Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ СНЯТИЯ ОКАЛИНЫ С МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ, А ТАКЖЕ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛУФАБРИКАТОВ
Вид РИД
Изобретение
Изобретение относится к способу снятия окалины с металлической поверхности металлического полуфабриката, при котором металлический полуфабрикат направляется в транспортировочном направлении мимо расположенных поперек этого транспортировочного направления рядом друг с другом и вращающихся сопловых головок и при котором с помощью расположенных на этих вращающихся сопловых головках сопловых элементов создаются направленные на металлическую поверхность и находящиеся под высоким давлением струи текучей среды, которые также в узком месте между двумя непосредственно соседними сопловыми головками излучаются на металлическую поверхность.
Изобретение относится также к устройству для осуществления способа снятия окалины с металлической поверхности металлического полуфабриката, содержащему сопловое приспособление, предназначенное для проведения мимо него металлического полуфабриката в направлении транспортировки, при этом сопловое приспособление имеет множество вращающихся вокруг осей вращения сопловых головок с сопловыми элементами для создания направленных на металлическую поверхность и находящихся под высоким давлением струй текучей среды, при этом сопловые головки расположены рядом друг с другом так, что создаваемые сопловыми элементами струи текучей среды также в узком месте между двумя непосредственно соседними сопловыми головками излучаются на металлическую поверхность.
Кроме того, изобретение относится к установке для изготовления металлических полуфабрикатов, в частности металлического полосового материала, с помощью устройства для снятия окалины с металлических поверхностей металлических полуфабрикатов.
Соответствующие способы и устройства хорошо известны из уровня техники.
Например, из выложенной заявки DE 4328303 А1 известно устройство для снятия окалины с горячекатаных прокатных изделий, которые направляются мимо этого устройства. При этом поверхности соответствующего прокатного изделия с помощью воздействующих с обеих сторон струй воды под высоким давлением очищаются или, соответственно, с них удаляется окалина. Предлагаемое там устройство для снятия окалины имеет расположенные в один ряд рядом друг с другом сопловые головки, которые с помощью двигателя приводятся во вращение вокруг соответствующей оси вращения. Сопловые головки имеют по меньшей мере одно расположенное вне середины сопло, с помощью которого создаются струи воды под высоким давлением и направляются на поверхности. За счет приводимых во вращение сопловых головок должно достигаться улучшенное качество обрабатываемых струями поверхностей прокатного изделия.
Из международной заявки WO 2005/082 555 А1 известно другое устройство для снятия окалины с горячекатаных прокатных изделий, содержащее расположенные в один ряд сопловые головки, которые приводятся с помощью двигателя во вращение вокруг соответствующей оси вращения. Раскрытое там устройство для снятия окалины отличается тем, что расположенные на приводимых во вращение сопловых головках сопла расположены конструктивно возможно ближе друг к другу на окружности соответствующей сопловой головки. При этом на поверхности прокатного изделия должен создаваться узор разбрызгивания, который, по меньшей мере, соприкасается по касательной с узором разбрызгивания соседней в ряду сопловой головки с целью достижения равномерного снятия окалины с поверхности прокатного изделия по его ширине. Кроме того, соседние сопловые головки ряда сопловых головок должны вращаться в противоположных направлениях с целью предотвращения нежелательного влияния друг на друга струй.
Кроме того, в US 5 697 241 А приведено описание прокатного устройства с прокатной клетью и предварительно расположенным роторным приспособлением для снятия окалины, в котором выходящие из роторного приспособления для снятия окалины и попадающие на прокатываемое изделие струи жидкости направлены против направления прокатки. За счет этого попадающая в месте попадания струи жидкости на прокатываемое изделие жидкость после попадания должна иметь результирующую потока, которая имеет компонент, противоположно направленный направлению прокатки, так что, несмотря на возможно меньшую подачу жидкости, обеспечивается возможность достижения безупречного качества поверхности.
Другое устройство для снятия окалины с металлического полуфабриката раскрыто в JP Н11 216513 А, в котором снабженные соплами для находящейся под высоким давлением воды вращающиеся головки расположены рядом друг с другом со смещением относительно друг друга не только по ширине металлического полуфабриката, но также дополнительно также в направлении транспортировки металлического полуфабриката с целью достижения надежного снятия окалины по всей ширине металлического полуфабриката. Однако это устройство для снятия окалины является очень длинным в направлении транспортировки.
