Результат интеллектуальной деятельности: Литник для устройства для литья под низким давлением и устройство для литья под низким давлением, имеющее упомянутый литник
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к литнику для устройства для литья под низким давлением и к устройству для литья под низким давлением, в частности, к литнику, который предоставляет возможность как уменьшения времени цикла, так и предотвращения окисления жидкого металла, и к устройству для литья под низким давлением с литником.
Уровень техники
[0002] Устройство для литья под низким давлением типично включает в себя печь для выдержки расплавленного металла для удержания расплавленного металла, литейную форму, имеющую полость, и лифтовую трубу, которая соединяет печь для выдержки с полостью, которая используется для формования литого изделия посредством увеличения давления в печи для выдержки, чтобы подавать расплавленный металл в полость через лифтовую трубу и предоставлять возможность расплавленному металлу затвердевать.
[0003] В патентном документе 1 раскрывается устройство для литья, которое включает в себя для подачи расплавленного металла в полость канал для расплавленного металла, имеющий круглое сечение, перпендикулярное продольному направлению.
Список ссылок
Патентный документ
[0004] Патентный документ 1: JP 2003-251453 A
Сущность изобретения
Техническая задача
[0005] В вышеописанном устройстве из патентного документа 1 трудно подавать расплавленный металл в широкую область в полости, поскольку канал для расплавленного металла имеет круглое сечение. Вследствие такой плохой доставки (характеристики прохождения) трудно производить изделие, имеющее сложную форму, или тонкое изделие, в котором расплавленный металл быстро охлаждается.
[0006] Для того, чтобы улучшать доставку, был предусмотрен плоский расширяющийся щелевой питатель в литнике, чтобы подавать расплавленный металл в широкую область.
Однако, когда форма сечения канала для расплавленного металла значительно изменяется в соединительной части между литником и расширяющимся щелевым питателем, изменение скорости потока расправленного металла вызывает рябь на поверхности расправленного металла, которая может вызывать формирование оксида в новой поверхности расправленного металла и приводить в результате к ухудшенному качеству отформованных изделий.
В частности, поскольку увеличение скорости подачи расправленного металла вероятно должно вызывать большую рябь, трудно добиваться как уменьшения во времени подачи расправленного металла, так и уменьшения в формировании оксида.
[0007] Для того, чтобы улучшать доставку, в то же время предотвращать рябь на расплавленном металле, одной возможной мерой является сплющивание всего литника, в то же время сохраняя форму сечения литника. Однако, полностью сплющенный литник затрудняет регулирование времени отвердевания расплавленного металла согласно размеру и форме отформованных изделий. В результате, увеличивается вероятность возникновения закупоривания литника, при котором отформованное изделие не может быть высвобождено из литника.
[0008] Настоящее изобретение было выполнено, принимая во внимание такие проблемы с предшествующим уровнем техники, и его целью является предоставление литника для устройства для литья под низким давлением, который предоставляет возможность уменьшения времени цикла, а также препятствует окислению расплавленного металла, и который, таким образом, предоставляет возможность эффективного производства высококачественных отформованных изделий, и устройства для литья под низким давлением с таким литником.
Решение проблемы
[0009] В результате интенсивного исследования для достижения вышеописанной цели авторы настоящего изобретения обнаружили, что вышеописанная цель может быть достигнута посредством резервуара для расплавленного металла для литника, связывающего лифтовую трубу с полостью, который формируется в конкретную форму. Настоящее изобретение было, таким образом, осуществлено.
[0010] Т.е., литник для устройства для литья под низким давлением настоящего изобретения включает в себя резервуар для расплавленного металла, который имеет сечение, перпендикулярное направлению потока расплавленного металла, так что периметр сечения постепенно увеличивается по направлению к полости литейной формы, в то время как площадь сечения остается постоянной.
[0011] Устройство для литья под низким давлением настоящего изобретения включает в себя вышеописанный литник для устройства для литья под низким давлением, который связывает лифтовую трубу с полостью литейной формы.
Преимущества изобретения
[0012] В настоящем изобретении, поскольку резервуар для расплавленного металла литника устройства для литья под низким давлением имеет такую форму, что периметр сечения канала для расплавленного металла постепенно увеличивается по направлению к полости, в то время как площадь его сечения остается постоянной, соединительная часть полости имеет сплющенную форму. Это предоставляет возможность подавать расплавленный металл в широкую область полости, и доставка, следовательно, улучшается. Дополнительно, это также уменьшает изменение скорости потока расплавленного металла, протекающего через литник.
Следовательно, даже когда скорость подачи расплавленного металла увеличивается, формирование дополнительного оксида предотвращается, поскольку не образуется рябь расплавленного металла, что предоставляет возможность производства высококачественных отформованных изделий. В результате, представляется возможным добиваться как уменьшения времени цикла, так и производства высококачественных отформованных изделий.
