Результат интеллектуальной деятельности: СПОСОБ УСТАНОВКИ ПРАВИЛЬНОГО ВАЛКА ВАЛКОВОЙ ПРАВИЛЬНОЙ МАШИНЫ
Вид РИД
Изобретение
Изобретение касается способа установки по меньшей мере одного устанавливаемого правильного валка предназначенной для правки выправляемого материала и имеющей несколько правильных валков валковой правильной машины с учетом по меньшей мере одного свойства выправляемого материала.
При правильной прокатке выправляемого материала, например в виде листа, полосы, плиты, профиля, балки или тому подобного, путем изгибов выправляемого материала в противоположных направлениях устраняются внутренние напряжения и дефекты плоскостности выправляемого материала. Оптимальная для этого установка отдельных правильных валков валковой правильной машины представляет собой особую задачу, в частности, так как эта установка зависит от соответствующей геометрии машины и соответствующих свойств выправляемого материала.
Существующие подходы к регулированию установки правильных валков чаще всего измеряют плоскостность выходящего из валковой правильной машины выправляемого материала и на основе измеренной плоскостности регулируют установку правильных валков. Недостаток при этом заключается в том, что находящийся в валковой правильной машине участок выправляемого материала правится не с учетом свойств этого выправляемого материала, а с учетом свойств участка выправляемого материала, который последним вышел из валковой правильной машины. Таким образом, возникающие колебания свойств участка выправляемого материала регистрируются только тогда, когда этот участок выправляемого материала уже полностью прошел через валковую правильную машину. В частности, из-за этого начальный участок выправляемого материала известным образом правится без знания точных свойств выправляемого материала, что связано с относительно высоким риском брака. Следовательно, в целом при таком подходе к регулированию может случиться, что выправляемый материал будет правиться не оптимально, что может приводить к повышенному браку.
Кроме того, из публикации «Предпосылки и возможности автоматизированной установки роликовых правильных машин с применением микрокомпьютеров», Вильгельм Гюрике и др., Научная газета Технической высшей школы Отто фон Гюрике, Магдебург, 1983, выпуск 1/2, известно определение параметров технологического процесса по силам, действующим на правильные валки, обработка этих величин и определение по этим параметрам технологического процесса с помощью математической модели технологического процесса правки корректировочных коэффициентов установки правильных валков, благодаря чему возможно оптимальное технологическое управление используемой валковой правильной машиной во время технологического процесса правки.
EP 0 946 312 B1 описывает способ незамедлительной и автоматической адаптации настройки по меньшей мере одного правильного валка валковой правильной машины к непрерывно измеряемым данным соответствующего выправляемого материала без остановки технологического процесса правки.
DE 10 2004 041732 A1 учит использовать в качестве измеряемой величины толщину выправляемого материала, чтобы по ней, на основании заданного соответствия (банк данных), определять оптимальный предел текучести. Тогда с помощью сохраненных в памяти данных или заложенных алгоритмов может определяться необходимая установка и сила правки по ширине металлической полосы в зависимости от толщины.
DE 196 53 569 A1 раскрывает способ установки по меньшей мере одного правильного валка для правки выправляемого материала. Перед процессом правки устанавливаются соответствия между значениями измеряемой величины и определенным свойством материала при правке. DE 196 53 569 A1 раскрывает это соответствие конкретно для пары силы правки, как измеряемой величины, и предела текучести выправляемого материала, как свойства материала при правке. DE 196 53 569 A1 учит также тому, что после того, как установлены соответствия, в рамках тестового измерения определяется по меньшей мере одно значение силы правки и затем на основании соответствия выбирается то свойство материала при правке, которому соответствует значение измеряемой величины, определенное в рамках тестового измерения.
Исходя из этого уровня техники, в основе изобретения лежит задача предоставить альтернативный способ оптимальной правки выправляемого материала, при котором снижается брак в выправляемом материале. Кроме того, задача заключается в том, чтобы предоставить соответствующую компьютерную программу, носитель данных, имеющий эту компьютерную программу, а также компьютерную систему, имеющую эту компьютерную программу.
Эта задача в отношении способа решается с помощью независимого пункта 1 формулы изобретения. Это решение отличается тем, что в качестве измеряемой величины используется вращающий момент, создаваемый выбранным правильным валком валковой правильной машины во время осуществления правки валковой правильной машиной, и/или путь перестановки выбранного правильного валка во время тестовой установки выбранного правильного валка до заданной глубины погружения в данный выправляемый материал.
