимает жидкий металл M в близлежащее пространство литника 11 рабочей полости 9C.
[0023] Способ литья продолжается на этапе S3, когда компрессия 2 начинается, и декомпрессия также начинается. Этап S3 подразумевает дальнейшее повышение давления в печи 5 для выдержки жидкого металла посредством компрессионного узла 13 и понижение давления в рабочей полости 9C посредством откачки при помощи декомпрессионного узла 14. Т.е. компрессия 2 на фиг. 4 должна обеспечивать такое давление, которое обеспечивает заполнение рабочей полости 9C жидким металлом M. На этом этапе, поскольку давление в вакуумкамере 14C уже было понижено, декомпрессионный узел 14 открывает двухпозиционный клапан 14E, чтобы вызвать быстрое откачивание газа в камере 10, так, чтобы быстро понижать давление в рабочей полости 9C посредством откачки.
[0024] Способ литья продолжается на этапе S4, когда декомпрессия прекращается после предварительно определенного времени заполнения, и затем на этапе S5, на котором компрессия прекращается, когда затвердевание жидкого металла M завершается. Время заполнения и время затвердевания жидкого металла M могут быть определены заранее посредством эксперимента или подобного и могут быть заданы в таймере узла 15 управления в качестве управляющих данных для декомпрессионного узла 14 и компрессионного узла 13. Например, чтобы производить элемент SM подвески на фиг. 2, время заполнения для жидкого металла M варьируется в диапазоне приблизительно от 2 до 4 секунд, а время затвердевания жидкого металла M варьируется в диапазоне приблизительно от 25 до 35 с. Время соответственно задаются согласно форме, размеру и подобному изделия.
[0025] Этап S4 подразумевает прекращение декомпрессии рабочей полости 9C посредством закрытия двухпозиционного клапана 14E декомпрессионного узла 14. Дополнительно этап S5 подразумевает прекращение компрессии печи 5 для выдержки жидкого металла посредством выключения компрессионного узла 13.
[0026] После этого способ литья продолжается на этапе S6, когда форма открывается, и затем на этапе S7, когда изделие вынимается. Т.е. этап S6 подразумевает перемещение вверх верхней формы 9U вместе с подвижным столом 6 с тем, чтобы открывать форму 9. Дополнительно этап S7 подразумевает высвобождение изделия из формы посредством выталкивающего механизма (не показан) и изъятие его посредством подходящего механизма транспортировки.
[0027] В способе литья и устройстве 1 для литья жидкий металл M поднимается в близлежащее пространство литника рабочей полости 9C посредством повышения давления в печи 5 для выдержки жидкого металла, и после этого рабочая полость 9C заполняется жидким металлом M посредством понижения давления в рабочей полости 9C и дальнейшего повышения давления в печи 5 для выдержки жидкого металла. Следовательно, величина откачки посредством декомпрессионного узла 14 соответствует суммарному объему внутреннего пространства камеры 10 (за исключением пространства, занятого формой 9) и рабочей полости 9C. Т.е. декомпрессионный узел 14 выполняет минимальную откачку. Следовательно, в способе литья и устройстве 1 для литья уменьшение в стоимости оборудования и стоимости производства может быть достигнуто посредством применения простого декомпрессионного узла 14.
[0028] Более конкретно, величина откачки посредством декомпрессионного узла 14 может быть уменьшена в способе литья и устройстве 1 для литья, что предоставляет возможность оставлять достаточный резерв в вакуумкамере 14C. Т.е., когда давление в рабочей полости 9C понижается при первом литье, давление в вакуумкамере 14C не возвращается к атмосферному давлению, а поддерживается на предварительно определенном пониженном уровне, как иллюстрировано на фиг. 4. Следовательно, давление в вакуумкамере 14C может быть восстановлено до первоначального пониженного уровня за короткое время декомпрессии (время работы вакуумного насоса 14D), когда следующее литье выполняется. Это может уменьшать время цикла литья в способе литья и устройстве 1 для литья.
[0029] В способе литья и устройстве 1 для литья жидкий металл M поднимается в близлежащее пространство литника 11, и после этого рабочая полость 9C заполняется жидким металлом M посредством быстрого понижения давления в рабочей полости 9C и дальнейшего повышения давления в печи 5 для выдержки жидкого металла. Следовательно, жидкий металл M движется в рабочей полости 9C очень хорошо, и возможно отливать относительно тонкое и большое изделие, такое как элемент SM подвески на фиг. 2.