Кроме того, поскольку периметр сечения рядом с полостью является длинным, в то время как периметр сечения рядом с лифтовой трубой является коротким, рассеивание тепла рядом с полостью выше. Это способствует затвердеванию расплавленного металла, и время цикла, следовательно, уменьшается. Дополнительно, рядом с лифтовой трубой расплавленный металл охлаждается меньше. Это регулирует время затвердевания расплавленного металла, и следовательно, предотвращается закупоривание литника.
Краткое описание чертежей
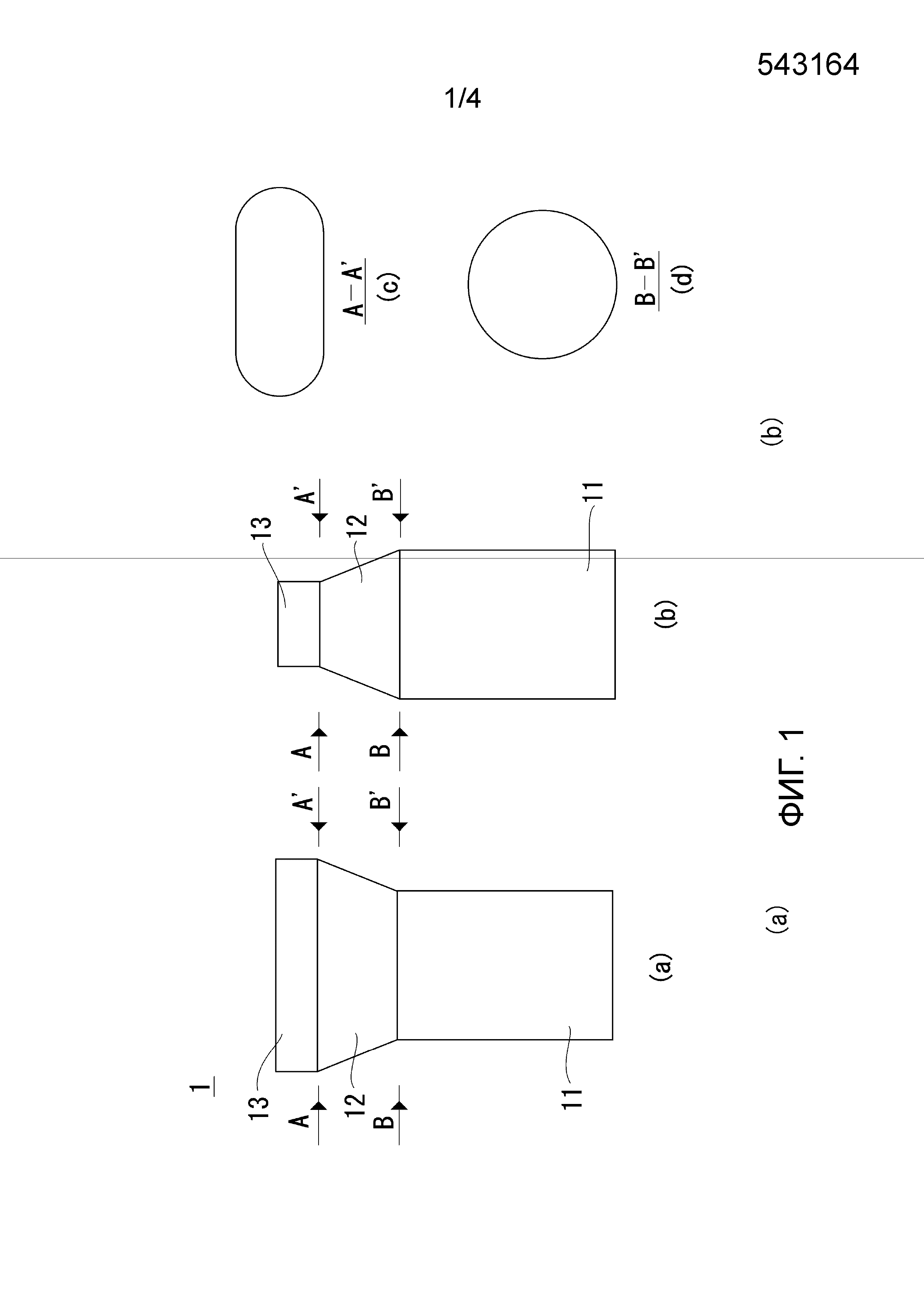
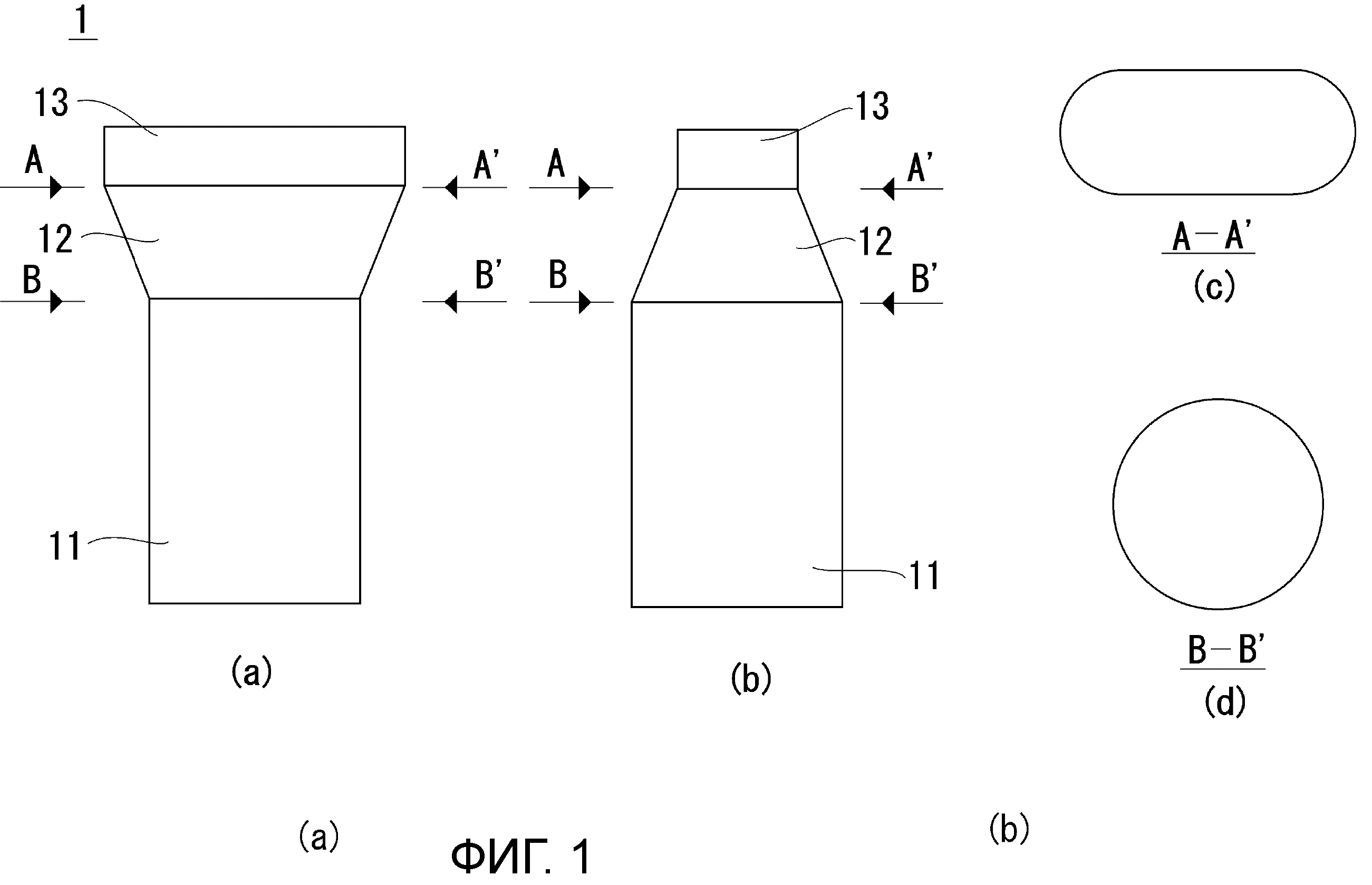
[0013] Фиг. 1 иллюстрирует пример литника для устройства для литья под низким давлением настоящего изобретения.