В соответствии с предлагаемым изобретением способом установки по меньшей мере одного устанавливаемого правильного валка предназначенной для правки выправляемого материала и имеющей несколько правильных валков валковой правильной машины с учетом по меньшей мере одного свойства выправляемого материала, это свойство выправляемого материала определяется из модели, содержащей взаимные соответствия, при этом каждое взаимное соответствие однозначно присваивает определенному свойству выправляемого материала по меньшей мере одно предварительно зарегистрированное значение по меньшей мере одной измеряемой величины, с одной стороны, и/или зависимость, выведенную из предварительно зарегистрированных значений разных измеряемых величин, с другой стороны, при этом фактическое значение измеряемой величины, соответственно, фактическая зависимость, выведенная из фактических значений разных измеряемых величин, определяется путем по меньшей мере одного тестового измерения, и при этом свойство выправляемого материала определяется из указанной модели таким образом, что выбирается то свойство выправляемого материала, которому присвоено (с которым согласовано) значение измеряемой величины, соответствующее по существу определенному фактическому значению измеряемой величины, соответственно, которому присвоена выведенная из значений разных измеряемых величин зависимость, соответствующая по существу определенной фактической зависимости.
В соответствии с изобретением по меньшей мере одно качество подлежащего правке выправляемого материала, вместо непосредственного измерения качества выправляемого материала на подлежащем правке выправляемом материале, может определяться из предварительно созданной модели, в которой отдельным свойствам выправляемого материала однозначно присвоено (однозначно согласовано с ними) по меньшей мере одно зарегистрированное значение по меньшей мере одной измеряемой величины и/или зависимость, выведенная из предварительно зарегистрированных значений разных измеряемых величин. Это определение свойства выправляемого материала, которое должно учитываться в процессе правки, может осуществляться с очень низкой производительностью вычислений и поэтому также осуществляется «онлайн» во время процесса правки. Путем уравнивания фактических значений, соответственно, фактических зависимостей со значениями, соответственно, зависимостями, содержащимися в модели, может выбираться взаимное соответствие, значение, соответственно, зависимость которого соответствует фактическому значению, соответственно, фактической зависимости. Таким образом автоматически выбирается свойство выправляемого материала, содержащееся в данном взаимном соответствии. Зависимость может быть задана двух- или многомерной функцией или заданным по меньшей мере на отдельных участках свойством такой функции.
Модель может представлять собой аналитическую или числовую модель. В случае числовой модели могут рассчитываться опорные положения и затем описываться с помощью многомерных функций регрессии. Аналитическая модель и числовая модель могут быть предназначены каждая для регистрации и однозначного присваивания по меньшей мере одного предварительно зарегистрированного значения по меньшей мере одной измеряемой величины, с одной стороны, и/или зависимости, выведенной из предварительно зарегистрированных значений разных измеряемых величин, с другой стороны, определенному свойству выправляемого материала, для чего, например, может применяться метод конечных элементов. Содержащиеся в модели взаимные соответствия могут определяться эмпирически при соответствующих мероприятиях по измерению посредством указанной валковой правильной машины, соответственно, одинаково или подобно выполненных валковых правильных машин, или посредством предусмотренного специально для этого отдельного тестового устройства. Модель может также представлять собой онлайн-модель или офлайн-модель. Модель может включать в себя банк данных, в котором содержатся взаимные соответствия в виде поля характеристик процесса, приводящего отдельные свойства выправляемого материала в однозначные соотношения с соответственно предварительно зарегистрированным значением по меньшей мере одной измеряемой величины, с одной стороны, и/или соответствующей зависимостью, выведенной из предварительно зарегистрированных значений разных измеряемых величин, с другой стороны. В банке данных для разных выполняемых с помощью валковой правильной машины процессов правки может содержаться по такому полю характеристик процесса. Альтернативно модель может включать в себя содержащуюся в банке данных справочную таблицу, содержащую взаимные соответствия. Составление банка данных может осуществляться перед проведением дальнейших шагов предлагаемого изобретением способа.
Свойство выправляемого материала может, например, представлять собой начальную кривизну подлежащего правке выправляемого материала, модуль упругости подлежащего правке выправляемого материала, предел текучести подлежащего правке выправляемого материала или тому подобное.