[0030] В частности, в устройстве 1 для литья рабочая полость 9C формы 9 является пространством для литья для отливки элемента SM подвески автомобиля. Следовательно, вышеописанное улучшение в движении жидкого металла делает возможным получение высококачественного элемента SM подвески.
[0031] В способе литья и устройстве 1 для литья декомпрессия рабочей полости 9C прекращается после предварительно заданного времени заполнения. Следовательно, когда элемент SM подвески с полыми фрагментами, как иллюстрировано на фиг. 2, отливается, возможно останавливать декомпрессионный узел 14, прежде чем сформируется газ из литейных стержней для формирования полых фрагментов. Это может предохранять декомпрессионный узел 14 от загрязнения газом (смолой) от литейных стержней.
[0032] Фиг. 5-9 являются пояснительными видами способа литья и устройства литья согласно другим вариантам осуществления согласно настоящему изобретению. В последующих вариантах осуществления одинаковые ссылочные позиции обозначают те же компоненты, что и компоненты первого варианта осуществления, и их описание опускается.
[0033] (Второй вариант осуществления)
Устройство 1 для литья на фиг. 5 не включает в себя камеру (10) первого варианта осуществления, а сконфигурировано так, что отводящий патрубок 9D для сообщения рабочей полости 9C с внешним пространством формируется в верхней форме 9U формы 9, и всасывающая труба 14A декомпрессионного узла 14 соединяется с отводящим патрубком 9D.
[0034] Устройство 1 для литья имеет те же функции и полезные эффекты, что и функции и эффекты первого варианта осуществления. Кроме того, величина откачки посредством декомпрессионного узла 14 дополнительно уменьшается, что может дополнительно уменьшать время декомпрессии вакуумкамеры 14C и время цикла литья.
[0035] (Третий вариант осуществления)
Устройство 1 для литья на фиг. 6 имеет ту же базовую конфигурацию, что и устройство первого варианта осуществления. Кроме того, устройство 1 для литья дополнительно включает в себя датчик 16 жидкого металла, который располагается в верхней форме 9U формы 9 для обнаружения завершения заполнения рабочей полости 9C жидким металлом M. Например, датчик 16 жидкого металла состоит из температурного датчика, который располагается в самом отдаленном местоположении от литника 11 и сконфигурирован, чтобы вводить измеренное значение в узел 15 управления. Когда температура, измеренная посредством датчика 16 жидкого металла, превышает предварительно определенное значение, узел 15 управления определяет, что рабочая полость 9C полностью заполнена жидким металлом M. Альтернативно датчик 16 жидкого металла может состоять из датчика, который проводит электричество, в то время как жидкий металл M находится в соприкосновении с датчиком.
[0036] Как и в случае с первым вариантом осуществления, способ литья с помощью устройства 1 для литья подразумевает поднятие жидкого металла M в близлежащее пространство литника 11 рабочей полости 9C посредством увеличения давления в печи 5 для выдержки жидкого металла с помощью газа и после этого заполнение рабочей полости 9C жидким металлом M посредством понижения давления в рабочей полости 9 посредством откачки и дальнейшего увеличения давления в печи 5 для выдержки жидкого металла. Способ литья дополнительно подразумевает прекращение декомпрессии рабочей полости 9C, когда датчик 16 жидкого металла обнаруживает завершение заполнения жидким металлом M в предварительно заданное время заполнения.
[0037] Способ литья и устройство 1 для литья имеют те же функции и полезные результаты, что и в ранее описанных вариантах осуществления. Кроме того, декомпрессионный узел 14 может быть остановлен ранее предварительно заданного времени заполнения. В результате в способе литья и устройстве 1 для литья пониженное давление вакуумкамеры 14C поддерживается на более низком уровне, в то время как пониженное давление в камере 10 поддерживается на более высоком уровне по сравнению с давлениями первого варианта осуществления (без датчика), как проиллюстрировано на фиг. 7.
[0038] Это означает, что избыточная откачка устраняется, насколько возможно. Т.е. поддержание пониженного давления в вакуумкамере 14C на более низком уровне ведет к более короткому времени декомпрессии (времени работы вакуумного насоса) в следующем цикле. Дополнительно пониженное давление в камере 10 поддерживается на более высоком уровне, поскольку избыточная декомпрессия не выполняется, после того как давление в камере 10 достаточно понижено. В результате уменьшение времени декомпрессии и времени цикла литья достигается в способе литья и устройстве 1 для литья.
