Результат интеллектуальной деятельности: РОТОР ЭЛЕКТРОДВИГАТЕЛЯ С НАРУЖНОЙ ОБОЛОЧКОЙ, ОБРАЗОВАННОЙ ПУТЕМ НАМОТКИ, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО РОТОРА И ЭЛЕКТРОДВИГАТЕЛЬ С ТАКИМ РОТОРОМ
Вид РИД
Изобретение
Изобретение относится к ротору электродвигателя с постоянными магнитами, к способу изготовления такого ротора и к электродвигателю, содержащему такой ротор.
Известны роторы электродвигателей, содержащие металлический магнитопровод с постоянными магнитами, закрепленными по его окружности. Постоянные магниты могут быть, например, приклеены к магнитопроводу.
В результате центробежных сил магниты могут оторваться от магнитопровода, и для предотвращения этого магниты помещают в стальные втулки, также называемые обоймами, плотно прилегающие к магнитопроводу и магнитам. Для достаточно плотного прилегания втулки необходимо точно установить ротор и магниты, а внутренний диаметр втулки подвергнуть точной механической обработке. Поскольку от толщины втулки зависит размер зазора между магнитопроводом ротора и статором, необходимо отрегулировать наружный диаметр втулки посредством механической обработки после установки втулки на магнитопровод и магниты.
В документе US 4930201 А указано, что такая втулка имеет недостатки, заключающиеся в повышении инерции ротора и в содействии появлению вихревых токов в двигателе. Предложено заменить стальную втулку оболочкой, образованной путем намотки нитей из стекловолокна, арамидного и эпоксидного волокна, погруженных в полимер. Такая оболочка имеет несколько преимуществ:
- обеспечивает меньшую инерцию по сравнению со стальной втулкой;
- не электропроводна, и поэтому не способствует протеканию вихревых токов;
- оболочка имеет меньший коэффициент теплового расширения, чем магнитопровод, поэтому нагрев ротора повышает сжимающее действие оболочки на магнитопровод.
Тем не менее, такое устройство сложно в изготовлении. Нить предварительно пропитывается полимером в жидкой или вязкой форме, из-за чего с ней становится трудно обращаться. Можно применить пропитку полимером после намотки нитей, но это добавляет дополнительную операцию и требует равномерного распределения полимера по всей поверхности оболочки и по ее толщине.
Задачей изобретения является разработка простого в изготовлении ротора.
Указанная задача решается путем преобразования технологии намотки, обычно используемой при изготовлении индукционных катушек и катушек возбуждения, в технологию изготовления оболочек для роторов электродвигателей.
Обычно для изготовления таких катушек используется электропроводный металлический провод, покрытый электроизоляционным слоем, который в свою очередь имеет оболочку из термоадгезионного материала в твердой форме. Провод наматывается соприкасающимися витками на тело и затем нагревается, чтобы термоадгезионный материал соседних витков полимеризовался, и витки прикрепились друг к другу.
Согласно изобретению ротор электродвигателя содержит магнитопровод, закрепленные по его окружности магниты и провод, намотанный соприкасающимися витками на магнитопровод и магниты. При этом провод включает в себя металлический сердечник, окруженный электроизоляционным слоем, покрытым наружной оболочкой из термоадгезионного материала, причем витки адгезионно соединены между собой в соприкасающихся областях наружной оболочки провода.
Кроме того, объектом изобретения является также способ изготовления ротора электродвигателя, включающий в себя этапы на которых:
- крепят магниты по окружности магнитопровода ротора;
- наматывают соприкасающимися витками на магнитопровод и магниты провод, имеющий металлический сердечник с электроизолирующим слоем, покрытым наружной оболочкой из термоадгезионного материала в твердой форме;
- нагревают провод для адгезионного соединения витков между собой в соприкасающихся областях наружной оболочки провода.
Еще одним объектом изобретения является электродвигатель, содержащий статор, ограничивающий полость для размещения в ней с возможностью вращения описанного выше ротора.
Другие особенности и преимущества изобретения станут более понятны из дальнейшего описания вариантов его осуществления со ссылками не чертежи.