С помощью предлагаемого изобретением способа могут также соответственно устанавливаться два или более, в частности все устанавливаемые, правильные валки валковой правильной машины. Посредством предлагаемого изобретением способа может, в частности, осуществляться оптимально адаптированная к соответствующим свойствам подлежащего правке выправляемого материала установка правильных валков валковой правильной машины, как только подлежащий правке выправляемый материал входит в валковую правильную машину. Благодаря этому выправляемый материал может оптимально правиться с самого начала. Следовательно, в соответствии с предлагаемым изобретением способом может обеспечиваться возможность оптимальной правки выправляемого материала и снижаться брак при правке в виде недостаточно выправленного выправляемого материала.
Когда через валковую правильную машину проходит участок подлежащего правке выправляемого материала, свойства которого неизвестны, как это может происходить в описанном выше уровне техники, это может приводить к заклиниванию этого участка в валковой правильной машине, что связано с остановкой, соответственно, ограничением степени использования валковой правильной машины. С помощью предлагаемого изобретением способа такое заклинивание участка выправляемого материала, предназначенного для правки, может предотвращаться, так как имеется возможность определения свойств подлежащего правке выправляемого материала перед правкой или непосредственно в начале правки подлежащего правке выправляемого материала и возможность их учета для оптимальной установки правильных валков валковой правильной машины.
Тестовое измерение может осуществляться посредством по меньшей мере одного правильного валка валковой правильной машины и предназначенного для правильного валка установочного устройства и/или посредством предвключенного валковой правильной машине или отдельного тестового устройства. Это тестовое устройство может воспроизводить по меньшей мере одну часть валковой правильной машины или быть выполнено иным образом.
В качестве измеряемой величины используется вращающий момент, создаваемый выбранным правильным валком валковой правильной машины во время осуществления правки валковой правильной машиной, сила, действующая на выбранный правильный валок во время тестовой установки выбранного правильного валка до заданной глубины погружения в данный выправляемый материал, и/или путь перестановки выбранного правильного валка во время тестовой установки выбранного правильного валка до заданной глубины погружения в данный выправляемый материал. Альтернативно или дополнительно вместо силы, действующей на выбранный правильный валок во время тестовой установки выбранного правильного валка до заданной глубины погружения в данный выправляемый материал, в качестве измеряемой величины может использоваться сила, действующая при этом на по меньшей мере один правильный валок, взаимодействующий с выбранным правильным валком, расположенный на противоположной стороне предназначенного для правки выправляемого материала. Выбранный правильный валок может быть расположен относительно направления массового потока в концевой области, предпочтительно в средней области или особенно предпочтительно в начальной области валковой правильной машины. Тестовая установка представляет собой установку выбранного правильного валка, которая осуществляется не с целью правки предназначенного для правки выправляемого материала, а служит для того, чтобы можно было производить последующую установку по меньшей мере одного правильного валка валковой правильной машины, которым может быть также сам этот выбранный правильный валок, для правки подлежащего правке выправляемого материала. Заданная в каждом случае глубина погружения может устанавливаться с учетом упругой и/или пластической деформируемости предназначенного для правки выправляемого материала. Сила или путь перестановки могут, например, регистрироваться путем комбинированного измерения силы-пути перестановки, из которого может выводиться зависимость силы от пути перестановки. Тестовая установка может производиться перед правкой, непосредственно в начале правки или в перерыве процесса правки. В случае последнего может проверяться, возможно ли сохранение осуществленной установки указанного по меньшей мере одного правильного валка валковой правильной машины или необходимо ее изменение.
По первому предпочтительному варианту осуществления зависимость, выведенная из значений разных изменяемых величин, представляется функцией сравнения, которая выводится из соответствующих значений разных измеряемых величин посредством корректирующего расчета, при этом фактическая зависимость, выведенная из фактических значений разных измеряемых величин, представляется фактической функцией сравнения, которая выводится из соответствующих фактических значений разных измеряемых величин посредством корректирующего расчета. В качестве корректирующего расчета может, например, использоваться регрессионный расчет или, соответственно, способ аппроксимации кривой. Таким образом, по этому варианту осуществления для выбора взаимного соответствия из модели сравниваются друг с другом не отдельные значения, а функции или, соответственно, описывающие их параметры.