Из JP Н06 226215 А известна еще одна перемещаемая над подлежащей очистке поверхностью, такой как, например, дно или т.п., чистящая машина с вращающимися сопловыми головками, каждая из которых содержит роторное плечо, при этом каждое из роторных плеч имеет два или больше сопел высокого давления, жидкостные струи которых сходятся в одной точке перед подлежащей чистке поверхностью с целью достижения улучшенного чистящего действия. Роторные плечи расположены относительно друг друга и приводятся в действие так, что они во время вращения хотя и контактируют друг с другом, однако не сталкиваются друг с другом.
В основу изобретения положена задача улучшения эффективности очистки относительно снятия окалины металлических поверхностей соответствующих металлических полуфабрикатов в известных из уровня техники устройствах для снятия окалины.
Задача изобретения решена с помощью способа снятия окалины с металлической поверхности металлического полуфабриката, при котором металлический полуфабрикат проводят в транспортировочном направлении мимо расположенных поперек этого транспортировочного направления рядом друг с другом и вращающихся сопловых головок, и при котором с помощью расположенных на этих вращающихся сопловых головках сопловых элементов создаются направленные на металлическую поверхность и находящиеся под высоким давлением струи текучей среды, которые также в узком месте между двумя непосредственно соседними сопловыми головками излучаются на металлическую поверхность, при этом способ отличается тем, что сопловые головки вращаются синхронно относительно друг друга с таким предварительно установленным угловым положением относительно угла поворота соответствующей оси вращения сопловых головок, что создаваемые с помощью сопловых элементов струи текучей среды всегда без соприкосновения друг с другом излучаются на металлическую поверхность.
В смысле изобретения синхронно означает, что установленные однажды между сопловыми головками соответствующие угловые положения не изменяются непреднамеренно относительно друг друга во время вращения сопловых головок.
За счет этого может быть полностью исключена опасность того, что, в частности, два сопловых элемента двух непосредственно примыкающих друг к другу сопловых головок в какой-либо рабочей фазе одновременно расположены у узкого места, что сопловые головки установлены относительно своего углового положения относительно друг друга так, что создаваемые с помощью сопловых элементов струи текучей среды всегда, т.е., по меньшей мере, в каждой фазе снятия окалины, излучаются без соприкосновения друг с другом на металлическую поверхность.
При этом если сопловые головки вращаются дополнительно еще синхронно друг с другом, то обеспечивается предотвращение изменения углового положения сопловых головок относительно друг друга в каждой существенной рабочей фазе.
Поэтому предпочтительно, когда сопловые головки соплового приспособления вращаются синхронизированно друг с другом с однажды установленным угловым положением относительно друг друга, в котором струи текучей среды двух ближайших сопловых элементов, в частности двух непосредственно соседних сопловых головок, излучаются без соприкосновения друг с другом на металлическую поверхность.
Предпочтительно для этого вращательные движения отдельных сопловых головок или, соответственно, их приводных средств синхронизированы в правильном положении, так что отдельные сопловые головки всегда ориентированы относительно друг друга требуемым образом.
Таким образом, с помощью способа согласно изобретению предотвращается, что, например, при соответствующем вращательном снятии окалины отдельные струи текучей среды перед попаданием на металлическую поверхность оказывают отрицательное влияние друг на друга и за счет этого взаимно ослабляются или даже совсем взаимно уничтожаются, как это могло происходить до настоящего времени в уровне техники. Такие эффекты возникают, в частности, в узких местах между двумя непосредственно соседними сопловыми головками, когда сопловые элементы одновременно проходят мимо этого узкого места.
Такое одновременное проведение сопловых элементов мимо двух расположенных непосредственно рядом друг с другом сопловых головок случалось непреднамеренно до настоящего времени часто за счет того, что до настоящего времени не обеспечивалось с помощью техники регулирования и/или техники управления и/или регулирования всегда попеременное прохождение отдельных сопловых головок мимо узкого места. Вместо этого расположенные рядом друг с другом сопловые головки вращаются как-нибудь относительно друг друга.
При этом понятие «всегда» относится к каждой рабочей фазе вращаемых или, соответственно, вращающихся сопловых головок, по меньшей мере, во время процесса снятия окалины.
Однако в данном случае отдельные сопловые головки вращаются синхронно и в правильном положении относительно друг друга, так что предотвращается одновременное прохождение сопловых элементов непосредственно соседних сопловых головок мимо узкого места.
Таким образом, в данном случае существенно улучшается эффект чистки металлических поверхностей.
При этом не имеет значения, вращаются ли два непосредственно соседних элемент сопловой головки в одинаковом или противоположном направлении друг к другу, поскольку сопловые элементы относительно своего углового положения всегда ориентированы относительно друг друга так, что струи текучей среды двух ближайших сопловых элемента двух непосредственно соседних сопловых головок излучаются без соприкосновения друг с другом на металлическую поверхность.