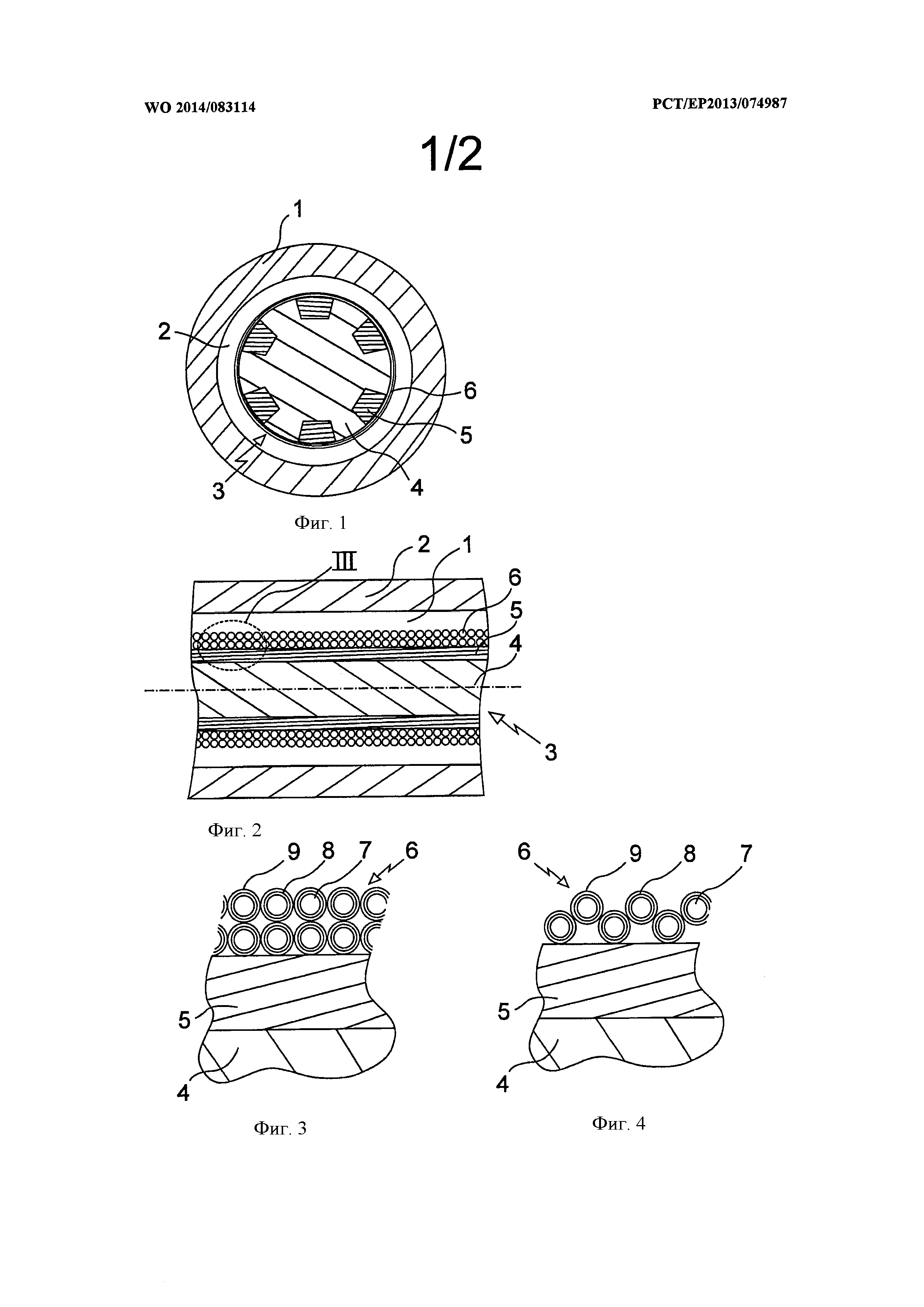
На фиг. 1 схематично показан электродвигатель в соответствии с изобретением, вид в поперечном разрезе;
на фиг. 2 схематично показана часть электродвигателя, вид в продольном разрезе;
на фиг. 3 - зона III на фиг. 2, вид в увеличенном масштабе;
на фиг. 4 - то же, но в другом варианте выполнения;