[0039] (Четвертый вариант осуществления)
Устройство 101 для литья на фиг. 8 включает в себя множество блоков 1 для литья (три блока 1 для литья в иллюстрированном примере), каждый из которых включает в себя печь 5 для выдержки жидкого металла, в которой удерживается жидкий металл M, форму 9 с рабочей полостью 9C и компрессионный узел 13, чтобы повышать давление в печи 5 для выдержки жидкого металла с помощью газа. Каждый из блоков 1 для литья имеет ту же базовую конфигурацию, что и устройства 1 для литья первого-третьего вариантов осуществления. Устройство 101 для литья дополнительно включает в себя декомпрессионный узел 114 для понижения давления в рабочей полости 9C каждого из блоков 1 для литья посредством откачки, и узел 15 управления, чтобы управлять компрессионным узлом 13 и декомпрессионным узлом 114.
[0040] Декомпрессионный узел 114 включает в себя вакуумкамеру 14C с всасывающей трубой 14A на впускной стороне и отводящей трубой 14B на выпускной стороне и вакуумный насос 14D, соединенный с отводящей трубой 14B вакуумкамеры 14C. Декомпрессионный узел 114 и дополнительно включает в себя ответвляющиеся трубы 114A, которые ответвляются от всасывающей трубы 14A вакуумкамеры 14C и находятся в сообщении с рабочей полостью 9C каждого из соответствующих блоков 1 для литья, и двухпозиционные клапаны 14E, которые открывают и закрывают соответствующие ответвляющиеся трубы 114A. В иллюстрированном примере ответвляющиеся трубы 114A соединяются с камерами 10 и находятся в сообщении с рабочими полостями 9C через камеры 10.
[0041] Узел 15 управления управляет работой компрессионного узла 13 каждого из блоков 1 для литья, вакуумных насосов 14D декомпрессионного узла 114 и двухпозиционных клапанов 14E.
[0042] В устройстве 101 для литья изделия отливаются в каждом из блоков 1 для литья посредством способа литья, как описано в первом и третьем вариантах осуществления. Как иллюстрировано на фиг. 9, этот процесс начинается с понижения давления в вакуумкамере 14C до первоначального пониженного уровня посредством откачки при помощи вакуумного насоса 14D и после этого отливки изделия в первом блоке 1 для литья (блоке 1).
[0043] Т.е. в блоке 1 для литья (блоке 1), показанном с левой стороны на фиг. 8, жидкий металл M поднимается в близлежащее пространство литника 11 рабочей полости 9C посредством повышения давления в печи 5 для выдержки жидкого металла с помощью газа при помощи компрессионного узла 13. Затем рабочая полость 9C заполняется жидким металлом 11 посредством открытия двухпозиционного клапана 14E декомпрессионного узла 114 с тем, чтобы быстро понижать давление в рабочей полости 9C посредством откачки, и дальнейшего увеличения давления в печи 5 для выдержки жидкого металла при помощи компрессионного узла 13. После предварительно заданного предварительно определенного времени заполнения декомпрессия рабочей полости 9C прекращается посредством закрытия двухпозиционного клапана 14E декомпрессионного узла 14. Когда затвердевание жидкого металла M завершается, компрессия печи 5 для выдержки жидкого металла посредством компрессионного узла 13 прекращается.
[0044] Дополнительно в устройстве 101 для литья, давление в вакуумкамере 14C возвращается к первоначальному пониженному уровню посредством работы вакуумного насоса 14D. Как и в случае с ранее описанными вариантами осуществления, устройство 101 для литья может возвращать давление к первоначальному пониженному уровню в короткое время декомпрессии (время работы вакуумного насоса 14D).
[0045] Затем устройство 101 для литья выполняет такое же литье в центральном блоке 1 для литья (блоке 2) на фиг. 8 и после этого выполняет такое же литье в правом блоке 1 для литья (блоке 3) на фиг. 8. Устройство 101 для литья повторяет литье в этом порядке.
[0046] Таким образом, уменьшение во времени декомпрессии и времени цикла литья может быть достигнуто в каждом блоке 1 для литья устройства 101 для литья и способе литья. Соответственно непрерывное литье с помощью множества блоков 1 для литья может быть выполнено эффективно. Дополнительно общий декомпрессионный узел 114 совместно используется в устройстве 101 для литья. Это может уменьшать площадь установки в большой степени. Дополнительно уменьшение в стоимости оборудования и стоимости производства может быть достигнуто, и техническое обслуживание может также быть облегчено.