Другой предпочтительный вариант осуществления предусматривает, что зависимость, соответственно, фактическая зависимость выводится из значения, соответственно, фактического значения пути перестановки выбранного правильного валка, при котором сила, действующая во время тестовой установки на выбранный правильный валок и/или на правильный валок, взаимодействующий с выбранным правильным валком, становится неравной нулевому значению, из значения, соответственно, фактического значения силы, действующей во время тестовой установки на выбранный правильный валок и/или на правильный валок, взаимодействующий с выбранным правильным валком, начиная с которого осуществляется пластическая деформация подлежащего правке выправляемого материала, и значения, соответственно, фактического значения подъема кривой силы-пути перестановки, выведенной из комбинированного измерения силы-пути перестановки во время тестовой установки, в области исключительно упругой деформации подлежащего правке выправляемого материала. При таком измерении силы-пути сила, действующая на выбранный правильный валок, регистрируется в зависимости от пути перестановки выбранного правильного валка. На практике для нулевого значения силы должен назначаться допуск, чтобы регистрировать значение, соответственно, фактическое значение пути перестановки выбранного правильного валка только тогда, когда выбранный правильный валок фактически приходит в контакт с подлежащим правке выправляемым материалом. Если бы для нулевого значения не назначался допуск, это, например вследствие вибраций валковой правильной машины, могло бы приводить к неправильной регистрации соответствующих значений, соответственно, фактических значений, чего следует избегать.
Кроме того, считается предпочтительным, если в качестве выбранного правильного валка используется правильный валок на входной стороне валковой правильной машины, первым приходящий в контакт с подлежащим правке выправляемым материалом. Благодаря этому по меньшей мере одно свойство выправляемого материала может как можно раньше определяться посредством самой этой валковой правильной машины, в частности до начала правки подлежащего правке выправляемого материала, что приводит к снижению брака при правке и повышению степени использования валковой правильной машины.
По другому предпочтительному варианту осуществления установка указанного по меньшей мере одного правильного валка осуществляется с учетом толщины подлежащего правке выправляемого материала. Толщина подлежащего правке выправляемого материала может регистрироваться отдельно от валковой правильной машины посредством надлежащего регистрирующего устройства, например системы для измерения толщины на основе лазера. Толщина подлежащего правке выправляемого материала представляет собой важную регулируемую величину для оптимальной установки правильных валков валковой правильной машины.
Предпочтительно определение свойства выправляемого материала осуществляется до или в начале осуществления правки валковой правильной машиной. Последнее означает определение свойства выправляемого материала онлайн, так что для этого не должна осуществляться остановка валковой правильной машины. Благодаря этому повышается производительность валковой правильной машины.
Другой предпочтительный вариант осуществления предусматривает, что определяемое свойство выправляемого материала контролируется во время осуществления правки валковой правильной машиной, причем при констатации отклонения фактического свойства выправляемого материала от определенного свойства выправляемого материала осуществляется подстройка установки указанного по меньшей мере одного правильного валка. Контроль свойства выправляемого материала может осуществляться по всей длине подлежащего правке выправляемого материала. Этот вариант осуществления способа предпочтителен, так как свойства подлежащего правке выправляемого материала, как правило, варьируются. По этому варианту осуществления способа, это может учитываться для оптимальной установки правильных валков валковой правильной машины.
По другому предпочтительному варианту осуществления во время осуществления правки валковой правильной машиной из создаваемых в данный момент правильными валками мгновенных вращающих моментов и из предела текучести предназначенного для правки выправляемого материала, выведенного из сил, действующих в данный момент на правильные валки, выводится модуль упругости находящегося в валковой правильной машине, предназначенного для правки выправляемого материала. Соответственно этому, свойство выправляемого материала, а именно модуль упругости, выправляемого при осуществлении правки выправляемого материала может определяться без остановки валковой правильной машины. Определенный модуль упругости может использоваться для регулирования соответствующей установки правильных валков. Частоты вращения отдельных правильных валков могут регулироваться с учетом соответствующей установки правильных валков, чтобы максимально снижать механические напряжения в подлежащем правке выправляемом материале, создаваемые контактом подлежащего правке выправляемого материала с правильными валками, соответственно, их текущими вращающими моментами.
Другой предпочтительный вариант осуществления предусматривает, что содержащиеся в модели взаимные соответствия определяются путем предшествующих измерений на подлежащих правке выправляемых материалах, причем эти измерения проводятся на разных выправляемых материалах посредством данной валковой правильной машины, одинаково выполненной валковой правильной машины или отдельного тестового устройства. Соответственно этому, модель содержит эмпирически определенные взаимные соответствия. Существует возможность генерирования из текущих фактических измерений и закладывания в модель других взаимных соответствий.