В качестве струй текучей среды в данном случае можно использовать самые различные среды, если они пригодны для удаления окалины или другой чистки металлической поверхности. Предпочтительно в данном случае используются в качестве струй текучей среды струи воды бод высоким давлением. Струи текучей среды могут создаваться в форме конической струи, эллиптической струи, плоской струи или т.п.
Металлическая поверхность может быть, например, горячекатаной поверхностью, которая подлежит освобождению от слоя окалины. Понятно, что с помощью данного изобретения можно удалять с металлической поверхности также другие нежелательные прилипающие к ней вещества.
Металлический полуфабрикат в смысле данного изобретения представляет, например, кованый или прокатанный металлический полосовой материал, такой как, например, плоские заготовки, тонкие заготовки, горячекатаная полоса, черновая полоса или т.п.
Расположенные в один ряд рядом друг с другом сопловые головки соплового приспособления установлены в данном случае с возможностью вращения вокруг собственной оси вращения. Эта ось вращения проходит относительно транспортируемого в направлении транспортировки металлического полуфабриката предпочтительно вертикально.
На каждой из сопловых головок расположен по меньшей мере один сопловой элемент, который имеет по меньшей мере одно выходное отверстие, из которого выходит струя текучей среды под высоким давлением. В простейшем случае такое выходное отверстие может представлять сопловой элемент в смысле данного изобретения.
Понятие «узкое место» обозначает в смысле данного изобретения зону с наименьшим расстоянием между двумя лежащими непосредственно противоположно друг другу сопловыми головками, в которой сопловые элементы двух сопловых головок лежат противоположно, т.е. наиболее близко, когда эти обе сопловые головки соответственно вращаются вокруг своей соответствующей оси вращения. Это узкое место лежит на соединяющей все оси вращения соединительной линии. Таким образом, узкое место является зоной, в которой две сопловые головки расположены так тесно рядом друг с другом, что создаваемые двумя временно повернутыми к нему сопловыми элементами струи текучей среды перед попаданием на металлическую поверхность могут перекрываться или, по меньшей мере соприкасаться, по касательной, за счет чего они создают нежелательные помехи друг другу.
Однажды предварительно установленные угловые положения можно надежно сохранять, когда сопловые головки вращаются с синхронизированными друг с другом скоростями вращения.
Если сопловые головки синхронно ускоряются, то точное сохранение однажды предварительно установленных угловых положений относительно сопловых головок дополнительно улучшается. Это справедливо как для положительного, так и для отрицательного ускорения.
Для обеспечения всегда желательных или, соответственно, требуемых угловых положений относительно отдельных сопловых головок относительно друг друга предпочтительно, когда соответствующие угловые положения сопловых головок калиброваны друг с другом, например, перед обработкой металлической поверхности с помощью данного устройства или во время текущей работы.
При такой калибровке устанавливаются, в частности, угловые положения и скорости вращения отдельных сопловых головок относительно друг друга так, что сопловые элементы непосредственно соседних сопловых головок проходят мимо узкого места попеременно, так что создаваемые с помощью сопловых элементов струи текучей среды всегда излучаются без соприкосновения друг с другом на металлическую поверхность.
Для этого в одном предпочтительном варианте выполнения способа предусмотрено, что сопловые элементы двух непосредственно соседних сопловых головок проходят мимо узкого места попеременно так, что создаваемые с помощью сопловых элементов струи текучей среды всегда излучаются без соприкосновения друг с другом на металлическую поверхность.
В этой связи предпочтительно, когда сопловые элементы двух непосредственно соседних сопловых головок всегда проходят мимо узкого места со сдвигом во времени. За счет этого может быть дополнительно улучшено предотвращения оказания нежелательного влияния друг на друга двух струй текучей среды в смысле данного изобретения.
Понятно, что сдвиг во времени должен выбираться соответственно большим с целью достижения желаемых эффектов.
Кроме того, задача изобретения решена также с помощью устройства для осуществления способа снятия окалины с металлической поверхности металлического полуфабриката, содержащего сопловое приспособление, предназначенное для прохождения мимо него металлического полуфабриката в направлении транспортировки, в котором сопловое приспособление имеет множество вращающихся вокруг осей вращения сопловых головок с сопловыми элементами для создания направленных на металлическую поверхность и находящихся под высоким давлением струй текучей среды, при этом сопловые головки расположены рядом друг с другом так, что создаваемые сопловыми элементами струи текучей среды также в узком месте между двумя непосредственно соседними сопловыми головками могут излучаться на металлическую поверхность, которое отличается тем, что отдельные вращающиеся сопловые головки относительно своего углового положения всегда расположены с такой ориентацией друг к другу, что обеспечивается возможность излучения создаваемых с помощью сопловых элементов струй текучей среды всегда без соприкосновения друг с другом на металлическую поверхность.