[0047] (Пятый вариант осуществления)
Устройство 1 для литья на фиг. 10(A) имеет ту же базовую конфигурацию, что и устройство первого варианта осуществления, и рабочая полость 9C формы 9 является пространством для литья для отливки головки блока цилиндров двигателя внутреннего сгорания.
[0048] Форма 9 этого варианта осуществления включает в себя множество разделенных боковых форм (скользящих литейных стержней) 9S между верхней формой 9U и нижней формой 9L, и рабочая полость 9C для головки блока цилиндров формируется между ними. Каждая из боковых форм 9S является отводимой назад относительно центра формы посредством соответствующих приводов 20, расположенных снаружи камеры 10.
[0049] Каждый из приводов 20 включает в себя цилиндр 21 и приводного вал (шток цилиндра) 22, который двигается возвратно-поступательно в горизонтальном направлении посредством цилиндра 21. Приводные валы 22 скользящим образом пронизывают нижнюю раму 10L камеры 10 и соединяются с боковыми формами 9S. Фрагменты камеры 10, которые пронизываются приводными валами 22, имеют герметизирующую структуру для гарантирования воздухонепроницаемости камеры 10. Камера 10 этого варианта осуществления имеет пространство между формой 9 и камерой 10 для убирания боковых форм 9.
[0050] Внутри рабочей полости 9C формовочный стержень N1 для формирования верхней выемки, формовочный стержень N2 для формирования водяной рубашки и множество литейных стержней N3 для формирования отверстий головки блока цилиндров располагаются, как иллюстрировано на фиг. 10(B). Формовочные стержни N3 для формирования отверстий объединяются с помощью стержневого знака NH, который позиционируется между боковыми формами 9S и нижней формой 9L.
[0051] Устройство 1 для литья, имеющее вышеописанную конфигурацию, эксплуатируется на основе ранее описанного способа литья, в котором жидкий металл M поднимается в близлежащее пространство литника посредством повышения давления в печи 5 для выдержки жидкого металла, и после этого рабочая полость 9C заполняется жидким металлом M посредством понижения давления в полости 9C и дальнейшего повышения давления в печи 5 для выдержки жидкого металла.
[0052] В устройстве 1 для литья это предоставляет возможность использования простого декомпрессионного узла 14 как и с ранее описанными вариантами осуществления. Уменьшение стоимости оборудования и стоимости производства, таким образом, достигается. Дополнительно уменьшение в цикле литья также достигается. Кроме того, устройство 1 для литья конфигурируется так, что декомпрессия рабочей полости 9C прекращается после заранее заданного времени заполнения. Т.е. декомпрессионный узел 14 выключается, прежде чем выделится газ из литейных стержней N1-N3. Это может предохранять декомпрессионный узел 14 от загрязнения газом от литейных стержней N1-N3.
[0053] Кроме того, устройство 1 для литья конфигурируется так, что, после того как жидкий металл M поднимается в близлежащее пространство литника 11, рабочая полость 9C заполняется жидким металлом M посредством быстрого понижения давления в рабочей полости 9C и дальнейшего повышения давления в печи 5 для выдержки жидкого металла. Следовательно, жидкий металл M может двигаться в рабочей полости 9C очень хорошо. В частности, устройство 1 для литья включает в себя форму 9 с рабочей полостью 9C, которая является пространством для литья для отливки головки блока цилиндров двигателя внутреннего сгорания. Следовательно, вышеописанное улучшение в движении жидкого металла предоставляет возможность получения высококачественной головки блока цилиндров.
[0054] (Шестой вариант осуществления)
Устройство 1 для литья на фиг. 11 (A) имеет ту же базовую конфигурацию, что и устройство пятого варианта осуществления, и рабочая полость 9C формы 9 является пространством для литья для отливки картера двигателя.
[0055] Форма 9 этого варианта осуществления включает в себя верхнюю форму 9U, нижнюю форму 9L и боковую форму 9S, и рабочая полость 9C для картера двигателя формируется между ними. Боковая форма 9S является удаляемой назад относительно центра формы посредством привода 20, состоящего из цилиндра 21 и приводного вала 22.