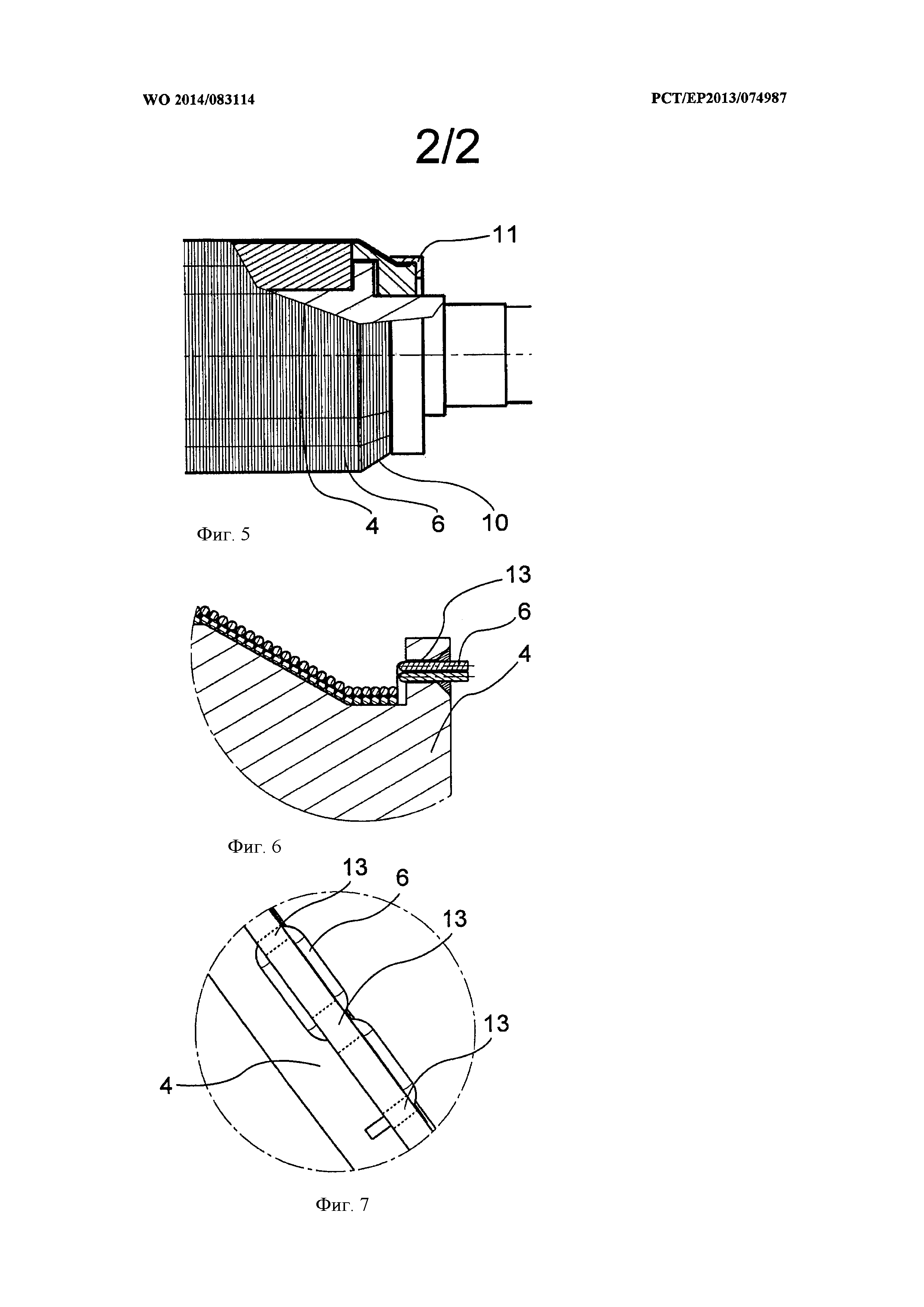
на фиг. 5 схематично показан первый вариант завершения намотки, вид с частичным продольным разрезом;
на фиг. 6 - второй вариант завершения намотки, вид в продольном разрезе;
на фиг. 7 - третий вариант завершения намотки, вид в продольном разрезе.