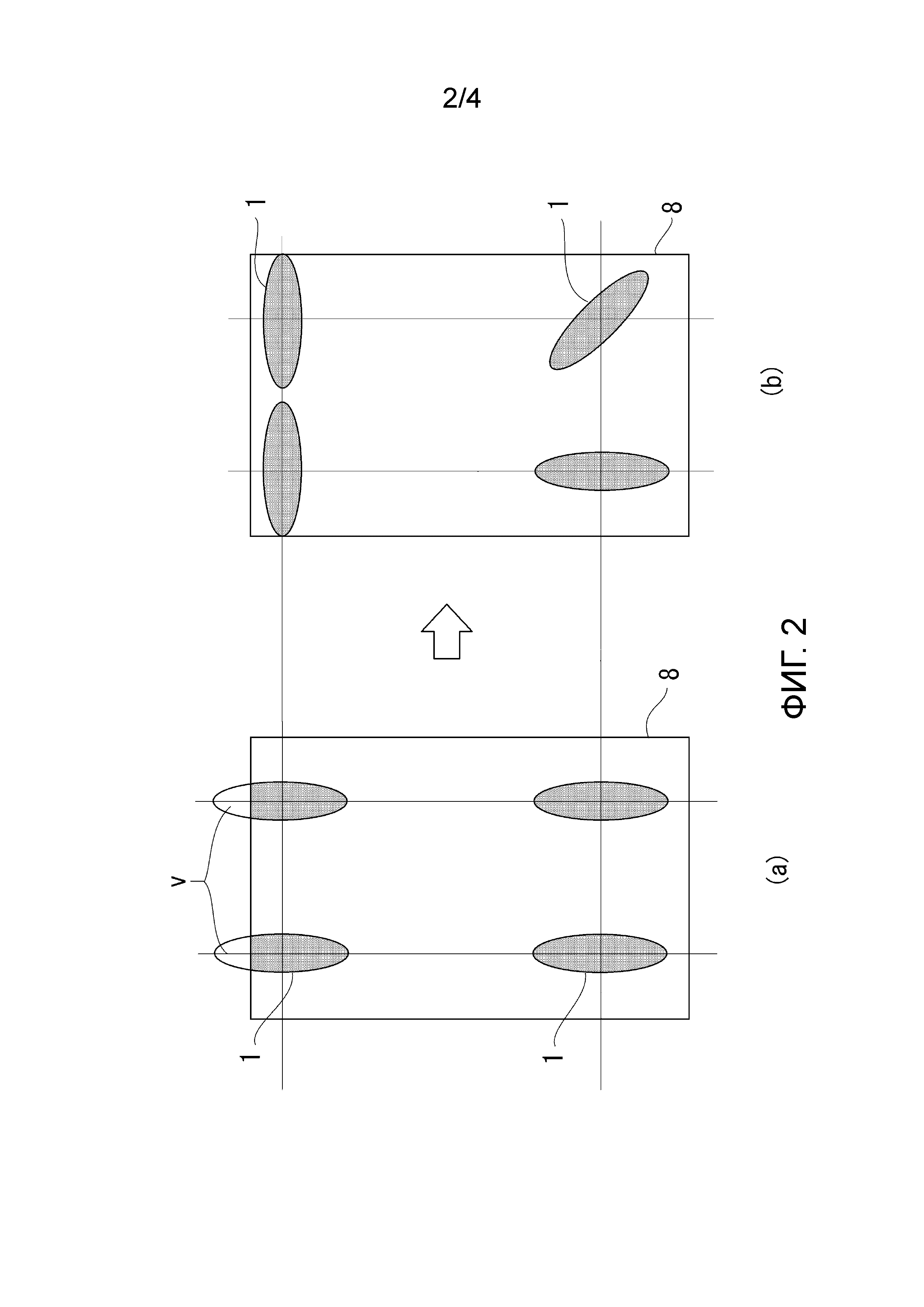
Фиг. 2 иллюстрирует условие, в котором углы прикрепления литников к лифтовым трубам изменяются, и пример позиционного соотношения между литниками и отформованным изделием.
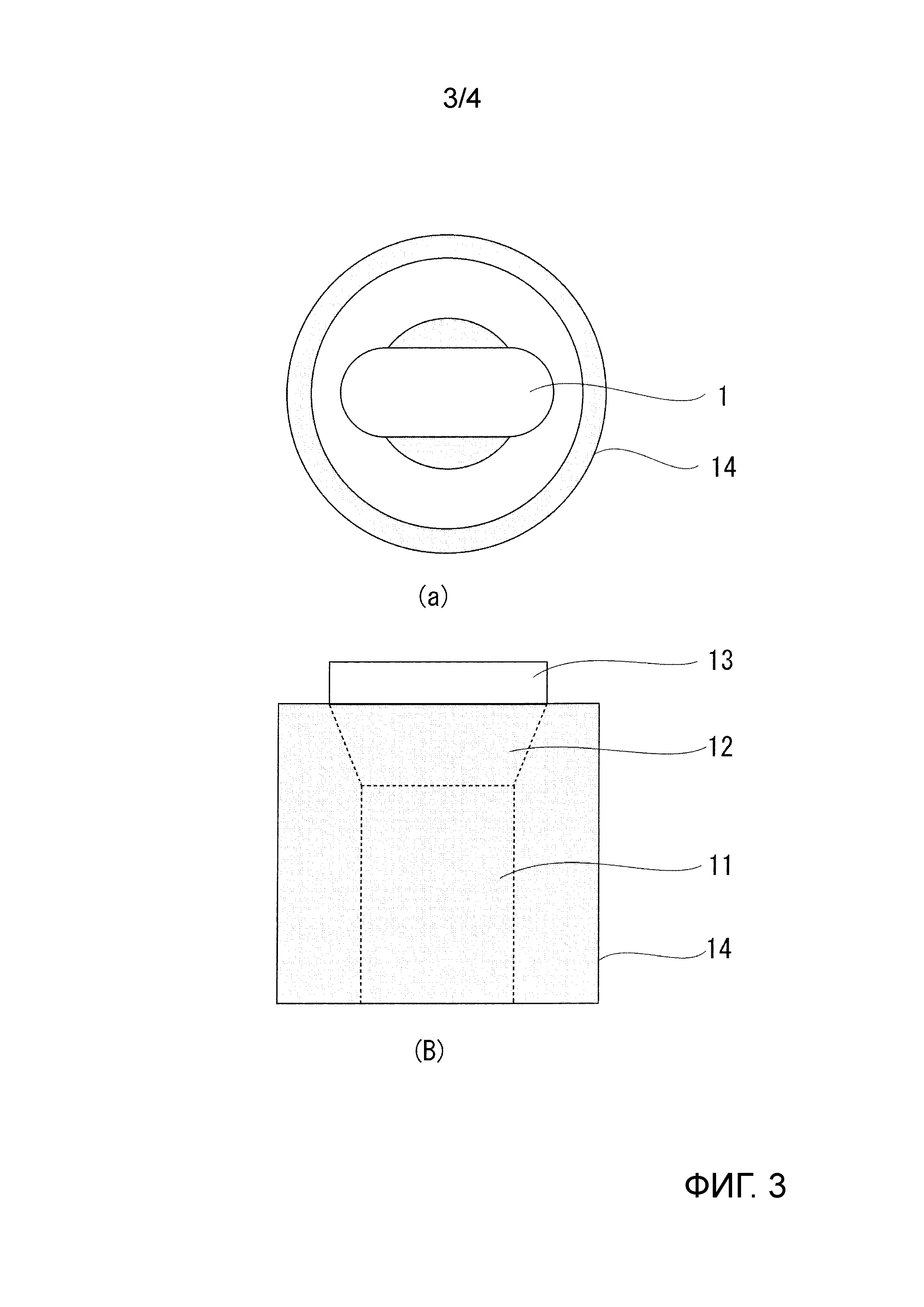
