Результат интеллектуальной деятельности: Способ приготовления шихты для варки окрашенных оптических стекол для светофильтров
Вид РИД
Изобретение
Для реализации способа приготовления шихты для варки окрашенных оптических стекол для светофильтров состав химических компонентов шихты первоначально анализируют и ранжируют по температуре плавления, а также механической прочности и насыпной плотности. Для анализа и ранжирования компонентов шихты привлекаются как справочные, так и экспериментальные данные, с учетом критериев ранжирования.
Если данные по температуре плавления и «истинной» плотности компонентов (т.е. плотности монокристаллов) и др. могут быть широко представлены в справочной литературе, то данные по насыпной плотности и механической прочности соответствующих компонентов могут быть отображены как в паспортных данных поставщиков, так и получены экспериментально.
Так как насыпная плотность компонентов, например, может варьироваться от партии к партии, а также изменяться со временем, то для ее измерения существуют специальные приборы, выпускающиеся серийно. При этом важнейшим параметром, позволяющим провести ранжирование по величине насыпной плотности, является отношение насыпной плотности к «истинной» плотности (как правило, выраженной в процентном отношении). По определению насыпная плотность сыпучих компонентов вследствие малого размера частиц и наличия воздушных полостей между ними всегда меньше плотности соответствующего монокристалла. Таким образом, по отношению насыпной плотности к «истинной» плотности можно провести ранжирование компонентов на компоненты с малой и большой насыпной плотностью.
Под воздействием нагрузки, например в процессе помола, насыпная плотность может изменяться, в том числе как увеличиваться, так и уменьшаться. Увеличение насыпной плотности может происходить
вследствие механического уплотнения сыпучих смесей (в том числе вибрационного), а также ввиду деформации частиц и их частичного разрушения, вследствие чего осколки более крупных частиц заполняют мелкие воздушные пустоты. В то же время при малой механической прочности частиц, в процессе помола, частицы сыпучих компонентов значительно уменьшаются в размерах, а количество и общий объем воздушных пустот увеличивается и тем самым насыпная плотность уменьшается, относительно насыпной плотности до помола. Таким образом, проведя помол сыпучих компонентов в стандартных условиях можно сделать заключение и провести соответствующее ранжирование компонентов по их механической прочности.
В сводной таблице 1 приведены данные анализа шихтных компонентов, представленных в примерах реализации метода №1,2,3 (включая дополнительный материал к ответу на запрос от 24.04.2017). Насыпная плотность и механическая плотность компонентов измерялись экспериментально.
Для измерения насыпной плотности применялись три цилиндрических мерных сосуда, выполненных из плавленого корунда емкостью ~20 мл. Объем сосудов определялся заполнением дистиллированной водой при температуре 20°С. Мерные сосуды наполнялись шихтными компонентами до верха, без уплотнения и взвешивались на лабораторных весах с погрешностью ±0,001 г. По результатам измерений определялось среднее значение насыпной плотности и стандартное отклонение (среднее стандартное отклонение приведено в Таблице 1 в круглых скобках).
Для измерения механической прочности компонентов их подвергали механическому ручному помолу в агатовой ступке в течение двух минут при нагрузке 500 гр. После помола перемолотый компонент ссыпали в одну большую емкость и повторно измеряли его насыпную плотность с использованием трех мерных сосудов с использованием лабораторных весов.
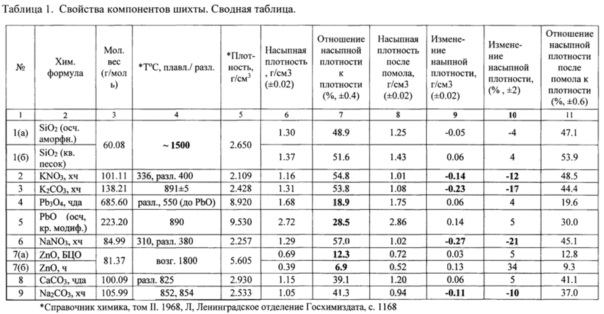
Как видно из таблицы 1, наименьшей насыпной плотностью из представленных компонентов обладает оксид цинка, плотность которого составляет значения от 12,3% до 6,9% от «истинной» плотности для реактивов одного химического состава разных поставщиков и химической чистоты (ZnO БЦО и ZnO ч). Наименьшей механической прочностью обладает нитрат натрия (NaNO3 хч), насыпная плотность которого вследствие механического помола уменьшилась на 21%.
Для ранжирования компонентов с целью формирования двух групп компонентов (таблица 2), состоящих из легкоплавких компонентов, а также компонентов с малой насыпной плотностью и с малой механической прочностью (группа 1), а также тугоплавких компонентов (группа 2) были использованы следующие критерии ранжирования;
 легкоплавкие компоненты шихты - Т пл. ≤1000°С
легкоплавкие компоненты шихты - Т пл. ≤1000°С
компоненты с малой насыпной плотностью - отношение насыпной плотности к плотности ≤30%
компоненты с малой механической прочностью - уменьшение насыпной плотности после помола ≥-10%.
тугоплавкие компоненты шихты - Т пл. ≥1500°С.
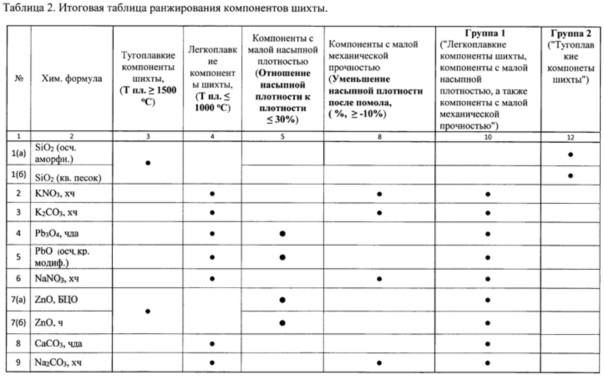
Как видно из сопоставления таблиц 1 и 2 температура плавления (точнее возгонки) оксида цинка (ZnO) превышает значение в 1500°С, однако с учетом малой насыпной плотности и критерия ранжирования (отношение насыпной плотности к плотности ≤30%) этот компонент, как и оксиды свинца (Pb3O4, чда и PbO (осч, кр. модиф.) отнесены к первой группе компонентов, включающих как легкоплавкие компоненты, так и компоненты с малой насыпной плотностью и малой механической прочностью. К последним, в соответствие с критериями ранжирования, относятся нитраты калия и натрия (KNO3, хч, NaNO3, хч), а также соответствующие карбонаты (K2CO3, хч, Na2CO3, хч), которые обладают не только малой механической плотностью, но низкой температурой плавления (Тпл. менее или равна 1000°С).
Способ изготовления заготовки для вытягивания кварцевых волоконных световодов
Способ получения кварцевой керамики
Способ изготовления фоторефрактивых световодов
Стеклокристаллический материал с высоким модулем упругости и способ его получения
Кварцевое оптическое волокно с оловянным покрытием
Конструкция горелки для получения кварцевого стекла из жидких кремнийорганических соединений
Фотоактивная кювета
Функционально-моделирующий стенд для создания условий интерактивного безопорного пространства и пониженной гравитации
Многофункциональный учебно-тренировочный комплекс для подготовки космонавтов (астронавтов) к внекорабельной деятельности (варианты)
Тренажер покидания тонущего вертолета