Предлагаемая изобретением компьютерная программа включает в себя средства программного кода, которые инициируют компьютер или соответствующее вычислительное устройство к выполнению способа по одному из вышеназванных вариантов осуществления или в любой их комбинации, когда они выполняются на компьютере, соответственно, соответствующем вычислительном устройстве. С этой компьютерной программой соответственно связаны преимущества, названные выше в связи со способом.
Предлагаемый изобретением носитель данных включает в себя вышеназванную компьютерную программу. С этим носителем данных соответственно связаны преимущества, названные выше в связи со способом.
Предлагаемая изобретением компьютерная система отличается тем, что в нее загружена вышеназванная компьютерная программа. С этой компьютерной системой соответственно связаны преимущества, названные выше в связи со способом.
Ниже изобретение поясняется наглядно со ссылкой на прилагаемые чертежи на одном из предпочтительных примеров осуществления, при этом представленные ниже признаки, как каждый, взятый в отдельности, так и в разной комбинации друг с другом, могут представлять собой один из аспектов изобретения. Показано:
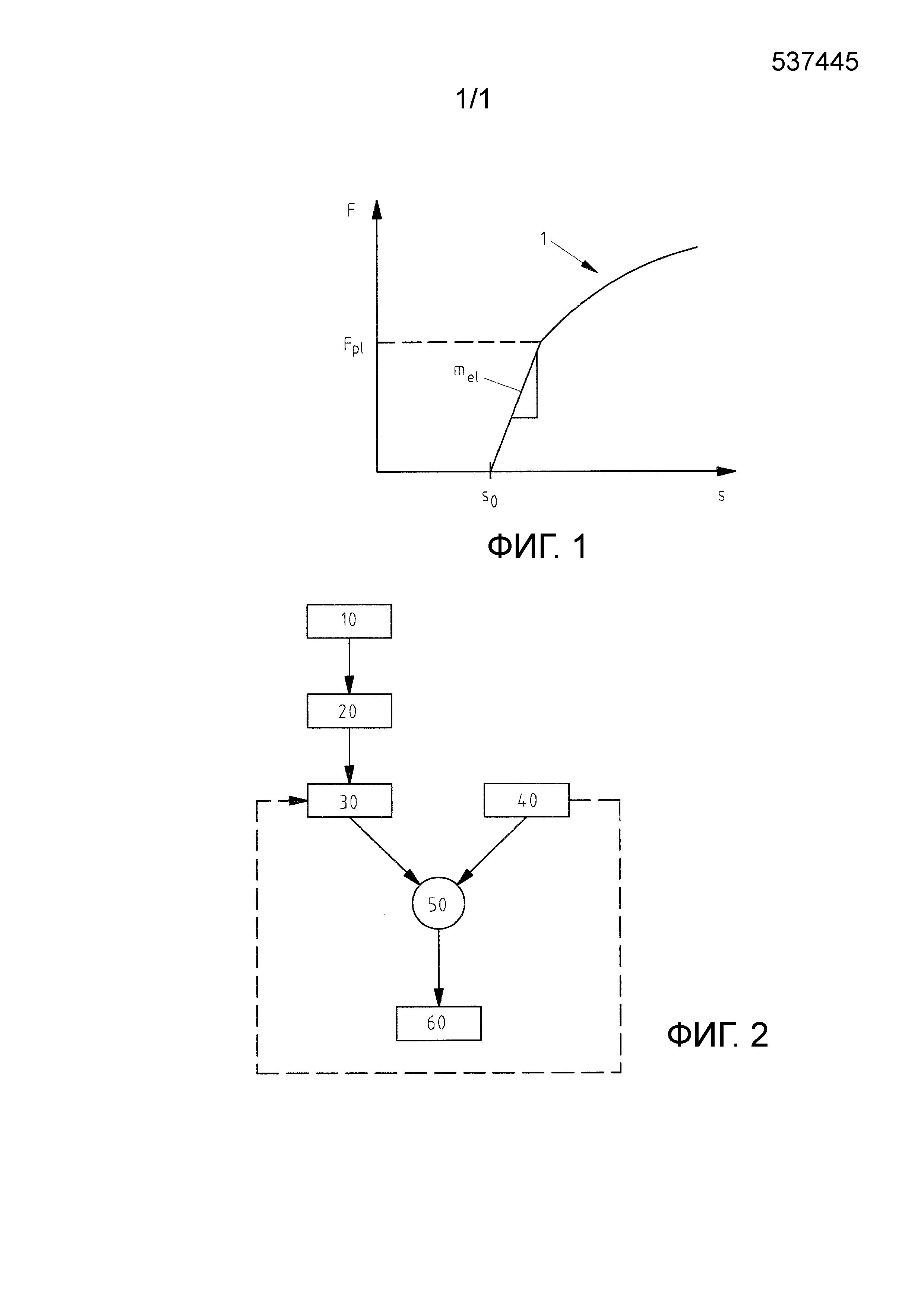
фиг.1 - примерный график силы-пути, который был выведен из предлагаемого изобретением измерения силы-пути, и
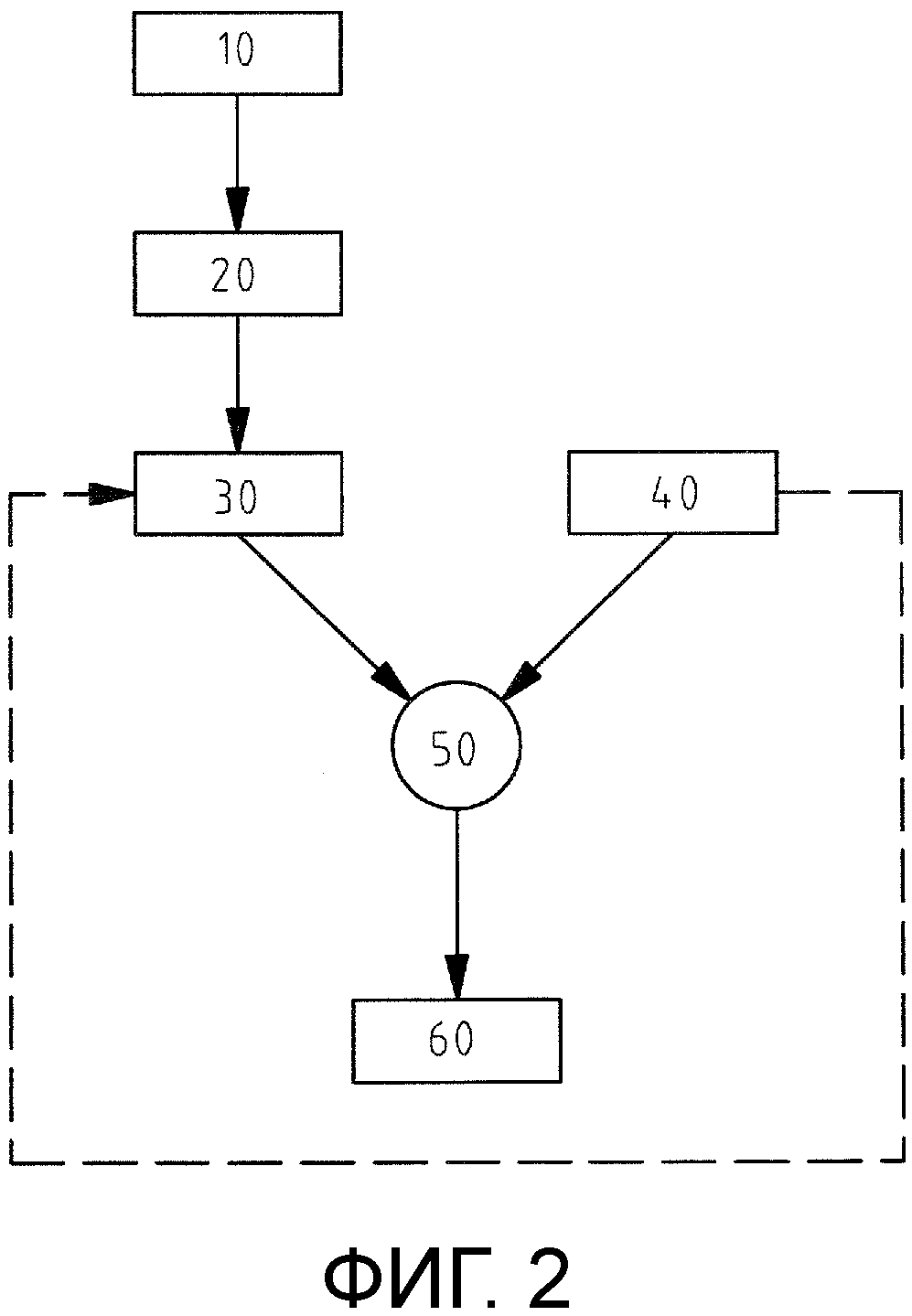
фиг.2 - ход выполнения одного из примеров осуществления предлагаемого изобретением способа.