Фиг. 3 иллюстрирует пример, в котором предусматривается нагреватель для литника для устройства для литья под низким давлением настоящего изобретения, где (a) -это вид сверху, а (b) -это вид спереди.
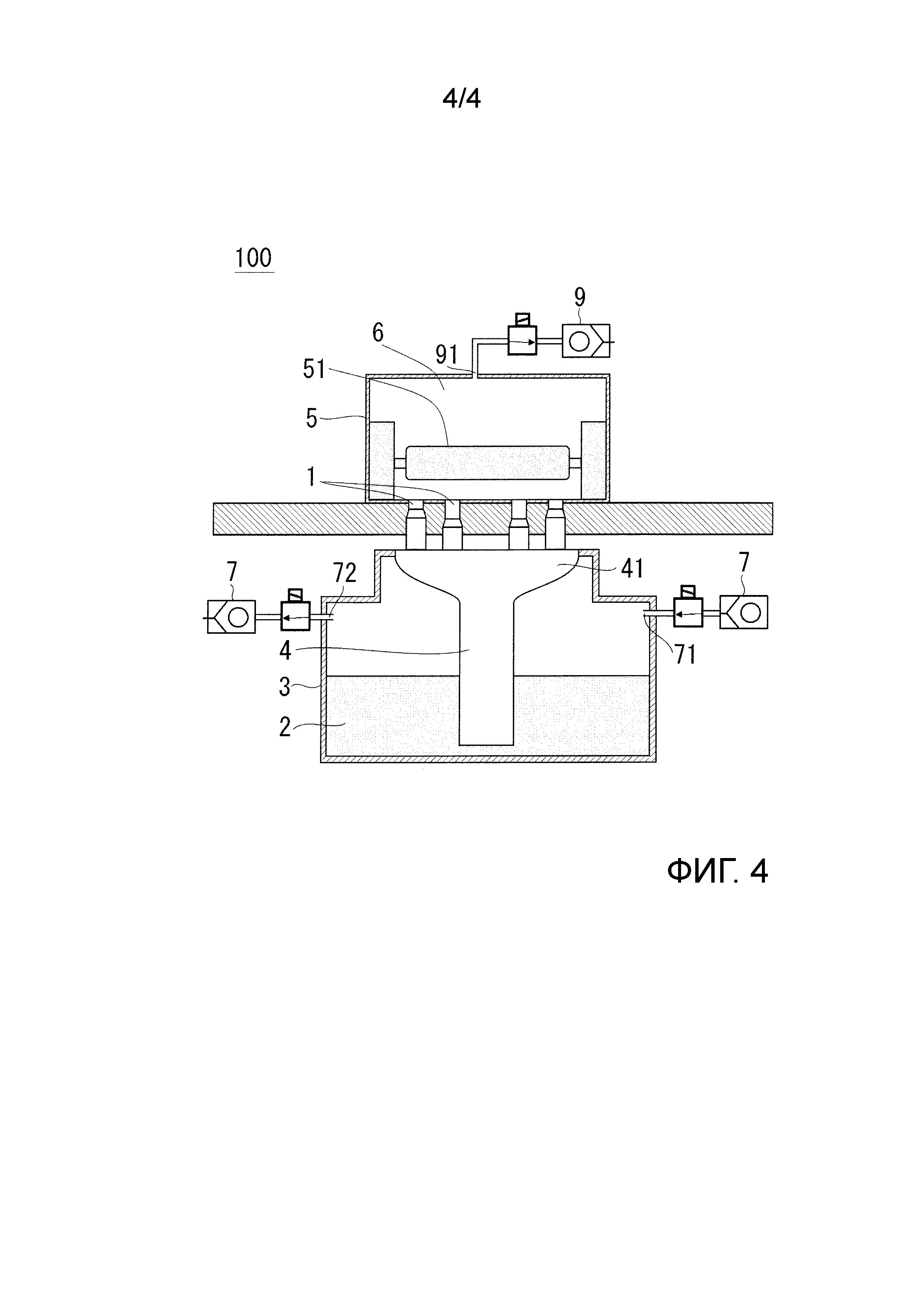
Фиг. 4 иллюстрирует пример устройства для литья под низким давлением настоящего изобретения.