За счет того что отдельные вращающиеся сопловые головки всегда расположены относительно своего углового положения с такой ориентацией относительно друг друга, что создаваемые с помощью сопловых элементов струи текучей среды всегда излучаются без соприкосновения друг с другом на металлическую поверхность, то значительно повышается эффективность чистки металлических поверхностей.
Это обеспечивается в данном случае тем, что точное угловое положение отдельных сопловых головок неизменно фиксировано. Таким образом, отдельные вращающиеся сопловые головки сохраняют свое однажды заданное угловое положение относительно друг друга.
С помощью данного устройства может предпочтительно осуществляться, в частности, данный способ.
В одном варианте выполнения предусмотрено, что сопловые элементы двух непосредственно соседних сопловых головок относительно своего углового положения всегда расположены с такой ориентацией относительно друг друга, что создаваемые с помощью сопловых элементов струи текучей среды всегда излучаются без соприкосновения друг с другом на металлическую поверхность.
Предпочтительно отдельные угловые положения сопловых головок ориентированы с таким смещением угла поворота относительно друг друга, что сопловые элементы двух непосредственно соседних сопловых головок всегда со сдвигом во времени входят в зону узкого места, так что у узкого места всегда временно расположен лишь один сопловой элемент и тем самым также лишь одна струя текучей среды.
В одном особенно предпочтительном варианте выполнения предусмотрено, что устройство имеет приводное приспособление для привода сопловых головок, с помощью которого обеспечивается возможность привода синхронно сопловых головок относительно характеристик вращения.
Понятие «характеристики вращения» обозначает специально угловое ускорение и угловую скорость отдельных сопловых головок.
Понятно, что приводное приспособление может быть выполнено различно. Например, каждая из сопловых головок может быть снабжена в качестве приводного средства собственным приводным двигателем. Или же приводное приспособление содержит в качестве приводного средства лишь один приводной двигатель, который через соответствующий передаточный блок соединен с сопловыми головками.
В любом случае предпочтительно, когда сопловые головки соединены механически и/или электронно друг с другом так, что отдельные сопловые головки соплового приспособления всегда расположены с ориентацией с предварительно установленным угловым положением относительно друг друга.
В принципе, при электронной связи особенно просто можно выбирать различные основные положения относительно угловых положений вращающихся сопловых головок относительно друг друга в начале процесса изготовления металлического полуфабриката или, соответственно, процесса снятия окалины с металлических поверхностей в зависимости от параметров, таких как, например, расстояние сопловых элементов до металлической поверхности металлического полуфабриката или скорости транспортировки металлического полуфабриката относительно сопловых элементов, для получения хороших результаты очистки.
Оказание отрицательного влияния друг на друга двух струй текучей среды в зоне узкого места между двумя сопловыми головками может исключаться всегда, когда сопловые элементы двух непосредственно соседних сопловых головок относительно своих угловых положений расположены относительно их угловых положений со смещением относительно друг друга больше чем на 5° или больше чем на 15°, предпочтительно на 45°.
Кроме того, задача изобретения решена с помощью установки для изготовления металлических полуфабрикатов, в частности металлического полосового материала, содержащей устройство для снятия окалины с металлических поверхностей металлического полуфабриката, при этом установка отличается устройством для снятия окалины в соответствии с одним из указанных выше признаков. С помощью снабженной так установки можно изготавливать металлические полуфабрикаты с особенно высоким качеством поверхности.
Другие признаки, эффекты и преимущества данного изобретения поясняются в приведенном ниже описании со ссылками на прилагаемые чертежи, на которых показана в качестве примера установка для изготовления металлических полуфабрикатов с устройством для снятия окалины, в котором отдельные вращающиеся сопловые головки относительно своих угловых положений всегда расположены с такой ориентацией относительно друг друга, что обеспечивается возможность излучения создаваемых с помощью сопловых элементов струй текучей среды всегда без соприкосновения друг с другом на металлическую поверхность.