[0056] Внутри рабочей полости 9C множество литейных стержней N4 располагаются для формирования водяных рубашек, как иллюстрировано на фиг. 11 (B). Форма 9 этого варианта осуществления в целом включает в себя фрагмент 9F формирования пространства для формирования внутреннего пространства картера двигателя. Фрагмент 9F формирования пространства свисает с центра нижней поверхности верхней формы 9U так, чтобы формировать рабочую полость 9C между фрагментом 9F формирования пространства и формовочными стержнями N4, которая является пространством для литья для литья тонкого картера двигателя.
[0057] Устройство 1 для литья, имеющее вышеописанную конфигурацию, эксплуатируется на основе вышеописанного способа литья, так что жидкий металл M поднимается в близлежащее пространство литника рабочей полости 9C посредством повышения давления в печи 5 для выдержки жидкого металла, и после этого рабочая полость 9C заполняется жидким металлом M посредством понижения давления в рабочей полости 9C и дальнейшего повышения давления в печи 5 для выдержки жидкого металла.
[0058] В устройстве 1 для литья это предоставляет возможность использования простого декомпрессионного узла 14 как и с ранее описанными вариантами осуществления. Уменьшение стоимости оборудования и стоимости производства, таким образом, достигается. Дополнительно уменьшение во времени цикла литья также достигается. Дополнительно устройство 1 для литья конфигурируется так, что декомпрессия рабочей полости 9C прекращается после предварительно заданного времени заполнения. Т.е. декомпрессионный узел 14 выключается, прежде чем сформируется газ из литейных стержней N4. Это может предохранять декомпрессионный узел 14 от загрязнения газом от литейных стержней N4.
[0059] Кроме того, устройство 1 для литья конфигурируется так, что, после того как жидкий металл M поднимается в близлежащее пространство литника 11, рабочая полость 9C заполняется жидким металлом M посредством быстрого понижения давления в рабочей полости 9C и дальнейшего повышения давления в печи 5 для выдержки жидкого металла. Следовательно, жидкий металл M может двигаться в рабочей полости 9C очень хорошо. В частности, в устройстве 1 для литья, рабочая полость 9C формы 9 является пространством для литья для отливки картера двигателя, вышеописанное улучшение движения жидкого металла предоставляет возможность получения высококачественного картера двигателя.
[0060] Конфигурация способа литья и устройства для литья настоящего изобретения не ограничивается вышеописанными вариантами осуществления, и они применимы к производству деталей, имеющих сложную конструкцию, таких как элементы подвески, головки блока цилиндров и картеры двигателей. Кроме того, компрессионный узел не ограничивается устройством, которое повышает давление жидкого металла с помощью газа, но может состоять из устройства, которое выталкивает жидкий металл посредством электроэнергии, такого как электромагнитный насос. Подробности конфигурации могут быть подходящим образом изменены без отступления от сущности настоящего изобретения.
Список номеров ссылок
[0061] 1 Устройство для литья (блок для литья)
5 Печь для выдержки жидкого металла
9 Форма
9C Рабочая полость
11 Литник
16 Датчик жидкого металла
13 Компрессионный узел
14 Декомпрессионный узел
14A Всасывающая труба
14B Отводящая труба
14C Вакуумкамера
14D Вакуумный насос
14E Двухпозиционный клапан
101 Устройство для литья
114 Декомпрессионный узел
114A Ответвляющаяся труба
M Жидкий металл
Система топливного элемента и способ ее контроля
Электропроводный узел и топливный элемент с полимерным электролитом с его использованием
Преобразователь электрической мощности
Элемент аккумуляторной батареи и устройство мониторинга для батареи в сборе
Катализатор нейтрализации отработанных газов и способ его получения
Катализатор для очистки отработавших газов и способ его производства
Водоотталкивающая пленка и деталь для транспортного средства, включающая пленку
Конструкция для установки запасной шины
Токосъемник для вторичной батареи и вторичная батарея с его использованием
Устройство управления генерированием энергии и способ управления генерированием энергии для топливного элемента
Система топливного элемента и способ ее контроля
Электропроводный узел и топливный элемент с полимерным электролитом с его использованием
Преобразователь электрической мощности
Элемент аккумуляторной батареи и устройство мониторинга для батареи в сборе
Катализатор нейтрализации отработанных газов и способ его получения
Катализатор для очистки отработавших газов и способ его производства
Водоотталкивающая пленка и деталь для транспортного средства, включающая пленку
Конструкция для установки запасной шины
Токосъемник для вторичной батареи и вторичная батарея с его использованием
Устройство управления генерированием энергии и способ управления генерированием энергии для топливного элемента