Подробное описание варианта осуществления
[0014] Литник для устройства для литья под низким давлением
Будет описан литник для устройства для литья под низким давлением настоящего изобретения.
Литник 1 для устройства для литья под низким давлением согласно настоящему изобретению используется, чтобы связывать лифтовую трубу устройства для литья под низким давлением с полостью литейной формы. Фиг. 1 иллюстрирует пример литника 1 для устройства для литья под низким давлением согласно настоящему изобретению. Фиг. 1(a) -это вид спереди литника для устройства для литья под низким давлением, а фиг. 1(b) -это вид сбоку литника для устройства для литья под низким давлением. Фиг. 1 (c) иллюстрирует сечение, взятое по линии A-A', т.е., пример формы сечения на верхнем конце резервуара 12 для расплавленного металла, а фиг. 1(d) иллюстрирует сечение, взятое по линии B-B', т.е., пример формы сечения на нижнем конце резервуара 12 для расплавленного металла.
[0015] Как иллюстрировано на фиг. 1, литник 1 для устройства для литья под низким давлением согласно настоящему изобретению включает в себя соединительную часть 11 лифтовой трубы, которая соединяется с лифтовой трубой, резервуар 12 для расплавленного металла и соединительную часть 13 полости, которая соединяется с полостью.
[0016] Форма резервуара 12 для расплавленного металла такова, что периметр сечения, перпендикулярного направлению потока расплавленного металла, постепенно увеличивается по направлению к соединительной части 13 полости, в то время как площадь сечения остается постоянной.
[0017] Поскольку резервуар 12 для расплавленного металла имеет такую форму, что периметр канала для расплавленного металла длиннее на нижнем конце, чем на верхнем конце, в то время как площадь сечения канала для расплавленного металла остается одинаковой, изменение скорости потока расплавленного металла уменьшается. Дополнительно, поскольку соединительная часть 13 полости, которая размещается над резервуаром для расплавленного металла, имеет сплющенную форму вследствие длинного периметра сечения, который описывается позже, представляется возможным подавать расплавленный металл в широкую область, и доставка, таким образом, улучшается.
Следовательно, даже когда скорость подачи расплавленного металла увеличивается, расплавленный металл не бьет струей в полость через литник при подаче расплавленного металла вследствие сочетания уменьшения изменения скорости потока и улучшения доставки. Вместо этого, уровень поверхности расплавленного металла выравнивается в полости, и окисление расплавленного металла, следовательно, уменьшается. Кроме того, формирование песочин, которые вызываются столкновением расплавленного металла с литейным стержнем, предотвращается.
[0018] Предпочтительно, чтобы резервуар 12 для расплавленного металла имел соотношение "периметр сечения на верхнем конце/периметр сечения на нижнем конце", равное 1,05 или более.
Поскольку периметр сечения на верхнем конце равен 1,05 или больше периметра сечения на нижнем конце, существует большое различие в рассеивании тепла между верхним концом и нижним концом резервуара 12 для расплавленного металла. Это способствует затвердеванию расплавленного металла в соединительной части 13 полости, расположенной над резервуаром 12 для расплавленного металла, и время цикла, следовательно, таким образом, уменьшается.
[0019] Сечение на верхнем конце резервуара 12 для расплавленного металла может иметь любую форму, которая имеет более длинный периметр, чем сечение на нижнем конце. Примеры таких форм включают в себя многоугольные формы, такие как прямоугольник, трапециевидные и пятиугольные формы, а также форму эллипса. Когда соотношение "малая ось/большая ось" эллипса равно или меньше приблизительно 0,6, соотношение "периметр сечения на верхнем конце/периметр сечения на нижнем конце" равно или больше 1,05. В случае многоугольной формы, она может быть скошена, чтобы иметь вид кривой линии. Как иллюстрировано на фиг. 1(c), соседние кривые линии могут продолжать друг друга, чтобы формировать единую кривую линию.