На чертежах схематично изображено:
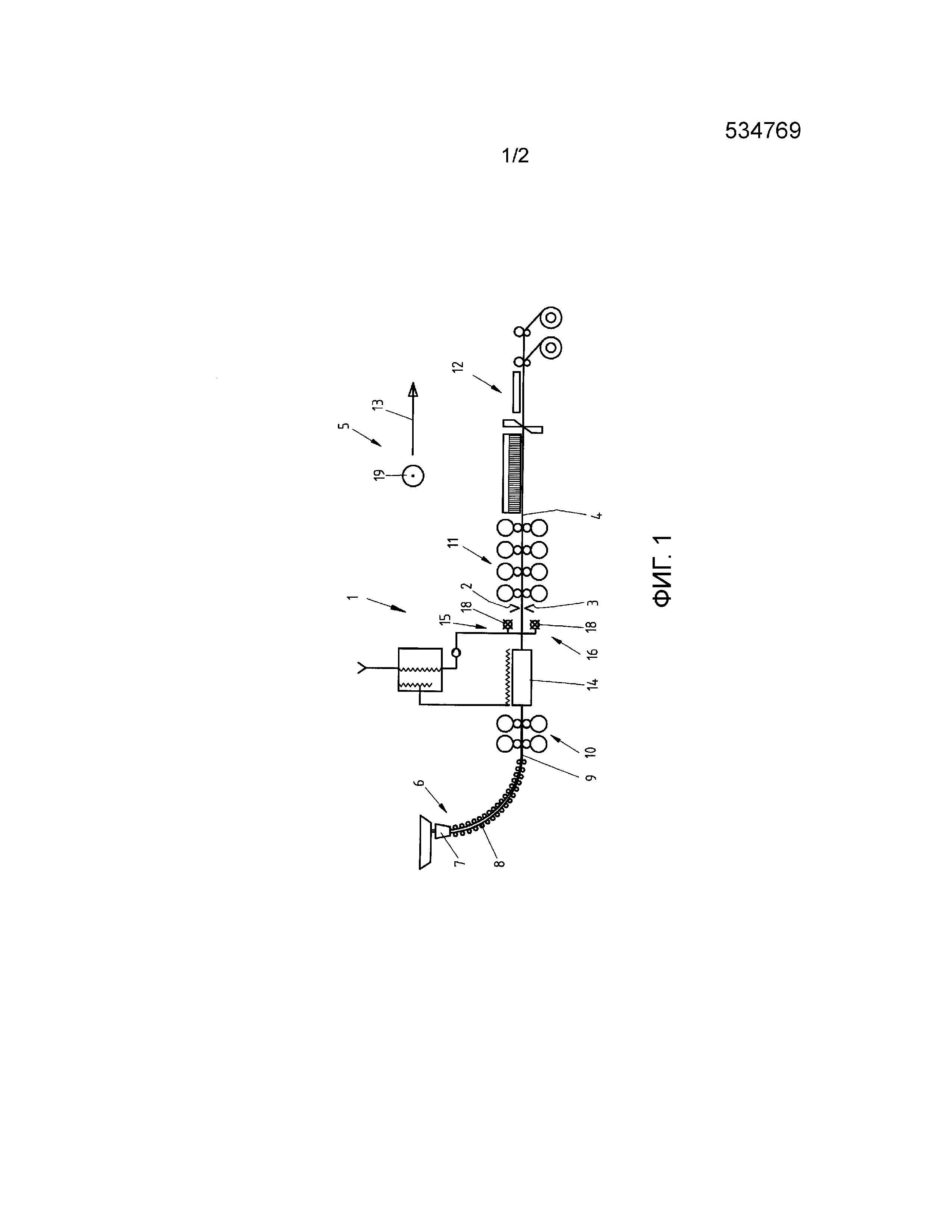
фиг. 1 - установка для изготовления металлического полуфабриката; и
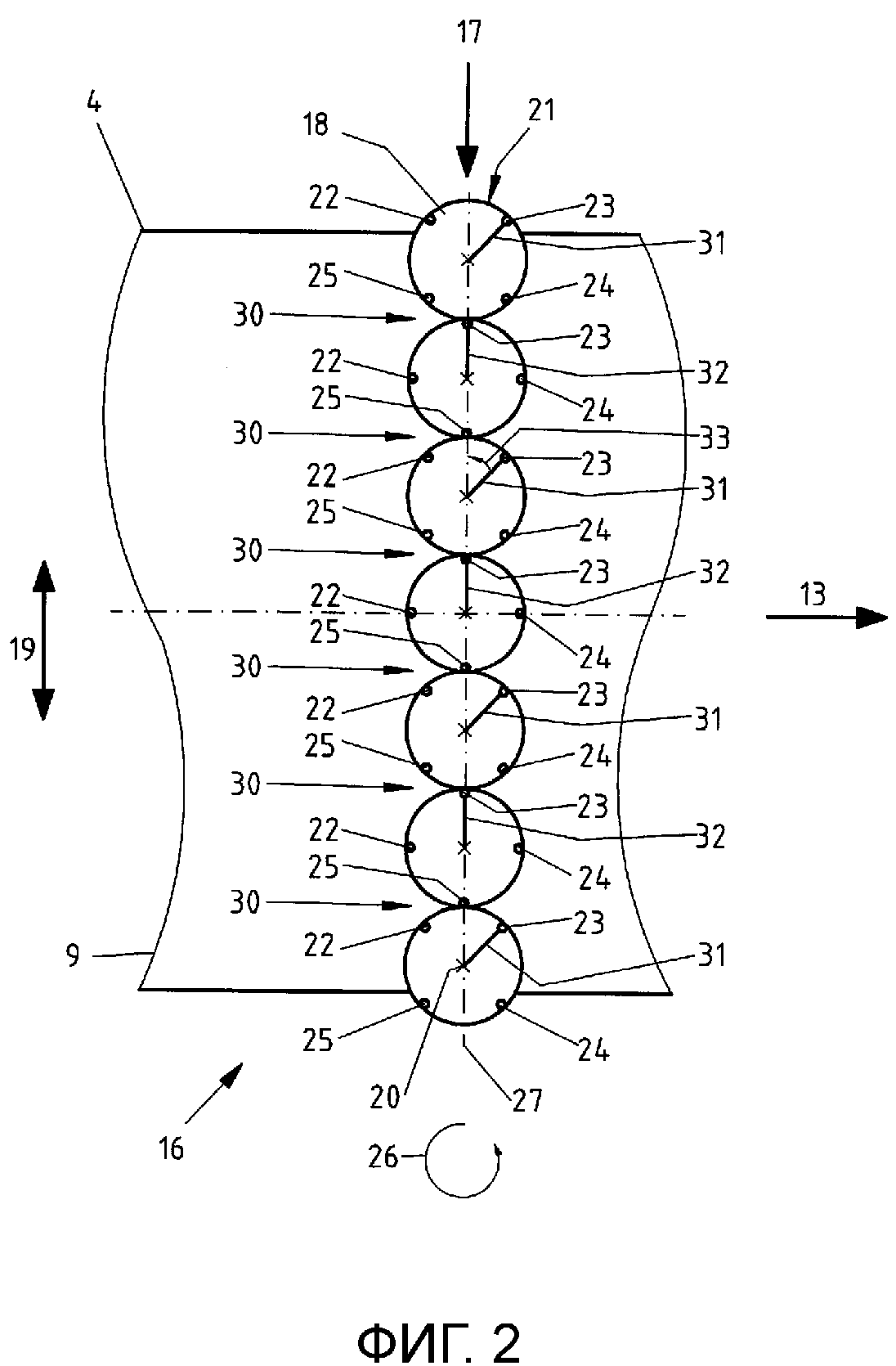
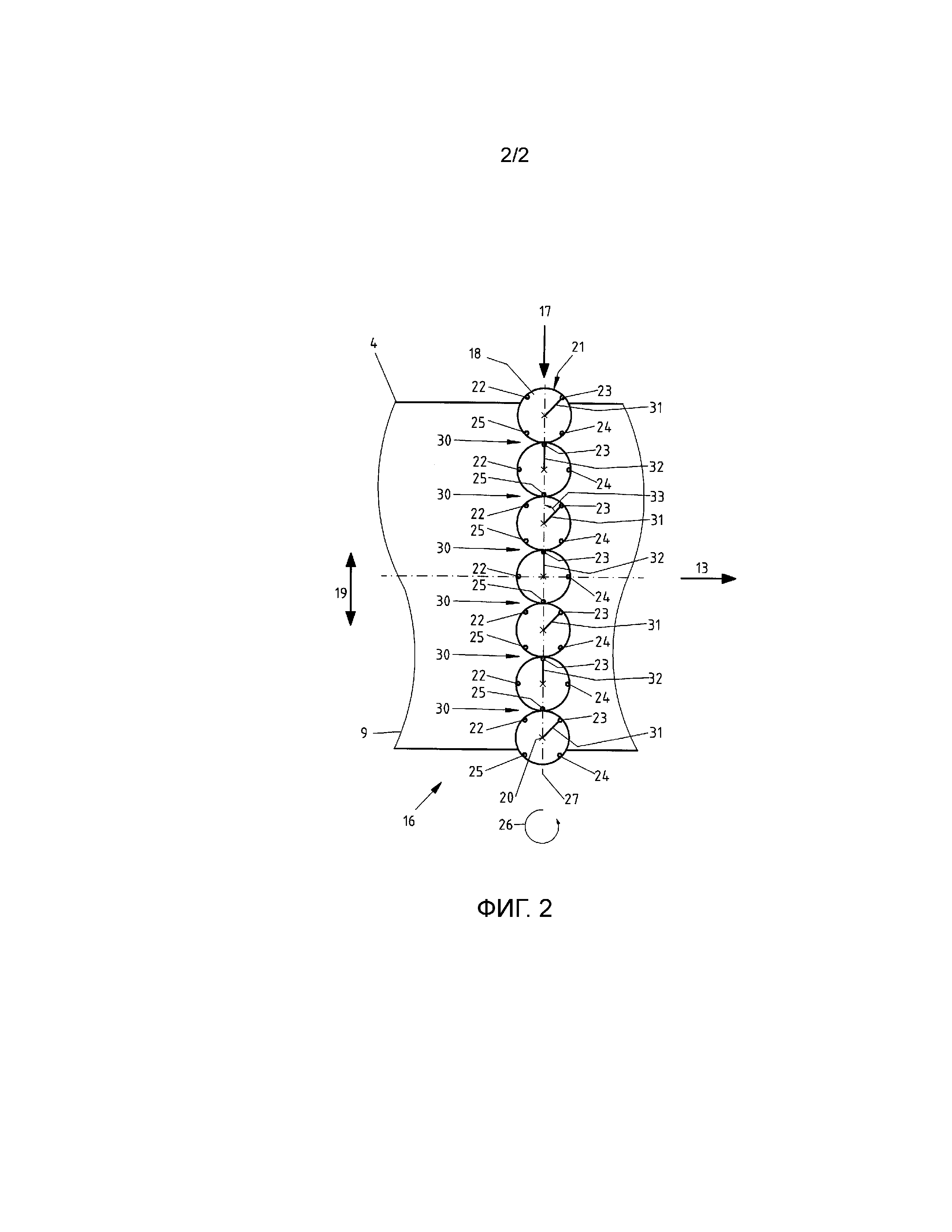
фиг. 2 - расположение сопловых головок соплового приспособления устройства для снятия окалины установки из фиг. 1.
Согласно данному изобретению устройство 1 для снятия окалины с металлических поверхностей 2 и 3 металлического полуфабриката 4 интегрировано, согласно показанному на фиг. 1 примеру выполнения, в установку 5 для изготовления металлического полуфабриката 4. При этом установка 5 содержит литейную машину 6 с кристаллизатором 7 и криволинейным рольгангом 8, при этом выходящий из криволинейного рольганга 8 металлический полуфабрикат 4 в виде металлической полосы 9 затем транспортируется через различные предварительные клети 10 и клети 11 прокатного