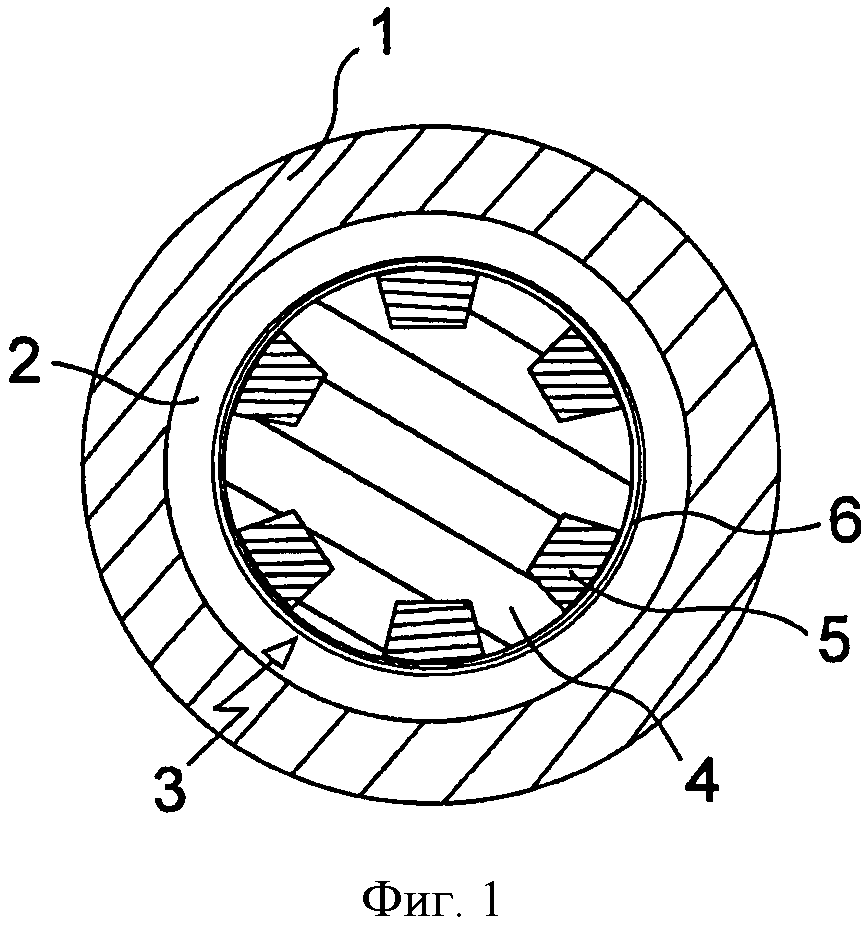
Как показано на фиг. 1-3, электродвигатель в соответствии с изобретением содержит статор 1 стандартного типа, содержащий корпус для прохождения магнитного потока. Корпус ограничивает полость 2, в которой расположен с возможностью вращения ротор 3.
Ротор 3 имеет по существу цилиндрический магнитопровод 4 и постоянные магниты 5, закрепленные по окружности магнитопровода 4. Магниты 5 расположены в наружных выемках магнитопровода 4 и приклеены к нему. Конструкция магнитопровода 4 и магнитов 5 известна специалистам в данной области техники.
Ротор 3 также содержит провод 6, намотанный соприкасающимися витками на магнитопровод 4 и магниты 5, образуя оболочку для удерживания магнитов 5 на магнитопроводе 4. В данном примере провод намотан в два слоя, витки касаются парами в пределах одного слоя, а также касаются между слоями. Таким образом, шаг намотки равен наружному диаметру провода 6. Натяжение провода 6 выбрано таким, чтобы провод 6 плотно прилегал к магнитопроводу 4 и магнитам 5.
Провод 6 имеет металлический сердечник 7, окруженный электроизоляционным слоем 8, который, в свою очередь, покрыт наружной оболочкой 9 из термоадгезионного материала в твердой форме. Витки, образованные проводом 6, адгезионно соединены между собой в соприкасающихся областях наружной оболочки провода. Например, наружный диаметр провода 6 составляет 0,1 мм, а толщины электроизолирующего слоя 8, и наружной оболочки 9 составляют по несколько микрометров. В данном примере металлический сердечник 7 выполнен из немагнитной стали. Этот материал обладает тем преимуществом, что он, также как и магнитопровод 4, выполнен из стали, поэтому провод 6 и магнитопровод 4 имеют одинаковые коэффициенты расширения, и нет необходимости учитывать возможные различия в расширении этих элементов при определении натяжения провода 6.
Концы провода 6 свободно расположены на магнитопроводе 4 и адгезионно связаны с лицевыми частями наружной оболочки 9 провода.
Оболочка ротора выполнена так, чтобы удерживать магниты 5 на магнитопроводе 4. Хотя металлический сердечник 7 провода 6 обладает электропроводностью, провод 6 не проводит вихревые токи из-за электроизоляционного слоя 8.
Способ изготовления такого ротора включает в себя следующие этапы:
- крепят магниты 5 по окружности магнитопровода 4, например, посредством адгезионного соединения;
- наматывают соприкасающимися витками провод 6 на магниты 5 и магнитопровод 4;
- нагревают провод 6 для полимеризации термоадгезионного материала наружной оболочки 9 провода и адгезионного соединения витков между собой в соприкасающихся областях наружной оболочки 9 провода.