[0020] Сечение на нижнем конце резервуара 12 для расплавленного металла предпочтительно имеет идеальную круглую форму. Идеальная круглая форма имеет кратчайший периметр среди каких-либо фигур с такой же площадью, и такая идеальная круглая форма уменьшает рассеивание тепла. Следовательно, расплавленный металл менее вероятно должен отвердевать под резервуаром для расплавленного металла, и закупоривание литника, таким образом, предотвращается.
[0021] Соединительная часть 13 полости, которая располагается над резервуаром для расплавленного металла, имеет приблизительно ту же форму сечения, что и верхний конец резервуара 12 для расплавленного металла.
[0022] Предоставляя возможность расплавленному металлу затвердевать не только в полости, но также в соединительной части 13 полости, может быть получено отформованное изделие с идеальной формой.
Т.е. с помощью соединительной части 13 полости расплавленный металл подается из резервуара 12 для расплавленного металла, даже когда расплавленный металл в соединительной части 13 полости затвердевает, так что объем уменьшается. Следовательно, формирование усадочных раковин предотвращается.
[0023] Изменяя длину соединительной части 13 полости в направлении потока расплавленного металла, т.е., в направлении высоты, чтобы регулировать площадь его поверхности, представляется возможным регулировать разницу в температуре между расплавленным металлом в полости и расплавленным металлом в резервуаре для расплавленного металла, так, чтобы регулировать время затвердевания. На внешней стенке соединительной части 13 полости может быть предусмотрен теплоотвод, чтобы способствовать затвердеванию расплавленного металла.
[0024] Как описано выше, соединительная часть 13 полости имеет ту же форму сечения, что и верхний конец резервуара 12 для расплавленного металла. Однако, пока скорость потока расплавленного металла значительно не изменяется, она может иметь похожую форму, так что сечение расширяется по направлению к полости.
Расширяющаяся форма по направлению к полости улучшает легкость высвобождения отформованного изделия и предотвращает закупоривание литника, которое вызывается застреванием затвердевшего материала в соединительной части 13 полости.
[0025] Соединительная часть 11 лифтовой трубы располагается под резервуаром 12 с расплавленным металлом и соединяется с лифтовой трубой. Соединительная часть 11 лифтовой трубы имеет приблизительно ту же форму сечения, что и нижний конец резервуара 12 для расплавленного металла.
[0026] Предпочтительно, чтобы сечение соединительной части 11 лифтовой трубы было идеально круглой формы. Идеально круглая форма предоставляет возможность изменения угла прикрепления литника к лифтовой трубе согласно форме изделия, которое должно быть отлито, что может улучшать доставку согласно форме изделия, которое должно быть отлито.
Когда существует ограничение в соединении между лифтовой трубой и литейной формой, например, даже когда соединительные части 13 полостей литников 1 высовываются из отформованного изделия 8, как иллюстрировано на фиг. 2(a), представляется возможным изменять угол прикрепления литников 1 к лифтовым трубам, как иллюстрировано на фиг. 2(b), так, чтобы размещать соединительные части 13 полости литников внутри внешней формы отформованного изделия 8. Это может предотвращать добавление бесполезных форм (v), которые добавляются снаружи внешней формы отформованного изделия 8 согласно форме литников. Следовательно, нежелательное увеличение в весе отформованного изделия 8 предотвращается.
[0027] Предпочтительно, чтобы литник 1 для устройства для литья под низким давлением согласно настоящему изобретению включал в себя нагреватель 14 для нагрева резервуара 12 для расплавленного металла. С помощью нагревателя 14 затвердевание расплавленного металла в резервуаре 12 для расплавленного металла предотвращается. Дополнительно, вместе с соединительной частью 13 полости с высоким свойством рассеивания тепла вследствие длинного периметра сечения, предоставляется возможность регулировки позиции границы между расплавленным металлом и затвердевшим металлом в литнике 1.
[0028] Фиг. 3 иллюстрирует пример условия, в котором нагреватель 14 предусматривается для литника 1 для устройства для литья под низким давлением. Фиг. 3(a) -это вид сверху, а фиг. 3(b) -это вид спереди. Как иллюстрировано на фиг. 3, нагреватель может быть расположен около резервуара 12 для расплавленного металла и соединительной части 11 лифтовой трубы, которые иллюстрируются прерывистыми линиями на фиг. 3(b). Альтернативно, нагреватель может быть непосредственно расположен в литнике.
[0029] Устройство для литья под низким давлением
Далее будет описано устройство для литья под низким давлением настоящего изобретения. Устройство 100 для литья под низким давлением согласно настоящему изобретению включает в себя печь 3 для выдержки расплавленного металла для хранения расплавленного металла 2, лифтовую трубу 4 с нижним концом, погруженным в расплавленный металл 2 в печи 3 для выдержки расплавленного металла, литник 1 для устройства для литья под низким давлением, которое связывает лифтовую трубу 4 с полостью 6 литейной формы 5, и контроллер 7 давления, который управляет давлением в печи 3 для выдержки расплавленного металла.