На фиг.1 показан примерный график силы-пути, который был выведен из предлагаемого изобретением измерения силы-пути. По оси абсцисс нанесен путь s перестановки, а по оси ординат - сила F, действующая на выбранный правильный валок, используемый для измерения силы-пути. При пути s0 перестановки сила F, действующая на выбранный правильный валок, становится неравной выбранному с допуском нулевому значению. mel обозначен подъем кривой 1 пути-силы, выведенной из измерения силы-пути, в приблизительно линейной области кривой 1 пути-силы в начале погружения выбранного правильного валка в соответствующий выправляемый материал, причем в этой линейной области осуществляется упругая деформация подлежащего правке выправляемого материала. Сила Fpl обозначает силу, действующую на выбранный правильный валок, начиная с которой эта приблизительно линейная область кривой 1 пути-силы переходит в нелинейную область кривой 1 пути-силы, в которой осуществляется пластическая деформация подлежащего правке выправляемого материала.
На фиг.2 показан ход выполнения одного из примеров осуществления предлагаемого изобретением способа. В шаге 10 регистрируется по меньшей мере одно значение по меньшей мере одной измеряемой величины и/или двух или нескольких измеряемых величин. В шаге 20 создаются взаимные соответствия, при этом каждое взаимное соответствие однозначно присваивает по меньшей мере одно предварительно зарегистрированное значение по меньшей мере одной измеряемой величины, с одной стороны, и/или зависимость, выведенную из предварительно зарегистрированных значений разных измеряемых величин, с другой стороны, одному определенному свойству выправляемого материала. В шаге 30 эти взаимные соответствия закладываются в модель в виде по меньшей мере одного поля характеристик процесса.
В шаге 40 регистрируется по меньшей мере одно фактическое значение по меньшей мере одной измеряемой величины и/или двух или нескольких измеряемых величин, соответственно, определяются фактические зависимости, выведенные из зарегистрированных фактических значений разных измеряемых величин. В шаге 50 зарегистрированное фактическое значение, соответственно, фактическая зависимость корректируется с содержащимися в модели взаимными соответствиями, чтобы определить из модели свойство выправляемого материала, которое должно учитываться при планируемой правке подлежащего правке выправляемого материала, при этом выбирается то свойство выправляемого материала, которому присвоено значение измеряемой величины, соответствующее по существу определенному фактическому значению измеряемой величины, соответственно, которому присвоена выведенная из значений разных измеряемых величин зависимость, соответствующая по существу определенной фактической зависимости. В шаге 60 выбранное в шаге 50 свойство выправляемого материала используется для установки правильных валков валковой правильной машины. Штриховая линия на фиг.2 указывает тестовое измерение для определения фактического значения, соответственно, фактической зависимости, для проведения которого текущий процесс правки кратковременно прерывается. Это тестовое измерение может использоваться для актуализации, соответственно, дополнения модели.
Список ссылочных обозначений
1 Кривая силы-пути
10 Шаг
20 Шаг
30 Шаг
40 Шаг
50 Шаг
60 Шаг
Способ и устройство высадки для изготовления деталей с уступами, таких как валы или стержни
Устройство для наматывания полосового материала в рулон
Синхронно движущиеся гидравлические ножницы без станины
Система загрузки расплава для разливки полосы
Способ и устройство для снятия окалины с металлической поверхности, а также установка для изготовления металлических полуфабрикатов
Способ изготовления металлической полосы посредством непрерывной разливки и прокатки
Устройство для перестановки валка в прокатной клети
Инжекторное устройство для продувания или вдувания обогащеных кислородом газов в металлургический агрегат или плавильный сосуд и дуговая электропечь
Стан горячей прокатки
Устройство и способ управления и/или регулирования печи для отжига или термообработки в производственной линии обработки металлического материала