Провод 6 наматывается намоточной машиной. Так как термоадгезионный материал наружной оболочки 9 провода имеет твердую или сухую форму, проводом 6 легко манипулировать, в частности, при использовании намоточной машины.
Нагрев осуществляют на основе эффекта Джоуля путем пропускания через металлический сердечник 7 провода 6 электрического тока необходимой силы. В данном примере выполнения нагрев осуществляют непосредственно в намоточной машине сразу после завершения намотки. Благодаря нагреванию термоадгезионный материал полимеризуется, тем самым связывая между собой соприкасающиеся части наружной оболочки 9 провода. Это приводит к тому, что витки в некоторой степени адгезионно связываются и с магнитопроводом 4.
В варианте выполнения, показанном на фиг. 4, провод 6 наматывается в два слоя, а витки в каждом слое не соприкасаются. Тем не менее, витки одного слоя касаются витков другого слоя, т.е. каждый виток наружного слоя опирается на два смежных витка внутреннего слоя. В этом случае шаг намотки должен быть больше наружного диаметра провода 6 и меньше двойного диаметра провода 6.
Для вариантов выполнения, соответствующих фиг. 5-7, способ включает в себя дополнительный этап закрепления по меньшей мере одного конца провода 6 на магнитопроводе 4. Закрепление концов провода 6 позволяет концам провода 6 не выступать за пределы ротора 3. Это упрощает обращение с ротором 3 и гарантирует надлежащий контроль его максимального диаметра.
Как показано на фиг. 5, концы провода 6 прижаты к части 10 магнитопровода 4, имеющей форму усеченного конуса, и на этой части 10 закреплен колпачок 11 в виде кольца с внутренней конической поверхностью, так что концы провода 6 оказываются закрытыми. Как вариант, каждому концу провода 6 может соответствовать свой колпачок 11, в частности, при нечетном количестве слоев, когда концы провода 6 расположены с противоположных сторон намотки.
В варианте выполнения, показанном на фиг. 6, каждый конец провода 6 вставлен в отверстие 13 в магнитопроводе 4. Отверстие 13 может быть сквозным или глухим.
На фиг. 7 показан вариант выполнения, согласно которому каждый конец провода 6 вставлен в три отверстия 13 в магнитопроводе 4 так, чтобы они прилегали друг к другу. По меньшей мере два отверстия 13 являются сквозными, а конец провода 6 проходит через отверстия 13 и переплетается между ними, образуя петлю, которая обеспечивает закрепление конца провода 6.
Разумеется, изобретение не ограничивается описанными вариантами его осуществления и охватывает любой вариант в пределах объема формулы изобретения.
В частности, металлический сердечник 7 может быть выполнен не из стали, а из другого металла, например, из алюминия или меди. Металлический сердечник 7 может быть также выполнен из магнитной стали, в частности, когда магниты имеют сравнительно большие кольцевые размеры, ограничивая тем самым потери в местах сопряжения, поскольку между крайней магнитной частью ротора 3 (то есть проводом 6) и статором 1 можно получить маленький воздушный зазор.
Провод 6 может быть намотан только в один слой или более чем в два слоя.
Колпачок 11 может иметь другую форму, кроме описанной выше.
Провод 6 может нагреваться на намоточной машине или после того, как магнитопровод 4 с намотанным на него проводом 6 будет извлечен из намоточной машины. При этом необходимо предусмотреть, чтобы концы провода 6 были закреплены во избежание их разматывания до нагревания.
Устройство определения местоположения цели посредством коррекции по звезде, предназначенное для установки на подвижном носителе
Привод с пассивной блокировкой
Индуктивный датчик тока
Привод, оснащенный системой no back с зоной блокировки
Рукоятка для удержания оружия и оружие, содержащее такую рукоятку
Способ мониторинга устройства типа электромеханического привода
Телескоп с упрощенным монтажом
Телескоп с улучшенными характеристиками и с упрощенным монтажом
Телескоп с упрощенным монтажом и способ регулирования такого телескопа
Гондола двигателя летательного аппарата, содержащая подвижный капот, перемещаемый электродвигателями
Привод с датчиком усилий
Датчик углового положения и узел, содержащий вращающуюся систему и такой датчик
Силовой привод с многофазным двигателем и способ управления таким силовым приводом
Магнитный тормоз с уменьшенным ступенчатым гистерезисом
Устройство и способ для активного управления силовой обратной связью для устройства управления
Электрический двигатель с низким моментом короткого замыкания, приводное устройство с несколькими двигателями и способ изготовления такого двигателя