[0030] Фиг. 4 иллюстрирует пример устройства 100 для литья под низким давлением. Устройство 100 для литья под низким давлением включает в себя газовпускное отверстие 71 для накачки инертного газа, такого как двуокись углерода, в герметично изолированную печь 3 для выдержки расплавленного металла. Нижний конец лифтовой трубы 4 погружается в расплавленный металл 7 в печи 3 для выдержки. Над печью 3 для выдержки располагается разделяемая на части литейная форма 5. Пространство формируется в каждой из поверхностей литейной формы для литейной формы 5, и полость 6, имеющая форму отформованного изделия 8, формируется посредством сборки литейной формы 5.
Литники 1 располагаются на верхнем конце лифтовой трубы 4, чтобы связывать лифтовую трубу 4 с полостью 6.
Если необходимо, литейная форма 5 может иметь канал 91 всасывания, который соединяется с всасывающим устройством 9. Дополнительно, если необходимо, литейный стержень 51 может быть расположен в литейной форме 5.
[0031] В устройстве 100 для литья под низким давлением контроллер 7 давления впрыскивает газ в печь 3 для выдержки через газовпускное отверстие 71, с тем, чтобы увеличивать давление в печи 3 для выдержки. С помощью давления газ давит на поверхность расплавленного металла печи 3 для выдержки, чтобы поднимать расплавленный металл 2 в лифтовой трубе 4, так что полость 6 литейной формы 5 заполняется расплавленным металлом 2 через литники 1.
Затем, после того как расплавленный металл 2 в полости 6 охлаждается и затвердевает, контроллер 7 давления уменьшает давление в печи 3 для выдержки, с тем, чтобы опускать поверхность расплавленного металла. После этого литейная форма 5 открывается, и отформованное изделие 8 забирается.
[0032] Предпочтительно, чтобы устройство 100 для литья под низким давлением включало в себя множество литников 1. С множеством литников 1 представляется возможным подавать расплавленный металл 2 в широкую область в полости 6. Следовательно, доставка улучшается.
[0033] Дополнительно, множество литников 1 может быть сконфигурировано, чтобы иметь разные толщины или периметры соединительных частей 13 полости, и/или различные длины в направлении потока расплавленного металла 2. Изменяя форму соединительных частей 13 полости, чтобы балансировать время затвердевание в литниках, закупоривание литников предотвращается.
[0034] Предпочтительно, чтобы лифтовая труба 4 включала в себя расширяющуюся часть 41 с диаметром, увеличивающимся по направлению к литникам 1, и множество литников 1 располагается в расширяющейся части 41. Дополнительно, предпочтительно, чтобы расширяющаяся часть 41 располагалась внутри печи 3 для выдержки. Посредством размещения внутри печи 3 для выдержки тепло печи 3 для выдержки препятствует уменьшению температуры расплавленного металла в расширяющейся части 41.
[0035] Предпочтительно, чтобы устройство 100 для литья под низким давлением согласно настоящему изобретению включало в себя всасывающее устройство 9, которое вакуумирует полость 6 через канал 91 всасывания литейной формы. Подача расправленного металла 2 во время вакуумирования полости 6 может улучшать доставку и предотвращать рябь расплавленного металла 2. Кроме того, поскольку представляется возможным увеличивать скорость подачи расплавленного металла 2, время цикла может быть уменьшено.
Список ссылочных знаков
[0036] 1 Литник
11 Соединительная часть лифтовой трубы
12 Резервуар для расплавленного металла
13 Соединительная часть полости
14 Нагреватель
2 Расплавленный металл
3 Печь для выдержки расплавленного металла
4 Лифтовая труба
41 Расширяющаяся часть
5 Литейная форма
51 Литейный стержень
6 Полость
7 Контроллер давления
71 Газовпускное отверстие
72 Газовыпускное отверстие
8 Отформованное изделие
9 Всасывающее устройство
91 Канал всасывания
100 Устройство литья под низким давлением
Ротор для электромотора
Способ контроля качества, калибр для контроля качества и комплект калибров для контроля качества резьбового компонента
Устройство противодействия замене несертифицированной батареей для электрического транспортного средства
Устройство управления началом движения транспортного средства
Устройство управления и способ управления содействием парковке
Транспортное средство и способ управления рулением транспортного средства
Устройство впрыска электролита и способ впрыска электролита
Устройство прерывания силовой цепи
Устройство управления уменьшением зазора для транспортного средства с электроприводом
Устройство для изготовления аккумуляторных электродов и соответствующий способ
Литейное устройство и способ литья
Форма для литья под низким давлением