стана 12 в транспортировочном направлении 13. Кроме того, предусмотрена индукционная печь 14, с помощью которой температура металлической полосы 9 после процесса прокатки в предварительных клетях 10 повышается на более высокую температуру. Снятие окалины с поверхностей 2 и 3 осуществляется после индукционной печи 14 с помощью устройства 1 для снятия окалины, при этом устройство 1 содержит приспособление 15 для гидросбива окалины.
Устройство 1 отличается, в частности, тем, что содержит сопловое приспособление 16, которое как над металлической полосой 9, так и под металлической полосой 9 состоит из системы из семи расположенных в один ряд рядом друг с другом сопловых головок 18 (см. фиг. 2). При этом ряд проходит в направлении 19 ширины металлической полосы 9 поперек направления 13 транспортировки.
Каждая из имеющихся сопловых головок 18 установлена в сопловом приспособлении 16 так, что она вращается вокруг собственной оси 20 вращения (обозначена лишь в качестве примера). Кроме того, каждая из сопловых головок 18 имеет четыре расположенных со смещением на 90° относительно друг друга на наружном крае сопловых головок 18 сопловых элемента 22, 23, 24 и 25.
Сопловые элементы 22-25 имеют по меньшей мере одно выходное отверстие (не изображено), из которого может выходить находящаяся под высоким давлением струя текучей среды (здесь не изображена), при этом сопловые элементы 22-25 расположены так, что создаваемые ими струи текучей среды излучаются на соответствующие поверхности 2 или 3. При этом все сопловые элементы 22-25 вращаются в одинаковом направлении в соответствии с направлением 26 вращения вокруг своей соответствующей оси 20 вращения, перпендикулярной плоскости чертежа. При этом оси 20 вращения лежат на общей воображаемой соединительной линии 27.
Для предотвращения перекрещивания или такого соприкосновения отдельных струй текучей среды, что взаимно ослабляется или уничтожается их струйное действие, сопловые головки 18 расположены рядом друг с другом так, что обеспечивается возможность излучения создаваемых сопловыми элементами 22, 23, 24 и 25 струй текучей среды в соответствующем узком месте между двумя непосредственно соседними сопловыми головками 18 всегда без соприкосновения друг с другом на металлические поверхности 2, 3.
Для этого отдельные вращающиеся сопловые головки 18 расположены относительно своего соответствующего углового положения 31 или, соответственно, 32 (здесь обозначены лишь в качестве примера) относительно друг друга с такой ориентацией, что сопловые элементы 22, 23, 24, 25 двух непосредственно соседних сопловых головок 18 всегда попеременно проходят через соответствующее узкое место.
Это означает, что первая из сопловых головок 18 имеет первое угловое положение 31 с углом поворота 33 (обозначено лишь в качестве примера) 45° относительно воображаемой соединительной линии 27, а другие из сопловых головок 18, которые являются непосредственно соседними, имеют другое угловое положение 32 с другим углом поворота (не изображен) 0° относительно воображаемой соединительной линии 27, как это показано в качестве примера в соответствующий момент времени на фиг. 2.
Например, сопловые элементы 23 или, соответственно, 25 некоторых из сопловых головок 18 совпадают с соединительной линией 27 (угол поворота=0°), т.е. они временно расположены у соответствующего узкого места двух непосредственно соседних сопловых головок 18, в то время как сопловые элементы 24 и 25 или, соответственно, 22 и 23 непосредственно соседних с ними сопловых головок 18 повернуты от узкого места или, соответственно, от воображаемой соединительной линии 27 на 45°.
За счет этого конструктивно особенно простым образом обеспечивается, что сопловые элементы 22, 23, 24, 25 двух непосредственно соседних сопловых головок 18 всегда с соответствующим сдвигом во времени проходят мимо узкого места 30.
Предпочтительно, при этом вращательные движения отдельных сопловых головок 18 или, соответственно, их приводных средств (здесь не изображены) предпочтительно всегда синхронизируются в правильном положении, так что отдельные сопловые головки 18 всегда вращаются с требуемой ориентацией относительно друг друга.
Понятно, что поясненный выше пример выполнения является лишь первым вариантом выполнения устройства согласно изобретению для снятия окалины. Поэтому выполнение изобретения не ограничивается этим примером выполнения.
Перечень позиций
1 Устройство для снятия окалины
2 Первая металлическая поверхность
3 Вторая металлическую поверхность
4 Металлический полуфабрикат
5 Установка для изготовления
6 Литейная машина
7 Кристаллизатор
8 Криволинейный рольганг
9 Металлическая полоса
10 Предварительные клети
11 Клети
12 Прокатный стан
13 Направление транспортировки
14 Индукционная печь
16 Сопловое приспособление
17 Ряд
18 Сопловые головки
19 Направление ширины
20 Ось вращения
21 Наружный край
22 Первый сопловой элемент
23 Второй сопловой элемент
24 Третий сопловой элемент
25 Четвертый сопловой элемент
26 Направление вращения
27 Воображаемая соединительная линия
30 Узкое место
31 Первое угловое положение
32 Второе угловое положение
33 Первый угол поворота
Шлицевое зубчатое зацепление для работы с углом отклонения и способ изготовления
Вал с карданным шарниром
Привод прокатной клети с зубчатым шарнирным шпинделем
Установка для разливки и прокатки лент непрерывного действия
Опорный узел
Подушка для опоры валка в станине прокатной клети
Дезоксидация подвергнутых косовалковой прокатке полых заготовок
Способ и устройство для оптического измерения внутренних размеров трубы
Устройство для охлаждения прокатываемого изделия
Устройство и способ для бокового направления прокатного или литого изделия на транспортировочной линии
Шлицевое зубчатое зацепление для работы с углом отклонения и способ изготовления
Вал с карданным шарниром
Привод прокатной клети с зубчатым шарнирным шпинделем
Установка для разливки и прокатки лент непрерывного действия
Опорный узел
Подушка для опоры валка в станине прокатной клети
Дезоксидация подвергнутых косовалковой прокатке полых заготовок
Способ и устройство для оптического измерения внутренних размеров трубы
Устройство для охлаждения прокатываемого изделия
Устройство и способ для бокового направления прокатного или литого изделия на транспортировочной линии

